i
Skripsi
Skripsi ditulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Pendidikan
Program Studi Pendidikan Teknik Mesin
oleh
Ahmad Ridwan Hintan Purnama 5201413003
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
iii
Skripsi dengan judul Pengaruh Nose Radius Dan Cutting Parameter Terhadap Tingkat Kekasaran Pembubutan Baja Karbon EMS 45 telah dipertahankan di depan sidang Panitia Ujian Skripsi/TA Fakultas Teknik UNNES pada tanggal bulan April tahun 2017.
Oleh :
Nama : Ahmad Ridwan Hintan Purnama
NIM : 5201413003
Program Studi : Pendidikan Teknik Mesin S1 Panitia :
Ketua Sekertaris
Rusiyanto, S.Pd., M.T. Rusiyanto, S.Pd., M.T.
NIP. 1974032119990310 NIP. 1974032119990310
Penguji 1
Rusiyanto, S.Pd., M.T. NIP. 1974032119990310
Penguji 2/ Pembimbing 1 Penguji 2/ Pembimbing 1
Dr. Wirawan Sumbodo, M.T. Dr. Murdani, M.Pd.
NIP. 196601051990021002 NIP. 195306081980121001
Mengetahui:
Dekan Fakultas Teknik UNNES
iv
Nama Mahasiswa : Ahmad Ridwan Hintan Purnama
NIM : 5201413003
Program Studi : Pendidikan Teknik Mesin S1
Fakultas : Fakultas Teknik Universitas Negeri Semarang
Dengan ini menyatakan bahwa skripsi dengan judul “Pengaruh Nose Radius
Dan Cutting Parameter Terhadap Tingkat Kekasaran Pembubutan Baja
Karbon EMS 45” ini merupakan hasil karya saya sendiri dan belum pernah diajukan untuk memperoleh gelar kesarjanaan di suatu perguruan tinggi manapun, dan sepanjang pengetahuan saya dalam skripsi ini tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah dan disebutkan dalam daftar pustaka.
Semarang, 15 Maret 2017 Yang membuat peryataan
v
Purnama, Ahmad Ridwan H, 2017. Pengaruh Nose Radius Dan Cutting Parameter Terhadap Tingkat Kekasaran Hasil Pembubutan Benda Kerja Baja Karbon EMS 45. Skripsi. Jurusan Teknik Mesin Fakultas Teknik Universitas Negeri Semarang. Dr. Wirawan Sumbodo, M.T. dan Dr. Murdani, M.Pd.
Kata kunci: nose radius, cutting parameter, kekasaran permukaan, single cutting point tool, baja karbon EMS 45
Suatu komponen hasil pemesinan mempunyai karakteristik kualitas yang ditentukan salah satunya berdasarkan nilai kekasaran komponen tersebut. Geometri pahat merupakan faktor yang mempengaruhi nilai kekasaran permukaan. Selain itu dalam proses pembubutan juga memperhatikan cutting parameter untuk menghasilkan permukaan yang maksimal. Tujuan penelitian ini untuk mengetahui pengaruh nose radius dan cutting parameter terhadap tingkat kekasaran pembubutan baja karbon EMS 45.
Penelitian ini menggunakan metode penelitian eksperimen, dengan tujuan mengetahui sebab akibat berdasarkan perlakuan yang diberikan. Pada penelitian ini perlakuan yang diberikan yaitu variasi nose radius dan cutting parameter. Variasi nose radius yang digunakan yaitu 1 mm, 1,25 mm, dan 1,5 mm. Sedangkan cutting parameter yang divariasikan yaitu fedding dengan besar 0,072 mm/rev, 0,113 mm/rev, 0,158 mm/rev. Setelah dilakukan pembubutan selanjutnya diuji nilai kekasarannya dan diuji bentuk permukaannya dengan foto makro. Analisis data yang digunakan pada penelitian ini adalah statistik deskriptif.
v
judul "Pengaruh Nose Radius dan Cutting Parameter Terhadap Tingkat Kekasaran Pembubutan Baja Karbon EMS 45".
Laporan skripsi dengan judul tersebut disusun untuk memenuhi syarat dalam memperoleh gelar Sarjana Pendidikan Program Studi Pendidikan Teknik Mesin, Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Semarang.
Penulis sangat berterima kasih kepada berbagai pihak atas bantuan dan peran serta mereka dalam penyusunan proposal skripsi ini. Ucapan terima kasih penulis sampaikan kepada:
1. Dr. Nur Qudus, M.T. Dekan Fakultas Teknik Universitas Negeri Semarang.
2. Rusiyanto, S.Pd., M.T. Ketua Jurusan Teknik Mesin Universitas Negeri Semarang
3. Dr. Wirawan Sumbodo, M.T., pembimbing 1 yang telah memberikan bimbingan, arahan, motivasi, saran dan masukan kepada penulis dalam penyelesaian proposal skripsi ini.
4. Dr. Murdani, M.Pd., pembimbing 2 yang telah memberikan bimbingan, arahan, motivasi, saran dan masukan kepada penulis dalam penyelesaian proposal skripsi ini.
5. Kedua orang tua, adik, sahabat, dan teman-teman yang memberikan doa, semangat dan motivasi.
Penulis berharap dengan proposal skripsi ini penlitian dapat segera dilaksanakan, sehingga skripsi bermanfaat bagi pembaca umumnya dan penyusun khususnya.
