IV. HASIL DAN PEMBAHASAN 4.1. Gambaran Umum Perusahaan
4.1.1. Sejarah Perusahaan
PT. Sinar Inesco merupakan perusahaan yang bergerak dalam pengolahan teh dengan bahan baku sebagian besar berasal dari perkebunan sendiri yaitu perkebunan Sambawa. Pada mulanya perkebunan Sambawa mulai dibuka dan diusahakan oleh N.V. Cultur My Sambawa yaitu pada tahun 1909-1940. Setelah itu, sampai tahun 1949 digarap oleh rakyat setempat dan ditanami palawija. Kemudian pada tahun 1950-1951 diusahakan kembali oleh N.V. Cultur My Sambawa dengan juru kuasa Rorrisondan Crossfield. Pada tahun 1951-1954 perkebunan Sambawa diusahakan oleh pemerintah c.q. Bank Industri Negara. Setelah Bank Industri Negara, yaitu tahun 1954-1968 diusahakan oleh B.P.U.P.P.N Aneka Tanaman sampai tahun 1973. PT. Sinar Inesco memegang usaha secara penuh sejak tahun 1973 sampai sekarang.
Pada awal berdiri, PT. Sinar Inesco hanya memproduksi teh hijau. Kemudian memproduksi teh hitam untuk memenuhi permintaan pasar dan bahan baku yang melebihi kapasitas teh hijau. PT. Sinar Inesco mempunyai dua fasilitas pabrik pengolahan yaitu pabrik 1 untuk pengolahan teh hijau dengan kapasitas terpasang 2.000.000 Kg Kering/Tahun dan pabrik 2 untuk pengolahan teh hitam dengan kapasitas terpasang 2.400.000 Kg Kering/Tahun. Pabrik 2 dibangun pada tahun 1986 dan mulai berproduksi pada tahun 1988. Namun, untuk saat ini PT. Sinar Inesco hanya memproduksi teh hitam karena berkurangnya jumlah bahan baku.
4.1.2. Lokasi, Letak Geografi, dan Iklim
PT. Sinar Inesco terletak di Kabupaten Tasikmalaya tepatnya di Kecamatan Taraju. Selain itu, terdapat juga kantor perwakilan yaitu di Jalan Batununggal Permai V Bandung, sedangkan untuk lokasi perkebunannya terletak di tiga kecamatan yaitu Taraju, Sodong Hilir dan Bojong Gambir dengan elevasi kebun rata-rata 952 m.d.p.l dan emplasement 872 m.d.p.l. Luas perkebunan yang dimiliki oleh PT. Sinar Inesco mencapai 728.4307 Ha. Perkebunan Sambawa
berjarak 22 Km ke jalan provinsi dan 45 Km ke kota Daerah Tingkat II Tasikmalaya serta 54 Km ke kota Daerah Tingkat II Garut. Secara lengkap peta lokasi PT. Sinar Inesco dan Perkebunan Sambawa dapat dilihat pada Lampiran 2.
Perkebunan Sambawa ini mempunyai iklim tipe B, dimana hujan turun sekitar bulan Oktober sampai Mei, musim kemarau sekitar bulan Juni sampai September, berangin sedang dan hawa dingin di malam hari. Temperatur rata-rata pada siang hari berkisar antara 22-26 ºC, sedangkan pada malam hari berkisar antara 18-20 ºC. Curah hujan rata-ratanya 3.797 mm/tahun dan termasuk daerah tipe curah hujan basah. Kelembaban udara pada siang hari berkisar antara 60-70%, sedangkan pada malam hari berkisar antara 80-90%.
4.1.3. Ketenagakerjaan
Secara umum karyawan PT. Sinar Inesco dibagi menjadi lima bagian yaitu kantor, garapan, pemetikan, pabrik dan kendaraan, serta kantor dan umum. Karyawan dibagi ke dalam karyawan bulanan, karyawan harian tetap, dan karyawan harian lepas. Rata-rata jam kerja karyawan sekitar 8 jam. Jumlah karyawan PT. Sinar Inesco dapat dilihat pada Tabel 6.
Tabel 6. Rekapitulasi karyawan PT. Sinar Inseco periode bulan Mei 2009 Karyawan
No Bagian
Laki-Laki Perempuan Jumlah
1 Kantor 15 2 17
2 Garapan 131 0 131
3 Pemetikan 31 448 479
4 Pabrik dan Kendaraan 74 32 106
5 Kantor dan Umum 28 2 30
Sub Total 279 484 763
Sumber : Data Kantor Induk PT. Sinar Inesco
Karyawan PT. Sinar Inesco mendapatkan beberapa fasilitas diantaranya perumahan bagi karyawan yang membutuhkan dan berada di lokasi perkebunan, sarana ibadah dan pendidikan ruhani seperti mesjid dan madrasah, sarana olah raga seperti bola voli, sepak bola, tenis meja, tenis lapangan serta sarana kesenian seperti degung, pencak silat dan karoke. Selain itu, perusahaan juga menyediakan
balai pengobatan dan dokter. Apabila ada yang dirujuk ke rumah sakit, seluruh biaya ditanggung oleh perusahaan.
Guna meningkatkan kesejahteraan karyawan, didirikan koperasi karyawan dengan nama PRAKARSA pada tanggal 9 Oktober 1980 dengan badan hukum No. 7249/BH/DK-10/23. Selain itu dibentuk pula organisasi pekerja yaitu SBPP-SPSI Basis Sambawa.
4.1.4. Jenis Produk
PT. Sinar Inesco memproduksi teh hitam secara orthodox rotorvane yang diklasifikasikan dalam dua tingkat mutu yaitu grade I dan Grade II. Grade I terdiri dari BOP (Broken Orange Peko), BOPF (Broken Orange Peko Funning), PF (Peko Funning), Dust, BT (Broken Tea) dan BP (Broken Peko). Grade II terdiri dari PF 2, Dust 2, Dust 3, BT 2, PF 3, Dust 4, BM (Broken Mix) dan BMF (Broken Mix Funning). Produk yang dihasilkan berupa teh hitam kering yang dipasarkan untuk wilayah lokal dan diekspor ke luar negeri.
4.1.5. Proses Produksi
Kegiatan produksi di PT. Sinar Inesco dibagi menjadi beberapa tahapan yaitu : penerimaan bahan baku, pembeberan, pelayuan, penggilingan, fermentasi, pengeringan, sortasi dan pengepakan. Diagram alir proses produksi dapat dilihat pada Gambar 6, sedangkan lay out ruangan dapat dilihat pada Lampiran 3. Tahap pertama dari kegiatan produksi adalah penerimaan pucuk dari afdeling di pabrik sekitar pukul 10.00 WIB. Bahan baku yang berupa pucuk basah setelah ditimbang di kebun ditimbang kembali di pabrik. Penimbangan tersebut bertujuan untuk menentukan rendemen produk dan untuk memantau kebun.
Setelah ditimbang, pucuk dipindahkan ke withering trough dengan menggunakan carier yang digerakkan oleh monorail. Withering trough tersebut mempunyai kapasitas sekitar 1,5 ton. Setelah pucuk ada di dalam withering trough dilakukan pembeberan. Pembeberan tersebut bertujuan agar pucuk teh tidak berdempetan sehingga udara dapat menembus secara merata ke seluruh pucuk dan mempercepat proses penguapan air pada pucuk.
Gambar 6. Diagram alir proses produksi
Proses berikutnya pelayuan yang bertujuan untuk mengurangi kadar air dan mengkondisikan pucuk teh agar siap untuk digiling. Pelayuan merupakan proses pengeringan lambat sekali untuk mengurangi kadar air dengan menggunakan udara segar dan udara panas. Penggunaan udara tersebut dapat mempermudah proses pelemasan pucuk sehingga memudahkan dalam proses penggilingan. Suhu udara yang digunakan berkisar antara 26-27 ºC. Jika suhu yang digunakan lebih dari itu, akan mengakibatkan daun kering. Pucuk dikatakan layu apabila diremas tidak pecah atau pucuk akan kembali seperti semula.
Setelah proses pelayuan, pucuk yang sudah lemas dipindahkan ke ruang penggilingan. Tujuan dari proses penggilingan adalah untuk membentuk mutu secara fisik maupun kimia. Pembentukan mutu secara fisik berlangsung dengan adanya pengulungan pucuk layu dan juga pemotongan, sedangkan pembentukan mutu secara kimia berlangsung ketika terjadi pemerasan cairan sel daun, sehingga ketika cairan sel daun keluar akan menempel pada gulungan pucuk tersebut.
Dalam proses penggilingan cairan sel daun yang terperas akan terurai dan bereaksi dengan oksigen dari udara sekitar yang lembab. Pada tahap ini sudah dimulai proses fermentasi atau oksidasi enzimatis. Proses penggilingan akan berjalan
dengan baik jika kondisi ruangan lembab yaitu sekitar 91-95% dan suhu yang digunakan adalah 24 °C. Untuk mengkondisikan ruangan tersebut agar sesuai dengan kelembaban dan suhu yang diinginkan, di ruang penggilingan dipasang humidifier.
Pada proses penggilingan ini terdiri dari tiga tahapan yaitu penggulungan, penggilingan, dan sortasi basah. Proses penggulungan menggunakan mesin open top roller selama ± 45 menit. Proses ini terjadi karena adanya gerakan lumbung open top roller yang berlawanan dengan arah beatten-nya sehingga pucuk akan tergulung. Pucuk yang sudah tergulung kemudian ditampung dalam tong untuk diproses kembali. Jika ada pucuk teh yang masih besar, maka pucuk tersebut digiling kembali oleh mesin press cup roller. Penggunaan mesin tersebut bertujuan agar pucuk teh yang masih kasar menjadi lebih halus. Setelah digiling dengan menggunakan open top roller dan press cup roller, pucuk teh tersebut dipotong kembali dengan menggunakan rotorvane. Kemudian bubuk tersebut diayak menggunakan rotary roll breaker sampai didapat teh yang sesuai dengan mutunya.
