BAB II
PERTIMBANGAN DESAIN 2.1 Pertimbangan Desain
Hal – hal penting dalam pertimbangan desain untuk merancang press tool sendok cocor bebek, hal – hal tersebut adalah sebagai berikut :
1. Pemilihan metode pengerjaan,
Sistem yang dipergunakan adalah sistem progresif, didasari karena produk sendok cocor bebek dalam pembuatannya mengalami beberapa proses dan berdasarkan keinginan bahwa pembuatan produk hanya mengunakan beberapa buah cetakan dengan langkah maju.
2. Pemilihan lay out,
Dalam pemilihan lay out proses, dipilih layout yang paling efisien sehinga pembuatan produk dan press tool nya lebih mudah.
Pertimbangan diatas merupakan faktor–faktor yang sangat berpengaruh dalam proses perancangan selanjutnya.
2.2 Definisi Press Tool
Press tool adalah peralatan yang mempunyai prinsip kerja penekanan dengan melakukan pemotongan pembentukan atau gabungan dari keduanya. Peralatan ini digunakan untuk membuat produk secara massal dengan produk output yang sama dalam waktu yang relatif singkat.
2.3 Proses Pengerjaan
Operasi pembuatan produk menggunakan press tool dapat dibagi menjadi 2 macam yaitu :
2.3.1. Cutting tool
Yaitu suatu proses pengerjaan yang dilakukan dengan cara meghilangkan sebagian material atau pemotongan menjadi bentuk yang sesuai dengan keinginan. Macam – macam proses pemotongan yang digunakan didalam pembuatan sendok cocor bebek sebagai berikut :
a. Piercing
Piercing adalah proses pemotongan material oleh punch dengan prinsip kerjanya sama dengan proses blanking, namun seluruh sisi potong punch melakukan proses pemotongan. Pada perencanaan ini proses piercing adalah membuat lubang.
Gambar 2.1 Proses Piercing b. Blanking
Merupakan proses pengerjaan material dengan tujuan mengambil hasil produksi yang sesuai dengan punch yang digunakan untuk menembus atau dengan sistem langkah penekanan. Pada umumnya proses ini dilakukan untuk membuat benda kerja dengan cepat dam berjumlah banyak dengan biaya murah.
Gambar 2.2 Proses Blanking c. Notching
Notching adalah proses pemotongan oleh punch, dengan minimal dua sisi yang terpotong, namun tidak seluruhnya sisi punch melakukan pemotongan. Tujuan dari pemotongan ini adalah untuk menghilangkan sebagian material pada tempat – tempat tertentu yang diinginkan.
Gambar 2.3 Proses Notching d. Parting
Parting adalah proses pemotongan untuk memisahkan blank melalui satu garis potong atau dua garis potong antara komponen yang satu dengan komponen yang lain. Biasanya proses ini digunakan pada pengerjaan bentuk – bentuk blank yang tidak rumit atau bentuk material yang sederhana.
e. Shaving
Shaving merupakan proses pemotongan material dengan sistem mencukur dengan maksud untuk menghaluskan permukaan hasil proses blanking atau piercing guna mendapatkan ukuran teliti dari hasil pemotongan yang dilakukan terlebih dahulu.
Gambar 2.5 Proses Shaving f. Trimming
Trimming merupakan pemotongan material sisa untuk mendapatkan Finishing. Proses ini digunakan untuk memotong sisa penarikan dalam maupun benda hasil penuangan.
Gambar 2.6 Proses Trimming
g. Cropping
Cropping merupakan proses pemotongan material atau benda kerja tanpa meninggalkan sisa. Proses yang terjadi pada cropping ini sama dengan proses yang terjadi pada blanking, akan tetapi dalam cropping tidak ada yang tertinggal. Benda kerja akan terpotong dan cenderung sudah mempunyai ukuran lebar yang sama dengan ukuran yang diminta serta mempunyai panjang material sesuai dengan jumlah komponen yang diminta.
Proses cropping ini digunakan untuk membuat komponen blanking berbentuk sederhana, tidak rumit, dan teratur.
Gambar 2.7 Proses Cropping h. Lanzing
Lanzing merupakan proses pengerjaan gabungan antara penekukan (bending) dan pemotongan (cutting), hasil dari proses ini berupa suatu tonjolan. Sedangkan punch yang digunakan sedemikian rupa, sehingga punch dapat memotong pelat pada dua sisi sampai tiga sisi dan pembengkokannya pada sisi punch yang ke empat.