Penulis,
vi
Halaman
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... iii
PERNYATAAN KEASLIAN ... iv
ABSTRAK ... v
PRAKATA ... v
DAFTAR ISI ... vi
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... x
DAFTAR LAMPIRAN ... xi
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Identifikasi Masalah ... 3
1.3. Pembatasan Masalah ... 4
1.4. Rumusan Masalah ... 5
1.5. Tujuan Penelitian ... 5
1.6. Manfaat Penelitian ... 5
BAB II TINJAUAN PUSTAKA ... 7
2.1. Kajian Teori ... 7
2.1.1. Klasifikasi Proses Pemesinan ... 7
2.1.2. Proses Membubut (Turning) ... 8
2.1.3. Bagian-bagian Mesin Bubut ... 8
2.1.4. Parameter Pemotongan... 11
2.1.5. Geometri Pahat ... 15
2.1.6. Nose radius Pada Pahat ... 18
2.1.7. Pahat HSS (High Speed Steels) ... 19
2.1.8. Kekasaran Permukaan ... 20
2.1.9. Baja Karbon ... 29
1.2. Kajian Penelitian Yang Relevan ... 30
vii
3.3. Prosedur Penelitian ... 36
3.3.1. Waktu dan Tempat Pelaksanaan ... 36
3.3.2. Diagram Alir Penelitian ... 37
3.3.3. Proses Penelitian ... 39
3.3.4. Data hasil uji kekasaran ... 44
3.3.5. Desain Penelitian ... 44
3.3.6. Variabel Penelitian ... 45
3.3.7. Teknik Pengumpulan Data ... 46
3.3.8. Teknik Analisis Data ... 46
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 47
4.1 Hasil Penelitian ... 47
4.1.1 Data Kekasaran Permukaan ... 47
4.1.2 Data Pengujian Foto Makro ... 51
4.2 Pembahasan ... 57
4.3 Keterbatasan Penelitian ... 60
BAB V PENUTUP ... 61
5.1. Kesimpulan ... 61
5.2. Saran ... 62
viii
Halaman
Gambar 2.1 bagian-bagian mesin bubut ... 9
Gambar 2.2 Geometri pahat single cutting tools ... 16
Gambar 2.3 Geometri pahat rata kanan ... 17
Gambar 2.4 Geometri pahat bubut muka. ... 17
Gambar 2.5 Hubungan nose radius dengan feeding ... 18
Gambar 2.6 Kekasaran, gelombang, dan kesalahan bentuk. ... 21
Gambar 2.7 Tingkat pertama ... 21
Gambar 2.8 Gambar Tingkat kedua ... 22
Gambar 2.9 Gambar Tingkat ketiga ... 22
Gambar 2.10 Gambar Tingkat Keempat ... 22
Gambar 2.11 Kedalaman total dan kedalaman permukaan ... 23
Gambar 2.12 Menentukan Kekasaran Rata-rata Ra ... 23
Gambar 2.13 Simbol spesifikasi permukaan ... 25
Gambar 2.14 Kerangka Berpikir Penelitian ... 34
Gambar 3.1 Diagram Alir Penelitian ... 37
Gambar 3.2 Raw Material Baja EMS 45 ... 39
Gambar 3.3 Universal tool grinder ... 40
Gambar 3.4 Proses pembuatan noseradius pada pahat... 40
Gambar 3.5 Gambar kerja Spesimen EMS 45 ... 42
Gambar3.6 Pembuatan Spesimen... 42
Gambar 3.7 Gambar Salah satu spesimen ... 42
ix
Gambar 4.3 Grafik nilai kekasaran dengan feeding 0,113 mm/rev... 50
Gambar 4.4 Grafik nilai kekasaran dengan feeding 0,158 mm/rev... 51
Gambar 5.5 Hasil foto makro spesimen 1 ... 52
Gambar 6.6 Hasil foto makro spesimen 2 ... 52
Gambar 7.7 Hasil foto makro spesimen 3 ... 52
Gambar 4.8 Hasil foto makro spesimen 4 ... 53
Gambar 4.9 Hasil foto makro spesimen 5 ... 53
Gambar 4.10 Hasil foto makro spesimen 6 ... 53
Gambar 4.11 Hasil foto makro spesimen 7 ... 54
Gambar 4.12 Hasil foto makro spesimen 8 ... 54
Gambar 4.13 Hasil foto makro spesimen 9 ... 54
Gambar 4.14 Hasil foto makro spesimen 10 ... 55
Gambar 4.15 Hasil foto makro spesimen 11 ... 55
Gambar 4.16 Hasil foto makro spesimen 12 ... 55
Gambar 4.17 Grafik nilai kekasaran dan hasil foto makro ... 56
Gambar 4.18 Grafik nilai kekasaran dan hasil foto makro ... 56
x
Halaman
Tabel 2.1 Kecepatan putaran terhadap material ... 12
Tabel 2.2 Feeding berdasarkan material ... 12
Tabel 2.3 Cairan pendingin yang direkomendasikan ... 14
Tabel 2.4 Harga Nose Radius dan Kedalaman Pemakanan ... 19
Tabel 2.5 Klasifikasi pahat HSS menurut komposisinya ... 20
Tabel 2.6 Toleransi harga kekasaran rata-rata (Ra) ... 24
Tabel 2.7 Tingkat kekasaran rata-rata permukaan menurut proses pengerjaan .... 24
Tabel 2.8 Tabel Angka kekasaran permukaan menurut standar ISO 1302 ... 25
Tabel 2.9 Kandungan Baja AISI 1045 atau EMS 45 ... 30
Tabel 2.10 Hasil pengukuran kekasaran permukaan... 31
Tabel 2.11 Hasil pengkuran kekasaran permukaan ... 32
Tabel 2.12 Analisis regresi ... 33
Tabel 3.1 Spesimen uji ... 38
Tabel 3.2 Lembar pengumpulan data uji kekasaran... 44
Tabel 4.1 Hasil Pengujian Kekasaran ... 47
xi
Lampiran 2 Surat tugas dosen pembimbing dan penguji ... 67
Lampiran 3 Berita acara seminar ... 68
Lampiran 4 Presensi Seminar Proposal ... 69
Lampiran 5 Surat Ijin Penelitian ... 71
Lampiran 6 Laporan Hasil Penelitian ... 73
Lampiran 7 Surat Keterangan Pengujian ... 75
Lampiran 8 Sertifikat Bahan Penelitian ... 76
Lampiran 9 Dokumentasi Pengasahan Pahat dan Pembuatan Spesimen ... 77
Lampiran 10 Dokumentasi Spesimen Penelitian ... 78
Lampiran 11 Dokumentasi Pengujian di Laboratorium ... 79
Lampiran 12. Grafik Pengujian Spesimen Tiap Titik ... 80
1
PENDAHULUAN
1.1. Latar Belakang
Dunia industri yang saat ini semakin berkembang dengan menghasilkan beberapa produk yang memiliki kualitas dan harga jual yang tinggi. Industri manufaktur dalam pengerjaannya menggunakan mesin perkakas. Mesin perkakas mempunyai peran penting dalam menghasilkan produk berkualitas. Salah satu proses pemesinan yang menggunakan mesin perkakas yaitu proses bubut. Dalam pengerjaannya mesin bubut digunakan untuk membuat produk dari bahan logam, dan juga dapat digunakan sebagai proses perbaikan.
Bahan logam yang sering digunakan untuk komponen-komponen mesin yaitu baja karbon. Baja karbon mempunyai kekuatan yang tinggi, dan ketahanan aus yang tangguh. Menurut Wiryosmarto, H. dan Toshie Okumoro (1981: 89-90)
“sifat baja karbon sangat tergantung pada kadar karbon, karena itu baja ini dikelompokkan berdasarkan kadar karbonnya”. Salah satu contoh jenis baja karbon sedang yaitu EMS 45 yang memiliki kandungan karbon 0,45%. Baja ini banyak digunakan pada komponen-komponen mesin seperti roda gigi dan poros. Sebagai komponen mesin poros dan roda gigi harus mempunyai kehalusan yang tinggi dalam pengerjaanya. Salah satu faktor yang mempengaruhi tingkat kepresisian adalah tingkat kekasaran permukaan komponen tersebut.
permukaan mempunyai peran penting untuk menunjukkan kualitas sebuah komponen yang dipengaruhi oleh banyak faktor (Dr.C.J.Rao, 2013:1414).
Sumbodo, dkk (2011:35) menjelaskan bahwa “kualitas komponen pemesinan
dipengaruhi beberapa faktor yaitu kualitas mesin, kualitas alat potong, dan kemampuan operator”. Karakteristik kekasaran permukaan dipengaruhi oleh faktor kondisi pemotongan dan geometri pahat (Jonoadji, 1999:82). Dalam arti lain dapat dikatakan bahwa kualitas produk bubut dapat dinilai dari tingkat kekasaran benda tersebut. Beberapa faktor yang dapat mempengaruhi tingkat kekasaran adalah faktor manusia (operator) dan faktor-faktor yang terjadi pada mesin atau peralatan yang digunakan.