Setelah digiling, bubuk teh difermentasikan selama 3,5 jam. Proses fermentasi bisa disebut juga sebagai proses oksidasi enzimatis. Proses ini merupakan reaksi oksidasi antara enzim dengan senyawa polifenol (katekin) yang terdapat dalam daun teh dengan bantuan oksigen yang ada di udara bebas. Tujuan dari proses ini adalah untuk mengendalikan reaksi enzimatis dalam bubuk teh sehingga diperoleh cita rasa yang khas. Fermentasi dilakukan dengan cara mendiamkan bubuk teh basah di dalam ruangan lembab yaitu dengan Relative Humidity (RH) 91-95% dan suhu 23 °C.
Tahap selanjutnya adalah pengeringan. Tujuan dari pengeringan adalah untuk menghentikan proses oksidasi enzimatis senyawa polifenol dalam teh dan untuk menurunkan kadar air bubuk teh menjadi 3-4% supaya bubuk teh menjadi lebih tahan lama saat dilakukan penyimpanan. Proses pengeringan bubuk teh di PT. Sinar Inesco menggunakan alat pengering yang berjenis trays drier yang dengan tipe ECP (Endless Chain Pressure). Suhu yang digunakan untuk proses ini adalah
100-110 °C. Suhu ini disebut dengan suhu masuk (inlet), sedangkan suhu keluar (outlet) dari mesin pengering sekitar 45 °C. Panas yang digunakan oleh alat pengering tersebut berasal dari tungku yang berbahan bakar kayu bakar.
Bubuk teh yang telah dikeringkan kemudian masuk ke bagian sortasi untuk dilakukan pemisahan jenis mutu. Selain itu juga akan dipisahkan dari benda-benda asing. Tujuan dari sortasi kering adalah untuk memisahkan teh kering menjadi beberapa grade yang sesuai dengan standar perdagangan teh. Prinsip utama dari sortasi kering adalah memisahkan butiran teh berdasarkan ukuran, bentuk, dan berat jenis teh. Pada proses ini ada beberapa mesin yang digunakan antara lain, middleton, vibro blank, vibro mesh, vibro shifter, crusher dan winower.
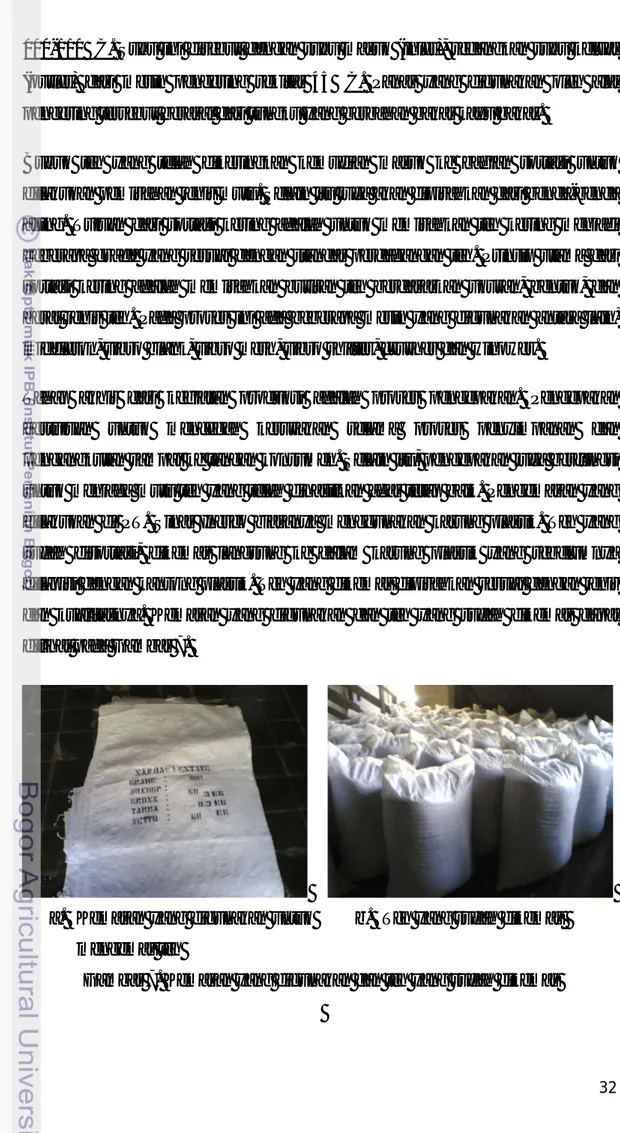
Tahap akhir dari kegiatan produksi adalah proses pengepakan. Pengepakan bertujuan untuk mencegah kerusakan selama proses penyimpanan dan pengangkutan sampai ke tangan konsumen. Selain itu, pengepakan juga berfungsi untuk menjaga mutu teh yang telah dihasilkan agar tetap baik. Pengemasan yang dilakukan di PT. Sinar Inesco biasanya menggunakan karung plastik. Teh yang sudah disortasi, dikemas langsung ke dalam karung plastik yang sebelumnya dilapisi dengan kantong plastik. Teh yang dikemas dipisahkan sesuai dengan jenis dan kualitasnya. Kemasan yang digunakan dan teh yang sudah dikemas dapat dilihat pada Gambar 7.
a. Kemasan yang digunakan untuk mengemas teh
b. Teh yang sudah dikemas
Gambar 7. Kemasan yang digunakan dan teh yang sudah dikemas
4.2. Karakteristik Responden
Kelompok usia yang mengisi kuesioner merupakan kelompok usia yang ada di bagian produksi PT. Sinar Inesco. Jumlah karyawan yang bekerja di bagian produksi berada pada rentang usia lebih dari 20 tahun. Pada penelitian ini rentang usia yang paling banyak berada pada rentang 20-30 tahun, 31-40 tahun dan 41-50 tahun. Pada rentang usia 31-40 tahun, karyawan berada pada rentang produktif serta karyawan telah mempunyai pengalaman bekerja. Rekapitulasi karakteristik Responden dapat dilihat pada Tabel 7.
Tabel 7. Karakteristik responden
Karakteristik Jumlah (Orang) Persentase (%)
A. Usia 7 29,17 20-30 Tahun 7 29,17 31-40 Tahun 7 29,17 41-50 Tahun 7 29,17 > 50 Tahun 3 12,50 B. Jenis Kelamin Laki-laki 15 62,50 Perempuan 9 37,50 C. Pendidikan Terakhir SD/Sederjat 16 66,67 SMP/Sederajat 7 29,17 SMA/Sederajat 1 4,17 D. Massa kerja 1-5 Tahun 2 8,33 6 -10 Tahun 3 12,50 11-15 Tahun 6 25,00
Karyawan berjenis kelamin laki-laki sangat mendominasi pada bagian produksi. Karyawan perempuan hanya ada pada bagian sortasi dan prapelayuan. Banyaknya karyawan laki-laki di bagian produksi karena laki-laki dinilai lebih waspada dibandingkan dengan perempuan. Selain itu, pekerjaan yang ada di bagian produksi merupakan pekerjaan berat dan berbahaya seperti di bagian penggilingan, pengeringan dan pelayuan.
Pendidikan terakhir untuk karyawan PT. Sinar Inesco khususnya bagian produksi sebagian besar adalah lulusan Sekolah Dasar (SD) dan sederajat. Hal ini dikarenakan PT. Sinar Inesco merupakan perusahaan yang pertama berdiri di
daerah setempat sehingga membutuhkan karyawan banyak, sedangkan penduduk yang ada di sekitanya taraf pendidikannya masih rendah.
Masa kerja karyawan PT. Sinar Inesco sebagian besar lebih dari 15 tahun. Karyawan yang mempunyai masa kerja lebih dari 15 tahun mendominasi bagian produksi. Lamanya masa kerja karyawan menyebabkan para pekerja berpengalaman dibidang tersebut. Bagian produksi merupakan bagian yang membutuhkan karyawan yang berpengalaman.
4.3. Analisis Data Uji Validitas Dan Reliabilitas 4.3.1. Hasil Uji Validitas
Uji validitas dilakukan untuk melihat apakah pertanyaan-pertanyaan yang diajukan dapat memberikan jawaban yang sesuai dan dapat mengukur aspek-aspek yang ingin diukur. Uji valiliditas dilakukan dengan menggunanakan rumus korelasi Pearson Product Moment dan hasilnya akan dibandingkan dengan angka kritik tabel korelasi nilai r.
Kuesioner yang disebar menggunakan pertanyaan tertutup. Pertanyaan pada bagian pertama digunakan untuk analisis identitas responden. Bagian kedua merupakan pertanyaan yang berhubungan dengan safety psychology yang terdiri dari 5 sub bagian yaitu pendidikan dan pelatihan Keselamatan dan Kesehatan Kerja, publikasi K3, kontrol lingkungan kerja, pengawasan dan disiplin, serta peningkatan kesadaran K3. Bagian selanjutnya merupakan pertanyaan yang berhubungan dengan identifikasi bahaya yang meliputi peluang terjadinya bahaya dan konsekuensi terjadinya bahaya.
Setelah dilakukan uji validitas dengan menggunakan software Microsoft Excel 2007, pada beberapa bagian pernyataan semua responden memberikan jawaban yang sama sehingga secara statistik pernyataan tersebut menunjukkan keseragaman. Data tersebut akan tetap digunakan dalam analisis data sebagai data informatif. Data mengenai uji validitas dapat dilihat pada Lampiran 4, 5 dan 6.
4.3.2. Hasil Uji Reliablitas Kuesioner
Uji reliablitas dimaksudkan untuk mengetahui sejauh mana alat pengukur atau kuesioner dapat dipercaya atau diandalkan apabila kuesioner digunakan dua kali untuk mengukur gejala yang sama. Dengan kata lain reliabilitas merupakan tingkat ketepatan, ketelitian atau keakuratan sebuah instrumen. Pengujian reliabilitas dalam penelitian ini menggunakan teknik cronbach’s alpha.