Gambar 2.8 Proses Lanzing 2.3.1. Forming Tool
Yaitu proses pengerjaan material yang dilakukan tanpa pengurangan atau penghilangan, akan tetapi hanya mengubah bentuk geometris benda kerja. Yang tergolong dalam forming tool adalah bending, flanging, deep drawing, curling, dan embossing.
a. Bending
Proses beding merupakan proses pembengkokan material sesuai dengan yang dikehendaki. Proses pembendingan dapat dilakukan pada proses dingin ataupun panas. Perubahan yang terjadi pada proses ini hanya bentuknya saja namun volume material yang dibending akan tetap.
Gambar 2.9 Proses Bending b. Flanging
Flanging adalah proses yang menyerupai proses bending hanya perbedaannya terletak pada garis bengkok yaitu bukan merupakan garis lurus namun merupakan radius.
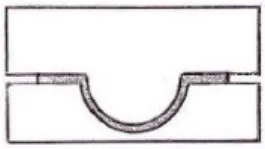
Gambar 2.10 Proses Flanging c. Deep Drawing
Deep Drawing merupakan proses penekanan benda yang diinginkan dengan kedalaman cetakan sampai deformasi plastis. Tujuannya adalah untuk memperoleh bentuk tertentu dan biasanya tebal material akan berubah setelah proses ini.
d. Curling
Yaitu proses pengerjaan material yang dilakukan tanpa pengurangan atau merupakan pembentukan profil yang dilakukan pada salah satu ujung material .
Gambar 2.12 Proses Curling e. Embossing
Embossing merupakan proses pembentukan contour material pada salah satu sisi material tersebut.
2.4 Bagian Utama Press Tool
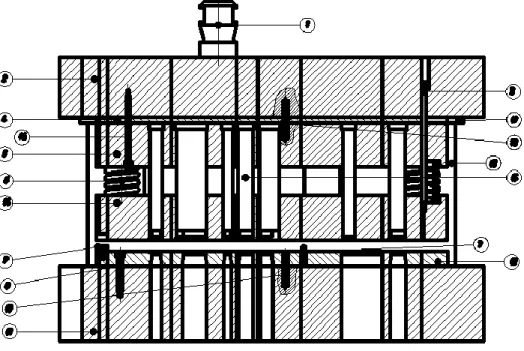
Pada dasarnya press tool terdiri atas bagian – bagian utama seperti pada gambar 2.5 dan dapat dijelaskan sebagai berikut :
Gambar 2.5 Bagian – bagian Press Tool
Keterangan :
1. Shank 10. Pegas stopper
2. Plat atas 11. Plat bawah
3. Baut stipper 12. Die
4. Plat penahan 13. Pillar
5. Punch holder plate 14. Stipper plat
6. Pegas stripper 15. Punch
7. Stopper pin 16. Baut pengikat punch holder 8. Baut pengikat die 17. Bush
Keterangan dari bagian – bagian mesin press tool : 1. Shank
Shank adalah bagian dari press tool yang terletak paling atas dan berhubungan langsung dengan mesin press tool, yang berfungsi mengangkat dan menekan.
2. Pelat atas
Pelat atas merupakan dudukan shank yang berfungsi untuk menahan gaya dari punch pada saat proses berlangsung dan juga sebagai tempat untuk meletakan bushing. 3. Baut stripper
Baut stripper berfungsi sebagai pemegang pelat stripper, sehingga pelat stripper tidak bergeser kedudukannya pada saat proses berlangsung.
4. Pelat Penahan
Pelat penahan terletak antara pelat atas dan punch holder plate berfungsi untuk menahan punch agar tidak langsung mengenai pelat atas saat proses berlangsung sehingga akan mengurangi gaya yang mengenai pelat atas, pelat ini terletak diantara pelat atas dan punch holder plate.
5. Punch Holder Plate
Pelat pemegang punch merupakan pelat untuk memegang punch agar tetap pada posisinya.
6. Pegas Stripper
Pegas stripper berfungsi untuk menahan pelat stripper pada saat proses berlangsung sehingga pelat stripper menekan pelat dengan kuat agar tidak bergeser.
7. Pin Stopper (penghenti)
Berfungsi untuk mengatur stock strip sehingga langkah stock strip sama dan bergerak secara periodik.
8. Baut pengikat die
Bagian ini berfungsi sebagai pengikat die dengan pelat bawah agar tidak lepas pada saat dikenai gaya tekan yang berulang – ulang.
9. Pelat pengarah
Pelat pengarah berfungsi sebagai pengarah atau penempat pada awal pemasukan stock strip.
