BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah
Perkembangan dunia industri demikian pesat menyebabkan persaingan antar
industri semakin ketat terutam industri kecil menengah yang bergerak pada bidang
yang sama. Untuk memenangkan persaingan tersebut perusahaan dituntut untuk
mempunyai suatu strategi dalam meminimumkan atau menghilangkan pemborosan
disepanjang aliran proses produksi secara berkesinambungan baik dalam bentuk
kualitas, jumlah produksi dan pengiriman tepat waktu. Aliran proses merupakan
urutan perkerjaan atau aktivitas yang dilakukan dalam memproduksi barang dan jasa.
Disepanjang aliran proses produksi terdapat aktivitas-aktivitas yang memberi
nilai tambah (value added), tidak memberi nilai tambah (non value added) yang
mengakibatkan pemborosan. Dalam upaya meminimumkan proses yang tidak
memberi nilai tambah (non value added) bagi perusahaaan diperlukan suatu upaya
perbaikan pada aliran proses produksi dan aliran informasi melalui value stream
mapping.
Value stream mapping merupakan alat perbaikan (toosl) dalam perusahaan
untuk membantu memvisualisasikan aliran proses produksi secara menyeluruh
perbaikan dalam meminumumkan atau mengurangi pemborosan yang ada dalam
sistem industri akan membuat aktivitas proses dalam industri akan menjadi lebih baik
secara keseluruhan (Gaspersz,V.4.2011).
Berdasarkan hasil penelitian sebelumnya pada perusahaan produksi mebel
dengan menggunakan value stream mapping telah berhasil merinci besar aktivitas
yang memberi nilai tambah (value added activity) rata-rata sebesar 50,30%, aktivitas
yang tidak memberi nilai tambah (non value added activity) sebesar 21,83%, dengan
mengurangi waste sepanjang aliran proses produksi dan memperbaiki management
jig yang lebih baik (Hartini, 2009).
Pada rancangan sistem produksi PT. Gunung Bayur yang memproduksi bushing
spring, shackle spring dan lain-lain, banyak terdapat aktivitas-aktivitas yang tidak
memberi nilai tambah pada sistem produksi (non value added) yang merupakan suatu
pemborosan bagi perusahaan, dengan menggunakan value stream mapping dari hasi
analisis didapatkan ada tiga jenis pemborosan yaitu waktu tunggu sebesar 25,95%,
produk cacat sebesar 18,51% dan gerakan yang tidak perlu sebesar 14,81%, dengan 1
aktivitas value added dan 3 aktivitav non value added dengan total lead time sebesar
42,683 menit atau sebesar 52,57% dapat mereduksi lead time dari big picture
mapping kondisi awal (Asep R, 2008).
UD. Usaha Rezeki Prabot adalah perusahan manufaktur yang merupakan
produknya adalah pintu, kusen dan jendela yang sangat umum digunakan pada
perumahan, perkantoran dan perusahaan lainnya. Perusahaan ini tentunya ingin
menjadi yang terbaik dalam menghasilkan produk tepat waktu dan kualitas yang lebih
baik, kenyataan dilapangan permasalahan yang sering dihadapi oleh UD. Rezeki
Prabot adalah mengalami kerterlambatan waktu dalam penyelesaian pesanan
konsumen terutama jenis pintu panel petak 7, sehingga hasil produksi tidak mampu
mencapai target kuantitas yang telah ditetapkan.
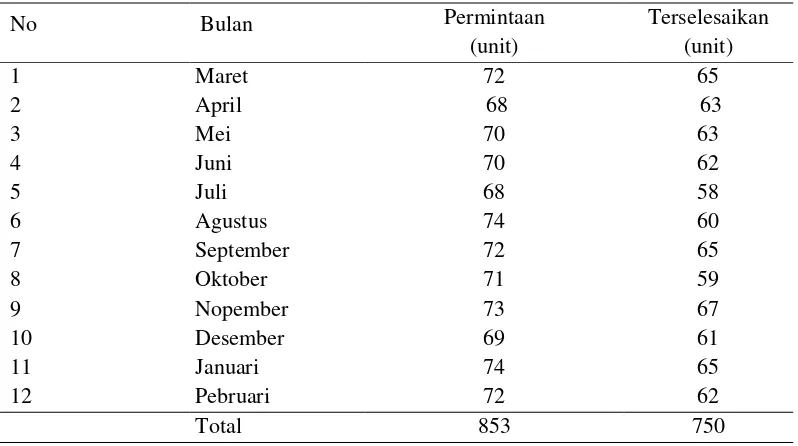
Pada tabel 1.1 adalah data permintaan pintu panel petak 7 selama satu tahun
mulai Maret 2011 sampai Pebruari 2012.
Tabel 1.1. Data Permintaan Pintu Panel Petak 7 tahun 2011- 2012
No Bulan Permintaan
Dari tabel 1.1 terlihat bahwa permintaan pintu panel petak 7 sebanyak 853 unit
pintu dan hanya terlesaikan tepat waktu sebanyak 750 unit pintu. Agar produk
dengan cara mengurangi lead time process. Pengurangan lead time process dapat
dilakukan dengan mengidentifikasi pemborosan yang terjadi di lantai produksi.