Dari hasil perhitungan dengan menggunakan software SPSS for Windows 16.0, didapatkan bahwa nilai cronbach’s alpha untuk setiap bagian kuesioner pada safety psychology lebih dari 0,6. Menurut Nugroho (2005), reliabilitas suatu susunan variabel dikatakan baik jika memiliki nilai cronbach’s alpha lebih dari 0,6. Dalam penelitian ini reliabilitas yang diukur merupakan reliabilitas internal dimana ukuran atau kriterianya berada dalam instrumen. Reliabilitas internal dimaksudkan bahwa pengujian dilakukan dengan menganalisis konsistensi butir-butir instrumen yang ada (Hasan, 2002). Untuk bagian peluang bahaya dan konsekuensi bahaya ada beberapa butir pertanyaan yang tidak konsisten, namun data tersebut akan tetap digunakan dalam analisis dan digunakan sebagai data informatif. Tidak konsisten yang dimaksud di sini adalah tidak konsisten secara internal (berhubungan dengan butir-butir pertanyaan) bukan tidak konsisten dari segi jawabannya. Perhitungan uji reliabilitas dapat dilihat pada Lampiran 7, 8 dan 9.
4.4. Identifikasi Bahaya
4.4.1. Prapelayuan dan Pelayuan
Identifikasi potensi bahaya pada proses prapelayuan dan pelayuan terdapat bahaya tergores, terperosok, terkena panas, terbentur, tertarik baling-baling, tersetrum listrik dan kebisingan. Suasana di tempat prapelayuan dan pelayuan dapat dilihat pada Gambar 8. Bahaya tergores bisa terjadi ketika pekerja melakukan pembeberan daun teh di withering trough. Hal tersebut dikarenakan alas withering trough menggunakan kawat sebelum dilapisi oleh nilon. Kondisi withering trough yang ada di PT. Sinar Inesco ada beberapa yang sudah rusak karena sudah tua.
Withering trough tersebut ada yang kawatnya terputus sehingga potongannya timbul ke atas.
Bahaya terperosok dapat terjadi karena ruangan prapelayuan dan pelayuan berada di lantai dua dan lantai tersebut terbuat dari lapisan kayu. Ada beberapa bagian yang kondisi lapisan kayunya sudah lapuk. Selain itu, terperosok dapat juga terjadi di withering trough. Penyebab terjadinya kecelakaan yang diakibatkan oleh terperosok berasal dari tindakan tidak aman yang dilakukan oleh pekerja seperti naik ke withering trough serta kondisi lantai yang sudah tua.
Bahaya lain pada proses prapelayuan dan pelayuan adalah terkena panas. Suhu panas berasal dari exhaust fan yang digunakan untuk proses pelayuan daun teh. Suhu yang berasal dari exhaust fan berkisar antara 26-27 ºC. Rentang suhu tersebut masih normal sehingga tidak terlalu mempengaruhi aktivitas pekerja.
Gambar 8. Suasana di unit prapelayuan dan pelayuan
Bahaya selanjutnya adalah terbentur kursi monorail. Terbentur dapat terjadi ketika monorail sedang berjalan dan para pekerja sibuk memeberkan atau membalikkan daun teh. Bahaya yang lain adalah tertarik baling-baling exhaust fan. Kecelakaan yang disebabkan oleh bahaya ini dapat terjadi karena di ruang prapelayuan dan pelayuan terdapat exhaust fan untuk mengalirkan udara panas dan udara segar ke withering trough. Kondisi dari exhaust fan tersebut ada beberapa yang tidak memiliki pengaman sehingga ketika pekerja menyalakan exhaust fan atau berjalan disekitar exhaust fan ada kemungkinan tertarik baling-baling tersebut.
Bahaya berikutnya adalah bahaya tersetrum listrik. Bahaya tersebut terjadi karena exhaust fan dioperasikan dengan menggunakan listrik. Bahaya tersetrum dapat terjadi jika kabel atau instalasi listrik yang ada di sekitar ruangan tersebut ada yang bocor. Bahaya yang terakhir adalah kebisingan. Kebisingan berasal dari kipas yang digunakan untuk mendorong udara segar dan udara panas ke dalam withering trough. Kipas tersebut digunakan sekitar 10-12 jam perhari. Kipas untuk mengalirkan udara segar dan udara panas dapat dilihat pada Gambar 9.
Gambar 9. Kipas untuk mengalirkan udara segar dan udara panas
4.4.2. Penggilingan dan Fermentasi
Identifikasi bahaya pada proses penggilingan dan fermentasi meliputi terjepit, tergelincir, tersetrum, kebisingan, terpotong dan terjatuh. Bahaya terjepit dapat terjadi karena pada bagian ini menggunakan mesin seperti press cup roller dan open top roller. Terjepit dapat terjadi ketika pekerja merapikan bahan baku (daun teh layu) yang dimasukkan ke dalam mesin penggilingan.
Bahaya lain yang ada di bagian penggilingan adalah terjatuh. Pekerja dapat terjatuh karena terdapat dua tangga yang menghubungkan antara ruang penggilingan dan ruang pelayuan serta tangga yang menghubungkan antara ruang penggilingan dan ruang kantor. Bahaya terjatuh dapat terjadi jika tangga tersebut licin atau faktor dari kecerobohan pekerja seperti sikap ketidakhati-hatian. Selain itu, terjatuh juga dapat terjadi karena ruangan yang gelap sehingga pekerja tidak bisa melihat secara jelas.
Bahaya selanjutnya yang ada di bagian penggilingan adalah tersetrum listrik, karena hampir semua mesin yang ada dioperasikan menggunakan listrik. Tersetrum dapat terjadi jika instalasi listrik yang ada di ruangan tersebut bocor. Bahaya berikutnya adalah kebisingan. Kebisingan berasal dari mesin penggilingan dan mesin rotorvane. Dalam satu hari, mesin penggilingan beroperasi selama 7-8 jam. Pada bagian penggilingan ini ada beberapa macam mesin yaitu press cup roller, open top roller dan rotorvane. Press cup roller dan open top roller yang digunakan sebanyak 3 unit, sedangkan rotorvane yang digunakan sebanyak 2 unit. Para pekerja yang ada di bagian ini tidak terganggu dengan kebisingan yang ada karena mereka sudah terbiasa dengan kondisi tersebut. Mesin yang digunakan pada unit penggilingan dan fermentasi dapat dilihat pada Gambar 10.
a. Mesin press cup roller b. Mesin open top roller Gambar 10. Mesin yang digunakan pada unit penggilingan dan fermentasi
Selain kebisingan, bahaya lain yang ditimbulkan dari penggunaan mesin tersebut salah satunya adalah terpotong. Pada umumnya terpotong dapat terjadi pada mesin press cup roller dan open top roller ketika memasukkan bahan baku, mengeluarkannya atau merapikan bahan baku yang ada pada mesin. Bahaya terpotong terjadi ketika pekerja sedang lengah atau lalai. Lengahnya atau lalainya pekerja tersebut dapat disebabkan karena pekerja kewalahan dalam menangani mesin atau kondisi fisiknya sedang tidak sehat.
Bahaya tergelincir dapat terjadi karena lantai di bagian penggilingan licin. Hal itu dikarenakan di sekitar mesin press cup roller terdapat pipa air untuk mengatur RH
agar sesuai dengan kondisi proses. Kondisi dari pipa tersebut ada beberapa yang bocor sehingga lantai di sekitarnya menjadi basah atau licin.
4.4.3. Pengeringan
Identifikasi bahaya pada proses pengeringan meliputi terjepit pintu mesin pengering, tergelincir, terbakar, kebisingan, terpapar panas dan terjatuh. Bahaya terjepit pintu mesin pengering dapat terjadi ketika pekerja membuka pintu tungku untuk memasukkan kayu bakar atau membalikkan bara api. Biasanya untuk melakukan hal itu pekerja menggunakan alat bantu berupa tongkat yang terbuat dari kayu dengan bagian ujungnya terbuat dari lempeng besi.
Bahaya selanjutnya dari proses pengeringan adalah bahaya terjatuh. Adanya bahaya ini dikarenakan ketika memasukkan bubuk teh basah ke pengering, pekerja menggunakan tangga. Pekerja dapat terjatuh ketika beban yang diangkat terlalu berat. Mesin pengering dapat dilihat pada Gambar 11.
Gambar 11. Mesin pengering
Pada proses ini menggunakan suhu yang tinggi yang berasal dari tungku yang berbahan bakar kayu. Selain itu, teh kering yang dihasilkan memiliki karakteristik mudah terbakar sehingga jika ada percikan api dapat menimbulkan kebakaran. Bahaya terbakar selain dapat membakar produk dan barang, dapat juga membakar organ tubuh manusia. Organ tubuh manusia dapat terbakar ketika sedang memasukkan kayu bakar ke dalam tungku.
Bahaya lain pada unit pengeringan adalah kebisingan. Kebisingan ini berasal dari alat pengering, mesin penggilingan serta mesin-mesin yang ada di bagian sortasi. Letak ruangan pengeringan berada diantara ruang sortasi dan penggilingan. Hal tersebut menyebabkan tingkat kebisingan di ruang pengeringan cukup tinggi dibandingkan dengan ruangan lainnya. Kebisingan harus diperhatikan karena dampak yang ditimbulkan cukup berbahaya yaitu dapat menyebabkan gangguan pendengaran, baik sementara maupun permanen.
Proses pengeringan termasuk tahapan proses yang menggunakan suhu yang cukup tinggi. Suhu yang digunakan cukup tinggi yaitu sekitar 95-110 °C dan suhu outlet sekitar 45 °C sehingga ada kemungkinan suhu lingkungan mengalami kenaikan. Suhu yang tinggi dapat menyebabkan kerusakan jaringan pada kulit bahkan kerusakan permanen pada kulit. Lingkungan kerja dengan suhu yang tinggi dapat menyebabkan tidak optimalnya pekerjaan yang dilakukan. Dari kondisi tersebut dapat muncul bahaya terpapar panas. Tungku untuk menghasilkan udara panas dapat dilihat pada Gambar 12.