10. Pegas stopper
Pegas stopper ini berfungsi untuk menaikkan Pin Stopper. 11. Pelat Bawah
Berfungsi sebagai tempat die diikatkan dan merupakan landasan bagi seluruh komponen press tool dan juga sebagai penahan dari gaya total proses pembentukan. 12. Die
Adalah alat pemotong bagian bawah yang akan dipasang pada pelat bawah. Bentuk die harus sesuai dengan bentuk punch. Karena fungsi dari die yang harus mampu menahan gaya potong yang terjadi. Maka bahan die diambil dari bahan yang sama dengan punch.
13. Pillar
Berupa tiang yang berfungsi sebagai pengarah gerakan press tool bagian atas dengan press tool bagian bawah. Pillar biasanya terpasang permanen pada pelat bawah. 14. Stripper Plate
Stripper plate digunakan untuk menahan atau menjepit material pada permukaan die agar material tersebut tidak terangkat selama proses berlangsung.
15. Punch
Adalah bagian dari press tool yang berfungsi sebagai pemotong atau pembentuk pelat.
16. Baut pengikat punch holder
Baut ini berfungsi untuk mengikat punch holder dengan pelat atas agar kedudukannya tetap, tidak bergeser ketika proses sedang berlangsung.
17. Bushing
gerakan pelat atas untuk naik turun dengan bebas dan lurus. 18. Pin
Pin berfungsi sebagai pasak untuk mempermudah pembongkaran dan pemasangan punch dan die.
2.5 Alternatif Desain
Alternatif desain yang dimaksud disini adalah beberapa metode yang digunakan untuk memecahkan permasalahan, khususnya pada proses pengerjaan. Ada beberapa metode pengerjaan yang dapat digunakan untuk perancangan tersebut, antara lain :
2.5.1. Simple Press Tool
1. Keuntungan press tool ini adalah :
Sesuai untuk pengerjaan sederhana yang memerlukan satu proses saja. Proses pengerjaan mudah karena terdiri dari satu proses saja.
2. Kerugiannya adalah :
Tidak dapat mengerjakan produk yang memerlukan beberapa proses. Dari penjelasan diatas maka dapat diambil kesimpulan bahwa sistem simple press tool tidak cocok dalam pembuatan produk sendok cocor bebek, karena membutuhkan beberapa unit simple press tool yang akhirnya mengakibatkan biaya produksi meningkat, waktu pembuatan tidak efisien. Dengan demikian harga produk akan meningkat pula.
(Donalson, Lecain and Gold, 1976 :667) Gambar 2.6 Simple press tool
Compound Press Tool
Press tool ini terdapat satu station yang meliputi lebih dari satu proses pengerjaan. 1. Keuntungan sistem compound press tool adalah :
a Pengontrolan sistem pengerjaan mudah, karena hanya terdapat satu station, maka kita akan mudah melakukan pengontrolan serta mengamati sistem pengerjaan dari mesin tersebut.
b Biaya perawatan lebih murah dibandingkan dengan sistem progresif. 2. Kerugiannya adalah :
a Tidak sesuai untuk pengerjaan rumit. b Tidak efisien waktu.
Dalam compound press tool ini untuk satu mesin adalah satu station. Oleh karena itu dalam pembuatan sendok cocor bebek ini membutuhkan beberapa station maka perlu waktu untuk memindahkan produk dari station satu ke station yang lain. Dari penjelasan compound press tool diatas maka dapat diambil kesimpulan bahwa sistem tersebut tidak cocok dalam pembuatan sendok cocor bebek, karena produk ini membutuhkan beberapa proses apabila dipaksakan akan kesulitan dalam pembuatan press tool.
(Donalson, Lecain and Gold, 1976 :667) Gambar 2.7 Coumpound press tool
2.5.3. Progresif Press Tool
Terdapat lebih dari satu proses pengerjaan dan pelat bergerak secara bertahap dari satu station ke station selanjutnya.
1. Keuntungannya adalah :
a Dapat mengerjakan beberapa proses b Ukuran produk seragam
c Hemat waktu
Karena terdapat lebih dari satu proses pengerjaan dan pelat bergerak secara bertahap dari station satu ke station selanjutnya maka kita tidak perlu memindahkan produk yang akan kita buat.
2. Kerugiannya adalah : a Ukuran die set besar
Dari penjelasan progresif press tool diatas maka dapat diambil kesimpulan bahwa sistem tersebut cocok dalam pembuatan sendok cocor bebek.