Pada prinsipnya bubut merupakan proses penyayatan benda kerja menjadi bentuk yang diinginkan. Komponen yang digunakan untuk menyayat benda kerja dinamakan pahat. Santoso (2013:35) menerangkan bahwa “proses permesinan
menggunakan pahat sebagai perkakas potongnya dan geometri pahat tersebut akan merupakan salah satu faktor terpenting yang menentukan keberhasilan proses
permesinan”.
Abdullah (2010:54) menghasilkan bahwa “secara umum kecepatan mesin yang
lebih tinggi, tingkat pemakanan yang lebih rendah dan insert nose radius lebih
tinggi mendapatkan tingkat kekasaran permukaan yang lebih baik”.
Selain nose radius pada geometri pahat, parameter pemotongan juga dapat mempengaruhi kekasaran hasil pembubutan. Tiga parameter utama pada setiap proses bubut adalah kecepatan putar spindel (speed), gerak makan (feed) dan kedalaman potong (depth of cut) (Widarto, 2008:145). Hasil Penelitian Paridawati (2015:67) menyimpulkan bahwa “sudut potong, gerak makan, putaran poros
spindel, dan kedalaman pemotongan merupakan variabel yang digunakan untuk
menentukan angka kekasaran total”.
Beberapa hal yang mempengaruhi kekasaran permukaan hasil pembubutan, memunculkan gagasan bahwa noseradius pahat dan parameter pemotongan dapat mempengaruhi kekasaran permukaan hasil pembubutan. Berdasarkan anggapan
tersebut maka perlu dilakukan penelitian mengenai “Pengaruh nose radius dan cutting parameter terhadap tingkat kekasaran hasil pembubutan benda kerja baja karbon EMS 45”.
1.2. Identifikasi Masalah
Berdasarkan latar belakang diatas muncul beberapa masalah yang muncul antara lain :
d. Penggunaan cairan pendingin dapat mempengaruhi kekasaran permukaan. e. Kekasaran permukaan dipengaruhi oleh noseradius pahat.
f. Kekasaran permukaan dipengaruhi oleh kecepatan pemotongan. g. Kekasaran permukaan dipengaruhi oleh gerak pemakanan h. Kekasaran permukaan dipengaruhi oleh kedalaman pemakanan
1.3. Pembatasan Masalah
Berdasarkan latar belakang dan identifikasi masalah, perlu membatasi masalah yang akan dibahas pada penelitian ini, sebagai berikut:
a. Pembubutan dilakukan pada benda kerja baja karbon EMS 45 dengan kandungan 0,45% C; 0,3% Si; 0,7 Mn.
b. Mesin bubut yang digunakan adalah mesin bubut konvensional.
c. Pada saat proses pembubutan menggunakan cairan pendingin (coolant). d. Variasi noseradius pahat yang akan digunakan 1 mm, 1,25 mm, dan 1,5 mm e. Parameter pemotongan yang digunakan yaitu kecepatan potong (cutting
speed) yang digunakan 25 m/min, kecepatan makan (feeding speed) 0,072 mm/rev, 0,113 mm/rev, 0,158 mm/rev, dan kedalaman pemakanan yang digunakan konstan yaitu 0,4 mm
1.4. Rumusan Masalah
Berdasarkan latar belakang dan identifikasi masalah diatas, maka dapat dikemukakan permasalahan utama yang diangkat dalam penelitian ini sebagai berikut :
a. Apakah variasi nose radius berpengaruh terhadap kekasaran permukaan pembubutan baja karbon EMS 45?
b. Apakah variasi parameter pemotongan berpengaruh terhadap kekasaran permukaan pembubutan baja karbon EMS 45?
1.5. Tujuan Penelitian
Berdasarkan rumusan masalah tersebut, tujuan yang ingin dicapai dari penelitian ini adalah sebagai berikut:
a. Untuk mengetahui pengaruh variasi nose radius terhadap kekasaran permukaan pembubutan baja karbon EMS 45.
b. Untuk mengetahui pengaruh variasi parameter pemotongan terhadap kekasaran permukaan pembubutan baja karbon EMS 45.
1.6. Manfaat Penelitian
a. Memberikan pengetahuan kepada teknisi bahwa nose radius dan parameter pemotongan dapat memperngaruhi tingkat kekasaran permukaan.
7
TINJAUAN PUSTAKA
2.1. Kajian Teori
2.1.1. Klasifikasi Proses Pemesinan
Groover (2010:507) menyatakan bahwa machining merupakan proses yang paling akurat dan sempurna dari segala proses manufaktur dalam kemampuannya untuk menghasilkan produk geometri. Proses pemotongan logam ini dibagi menjadi tiga prinsip pemotongan dengan mesin press, proses pemotongan konvensional dengan mesin perkakas, dan proses pemotongan non konvensional. Sehingga proses pemesinan merupakan suatu proses pemotongan logam untuk mengubah bentuk suatu produk dengan cara membuang suatu bagian benda kerja menjadi beram atau serpih.
Menurut Rochim (1993:5) “proses pemesinan sendiri dibagi menjadi tujuh
proses yaitu (1) Proses bubut (2) Proses gurdi (3) Proses frais (4) Proses gerinda rata (5) Proses gerinda silindris (6) Proses sekrap (7) Proses gergaji atau parut”.
Poses pemesinan menurut Widarto (2008:35-36) “dilakukan dengan cara
memotong bagian benda kerja yang tidak digunakan dengan menggunakan pahat, sehingga terbentuk permukaan benda kerja menjadi komponen yang
2.1.2. Proses Membubut (Turning)
Menurut Widarto (2008:35) “proses membubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin berbentuk silindris yang dikerjakan
dengan menggunakan mesin bubut”. “Mesin bubut (turning machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong pahat (tools) sebagai alat untuk menyayat benda
kerja” (Wirawan, dkk, 2008:227). Sehingga dapat disimpulkan bahwa proses membubut merupakan proses menyayat benda kerja berbentuk silindris menggunakan alat potong pahat dengan prinsip kerja memutar benda menggunakan mesin bubut.
Menurut Groover (2010:510) proses membubut konvensional membutuhkan mesin yang disebut mesin bubut, yang mana menghasilkan tenaga untuk memutar benda yaitu kecepatan putaran, spesifikasi kecepatan pemakanan, dan kedalaman pemakanan. Menurut Rochim (1993:13) “elemen dasar proses pemesinan terdiri
dari lima antara lain kecepatan pemotongan, kecepatan makan, kedalaman potong,
waktu pemotongan, kecepatan penghasil geram”. Berdasarkan pengertian tersebut dapat disimpulkan bahwa pada proses membubut terdapat beberapa parameter yang sering diperhatikan yaitu kecepatan putar (speed), gerak makan (feed) dan kedalaman potong (depth of cut).