Gambar 12. Tungku untuk menghasilkan udara panas untuk mesin pengering
Pada proses pengeringan produk yang dihasilkan berupa teh bubuk kering walaupun masih dalam keadaan tercampur. Teh tersebut setelah dikeringkan dalam alat pengering dikumpulkan di lantai sehingga di lantai tersebut banyak debunya, hal tersebut dapat menyebabkan lantai menjadi licin dan jika tidak berhati-hati dapat tergelincir.
Bahaya yang terakhir dari proses pengeringan adalah mata terkena debu. Pada proses pengeringan bahan yang dikeringkan berupa teh bubuk yang terdiri dari berbagai macam ukuran salah satunya yang berukuran sangat kecil yang pada akhirnya akan menjadi debu karena mudah diterbangkan oleh angin. Jika tidak dilindungi, mata dapat terkena debu dan dapat menimbulkan iritasi. Selain itu, ada beberapa tindakan pekerja yang tidak aman seperti pekerja masuk ke dalam alat pengering untuk membersihkan teh kering yang tersisa. Teh yang tersisa di dalam alat pengering jumlahnya cukup banyak, hal itu dikarenakan trays-nya banyak yang sudah rusak.
4.4.4. Sortasi dan Pengepakan
Unit yang terakhir yaitu sortasi dan pengepakan. Pada unit ini terdapat delapan bahaya yang meliputi terjepit, terhirup (debu), kebisingan, tertarik baling-baling, terbentur, mata terkena debu, tertusuk dan tersetrum listrik. Unit ini merupakan unit yang banyak menggunakan mesin dan jumlah pekerja yang paling banyak dengan sebagian besar pekerjanya perempuan. Bahaya yang pertama adalah terjepit. Terjepit ada beberapa macam diantaranya terjepit rantai, van belt, atau terjepit oleh alat penghalus. Kecelakaan kerja yang diakibatkan oleh bahaya ini biasanya terjadi ketika pekerja membetulkan konveyor atau rantai yang macet. Salah satu mesin yang digunakan pada unit sortasi dapat dilihat pada Gambar 13.
Gambar 13. Mesin yang digunakan pada unit sortasi dan pengepakan (vibro mesh)
Bahaya lain yang ada di unit sortasi dan pengepakan adalah mata terkena debu. Pekerja yang ada pada unit ini, matanya dapat terkena debu, karena pada bagian ini banyak debu yang berupa partikel teh yang berasal dari teh jenis dust. Banyaknya debu yang beterbangan diakibatkan oleh sistem sirkulasi udara yang ada di ruangan tersebut tidak baik. Salah satu penyebab sirkulasi udara kurang baik adalah tidak beroperasinya beberapa blower yang ada di ruangan tersebut. Blower tesebut dapat membantu mengeluarkan debu yang beterbangan di ruangan.
Selain mengenai mata, debu juga dapat terhirup. Pekerja yang ada di unit ini merasa bahaya debu terhirup tidak signifikan karena dampaknya tidak terlihat. Padahal dalam jangka panjang, jika debu tersebut terhirup secara terus-menerus dapat menimbulkan gangguang pernafasan seperti gangguan paru-paru.
Adanya blower juga dapat menimbulkan bahaya. Bahaya yang dapat terjadi tertarik baling-baling. Ada dua hal yang dapat menyebabkan kecelakaan terjadi dengan bahaya ini. Pertama tindakan tidak aman yang dilakukan oleh pekerja seperti membersihkan pakaian yang terkena debu di depan blower. Penyebab yang kedua adalah alat yang rusak atau tidak diberi pengaman. Blower yang ada di unit sortasi dan pengepakan dapat dilihat pada Gambar 14.
Gambar 14. Blower
Bahaya selanjutnya adalah terbentur; dan penyebab terjadinya kecelakaan akibat terbentur adalah tindakan tidak aman yang dilakukan oleh pekerja seperti melewati bawah konveyor ketika akan memindahkan teh ke mesin lain yang
letaknya cukup jauh. Tindakan tidak aman tersebut dipicu karena tata letak mesin yang kurang rapi sehingga menyulitkan mobilitas pekerja.
Pada unit sortasi hampir semua aktivitasnya menggunakan mesin. Mesin tersebut dalam sehari beroperasi sekitar 8 jam. Adanya mesin yang dijalankan secara bersama-sama menimbulkan kebisingan. Pekerja tidak merasa terganggu dengan kebisingan yang ditimbulkan karena sudah merasa terbiasa. Kebisingan yang ada pada unit sortasi maupun unit yang lainnya perlu diukur intensitasnya agar dapat diketahui seberapa besar tingkat bahayanya. Berdasarkan Kepetusan Menteri Tenaga Kerja Nomor KEP. 51/MEN/1999 nilai ambang batas kebisingan untuk waktu pemajanan 8 jam per hari intensitas kebisingannya 85 dBA.
Bahaya selanjutnya adalah tertusuk. Jenis tertusuk yang dapat terjadi di unit ini adalah tertusuk lidi atau tertusuk jarum ketika menjahit karung atau kemasan teh kering. Bahaya ini dapat terjadi pada unit sortasi dan pengepakan karena pada unit banyak menggunakan sapu lidi untuk membersihkan lantai dan konveyor serta jarum untuk menjahit karung teh. Bahaya yang terakhir adalah tersetrum. Bahaya tersebut dapat muncul karena semua mesin yang digunakan pada proses sortasi menggunakan listrik. Tersetrum biasanya terjadi jika ada kabel yang bocor.
4.5. Penilaian Resiko dan Pengendalian Bahaya
Penilaian resiko adalah proses untuk menentukan prioritas pengendalian terhadap tingkat resiko kecelakaan atau penyakit akibat kerja. Tujuan dari langkah ini adalah untuk menentukan prioritas untuk tindak lanjut, karena tidak semua aspek bahaya potensial dapat ditindaklanjuti. Tingkatan resiko didapatkan dengan cara mengalikan antara kemungkinan terjadinya bahaya dengan konsekuensi terjadinya bahaya. Selanjutnya disesuaikan dengan matriks analisis kualitatif.
Bahaya pada proses produksi teh hitam mempunyai tingkatan resiko yang beragam yaitu rendah, sedang dan tinggi. Jumlah tingkat resiko tersebut hampir merata. Tingkat resiko rendah tidak memerlukan pengendalian tambahan, namun hal yang perlu diperhatikan adalah jalan keluar yang lebih menghemat biaya atau peningkatan yang tidak memerlukan biaya tambahan besar. Pemantauan
diperlukan untuk memastikan bahwa pengendalian dipelihara dan diterapkan dengan baik dan benar. Tingkat resiko sedang memerlukan tindakan untuk mengurangi resiko tersebut, tetapi biaya pencegahan yang diperlukan perlu diperhitungkan dengan teliti dan dibatasi. Pengukuran pengurangan resiko perlu diterapkan dengan baik dan benar, sedangkan tingkat resiko tinggi pekerjaan tidak dilaksanakan sampai resiko telah direduksi. Perlu dipertimbangkan sumber daya yang akan dialokasikan untuk mereduksi resiko. Bilamana resiko ada dalam pelaksanaan pekerjaan, maka tindakan segera dilakukan (Suardi, 2005).
Dalam melakukan pengendalian, hal yang harus dilakukan adalah memulai dari tindakan yang terbesar. Jika tidak dapat dilakukan, maka kita menurunkan tingkat pengendaliannya ke tingkat yang lebih rendah atau mudah. Tahapan-tahapan yang disajikan pada bagian ini didasarkan pada pertimbangan biaya. Semakin tinggi tingkat kendali yang dipilih, semakin tinggi pula biaya yang dibutuhkan, tetapi tingkat resiko yang besar semakin besar pula.
Lebih lanjut Suardi (2005) menyatakan bahwa tahap pertama dalam melakukan pengendalian adalah dengan menghilangkan penyebab bahaya. Jika tidak memungkinkan dilakukan tindakan pencegahan atau mengurangi peluang terkena resiko dapat dilakukan salah satu atau kombinasi dari tahap berikut:
a) Mengganti peralatan tersebut (substitusi).
b) Melakukan desain ulang perangkat kerja (engineering). c) Melakukan isolasi sumber bahaya.
Jika ketiga alternatif tersebut tidak dapat dilakukan, maka dapat dilakukan dua alternatif berikut ini:
a) Pengendalian secara administratif seperti prosedur, instruksi kerja, supervisi pekerjaan.
b) Penggunaan Alat Pelindung Diri atau perlengkapan K3.
PT. Sinar Inesco sebagai industri pengolahan teh yang sudah cukup lama dengan peralatan dan mesin yang sudah lama digunakan mempunyai peluang untuk bertambahnya tingkat resiko bahaya, tetapi untuk saat ini perusahaan memiliki
sumber daya yang terbatas sehingga penghilangan penyebab bahaya sangat sulit dilakukan karena membutuhkan investasi yang tinggi. Oleh karena itu, pengendalian yang dilakukan untuk mengurangi resiko bersifat sementara. Di bawah ini merupakan pengendalian bahaya pada PT. Sinar Inseco sesuai dengan urutan tingkat bahaya.
4.5.1. Prapelayuan dan Pelayuan
Berdasarkan hasil penilaian resiko, unit prapelayuan dan pelayuan terdiri dari 4 bahaya dengan tingkat resiko rendah, 1 bahaya beresiko sedang dan 2 bahaya beresiko tinggi. Penyebab terjadinya bahaya tersebut sebagian besar diakibatkan oleh rusaknya peralatan seperti withering trough, tindakan tidak aman yang dilakukan oleh pekerja serta kondisi lingkungan kerja, seperti panas dan kebisingan. Daftar bahaya pada unit prapelayuan dan pelayuan dengan tingkat resiko serta pengendaliannya dapat dilihat pada Tabel 8.