(Donalson, Lecain and Gold, 1976 :667) Gambar 2.8 Progresif press tool
2.6 Alternatif Desain Terbaik
Dalam perancangan press tool ini benda berjalan mengalami beberapa proses pengerjaan yang meliputi proses piercing, drawing, dan trimming. Dengan melihat beberapa proses pengerjaan dan spesifikasi yang berbeda – beda, maka penulis memilih proses pengerjaan dengan metode sistem progresif. Metode ini dipilih dengan pertimbangan sebagai berikut
1. Produk tersebut terdiri dari beberapa macam proses. Sehingga sangat cocok dengan sistem progresif .
2. Waktu yang diperlukan dalam proses pengerjaan lebih singkat karena hanya menggunakan press tool saja.
3. Ukuran benda kerja yang diperoleh lebih teliti dan seragam. 4. Sangat cocok untuk produksi massal dan waktu produksi singkat.
2.7 Spesifikasi Produk
Gambar 2.9 Gambar dan ukuran 2.8 Pemilihan Bahan Baku
Bahan dari sendok cocor bebek ini dipilih dari bahan Stainless Steel dengan tebal 0,5 mm. Keuntungan menggunakan bahan ini adalah :
- Mampu menahan panas pada saat digunakan. - Tidak mudah terdefleksi/ lentur.
- Mudah didapat di pasaran. - Tahan terhadap korosi
Dari spesifikasi diatas maka penulis memilih bahan baku yang sesuai yaitu Stainless Steel dengan ketebalan 0,5 mm yang mempunyai sifat-sifat mekanis sebagai berikut :
Memiliki tegangan tarik 500 -700 N/mm2
Memiliki titik leleh 1371 – 1400 ºC
Memilki tegangan mulur / Yield 241 - 379 N/mm2
2.9 Pemilihan Lay Out Bahan Baku Produk
Pemilihan lay out bertujuan untuk mengoptimalkan bahan baku / stock strip. Dalam satu proses produksi, pemaksimalan bahan baku merupakan syarat mutlak. Hal ini bertujuan untuk menghemat biaya produksi dan menekan harga jual. Bahan baku standart yang tersedia di pasaran adalah lembaran plat ukuran 1200 x 2400 x 0,5 [mm]. Diharapkan bahan baku tersebut bisa diproduksi dan digunakan semaksimal mungkin dengan menyisakan sedikit material (scrap).
2.9.1 Alternatif Lay out Bahan Baku
Untuk membuat sendok cocor bebek dengan ukuran 125 x 35 x 0,5 [mm] Membutuhkan stock strip dengan ukuran 127x 37 x 0,5 [mm]. Alternatif pemotongan lay out antara lain :
a. Alternatif Pertama
Pemotongan lembaran pelat dengan arah memanjang.
Dengan pemotongan tersebut didapat stock strip sebanyak : 1200 : 127= 9,44 ≈ 10 lembar stock strip
Jadi 1 lembar stock strip menghasilkan bakalan produk sebanyak : 2400 : 37= 65 bakalan
Sehingga 1 lembar plat ukuran 1200 x 2400 x 0,5 didapat bakalan sebanyak 10 x 65= 650 buah bakalan produk
b.Alternatif kedua
Pemotongan lembaran plat dengan arah melebar