2.1.3. Bagian-bagian Mesin Bubut
2013:8). Secara umum utama mesin bubut tersebut dapat dilihat pada gambar berikut:
Gambar 2.1 bagian-bagian mesin bubut (Santoso, 2013:8) Keterangan:
1. Head stock
2. Knob pengatur kecepatan putaran
3. Handle pengatur putaran 4. Chuck
5. Benda kerja 6. Pahat (tool)
7. Tool post dan eretan atas 8. Eretan lintang
9. Bed Mesin 10. Senter jalan 11. Tail stock
12. Pengunci barel 13. Lead screw 14. Feeding shaft
15. Roda pemutar/penggerak eretan memanjang
16. Rem mesin 17. Mainswich
18. Coolant motor switch 19. Tabel Mesin
Adapun empat bagian utama mesin bubut dijelaskan sebagai berikut :
a. Kepala tetap (head stock), terdapat spindle utama mesin yang berfungsi sebagai dudukan beberapa perlengkapan mesin bubut diantaranya: cekam (chuck), kollet, senter tetap, atau pelat pembawa rata (face plate) dan pelat pembawa berekor (driving plate). Alat-alat perlengkapan tersebut dipasang pada spindel mesin berfungsi sebagai pengikat atau penahan benda kerja yang akan dikerjakan pada mesin bubut (Direktorat pembinaan sekolah menengan kejuruan, 2013:11).
b. Kepala Lepas (Tail Stock) digunakan sebagai dudukan senter putar (rotary centre), senter tetap, cekam bor (chuck drill) dan mata bor bertangkai tirus yang pemasanganya dimasukkan pada lubang tirus (sleeve) kepala lepas (Direktorat pembinaan sekolah menengan kejuruan, 2013:13).
c. Eretan adalah bagian mesin bubut yang berfungsi sebagai penghantar pahat bubut sepanjang alas mesin. Eretan terdiri dari tiga jenis, yaitu: (Santoso, 2013:14)
1) Gerakan berputar, yaitu bentuk gerakan rotasi dari benda kerja yang digerakan pada pahat dan dinamakan gerak potong.
2) Gerakan memanjang, yaitu bentuk gerakan apabila arah pemotongannya sejajar dengan sumbu kerja. Gerakan ini disebut juga dengan gerakan pemakanan.
d. Alas mesin adalah bagian dari mesin bubut yang berfungsi sebagai pendukung eretan (support) dan kepala lepas, serta sebagai lintasan eretan dan kepala lepas (Santoso, 2013:13).
2.1.4. Parameter Pemotongan
Seperti pada pembahasan sebelumnya diketahui tiga parameter proses membubut yaitu kecepatan putar (speed), gerak makan (feed) dan kedalaman potong (depth of cut).
a. Kecepatan Putaran (Speed)
Menurut Widarto (2008:145) “kecepatan putaran n (speed), selalu dihubungkan dengan sumbu utama (spindel) dan benda kerja. Kecepatan putar dinotasikan sebagai putaran per menit (rotations per minute, rpm)”.
Sehingga kecepatan putaran mesin bubut dapat disimpulkan sebagai kemampuan kecepatan putar mesin bubut untuk melakukan pemotongan atau penyayatan permukaan benda kerja dalam satuan putaran/menit.
Dimana:
CS = kecepatan potong (m/menit) d = diameter benda kerja (mm)
n = putaran benda kerja (putaran/menit)
Tabel 2.1 Kecepatan putaran terhadap material (Thomas Childs, dkk, 2000)
Material Brinell Hardness HSS
Speed(fpm) = rpm
Plain carbon steels
(continued): 1027, 1030, 1033, 1035, 1036, 1037, 1038, 1039, 1040, 1041, 1042, 1043, 1045, 1046, 1048, 1049, 1050, 1052, 1524, 1526, 1527, 1541
125–175
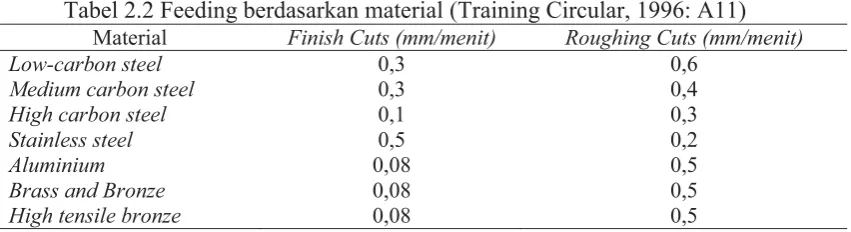
b. Gerak Pemakanan (feed)
Gerak makan ditentukan berdasarkan kekuatan mesin, material benda kerja, material pahat, bentuk pahat, dan terutama kehalusan permukaan yang diinginkan (Widarto, 2008:146). Menurut Wirawan (2008:262) yang dimaksud dengan kecepatan pemakanan adalah jarak tempuh gerak maju pisau/benda kerja dalam satuan mim/menit atau feet/menit.
Keterangan:
f = besar pemakanan atau bergesernya pahat (mm/putaran) n = putaran mesin (putaran/menit)
Berdasarkan rumus diatas dapat disimpulkan bahwa besarnya kecepatan pemakanan dipengaruhi oleh besarnya pemakanan (mm/putaran) dan besarnya kecepatan putaran.
Tabel 2.2 Feeding berdasarkan material (Training Circular, 1996: A11)
Cast iron Copper
0,08 0,08
0,5 0,5
c. Kedalaman Pemakanan (Depth of cut)
Menurut Widarto (2008:146) “kedalaman pemakanan adalah tebal
bagian benda kerja yang dibuang dari benda kerja, atau jarak antara
permukaan yang dipotong terhadap permukaan yang belum terpotong”.
Maka kedalaman pemakanan juga dapat dimaksud selisih antara diameter awal sebelum pemakanan dengan diameter sesudah dilakukan pemakanan.
Dimana :
a = kedalaman potong (mm) do = diameter awal (mm) dm = diameter akhir (mm) d. Cairan Pendingin (Cutting Fluid)
Menurut Rochim (1993: 442) cairan pendingin yang biasa dipakai dalam proses pemesinan dapat dikategorikan dalam empat jenis utama yaitu: 1) Cairan Sintetik (Synthetic Fluids, Chemical Fluids)
2) Cairan Semisintetik (Semi Synthetic Fluids)
Cairan semisintetik merupakan perpaduan antara cairan sintetik dengan cairan emulsi. Cairan semi sintetik dibuat dari cairan sintetik yang ditambahkan dengan sedikit minyak dan pengemulsi.
3) Cairan Emulsi (Emulsions, Water Miscible Fluids, Water Soluble Oils, Emulsifiable Cutting Fluids)
Cairan emulsi merupakan cairan pemotongan yang tersusun dari dua bahan cair yang bersifat imisible (tidak terlarut) seperti minyak dan air. 4) Minyak (Cutting Oils)
Cairan pendingin minyak berasal dari salah satu atau kombinasi dari minyak bumi (naphthenic, paraffinic), minyak binatang, minyak ikan, atau minyak nabati.
Berdasarkan tabel 2.3 jenis cairan pendingin yang dianjurkan untuk membubut baja yaitu Soluble oil. Soluble oil terbuat dari hasil pengolahan minyak bumi atau minyak nabati yang ditambahkan aditif dan diemulsikan dengan air sehingga partikel minyak tersebar secara merata dan stabil di dalam air. Dromus oil adalah minyak mineral hasil penyulingan dan aditif. Biasanya dromus oil dapat diemulsikan dengan rasio air dan dromus yaitu 20:1 sampai 40:1.