Dari sumber bahaya tersebut dirumuskan beberapa pengendalian yaitu pengendalian yang bersifat engineering/rekayasa dan pengendalian yang bersifat administratif. Pengendalian yang bersifat engineering/rekayasa meliputi perbaikan dan penggantian peralatan seperti withering trough, lantai, dan kawat penghalang untuk baling-baling kipas. Pengendalian yang bersifat administratif meliputi penggunaan Alat Pelindung Diri seperti sarung tangan, safety shoes dan ear plug serta pemasangan display yang berisi pesan keselamatan kerja dan pemberlakuan sistem sanksi. Display untuk bahaya terbentur dapat dilihat pada Lampiran 10.
Tabel 8. Daftar bahaya pada unit prapelayuan dan pelayuan dengan tingkat resiko serta pengendaliannya
Bahaya P K Tingkat
resiko
Pengendalian Tergores S TS Sedang Penggunaan sarung tangan Terperosok J M Rendah Perbaikan lantai yang ada di
ruang pelayuan, perbaikan kawat withering trough, safety shoes, pemberlakuan sistem sanksi bagi yang melanggar peraturan
Terkena panas dari exhaust fan
SJ TS Rendah Penggunaan indikator suhu (termometer) pada ruangan
Terbentur kursi monorel
J TS Rendah Pemasangan display
Tertarik baling-baling kipas
SJ B Tinggi Pemasangan dan perbaikan kawat penghalang pada sisi baling-baling
Tersetrum listrik SJ B Tinggi Sumber listrik diletakkan pada tempat tertutup, pemasangan tanda bahaya disekitar area (display)
Kebisingan J TS Rendah Penggunaan ear plug, meredam,
menyekat, pemindahan, pemeliharaan, penanaman pohon, peninggian tembok dan membuat bukit buatan
Keterangan :
P : Peluang/kemungkinan terjadinya bahaya; K : Konsekuensi terjadinya bahaya; SJ : Sangat jarang; J : Jarang; TS : Tidak signifikan; M : Minor; B : Bencana.
4.5.2. Penggilingan dan fermentasi
Unit penggilingan dan fermentasi terdiri dari 6 bahaya dengan 1 bahaya beresiko rendah, 3 bahaya beresiko sedang dan 2 bahaya beresiko tinggi. Pada unit bahaya yang paling banyak adalah bahaya yang beresiko sedang dan beresiko tinggi. Banyaknya resiko yang sedang dan tinggi disebabkan karena pada unit ini banyak menggunakan mesin yang cukup berbahaya serta kondisi lingkungan kerja yang kurang baik. Daftar bahaya pada unit penggilingan dan fermentasi dengan tingkat resiko serta pengendaliannya dapat dilihat pada Tabel 9.
Pengendalian yang dapat dilakukan pada unit ini meliputi pengendalian yang bersifat adminstraif. Pengendalian tersebut diantaranya berupa pembuatan standard operation procedure, penggunaan APD, serta pemasangan display.
Display untuk bahaya terjatuh dapat dilihat pada Lampiran 11. Salah satu penyebab terjadinya bahaya terjatuh adalah kurang baiknya penerangan sehingga perlu diperbaiki. Berdasarkan Keputusan Menteri No. 1405/Menkes/SK/XI/2002 Tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran dan Industri, agar pencahayaan memenuhi persyaratan kesehatan perlu dilakukan tindakan sebagai berikut :
a) Pencahayaan alam maupun buatan diupayakan agar tidak menimbulkan kesilauan dan memilki intensitas sesuai dengan peruntukannya.
b) Kontras sesuai kebutuhan, hindarkan terjadinya kesilauan atau bayangan. c) Untuk ruang kerja yang menggunakan peralatan berputar dianjurkan untuk
tidak menggunakan lampu neon.
d) Penempatan bola lampu dapat menghasilkan penyinaran yang optimum dan bola lampu sering dibersihkan dan bola lampu yang mulai tidak berfungsi dengan baik segera diganti.
Tabel 9. Daftar bahaya pada unit penggilingan dan fermentasi dengan tingkat resiko serta pengendaliannya
Bahaya P K Tingkat
resiko
Pengendalian
Terjepit J B Tinggi Pembuatan SOP
Terjatuh J Sd Sedang
Penggunaan safety shoes, display, perbaikan penerangan dan tangga
Tersetrum J Sd Sedang
Sumber listrik diletakkan pada tempat tertutup, display tanda peringatan berbahaya
Kebisingan J Sd Sedang
Penggunaan ear plug, meredam,
menyekat, pemindahan, pemeliharaan, penanaman pohon, peninggian tembok, membuat bukit buatan
Terpotong J B Tinggi Pembuatan SOP
Tergelincir J TS Rendah Penggunaan Safety shoes Keterangan :
P : Peluang/kemungkinan terjadinya bahaya; K : Konsekuensi terjadinya bahaya; J : Jarang; TS : Tidak signifikan; Sd : Sedang; B : Bencana
4.5.3. Pengeringan
Unit pengeringan terdiri dari 7 bahaya dengan 1 bahaya beresiko rendah, 3 bahaya beresiko sedang dan 3 bahaya beresiko tinggi. Tidak jauh berbeda dengan unit penggilingan dan fermentasi, bahaya yang banyak terjadi di unit pengeringan merupakan bahaya yang beresiko sedang dan tinggi. Banyaknya resiko sedang dan tinggi pada unit ini dikarenakan peralatan yang ada di ruangan pengeringan banyak yang sudah rusak sehingga dari kondisi tidak aman tersebut pekerja banyak melakukan tindakan tidak aman. Daftar bahaya pada unit pengeringan dengan tingkat resiko serta pengendaliannya dapat dilihat pada Tabel 10.
Tabel 10. Daftar bahaya pada unit pengeringan dengan tingkat resiko serta pengendaliannya
Bahaya P K Tingkat
resiko
Pengendalian Terjepit pintu
pengering J TS Rendah Pembuatan SOP
Terjatuh J B Tinggi Penggunaan sepatu boot (safety shoes), display
Terbakar J B Tinggi
Pemasangan APAR, display, penggunaan indikator suhu (termometer) pada ruangan dan pembuatan SOP
Kebisingan J B Tinggi
Penggunaan ear plug, meredam,
menyekat, pemindahan, pemeliharaan, penanaman pohon, peninggian tembok dan membuat bukit buatan
Terpapar panas J Sd Sedang
Penggunaan indikator suhu (termometer) pada ruangan, penggunaan sarung tangan anti panas dan pembuatan SOP Tergelincir J Sd Sedang Penggunaan safety shoes Mata terkena debu J Sd Sedang pemakaian eye protection, Keterangan :
P : Peluang/kemungkinan terjadinya bahaya; K: Konsekuensi terjadinya bahaya; J : Jarang; TS : Tidak signifikan; Sd : Sedang; B : Bencana; APAR : Alat Pemadam Api Ringan
Pengendalian yang dapat dilakukan pada unit ini pengendalian yang berupa engineering control, pengendalian administratif seperti penggunaan APD, SOP serta display. Display untuk bahaya terbakar dapat dilihat pada Lampiran 12. Idealnya pada unit ini dilakukan pengendalian yang berupa substitusi yaitu
mengganti peralatan yang menjadi sumber bahaya, namun untuk saat ini perusahaan belum bisa melakukan hal tersebut karena pengendalian tersebut membutuhkan biaya yang besar.
Salah satu bahaya yang beresiko tinggi adalah kebisingan. Kebisingan di unit ini beresiko tinggi hal itu dikarenakan ruangan pengeringan berada diantara ruang sortasi dan penggilingan. Sehingga ketika semua mesin berjalan ruangan pengeringan lebih bising dibandinkan dengan ruangan lainnya. Berdasarkan Keputusan Menteri No. 1405/Menkes/SK/XI/2002 Tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran dan Industri, agar kebisingan tidak mengganggu kesehatan atau membahayakan perlu diambil tindakan sebagai berikut :
a) Pengaturan tataletak ruang harus sedemikian rupa agar terhindar dari kebisingan.
b) Sumber bising dapat dikendalikan dengan beberapa cara antara lain: meredam, menyekat, pemindahan, pemeliharaan, penanaman pohon, peninggian tembok, membuat bukit buatan dan lain-lain.
c) Rekayasa peralatan (engineering control).
4.5.4. Sortasi dan Pengepakan
Sortasi dan pengepakan merupakan bagian produksi yang banyak menggunakan mesin. Pada unit terdapat 8 bahaya dengan 4 bahaya beresiko rendah, 3 bahaya beresiko sedang serta 1 bahaya beresiko tinggi. Pada unit bahaya yang paling banyak mempunyai tingkat resiko rendah. Bahaya tersebut berasal dari kebiasaan pekerja seperti melewati bagian bawah konveyor dan bahaya yang ditimbulkan oleh mesin seperti kebisingan. Daftar bahaya pada unit sortasi dan pengepakan dengan tingkat resiko serta pengendaliannya dapat dilihat pada Tabel 11.
Pengendalian yang dapat dilakukan pada bagian sortasi dan pengepakan secara garis besar hampir sama dengan bagian yang lainnya. Pengendalian tersebut dengan menggunakan subtitusi dengan mengganti peralatan yang rusak seperti kawat penghalang rantai atau van belt dan pengendalian secara administratif
seperti SOP, penggunaan APD dan display. Display untuk bahaya tersetrum dapat dilihat pada Lampiran 13, sedangkan SOP secara keseluruhan dapat dilihat pada Lampiran 14.