Shigeo Shingo merumuskan tujuh jenis pemborosan yang terjadi sering terjadi
diperusahaan, ketujuh jenis pemborosan tersebut adalah kelebihan produksi
(overproduction), gerakan yang tidak perlu (unnecessary motion), transportasi yang
berlebih (excessive transportation), waktu menunggu (Waiting time), proses yang
tidak tepat( inappropriate processing), persediaan yang tidak penting (uncecessary
inventory) dan cacat (defect) (Singo.S, 1989).
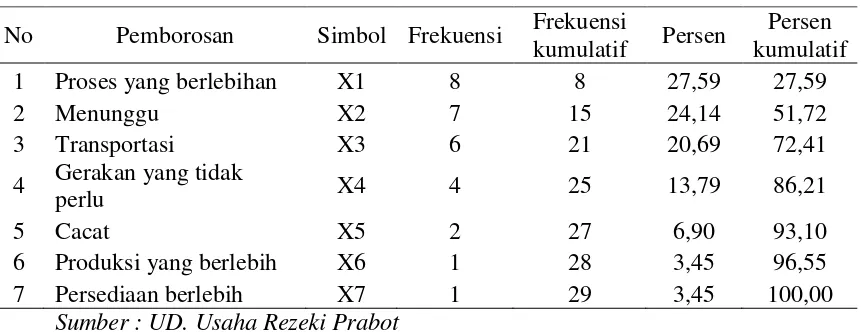
Tabel 1.2 menunjukkan persentase jenis pemborosan yang terjadi pada UD.
Rezeki Prabot selama proses produksi pembuatan pintu panel petak 7 berlangsung,
Tabel 1.2 Data 7 Pemborosan UD. Usaha Rezeki Prabot
No Pemborosan Simbol Frekuensi Frekuensi
kumulatif Persen
Dari hasil pengamatan yang telah dilakukan seperti pada Tabel 1.2 diatas dapat
dijelaskan bahwa untuk kategori nilai X1, X2 dan X3 adalah sebesar 72,42% dan
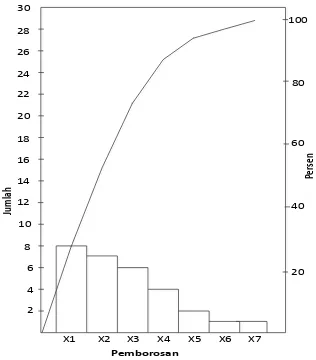
untuk kategori nilai X4, X5 adalah sebesar 20,69%, selanjutnya dapat dilihat pada
Gambar 1.1: Diagram Pareto Pemborosan pada UD. Usaha Rezeki Prabot
1.2 Rumusan Masalah
Berdasarkan uraian latar belakang masalah, maka diketahui bahwa masih sering
terjadi keterlambatan waktu penyelesaian produksi pintu panel petak 7 dalam bentuk
pemborosan disepanjang aliran proses produksi sehingga perlu adanya strategi
perbaikan yang akan mengurangi lead time process pada produksi pintu panel petak 7
melalui value stream mapping.
1.3 Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian ini adalah merancang aliran proses
dalam upaya meminimumkan proses yang tidak memberikan nilai tambah (non value
added) sehingga dapat memberi dampak positif untuk perkembangan perusahaan
dengan menganalisa penyebab terjadi pemborosan (waste) dalam proses produksi
melalui value stream mapping.
1.4 Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian ini bagi mahasiswa,
perguruaan tinggi mampu bagi perusahaan antara lain meliputi:
1. Bagi perusahaan
Sebagai bahan acuan untuk melakukan perbaikan dalam persaingan usaha
yang tengah dihadapi sekarang.
2. Bagi Mahasiswa
a. Peneliti mengerti tentang teori dan penerapan ilmu pengetahuan
(knowledge applied) dan kajian ilmiah akademis dalam pemecahan
permasalahan.
b. Peneliti dapat memanfaat ilmu serta teori mengenai analisis value stream
mapping terhadap aktivitas-aktivitas value added dan non value added.
3. Bagi Perguruan Tinggi
Dapat berfungsi sebagai literatur acuan yang berguna bagi pendidikan dan
1.5 Batasan Masalah
Batasan masalah dalam penelitian ini adalah:
1. Dalam penelitian ini tidak dilakukan perhitungan biaya.
2. Metode yang digunakan untuk mengintifikasi kegiatan-kegiatan non value
added dan meminimalisasi non value added times adalah value stream
mapping.
3. Penelitian dilakukan pada saat raw material tiba di gudang penerimaan dari
supplier hingga produk jadi disimpan di gudang penyimpanan.
1.6 Asumsi-Asumsi
Agar penyelesaian masalah dapat dilakukan sesuai dengan teori maka asumsi
yang digunakan:
1. Proses kerja selama penelitian tidak berubah, sesuai dengan prosedur yang
ada.
2. Pekerja dalam keadaan terampil dengan pekerjaan yang dilakukan dan
bekerja secara normal.
3. Pengujian waktu hanya dilakukan untuk data waktu proses produk,
sedangkan data waktu lainnya diambil dari data historis perusahaan.