Dengan pemotongan tersebut didapat stock strip sebanyak : 2400 : 127= 18,75 ≈ 18 lembar stock strip
Jadi 1 lembar stock strip menghasilkan bakalan produk sebanyak : 1200 : 37 =32 bakalan
Sehingga 1 lembar plat ukuran 2400 x 1200 x 0,5 didapat bakalan sebanyak 18 x 32 = 576 buah bakalan produk
2.9.2 Alternatif Lay Out Terbaik
Ternyata alternatif 1 dan alternatif 2 menghasilkan bakalan sendok cocor bebek yang berbeda sehingga diambil alternatif kedua dengan pertimbangan alternatif kedua menghasilkan bakalan lebih banyak dari pada alternatif pertama. 2.10 Alternatif Pemilihan Proses Lay Out ( Jalannya Proses )
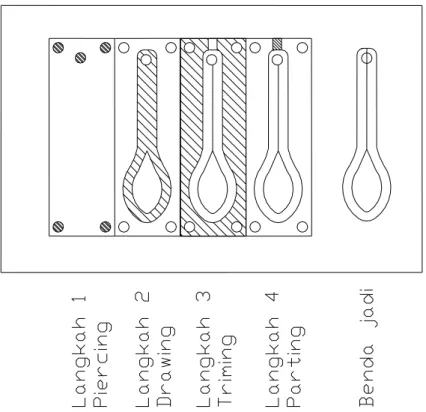
2.10.1 Alternatif Rangkaian proses 1 Proses pengerjaan dari lay out 2 adalah : Tahap 1, terjadi proses Pierching Tahap 2, terjadi proses Drawing Tahap 3, terjadi proses Triming
Tahap 4, terjadi proses Parting Tahap 5, produk jadi
Gambar 2.10 Layout 1 2.10.2 Alternatif Rangkaian proses 2
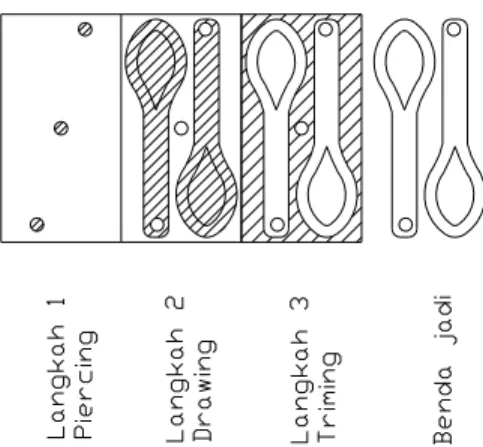
Proses pengerjaan dari lay out 2 adalah : Tahap 1, terjadi proses Piercing
Tahap 2, terjadi proses Drawing Tahap 3, terjadi proses Trimming Tahap 4, produk jadi
Gambar 2.11 Layout 2 2.10.3 Alternatif Rangkaian proses 3
Proses pengerjaan dari lay out 4 adalah : Tahap 1, terjadi proses Piercing
Tahap 2, terjadi proses Drawing Tahap 3, terjadi proses Trimming Tahap 4, produk jadi
2.11. Penilaian Alternatif Layout
Dari ketiga alternatif di atas akan diambil satu layout proses dengan cara melakukan perbandingan dan penilaian antar layout sebagai berikut :
Tabel 2.1 Analisa Alternatif Desain
No Faktor Nilai Alternatif
I II III
1 Banyak langkah pengerjaan 4 3 3
2 Jumlah proses pengerjaan 4 3 3
3 Jumlah maksimal produk yang didapat
576 612 576
4 kerumitan pembuatan punch sedang sedang Sedang 5 Banyak meterial yang terbuang 3.184,38 3.651,58 2.983,42 6 Gaya potong dan pembentukan 14.996,46 244.864,28 10.776,46
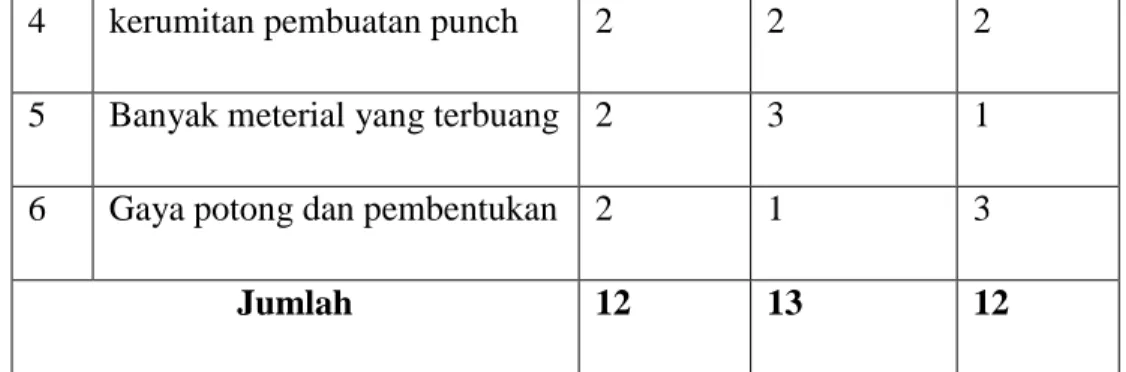
Tabel 2.2 Penilaian Alternatif Desain
No Faktor Nilai Alternatif
I II III
1 Banyak langkah pengerjaan 1 2 2
2 Jumlah proses pengerjaan 1 2 2
3 Jumlah maksimal produk yang didapat
4 kerumitan pembuatan punch 2 2 2 5 Banyak meterial yang terbuang 2 3 1
6 Gaya potong dan pembentukan 2 1 3
Jumlah 12 13 12
Keterangan penilaian : Nilai tertinggi = 3 Nilai sedang = 2 Nilai terendah = 1
Dari analisa pertimbangan desain di atas maka dipilih alternatif layout II karena memiliki jumlah nilai terbanyak yaitu 13 dan pemotongan bahan baku lembaran plat dilakukan pemotongan secara memanjang / melebar karena jumlah produk yang didapat sama.
2.12 Desain yang terpilih