Tabel 11. Daftar bahaya pada unit sortasi dan pengepakan dengan tingkat resiko serta pengendaliannya
Bahaya P K Tingkat
resiko
Pengendalian
Terjepit rantai J Sd Sedang
Pembuatan SOP dan pemasangan kawat penghalang pada sisi rantai dan van belt Terhirup/pernapasan
(dust) J TS Rendah
Perbaikan sistem blower (kipas) untuk membuang debu dan penggunaan masker
Mata terkena debu S TS Sedang
Perbaikan dan penambahan sistem blower danpemakaian eye protection
Tertarik baling-baling
blower SJ B Tinggi
Pemasangan dan perbaikan kawat penghalang pada sisi baling-baling
Terbentur J TS Rendah Pemasangan display
Kebisingan Sd TS Rendah
Penggunaan ear plug, meredam,
menyekat, pemindahan, pemeliharaan, penanaman pohon, peninggian tembok dan membuat bukit buatan
Tertusuk J TS Rendah Penggunaan sarung tangan
Teresetrum J Sd Sedang
Sumber listrik diletakkan pada tempat tertutup dan pemasangan display tanda bahaya disekitar area
Keterangan :
P : Peluang/kemungkinan terjadinya bahaya; K: Konsekuensi terjadinya bahaya; SJ : Sangat jarang; J : Jarang; Sd : Sedang; TS : Tidak signifikan; Sd : Sedang; B Bencana;
Salah satu penyebab bahaya adalah timbulnya debu. Berdasarkan Keputusan Menteri No. 1405/Menkes/SK/XI/2002 Tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran dan Industri, agar kandungan debu di dalam udara ruang kerja industri memenuhi persyaratan kesehatan maka perlu dilakukan upaya-upaya sebagai berikut :
a) Pada sumber dilengkapi dengan penangkap debu (dust enclosure).
b) Untuk menangkap debu yang timbul akibat proses produksi, perlu dipasang ventilasi lokal (local exhauster) yang dihubungkan dengan cerobong dan dilengkapi dengan penyaring debu (filter).
c) Ruang proses produksi dipasang dilusi ventilasi (memasukkan udara segar).
4.6. Faktor-Faktor Keselamatan dan Kesehatan Kerja (Safety Psychology) 4.6.1. Pelatihan dan Pendidikan Keselamatan dan Kesehatan Kerja
Pelatihan dan pendidikan Keselamatan dan Kesehatan Kerja merupakan salah satu faktor yang diperlukan oleh para pekerja untuk melakukan tugasnya dengan baik dan aman. Adanya pelatihan dan pendidikan K3 yang diberikan oleh pihak perusahaan akan membuat para pekerja bekerja lebih berhati-hati serta mereka dapat melindungi diri dari bahaya-bahaya yang ada sehingga kecelakaan kerja dapat dihindari.
Menurut Notoatmodjo (2003), pendidikan dan pelatihan merupakan upaya untuk mengembangkan sumberdaya manusia terutama untuk mengembangkan kemampuan intelektual dan kepribadian manusia. Pendidikan pada umumnya berkaitan dengan mempersiapkan calon tenaga profesional yang diperlukan oleh suatu instansi atau organisasi, sedangkan pelatihan lebih berkaitan dengan peningkatan kemampuan atau keterampilan karyawan yang sudah menduduki suatu pekerjaan atau tugas tertentu.
Pelatihan dan pendidikan yang dimaksud dalam penelitian ini adalah pendidikan dan pelatihan yang berkaitan dengan Keselamatan dan Kesehatan Kerja. Pendidikan dan pelatihan tersebut meliputi pelatihan K3 untuk pekerjaan-pekerjaan yang berbahaya, pelatihan penggunaan alat keselamatan kerja dan pelatihan mengenai Pertolongan Pertama Pada Kecelakaan. Hasil jawaban responden mengenai pelatihan dan pendidikan K3 dapat dilihat pada Tabel 12.
Pernyataan No. 1, 2, 3 dan 5 merupakan macam-macam pelatihan dan pendidikan yang dilakukan oleh perusahaan, sedangkan pernyataan No. 4 merupakan pernyataan tentang manfaat dari adanya pelatihan dan pendidikan. Dari Tabel 12.
Dapat dilihat bahwa sebagian responden yaitu sekitar kurang dari 55% menyetujui bahwa perusahaan telah melakukan pelatihan dan pendidikan Keselamatan dan Kesehatan Kerja (K3). Sementara itu, sekitar 42% dari responden menyatakan bahwa perusahaan tidak pernah mengadakan pendidikan dan pelatihan K3.
PT. Sinar Inesco pernah mengadakan pendidikan dan pelatihan mengenai K3. Hanya saja waktunya tidak kontinyu dan jarang dilakukan sehingga tidak semua pekerja mengetahui pernah diadakan pelatihan dan pendidikan tentang keselamatan kerja. Karena jarangnya dilakukan, ada kemungkinan para pekerja yang baru tidak mengetahui program tersebut.
Tabel 12. Hasil jawaban responden mengenai pelatihan dan pendidikan K3 Persentase Skor Nilai (%) No Pernyataan
STS TS N S SS
1
Perusahaan mengadakan pendidikan dasar bagi para pegawai
20,83 12,50 12,50 33,33 20,83
2
Perusahaan mengadakan pelatihan K3 untuk pelaksanaan pekerjaan yang berpotensi bahaya
16,67 25,00 12,50 29,17 16,67
3 Perusahaan mengadakan pelatihan
khusus untuk para mandor 16,67 16,67 25,00 29,17 12,50 4 Anda merasakan manfaat dari
pendidikan dan pelatihan K3 0,00 4,17 20,83 54,17 20,83
5
Perusahaan mengadakan pelatihan mengenai pertolongan pertama saat kecelakaan (P3K)
16,67 25,00 4,17 27,50 16,67
Keterangan :
STS : Sangat tidak setuju; TS : Tidak setuju; N : Netral; S : Setuju; SS : Sangat setuju.
Berdasarkan hasil tabulasi jawaban responden, dapat diketahui sebanyak 75% responden menyatakan menyetujui bahwa mereka merasakan manfaat dari pendidikan dan pelatihan yang diadakan oleh perusahaan. Manfaat yang didapatkan oleh para pekerja adalah timbulnya rasa ketenangan dalam bekerja karena mereka sudah mempunyai pengetahuan tentang Keselamatan dan Kesehatan Kerja sehingga tahu apa yang harus dilakukan ketika ada bahaya yang menimpa para pekerja.
Cascio (1998) yang dikutip oleh Ilham (2002) mengatakan bahwa kecelakaan kerja sering terjadi karena para pekerja tidak memiliki alat vital untuk melindungi diri mereka yaitu informasi dan pengetahuan. Dengan adanya pendidikan dan pelatihan Keselamatan dan Kesehatan Kerja yang diadakan oleh perusahaan, diharapakan mampu memberikan informasi dan pengetahuan kepada para pekerja sehingga mereka dapat melindungi diri mereka dari setiap bahaya serta kecelakaan kerja dapat dihindari.
4.6.2. Publikasi Keselamatan dan Kesehatan Kerja
PT. Sinar Inesco merupakan industri pengolahan teh yang mempunyai tingkat bahaya dan resiko kecelakaan yang bervariasi pada kegiatan produksinya. Tingkat resiko yang dimiliki oleh PT. Sinar Inesco meliputi resiko rendah, sedang, dan tinggi. Publikasi yang dimaksud dalam penelitian ini adalah hal-hal yang berkenaan dengan pemberian informasi mengenai keselamatan kerja. Adanya tanda-tanda atau display mengenai Keselamatan dan Kesehatan Kerja di lingkungan kerja bertujuan untuk melindungi para pekerja agar terhindar dari bahaya dan kecelakaan kerja. Publikasi K3 yang terdapat di PT. Sinar Inesco berupa larangan-larangan, seperti larangan merokok, membuang sampah sembarangan, naik ke atas trough, serta peringatan bahaya tegangan tinggi pada instalasi listrik. Hasil dari jawaban responden mengenai Publikasi Keselamatan dan Kesehatan Kerja dapat dilihat pada Tabel 13.
Berdasarkan hasil jawaban responden mengenai publikasi K3 sekitar 66,67% responden menyatakan bahwa perusahaan telah melakukan sosialisasi program Keselamatan dan Kesehatan Kerja (K3). Hal ini menunjukkan bahwa sebagian besar karyawan mengetahui bahwa perusahaan telah melakukan sosialisasi program K3 nya. Responden yang menyatakan ragu-ragu serta yang menyatakan perusahaan tidak melakukan sosialisasi program K3, kemungkinan besar responden tersebut merupakan karyawan baru. Selain itu, PT. Sinar Inesco melakukan sosialisasi program K3 tidak secara berkala sehingga ada kemungkinan para pekerja lupa.
Tabel 13. Hasil jawaban responden mengenai publikasi K3
Persentase Skor Nilai (%) No Pernyataan
STS TS N S SS
1 Perusahaan telah melakukan
sosialisasi tentang program K3 0,00 16,67 16,67 54,17 12,50
2
Perusahaan telah melakukan sosialisasi tentang penggunaan Alat perlindungan Diri
4,17 8,33 12,50 45,83 29,17
3
Perusahaan telah melakukan sosialisasi tentang penggunaan alat pemadam kebakaran (APAR)
0,00 12,50 12,50 37,50 37,50
4
Perusahaan telah melakukan sosialisasi tentang prosedur keselamatan kerja untuk pelaksanaan pekerjaan yang berpotensi bahaya
4,17 8,33 8,33 54,17 25,00
5 Pemasangan tanda peringatan di
tempat yang berpotensi bahaya 4,17 0,00 4,17 66,67 25,00
6
Di lingkungan perusahaan terdapat pesan-pesan tentang keselamatan kerja
4,17 4,17 4,17 66,67 20,83
7 Perusahaan memberikan informasi
tentang tingkat bahaya pekerjaan 4,17 20,83 12,50 29,17 33,33 Keterangan :
STS : Sangat tidak setuju; TS : Tidak setuju; N : Netral; S : Setuju; SS : Sangat setuju
Sebanyak 75% responden menyatakan bahwa perusahaan telah melakukan sosialisasi tentang penggunaan Alat pelindung Diri. Berdasarkan data tersebut dapat dilihat bahwa sebagian besar karyawan mengetahui adanya sosialisasi tentang penggunaan APD. Perusahaan melakukan sosialisasi penggunaan Alat Pelindung Diri pada waktu karyawan masuk kerja pertama kali. Alat Pelindung Diri yang banyak digunakan oleh karyawan adalah masker dan sarung tangan.