Tabel 2.3 Cairan pendingin yang direkomendasikan untuk beberapa material benda kerja (Training Circular, 1996: A45)
Material Drilling Reaming Tapping Turning Threading Milling Almunium Soluble oil
Soluble oil Soluble oil Kerosene
Soluble oil Soluble oil Lard oil
Soluble oil Dry
Soluble oil
Soluble oil Soluble oil Lard oil
Soluble oil Soluble oil Lard oil Soda water
Soluble oil Lard oil Soluble oil
Steel alloys Soluble oil Sulfurized oil
Soluble oil Lard oil Sulfurized oil
Soluble oil Soluble oil Mineral oil Lard oil
Soluble oil Mineral oil Lard oil
Tool steel Soluble oil Sulfurized oil
Soluble oil Lard oil Sulfurized oil
Soluble oil Lard oil
2.1.5. Geometri Pahat
Gambar 2.2 Geometri pahat single cutting tools (Groover, 2010:568) Besar sudut masing-masing pahat berbeda dibedakan berdasarkan kegunaan pahat tersebut.
a. Pahat Bubut Rata
Gambar 2.3 Geometri pahat rata kanan (Direktorat pembinaan sekolah menengan kejuruan, 2013:88)
b. Pahat Bubut Muka
Pahat bubut muka memilki sudut potong dan sudut-sudut kebebasan sebagai berikut: sudut potong55º, sudut potong sisi samping (side cutting adge angle) 12º ÷ 15º, sudut bebas tatal (side rake angle) 12º ÷ 20º , sudut bebas muka (front clearance angle) 8º ÷ 10º dan sudut bebas samping (side clearance angle) 10º ÷ 13º (Direktorat pembinaan sekolah menengan kejuruan, 2013:88).
Gambar 2.4 Geometri pahat bubut muka (Direktorat pembinaan sekolah menengan kejuruan, 2013:89).
2.1.6.Nose radius Pada Pahat
Sudut potong terdapat dua bagian antara lain side cutting edge dengan end cutting edge. Perpotongan antara kedua sudut tersebut membentuk sebuah sudut yang sering disebut nose radius. “Radius pojok berfungsi untuk memperkuat
ujung pertemuan antara mata potong utama dengan mata potong minor dan selain
itu untuk memnentukan kehalusan permukaan hasil pemotongan” (Rochim,
1993:91).
Menurut Groover (2010:568) “nose radius menentukan tekstur permukaan yang dihasilkan dalam operasi. Sebuah alat yang sangat runcing (radius hidung
kecil) menghasilkan bekas pemakanan kasar pada permukaan”.. Hubungan nose radius dan gerak pemakanan dapat menentukan tingkat kehalusan yang dinyatakan dengan rumus sebagai berikut (Rochim, 1993:91):
Gambar 2.5 Hubungan nose radius dengan feeding (Kalpakjian S dan Schimid, 6th)
Dimana,
f =Feeding/ gerak pemakanan r =Nose Radius
Cr = Faktor Konversi (Kaku (2000), Sedang (2300), Lemah (3000)) Tabel 2.4 Harga Nose Radius dan Kedalaman Pemakanan
(Rochim, 1993:91)
Depth Of Cut(mm) NoseRadius (mm) 1 s/d 3 0,5 s/d 0,8 3 s/d 10 0,8 s/d 1,5 10 s/d 20 1,5 s/d 2,0
2.1.7. Pahat HSS (High Speed Steels)
Pahat HSS kekerasannya akan cukup tinggi sehingga dapat digunakan pada kecepatan potong yang tinggi (sampai 3 kali kecepatan potong dari baja karbon tinggi), sehingga dinamakan Baja Kecepatan Tinggi (HSS). Pada perkembangannya berbagai jenis HSS banyak ditemukan dengan berbagai jenis unsur paduan seperti, W, Cr, V, Mo, dan Co (Rochim, 1993:142).
Hot hardness dan recovery hardness yang cukup tinggi pada HSS karena adanya unsur paduan W, Cr, V, Mo dan Co. Pengaruh unsur-unsur tersebut pada unsur dasar besi (Fe) dan karbon (C) sebagai berikut (Rochim, 1993: 142) :
a. Tungsten atau Wolfram (W) yaitu dapat membentuk karbida yang menyebabkan kenaikan temperatur untuk proses hardening dan tempering. Sehingga hot hardness dipertinggi
c. Vanadium (V) yaitu menurunkan sensitivitas terhadap overheating serta menghaluskan besar butir.
d. Molybdenum (Mo) yaitu mempunyai efek yang sama seperti tungsten atau wolfram, namun lebih sensitif terhadap overheating dan lebih liat.
e. Cobalt (Co) yaitu untuk menaikkan hot hardness dan tahan keausan.
HSS dikategorikan menjadi HSS konvensional dan HSS spesial. HSS dengan kode T memiliki bahan dengan paduan Tungsten/Wolfram, sedangkan kode M memiliki paduan utama Molybdenum. Berikut kategori HSS menurut komposisinya pada tabel 2.5 dibawah ini.
Tabel 2.5 Klasifikasi pahat HSS menurut komposisinya (Rochim, 1993:143)
Jenis HSS Standar AISI
Conventional HSS -High Hardness Co HSS -Cast HSS
M41; M42; M43; M44; M45; M46
2.1.8. Kekasaran Permukaan
Komponen dapat dikatakan mempunyai geometris yang ideal apabila memiliki karakteristik permukaan yang halus. Pada komponen-komponen mesin tertentu tingkat kehalusan menjadi sangat penting karena menyangkut gesekan, keausan, dan ketahanan terhadap faktor lainnya. Seperti yang dikatakan oleh Sudji
Munadi (1988:303) “walaupun hingga saat ini sudah banyak parameter yang
parameter yang bisa menjelaskan secara sempurna mengernai keadaan
sesungguhnya dari permukaan”.
Bentuk dari suatu permukaan dapat dibedakan menjadi dua, yaitu permukaan yang kasar (roughness) dan permukaan yang bergelombang (waviness). Berdasarkan kekasaran (roughness) dan gelombang (waviness) inilah maka kemudian timbul yang namanya kesalahan bentuk (Munadi, 1988: 305).
Gambar 2.6 Kekasaran, gelombang, dan kesalahan bentuk dari suatu permukaan (Munadi, 1988: 305).
Menurut Munadi (1988: 306) ketidakteraturan permukaan dibedakan menjadi empat tingkat, yaitu:
a. Tingkat pertama menunjukkan adanya kesalahan bentuk seperti gambar di atas. Faktor yang menjadi penyebabnya antara lain karena adanya lenturan dari mesin perkakas dan benda kerja, kesalahan pada pencekaman benda kerja serta proses pengerasan juga mempengaruhi.
b. Tingkat kedua memiliki profil pemukaan yang berbentuk gelombang. Penyebabnya adalah karena ada kesalahan bentuk dari pisau atau pahat potong, posisi senter yang kurang tepat, adanya getaran pada waktu proses pemotongan.