Hampir sebagian besar responden yaitu sekitar 75% menyatkan bahwa perusahaan telah melakukan sosialisasi tentang penggunaan APAR. PT. Sinar Inesco melakukan sosialisasi tentang penggunaan APAR karena dalam kegiatan produksinya ada resiko kebakaran. Alat Pemadam Api Ringan ditempatkan di beberapa tempat yang mempunyai resiko terjadi kebakaran seperti di ruang generator, ruang pelayuan, ruang pengeringan, penggilingan dan sortasi. Hanya
saja untuk ruang pengeringan, penggilingan, serta sortasi APAR-nya belum dipasang kembali karena telah digunakan.
Berdasarkan tabulasi hasil jawaban responden juga dapat dilihat bahwa 79,17% responden menyatakan bahwa perusahaan telah melakukan sosialisasi tentang prosedur keselamatan kerja untuk pelaksanaan pekerjaan yang berpotensi bahaya. Pekerjaan yang berpotensi bahaya tinggi pada umumnya pekerjaan yang menggunakan mesin. Pekerja yang mengoperasikan mesin merupakan pekerja yang sudah berpengalaman karena massa kerjanya sudah lama. Kecelakaan terjadi biasanya diakibatkan oleh kelalaian pekerja ketika mengoperasikan mesin.
Lebih dari 90% responden menyatakan bahwa di lingkungan kerja ada pemasangan tanda-tanda peringatan di tempat yang berpotensi bahaya, sedangkan untuk pesan-pesan tentang keselamatan kerja 87,5% responden menyatakan ada. Tanda-tanda peringatan dan pesan keselamatan kerja tersebut dipasang di beberapa tempat seperti ruang pelayuan, sortasi, penggilingan, dan pengeringan. Pada awalnya PT. Sinar Inesco banyak memasang tanda-tanda peringatan, namun saat ini tanda-tanda tersebut sudah banyak yang tidak terpasang karena ada beberapa pekerja yang mencopot tanda tersebut. Salah satu tanda peringatan yang digunakan di ruang pelayuan dapat dilihat pada Gambar 15.
Gambar 15. Publikasi K3 yang Ada di ruang pelayuan
Sekitar 62,50% responden menyatakan bahwa perusahaan memberikan informasi tentang tingkat bahaya pekerjaan. Perusahaan telah memberikan informasi mengenai tingkat bahaya pekerjaan untuk setiap bagian produksi. Hal tersebut dapat dilihat dengan adanya beberapa publikasi K3 yang menyatakan tentang
tingkat bahaya. Adanya responden yang ragu-ragu dan tidak tahu kemungkinan besar tidak mengikuti pelatihan yang diadakan oleh perusahaan dan tidak memperhatikan publikasi K3 yang ada.
4.6.3. Kontrol Lingkungan Kerja
Adanya kontrol lingkungan kerja bertujuan agar lingkungan kerja tersebut aman dan nyaman sehingga tingkat kecemasan dari karyawan akan menurun serta karyawan dapat bekerja secara optimal. Kontrol lingkungan kerja yang dibahas di sini meliputi suhu ruangan, kondisi ventilasi, pendingin, penerangan dan ketersediaan alat Pertolongan Pertama Pada Kecelakaan (P3K). Selain itu, pemeriksaan APD, perbaikan instalasi/peralatan kerja serta pemeriksaan kesehatan. Hasil jawaban responden mengenai kontrol lingkungan kerja dapat dilihat pada Tabel 14.
Tabel 14. Hasil jawaban responden mengenai kontrol lingkungan kerja Persentase Skor Nilai (%) No Pernyataan
STS TS N S SS
1 Suhu ruangan cukup baik 0,00 4,17 16,67 54,17 25,00 2 Kondisi ventilasi, pendingin,
penerangan cukup baik 0,00 0,00 12,50 58,33 29,17 3 Pemeriksaan kesehatan secara
berkala 8,33 16,67 12,50 41,67 20,83
4 Pemeriksaan kondisi APD, APAR,
sistem hidrant secara berkala 4,17 4,17 20,83 41,67 29,17 5 Perusahaan menyediakan P3K 0,00 8,33 12,50 50,00 29,17 6 Kontrol sumber resiko di tempat
kerja dan lingkungan 0,00 4,17 16,67 58,33 20,83
7
Perbaikan/mengganti instalasi, ruang kerja, dan peralatan kerja yang menimbulkan bahaya jika teridentifikasi memiliki potensi bahaya
0,00 0,00 12,50 58,33 29,17
Keterangan :
STS : Sangat tidak setuju; TS : Tidak setuju; N : Netral; S : Setuju; SS : Sangat setuju.
Berdasarkan Tabel 14, didapat bahwa 79,17% responden menyatakan suhu ruangan yang ada di lingkungan kerja cukup baik. Suhu ruangan yang ada di lingkungan kerja PT. Sinar Inesco dapat dikategorikan cukup baik. Hal tersebut
dikarenakan ada beberapa bagian ruangan yang terbuka sehingga udara dari luar dapat masuk. Selain itu, letak pabrik yang berada di pegunungan membuat suhu ruangan di sekitar lingkungan kerja berkisar antara 24-25 °C. Suhu tersebut masih dalam kategori normal berdasarkan Keputusan Menteri Kesehatan RI No. 261 Tahun 1998 yang mensyaratkan lingkungan kerja harus mempunyai rentang suhu 18-30 °C. Tetapi ada juga ruangan yang bersuhu lebih dari 25 °C yaitu ruangan pengeringan.
Sekitar 87,50% responden menyatakan bahwa ventilasi, pendingin, serta penerangan yang ada di lingkungan kerja cukup. Adanya ventilasi, pendingin dan penerangan yang baik dapat memberikan perasaan yang aman dalam melakukan pekerjaan serta dapat menghindari timbulnya kecelakaan kerja. Ventilasi, pendingin, dan penerangan yang ada di lingkungan kerja masih berfungsi dengan baik sehingga para karyawan tidak mengeluh tentang kondisi tersebut.
Sebanyak 62,50% responden berpendapat bahwa perusahaan melakukan pemeriksaan secara berkala. Bervariasinya jawaban responden tersebut dikarenakan para pekerja tidak dapat membedakan pemerikasaan kesehatan yang merupakan program perusahaan dan pemeriksaan kesehatan yang merupakan fasilitas yang disediakan oleh perusahaan bagi karyawan yang sakit atau mengalami kecelakaan kerja.
Berdasarkan hasil jawaban responden mengenai pemeriksaan kondisi APD, APAR serta sistem hidrant diketahui bahwa 70,84 % menyatakan perusahaan melakukan pemeriksaan terhadap alat tersebut. PT. Sinar Inesco melakukan pengecekan terhadap alat-alat keselamatan kerja khususnya alat keselamatan kerja yang vital seperti APAR. Perusahaan juga melakukan pemeriksaan terhadap Alat Perlindungan Diri yang dipakai oleh karyawan, namun jika ada APD yang rusak terkadang karyawan sendiri yang membelinya. APAR yang digunakan di PT. Sinar Inesco dapat dilihat pada Gambar 16.
Sebagian besar responden yaitu sekitar 79,10 % menyatakan bahwa perusahaan menyediakan perlengkan Pertolongan Pertama Pada Kecelakaan. Perlengkapan P3K sangat diperlukan sebagai alat bantuan pertama atau pertolongan minimalis
ketika terjadi kecelakan kerja di tempat kerja. Idealnya perlengkapan P3K ada di setiap ruangan, namun PT. Sinar Inesco hanya menyediakan perlengkapan P3K di kantor yaitu di atas ruang produksi. Perlengkapan P3K yang disediakan meliputi kapas, kain kasa, betadine, obat gosok, serta obat-obatan ringan lainnya. Berdasarkan Peraturan Menteri Tenaga Kerja dan Transmigrasi Republik Indonesia No: Per-15/Men/VIII/2008 tentang Pertolongan Pertama Pada Kecelakaan di tempat kerja, jenis kotak P3K yang harus disediakan untuk tenaga kerja 100 orang atau lebih adalah 1 kotak jenis C atau 2 kotak B, atau 4 kotak A, atau 1 kotak B dan 2 kotak A. Setiap jenis kotak P3K dapat dilihat pada Lampiran 15.
Gambar 16. Alat Pemadam Api Ringan yang ada di ruang pelayuan
Mayoritas responden yaitu sekitar 79,16% menyatakan bahwa ada kontrol sumber resiko di lingkungan kerja. Alat kontrol sumber resiko yang ada di lingkungan kerja meliputi termometer dan higrometer. Termometer merupakan alat untuk mengukur suhu, sedangkan higrometer digunakan untuk mengukur kelembaban ruangan atau Relative Humidity. Selain sebagai alat kontrol lingkungan kerja, termometer dan higrometer juga berfungsi sebagai pengontrol proses khususnya untuk bagian penggilingan dan pelayuan.
Sekitar 87,50 % responden menyatakan bahwa perusahaan melakukan perbaikan atau mengganti instalasi ruang kerja, dan peralatan kerja yang menimbulkan bahaya jika teridentifikasi memiliki potensi bahaya. Perusahaan senantiasa mengecek peralatan-peralatan kerja khususnya mesin agar tidak menimbulkan bahaya bagi para pekerja. Bahkan untuk mengecek dan perbaikan peralatan ada
bagian khusus yang ditunjuk yaitu bagian teknik. Adanya responden yang menjawab ragu-ragu dikarenakan responden tersebut kurang memperhatikan atau responden tersebut tidak puas dengan perbaikan yang telah dilakukan oleh perusahaan.
4.6.4. Pengawasan dan Disiplin
Pengawasan keselamatan kerja (safety inspection) sangat penting dilakukan secara teratur untuk mengetahui sedini mungkin sumber-sumber bahaya potensial yang mungkin dapat menyebabkan kecelakaan kerja dan menggangu kesehatan kerja. Selain pengawasan, disiplin juga merupakan hal penting yang harus diperhatikan oleh perusahaan. Adanya pengawasan terhadap lingkungan kerja serta perilaku kerja dapat mencegah terjadinya kecelakaan kerja. Pengawasan dan disiplin yang dibahas disini meliputi pengecekan terhadap alat-alat yang digunakan seperti APD, alat-alat K3, pemberlakuan peraturan dan sistem sanksi, serta mengenai kelembagaan K3 dan audit internal maupun eksternal untuk penerapan K3 yang ada di PT. Sinar Inesco. Hasil jawaban responden mengenai pengawasan dan disiplin dapat dilihat pada Tabel 15.
Tabel 15. Hasil jawaban responden mengenai pengawasan dan disiplin Persentase Skor Nilai (%) No Pernyataan
STS TS N S SS 1 Pengecekan terlebih dahulu
alat-alat sebelum digunakan 4,17 4,17 0,00 66,67 20,83 2 Kewajiban penggunaan APD 4,17 4,17 25,00 41,67 25,00 3 Pengecekan alat-alat K3 secara
berkala 4,17 8,33 8,33 58,33 20,83
4 Pemberlakuan peraturan dan
pemberian sanksi 16,67 12,50 16,67 41,67 8,33 5 Memberikan pengawasan terhadap
bahan-bahan berbahaya 4,17 4,17 16,67 54,17 20,83 6 Perusahaan mempunyai peraturan 4,17 4,17 12,50 54,17 25,00 7 Ada departemen khusus yang
menangani K3 4.17 16,67 8,33 45,83 25,00
8 Ada audit internal dan eksternal
terhadap pelaksanaan K3 0,00 25,00 20,83 41,67 12,50 Keterangan :
STS : Sangat tidak setuju; TS : Tidak setuju; N : Netral; S : Setuju; SS : Sangat setuju.
Sebagian besar responden yaitu sekitar 87,50% menyatakan bahwa perusahaan senantiasa mengecek terlebih dahulu alat-alat sebelum digunakan. Pengecekan alat-alat sangat diperlukan agar ketika alat tersebut beroperasi tidak ada masalah sehingga proses produksi berjalan dengan lancar dan potensi kecelakaan kerja dapat dikurangi. Pengecekan tersebut biasanya dilakukan oleh pekerja di bagiannya masing-masing.
Sebanyak 66,67% responden menyatakan bahwa di lingkungan kerjanya terdapat kewajiban menggunakan APD. Alat Pelindung Diri berfungsi untuk melindungi para pekerja dari berbagai macam bahaya dan polusi sehingga dapat mengurangi penyakit akibat kerja. Untuk mendukung program tersebut perusahaan menyediakan APD bagi para pekerja, namun jika ada APD yang rusak tidak semuanya diganti oleh perusahaan. Hal itu tergantung dari usaha pekerja untuk melobi pihak manajemen perusahaan. APD yang disediakan oleh perusahaan sebagian besar berupa masker dan sarung tangan.
Sebagai bentuk dari tanggung jawab perusahaan terhadap keselamatan dan kesehatan kerja karyawan, perusahaan melakukan pengecekan tehadap alat-alat K3 seperti Alat Pemadam Api Ringan dan Alat Perlindungan Diri. Dari Tabel 15. dapat dilihat sekitar 79,16% dari responden menyatakan bahwa perusahaan melakukan pengecekan terhadap alat-alat K3. PT. Sinar Inesco melalui bagian teknik telah melakukan pengecekan terhadap alat-alat K3, namun pengecekan tersebut belum terjadwal sehingga ada beberapa alat K3 yang belum diperbaiki sampai sekarang.
Berdasarkan Tabel 15, diketahui bahwa 50% responden menyatakan bahwa ada pemberlakuan peraturan dan pemberian sanksi. Demikian juga dengan pernyataan No. 6 yang menyatakan bahwa perusahaan mempunyai peraturan, hampir sebagian responden yaitu sekitar 79,17% menyatakan perusahaan mempunyai peraturan. PT. Sinar Inesco mempunyai peraturan mengenai Keselamatan dan Kesehatan Kerja karyawan, namun peraturan tersebut tidak banyak diketahui oleh para pekerja dan belum tersosialisasi dengan baik. Separuh dari para pekerja tidak mengetahui adanya peraturan tersebut, hal itu dikarenakan sebagian besar dari peraturan tersebut tidak secara tertulis. Pemberian sanksi terhadap para pekerja
yang melanggar peraturan juga tidak tegas sehingga banyak pekerja yang melakukan pelanggaran peraturan dan mengulanginya kembali.
PT. Sinar Inesco belum mempunyai departemen khusus yang menangani Keselamatan dan Kesehatan Kerja. Selain itu, dari segi manajemennya pun belum ada kelembagaannya. Berdasarkan jawaban responden, 70,83% menyatakan bahwa perusahaan mempunyai departemen khusus yang menangani K3. Sebagian responden menganggap bahwa balai kesehatan karyawan merupakan departemen khusus yang menangani K3.
Pernyataan yang terakhir, mengenai adanya audit internal dan eksternal terhadap pelaksanaan K3 sebagian responden yaitu sekitar 54,17% menyatakan ada. Audit eksternal pelaksanaan K3 pada PT. Sinar Inesco dilakukan oleh Dinas Ketenagakerjaan dan Transmigrasi pemerintah setempat. Hanya saja audit tersebut terkadang hanya sebatas pemberian laporan dari pihak perusahaan dan tidak sampai ke tahap evaluasi program, sedangkan untuk audit internalnya belum terjadwal secara berkala. Sehingga sampai saat ini PT. Sinar Inesco belum mempunyai sertifikat K3.
4.6.5. Peningkatan Kesadaran K3
Program-program Keselamatan dan Kesehatan Kerja akan bekerja sangat baik jika didukung dengan iklim yang positif. Adanya iklim yang mendukung ini akan sangat membantu pelaksanaan program K3 di perusahaan. Salah satu iklim yang mendukung adalah terbentuknya kesadaran di setiap komponen perusahaan untuk melaksanakan K3. Hasil jawaban responden mengenai faktor peningkatan kesadaran K3 dapat dilihat pada Tabel 16.
Sebagian besar responden yaitu 91,67% berpendapat bahwa perusahaan memberikan perhatian yang besar terhadap masalah K3. Salah satu bentuk perhatian perusahaan terhadap masalah Keselamatan dan Kesehatan Kerja adalah dengan disediakannya berbagai macam alat keselamatan kerja seperti APD dan APAR. Selain itu, perusahaan juga menyediakan fasilitas kesehatan berupa Balai Kesehatan beserta dokter yang siap melayani pekerja jika ada yang mengalami
kecelakaan kerja atau sakit. Bentuk perhatian lain yang diberikan oleh perusahaan adalah dengan menawarkan Asuransi Tenaga Kerja (ASTEK) bagi pekerja yang berminat.
Tabel 16. Hasil jawaban responden mengenai peningkatan kesadaran K3 Persentase Skor Nilai (%) No Pernyataan
STS TS N S SS
1 Perusahaan memberikan perhatian
yang besar terhadap masalah K3 0,00 0,00 8,33 66,67 25,00 2 Perusahaan menempatkan K3
sebagai prioritas utama 0,00 0,00 16,67 58,33 25,00
3
Perusahaan sangat memperhatikan keselamatan dan kesehatan kerja anda
0,00 0,00 8,33 62,50 29,17
4 Memiliki motivasi yang baik untuk
melaksanakan K3 0,00 4,17 0,00 66,67 29,17
5
Perusahaan menginginkan masukan-masukan dari anda terkait dengan masalah K3
4,17 12,50 8,33 54,17 20,83
Keterangan :
STS : Sangat tidak setuju; TS : Tidak setuju; N : Netral; S : Setuju; SS : Sangat setuju.
Berdasarkan Tabel 16. diketahui bahwa 83,33% responden berpendapat bahwa perusahaan menempatkan K3 sebagai prioritas utama. Begitupun dengan pernyataan perusahaan sangat memperhatikan keselamatan dan kesehatan kerja, 91,69% responden menyatakan setuju. Salah satu alasan sebagian responden menyatakan setuju adalah dengan melihat fasilitas kesehatan yang disediakan oleh perusahaan. Responden berpendapat bahwa fasilitas tersebut merupakan bukti perusahaan memprioritaskan dan memberikan perhatian terhadap K3 para pekerjanya.
Hampir seluruh responden yaitu sekitar 95,84% menyatakan bahwa mereka memiliki motivasi yang baik untuk melaksanakan Keselamatan dan Kesehatan Kerja. Pekerja memahami bahwa dengan melaksanakan K3 akan mencegah terjadinya kecelakaan kerja sehingga motivasi yang baik perlu ditumbuhkan. Adanya responden yang tidak memiliki motivasi dalam melaksanakan K3 kemungkinan dalam bekerjanya ceroboh sehingga peluang terjadinya kecelakaan kerja tinggi. Tidak adanya motivasi untuk melaksanakan K3 bisa disebabkan
karena pekerja tersebut tidak memahami pentingnya Keselamatan dan Kesehatan Kerja baik bagi dirinya maupun bagi orang lain. Untuk menumbuhkan motivasi tersebut, perusahaan dapat memberikan pendidikan dan pelatihan mengenai K3 bagi para pekerja.
Sebanyak 75% responden berpendapat bahwa perusahaan menginginkan adanya masukan-masukan dari pekerja terkait masalah K3. Masukan-masukan mengenai K3 sangat diharapkan oleh perusahaan agar program K3 yang dibuat sejalan dengan kebutuhan pekerja. Perusahaan menerima masukan dari pekerja baik secara tertulis maupun secara lisan. Selain itu, untuk menyalurkan aspirasi pekerja baik dalam masalah K3 ataupun yang lainnya dapat menggunakan serikat pekerja yang ada di perusahaan.