Gambar 2.8 Gambar Tingkat kedua
c. Tingkat ketiga permukaan benda berbentuk alur (grooves) ini disebabkan antara lain karena adanya bekas-bekas proses pemotongan akibat bentuk pisau atau pahat yang salah dan gerak makan yang kurang tepat.
Gambar 2.9 Gambar Tingkat ketiga
d. Tingkat keempat permukaan yang berbentuk serpihan (flakes) ini penyebabnya antara lain karena adanya tatal (geram) pada proses pengerjaannya.
Gambar 2.10 Gambar Tingkat Keempat
Adapun parameter-parameter untuk mengukur permukaan sebagai berikut: a. Kedalaman Total (Rt)
Kedalaman total adalah besarnya jarak dari profil referensi sampai
dengan profil dasar (μm).
Kedalaman perataan merupakan jarak rata-rata dari profil referensi sampai dengan profil terukur.
Gambar 2.11 Kedalaman total dan kedalaman permukaan (munadi, 1988:308)
c. Kekasaran Rata-rata aritmatik (Ra)
Kekasaran rata-rata merupakan harga rata-rata secara aritmatis antara profil terukur dan profil tengah. Adapun cara mencari Ra salah satunya sebagai berikut :
Dimana:
Vv = Perbesaran vertikal luas P dan Q (mm) L = Panjang sampel (mm)
Proses pemesinan kualitas kekasaran permukaan yang paling umum adalah harga kekasaran rata-rata aritmatik (Ra) yaitu, sebagai standar kualitas permukaan dari hasil pemotongan maksimum yang diijinkan (Atedi, 2005:64). Munadi (1988:311) telah menjelaskan bahwa harga kekasaran rata-rata aritmetis (Ra) juga mempunyai harga toleransi kekasaran yaitu N1 sampai N12. Pada tabel 2.3 berikut dijelaskan mengenai kelas kekasaran, harga kekasaran, serta ukuran panjang sampel yang akan diuji. Sedangkan tabel 2.4 menjelaskan mengenai klasifikasi tingkat kekasaran menurut proses pengerjaannya.
Tabel 2.6 Toleransi harga kekasaran rata-rata (Ra) (Munadi, 1988:311)
Kelas Kekasaran Harga (Ra) μm Panjang Sampel mm N1
Tabel 2.7 Tingkat kekasaran rata-rata permukaan menurut proses pengerjaan (Munadi, 1988:312)
Proses pengerjaan Rentang (N) Nilai Ra
Flat and cylindrical lapping Superfinishing Diamond turning
Face and cylindrical turning, milling and reaming
Shapping, planning, horizontal milling Sandcassting and forging
N6-N12 N10-N11
0,8-50,0 12,5-25,0
Extruding, cold rolling, drawing die casting
N6-N8 N6-N7
Angka kekasaran permukaan menurut standar ISO 1302: 1992 diklasifikasikan menjadi 12 angka kelas sesuai Tabel 2.8.
Tabel 2.8 Tabel Angka kekasaran permukaan menurut standar ISO 1302
Roughness value Ra Roughness grade number (ISO 1302)
Kekasaran permukaan biasanya dilambangkan dengan simbol untuk memberikan informasi pada gambar teknik. Munadi (1988:318) mengatakan “agar
diperoleh suatu keseragaman bahasa simbol maka badan standar internasional ISO merekomendasikan R 1302 sebagai cara penulisan spesifikasi permukaan”.
Berikut merupakan gambar penjelasan mengenai simbol spesifikasi permukaan.
Gambar 2.13 Simbol spesifikasi permukaan (ISO R1302:5)
Berdasarkan gambar 2.13 diketahui bahwa terdapat 5 informasi yang diberikan pada simbol tersebut antara lain (A) nilai kekasaran permukaan (Ra) (B)
A
B
C (F)
cara pengerjaan produksi (C) panjang sampel (D) arah pengerjaan (E) kelebihan ukuran yang dikehendaki (F) nilai kekasaran lain jika diperlukan.
Banyak cara yang bisa dilakukan untuk memeriksa tingkat kekasaran permukaan suatu benda. Cara yang paling sederhana adalah dengan menggaruk atau meraba permukaan benda. Bila dilihat dari proses pengukurannya maka cara pengukuran permukaan dapat dibedakan menjadi dua, yaitu: pengukuran secara tidak langsung atau membandingkan dan pengukuran secara langsung (Munadi, 1988: 321).
a. Pengukuran kekasaran permukaan secara tidak langsung
1) Pengukuran kekasaran permukaan dengan cara meraba (touch inspection) Pengukuran kekasaran ini adalah dengan meraba permukaan yang diukur menggunakan ujung jari. Untuk mengetahui tingkat kehalusan biasanya dilakukan dengan permukaan standar (surface finish comparator). Alat ini ditempatkan dalam satu set yang terdiri dari beberapa lempengan baja yang masing-masing lempengan mempunyai angka kekasaran sendiri, dan dikelompokkan menurut jenis mesin yang digunakan.
2) Pengukuran kekasaran permukaan dengan makroskop (microscopic inspection)
berulang-ulang untuk dicari harga rata-ratanya. Pengukuran menggunakan makroskop dilakukan dengan cara membandingkan.
3) Pengukuran kekasaran permukaan dengan foto (surface photograph)
Pengukuran dengan cara ini adalah dengan mengambil gambar atau memotret permukaan yang akan diukur. Foto permukaan tersebut diperbesar dengan pembesaran yang berbeda-beda, kemudian membandingkan hasil perbesaran foto permukaan yang berbeda-beda ini sehinnga dapat dianalisis ketidakteraturan dari permukaan yang diukur.
4) Pengukuran kekasaran permukaan dengan peralatan kekasaran secara mekanik (mechanical roughness instrument)
Mechanical roughness instrument yang disingkat mecrin adalah peralatan untuk mengukur kekasaran permukaan. Alat ini bekerja dengan sistem mekanik dan diproduksi oleh Messrs. Ruber and Co. Alat ini hanya cocok untuk permukaan yang tidak teratur. Alat ini terdiri dari pelat tipis sebagai peraba, penutup pelat, jam ukur (dial indicator) dan kait pengatur. 5) Alat ukur kedalaman kekasaran (the dial depht gauge)
b. Pengukuran kekasaran permukaan secara langsung
Pengukuran kekasaran permukaan secara langsung adalah dengan menggunakan peralatan yang dilengkapi dengan peraba yang disebut stylus.
1) Pengukuran kekasaran permukaan dengan profilometer
Sistem kerja dari profilometer pada dasarnya sama dengan prinsip peralatan gramophone. Perubahan gerakan stylus sepanjang muka ukur dapat dibaca pada bagia amplimeter. Gerakan stylus bisa dilakukan dengan tangan dan bisa secara otomatis dengan dilakukan dengan motor penggerak. Angka yang ditunjukkan pada bagian skala adalah angka tinggi rata-rata dari kekasarannya.
2) Alat ukur permukaan Tomlinson Surface Meter
Alat pengukur kekasaran permukaan ini memiliki prinsip kerja mekanis optis yang dirancang oleh Dr. Tomlinson dari National Physical Laboratory (NPL). Peralatan ukur Tomlinson Surface Meter terdiri dari beberapa komponen antara lain, yaitu : stylus, skid, pegas spiral, pegas daun, rol tetap, kaca tetap yang dilapisi bahan tertentu sehingga terdapat bekas ada goresan pada permukaannya dan badan.
3) Alat ukur Taylor-Hobson Talysurf
Taylor-Hobson Talysurf ini dapat memberikan informasi yang lebih cepat dan bahkan lebih teliti dari pada Tomlinson Surface Meter.
2.1.9. Baja Karbon
Baja karbon adalah paduan antaran besi dan karbon dengan sedikit Si, Mn, P, S, dan Cu. Baja karbon dikelompokkan berdasarkan kadar karbonnya, baja karbon rendah (<0,30 %), baja karbon sedang (0,30%-0,45%), baja karbon tinggi (0,45%-1,70%) (Wiryosmarto, H. dan Toshie Okumoro, 1981: 89-90). Menurut Callister (2006: 360) baja karbon termasuk logam campuran rendah yang terdiri dari baja karbon rendah, baja karbon sedang dan baja karbon tinggi.
a. Baja Karbon Rendah (Low Carbon Steel)
Baja karbon rendah merupakan baja dengan kandungan unsur karbon dalam struktur baja kurang dari 0,25% C. Baja karbon rendah memiliki sifat kekuatan dan keuletan tinggi akan tetapi memiliki sifat kekerasan dan ketahanan aus yang rendah. Baja jenis ini banyak digunakan untuk bahan baku pembuatan komponen struktur bangunan, pipa gedung, jembatan, bodi mobil, dan lain-lain.
b. Baja Karbon Sedang (Medium Carbon Steel)
Baja karbon sedang merupakan baja karbon yang memiliki persentase kandungan karbon pada besi sebesar 0,25% C-0,60% C. Baja karbon ini memiliki kelebihan bila dibandingkan dengan baja karbon rendah. Baja karbon ini memiliki sifat mekanis yang lebih kuat dengan tingkat kekerasan yang lebih tinggi dari pada baja karbon rendah.
Baja karbon tinggi adalah baja karbon yang memiliki kandungan karbon sebesar 0,6% C-1,4% C. Baja karbon tinggi memiliki sifat tahan panas, kekerasanserta kekuatan tarik yang sangat tinggi tetapi memiliki keuletan yang lebih rendah sehingga baja karbon tinggi menjadi getas. Baja EMS 45 termasuk baja karbon sedang, karena memiliki kandungan karbon 0,45% C (Bohler: Sertifikat baja AISI (American Iron Steel Institute) 1045 atau EMS 45). Adapun unsur-unsur kandungan pada baja EMS 45 diterangkan dalam tabel 2.8
Tabel 2.9 Kandungan Baja AISI 1045 atau EMS 45 (Bohler: Sertifikat baja AISI 1045 atau EMS 45
C Si Mn P S Cr Ni Mo V Al Cu
0,45 0,23 0,69 0,009 0,005 0,05 0,01 - - - 0,02
1.2. Kajian Penelitian Yang Relevan
Penelitian tentang variasi nose radius dan cutting parameter terhadap kekasaran permukaan telah banyak dilakukan oleh peneliti terdahulu. Adapun beberapa penelitian tersebut adalah:
Abdullah, Mohd Fazuri, dkk (2010) telah melakukan penelitian tentang
radius dan feed rate. Pada penilitian ini kekasaran permukaan paling baik didapat
sebesar 0,2 μm (Ra), pada nose radius 1.2 mm, kecepatan pemakanan 170 m/min, dan feed rate 0.1 rev/mm. Jika, dapat disimpulkan bahwa mendapat kekasaran permukaan yang optimal adalah dengan nose radius yang besar, dan feed rate yang rendah. Pada penelitian ini kecepatan potong tidak begitu berpengaruh siginifikan terhadap kekasaran permukaan.
Tabel 2.10 Hasil pengukuran kekasaran permukaan (Abdullah, Mohd Fazuri, dkk, 2010:52)
Speed (m/min) Feed(mm/rev) Surface RoughneesRa (μm)
V F 0,4 0,8 1,2
Asmed dan Yusri (2010) telah melakukan penelitian tentang Pengaruh Parameter Pemotongan terhadap Kekasaran Permukaan Proses Bubut untuk Material ST 37. Pada penelitian tersebut parameter pemotongan yang dimaksud pada penelitian ini adalah kedalaman pemotongan (depth of cut), laju pemakanan (feed rate) dan kecepatan pemotongan (cutting speed). Tujuan dari penelitian tersebut yaitu untuk mengetahui pengaruh parameter pemotongan terhadap kekerasan permukaan ST37. Tabel 2.10 menunjukan hasil penelitian tersebut, dimana parameter yang paling berpengaruh pada kekasaran permukaan ST 37 adalah laju pemakanan. Dari hasil tersebut menunjukkan bahwa kekasaran
potong 250 m/min. Jadi dapat disimpulkan bahwa untuk mendapatkan kekasaran permukaan optimum adalah dengan laju pemakanan yang kecil.
Tabel 2.11 Hasil pengkuran kekasaran permukaan (Asmed dan Yusri, 2010)
No
Rao, Nagerwara, dan Srihari (2013) telah melakukan penelitian yang
berjudul “Influence of cutting parameters on cutting force and surface finish in turning operation”. Parameter yang digunakan dalam penelitian ini adalah kedalaman pemotongan (depth of cut), laju pemakanan (feed rate) dan kecepatan pemotongan (cutting speed). Tujuan penelitian tersebut adalah untuk mengetahui pengaruh parameter pemotongan terhadap kekasaran permukaan menggunakan mesin bubut CNC. Hasil penelitian menunjukan bahwa kekasaran optimum adalah
3,96 μm (Ra) pada feed rate 0,05 mm/rev, kecepatan potong 50 m/min, dan kedalaman 0,5 mm. Disimpulkan bahwa feed rate dan kedalaman pemakanan berpengaruh signifikan dibuktikan bahwa semakin kecil feed rate dan kedalaman pemakanan maka semakin optimal kekasaran permukaan benda kerja.
dimaksud adalah kecepatan potong (Cutting speed) dan gerak makan (feed rate), sedangkan geometri pahat adalah variasi nose radius. Pada tabel 2.7 menjelaskan harga F-tabel yang diperoleh adalah F 0,05(3,23) = 3,03, karena F-ratio > F-tabel maka disimpulkan terdapat paling sedikitnya satu variabel bebas memberi-kan sumbangan nyata pada model tersebut. Hasil dari penelitian tersebut disimpulkan bahwa faktor yang paling besar pengaruhnya adalah gerak pemakanan, sedangkan kecepatan potong tidak berpengaruh signifikan, namun nose radius semakin besar akan menurun kan nilai Ra sehingga kekasaran permukaan optimal.
Tabel 2.12 Analisis regresi (Jonoadji, Ninuk dan Joni Dewanto, 1999:86)
Model fitting results for : REGRESI.rough2
Independent variable coefficient Std. error t-value Sig. Level CONSTANT R-SQ. (ADJ.) = 0.8516 SE = 0.065668 MAE = 0.052179 DurbWat = 1.134 Previously : 0.0000 0.000000 0.000000 0.000 54 observations fitted, forecast (s) computed for 0 missing val. Of dep. Var
1.3. Kerangka Berpikir
Tingkat kekasaran permukaan suatu komponen hasil pengerjaan pemesinan menjadi tolak ukur kualitas komponen tersebut.
Nose Radius
tanpa nose radius, 1 mm, 1,25 mm, 1,5 mm
Cutting Parameter
(cutting speed) 25 m/min, (depth of cut) 0,5 mm
(feeding speed)
0,053 mm/rev, 0,105 mm/rev, 0,157 mm/rev
a. Apakah variasi nose radius berpengaruh terhadap kekasaran permukaan pembubutan baja karbon EMS 45?
b. Apakah variasi parameter pemotongan berpengaruh terhadap kekasaran permukaan pembubutan baja karbon EMS 45?
a. Mengetahui pengaruh variasi nose radius terhadap kekasaran permukaan pembubutan baja karbon EMS 45.
b. Mengetahui pengaruh variasi parameter pemotongan terhadap kekasaran permukaan pembubutan baja karbon EMS 45.
memiliki kualitas yang baik. Kekasaran permukaan dipengaruhi oleh beberapa faktor, diantaranya nose radius dan cutting parameter.
Dari uraian diatas, maka terdapat hubungan antar variabel, yaitu pengaruh nose radius dan cutting parameter terhadap tingkat kekasaran hasil pembubutan benda kerja baja karbon EMS 45. Adapun variasi yang digunakan pada kedua variabel tersebut antara lain nose radius memakai 1 mm; 1,25 mm; 1,5 mm. Variasi cutting parameter antara lain (cutting speed) 25 m/min; (depth of cut) 0,4 mm; (feeding speed) 0,053 mm/rev, 0,105 mm/rev, 0,157 mm/rev. Secara sistematis kerangka pikir dapat ditunjukan sebagai berikut :
1.4. Hipotesis
61
5.1. Kesimpulan
Berdasarkan hasil penelitian yang dilakukan pada pengaruh nose radius dan cutting parameter terhadap kekasaran permukaan pembubutan baja karbon EMS 45, dapat disimpulkan bahwa :
1. Nose radius pahat mempengaruhi kekasaran permukaan pembubutan baja karbon EMS 45. Nilai kekasaran dengan nose radius 1 mm, 1,25 mm, dan 1,5 mm secara berturut-turut berdasarkan variasi feeding mengalami perbedaan yang signifikan. Berdasarkan data nilai kekasaran (Ra) semakin besar nose radius yang digunakan, maka nilai kekasaran yang didapatkan semakin rendah. Semakin kecil nose radius yang digunakan maka nilai kekasaran yang didapatkan semakin tinggi. Dibuktikan dengan hasil nilai kekasaran paling rendah yaitu 2,15 µm dengan menggunakan nose radius 1,5 mm danfeeding 0,072 mm/rev.
5.2. Saran
Berdasarkan penelitian yang sudah dilakukan, maka pada penelitian selanjutnya sebaiknya memperhatikan beberapa saran berikut ini:
1. Untuk mengurangi getaran dan lenturan maka lebih baik menggunakan kepala lepas agar hasil yang didapatkan lebih optimal.
2. Untuk penletian selanjutnya dapat memperhatikan keausan dan temperatur pahat noseradius agar nilai kekasaran yang didapatkan antara ujung, tengah, dan pangkal dapat seimbang.
3. Penggunaan coolant sangat penting untuk pembubutan baja karbon EMS 45.
63
Abdullah, Mohd Fazuri, et al. 2010. Effects Of Insert Nose Radius And Machining Parameters On The Surface Roughness Of Stainless Steel 316l. Key Engineering Materials, Vols. 447-448: 51-54.
Asmed dan Yusri Mura. 2010. Pengaruh Parameter Pemotongan Terhadap Kekasaran Permukaan Proses Bubut Untuk Material ST37.Jurnal Teknik Mesin, 7 (2): 99-105.
Atedi, Bimbing dan Djoko Agustono. 2005. Standar Kekasaran Permukaan Bidang Pada Yoke Flange Menurut Iso R.1302 Dan Din 4768 Dengan Memperhatikan Nilai Ketidakpastiannya. Media Mesin. 6 (2): 63-69.
Callister, William D dan David G. R. 2006. Material Science And Engineering An Introduction. United States of America: Department of Chemical and Biochemical Engineering The University of Iowa.
Direktorat Pembinaan Sekolah Menengan Kejuruan. 2013. Teknik Pemesinan Bubut 1. Jawa Barat: Direktorat Jenderal Pendidikan Menengah Kementerian Pendidikan Dan Kebudayaan.
Groover, Mikell P. 2010. Fundamentals Of Modern Manufacturing Materials, Processes, and Systems. United States of America: Industrial and Systems Engineering Lehigh University.
International Standard 2002, Geometrical Product Specifications (GPS) —
Indication of surface texture in technical product documentation. ISO 1302:2002. International Standard, Switzerland.
Jonoadji, Ninuk dan J. Dewanto. 1999. Pengaruh Parameter Potong dan Geometri Pahat Terhadap Kekasaran Permukaan Pada Proses Bubut. Jurnal Teknik Mesin, 1 (1): 82-88.
Kalpakjian, S. dan Schimid S. R. Sixth Edition. Manufacturing Engineering and Tecnology. New York: Prentice Hall.
Munadi, Sudji. 1988. Dasar-Dasar Metrologi Industri. Jakarta: Departemen Pendidikan dan Kebudayaan.
Rao, C. J, Nageswara dan Srihari. 2013. Influence Of Cutting Parameters On Cutting Force And Surface Finish In Turning Operation. Procedia Engineering, 64: 1405-1415.
Rochim, Taufiq. 1993. Teori & Teknologi Proses Pemesinan. Bandung: FTI-ITB. Santoso, Joko. 2013. Pekerjaan Mesin Perkakas. Jakarta: Kementerian
Pendidikan & Kebudayaan.
Schonmetz, Alois, Peter S dan Heuberger J. 2013. Pengerjaan Logam Dengan Mesin. Bandung: CV. Angkasa.
Sugiyono. 2013. Metode Penelitian Kuantitatif, Kualitatif, dan R&D. Bandung : Alfabeta.
Sumbodo, dkk, 2008. Teknik Produksi Mesin Industri Jilid 2. Jakarta: Direktorat Pembinaan Sekolah Menengah Kejuruan.
Sumbodo, dkk. 2011. The Making of Workpieces Using Autocad Software based Siemens Sinumerik 802C Base Line Frais Machine. International journal of Engineering and Industri. 2 (2): 35-42.
Thomas Childs, dkk. 2000. Metal Machining. London: Arnold.
Training Circular. 1996. Fundamental Of Machine Tools. Washington, DC: Department Of The Army.
Widarto. 2008. Teknik Pemesinan. Jakarta: Direktorat Pembinaan Sekolah Menengah Kejuruan.