2.1. Sistem Produksi
Proses produksi dapat didefinisikan sebagai serangkaian kegiatan yang membuat, mengolah, ataupun merubah sekumpulan masukan (input) menjadi sejumlah keluaran (output) yang memiliki nilai tambah (added value). Proses pengolahan dan perubahan yang dilakukan dapat secara fisik maupun non fisik, dimana perubahan tersebut dilakukan pada bentuk, dimensi maupun sifat-sifatnya.
Sedangkan nilai tambah yang dimaksudkan dalam hal ini adalah segala sesuatu yang berasal dari output yang menambah nilai kegunaan atau fungsional dan nilai ekonomisnya.
Proses pengolahan dan perubahan yang memberikan nilai tambah terhadap produk selalu melibatkan komponen struktural dan fungsional dimana komponen-komponen tersebut terintegrasi menjadi sebuah sistem yang disebut sistem produksi. Komponen struktural yang membentuk sistem produksi meliputi bahan (material), mesin dan peralatan, tenaga kerja, modal, energi, informasi, tanah, dan sebagainya. Sedangkan komponen fungsional dalam sistem produksi adalah supervisi, perencanaan, pengendalian, koordinasi, dan kepemimpinan.
Sistem produksi memiliki beberapa karakteristik sebagai berikut (Vincent Gasperz, Production Planning and Inventory Control 2004) :
1. Mempunyai komponen-komponen atau elemen-elemen yang saling berkaitan satu sama lain dan membentuk satu kesatuan yang utuh. Hal ini berkaitan dengan komponen struktural yang membangun sistem produksi itu.
2. Mempunyai tujuan yang mendasari keberadaannya, yaitu menghasilkan produk (barang dan/atau jasa) berkualitas yang dapat dijual dengan harga kompetitif di pasar.
3. Mempunyai aktivitas berupa proses transformasi nilai tambah input menjadi output secara efektif dan efisien.
4. Mempunyai mekanisme yang mengendalikan pengoperasiannya, berupa optimalisasi pengalokasian sumber-sumber daya.
Proses pengolahan dan perubahan dalam sistem produksi tersebut memiliki strategi dalam merespon permintaan konsumen. Strategi dalam merespon permintaan konsumen tersebut terbagi dalam lima kategori yaitu sebagai berikut:
1. Design to order
Strategi ini disebut juga engineer to order. Dalam strategi ini, perusahaan tidak membuat produk sebelumnya karena produk baru akan didesain atau diproduksi setelah ada permintaan dari pelanggan sehingga perusahaan tidak memiliki sistem inventory. Contoh perusahaan yang menggunakan strategi ini adalah perusahaan yang menghasilkan produk berupa kapal, komputer khusus untuk keperluan militer, gedung bertingkat, jembatan, dan sebagainya.
2. Make to order
Perusahaan industri yang memilih strategi make to order hanya mempunyai desain produk dan beberapa material standar dalam sistem inventori dari produk- produk yang telah dibuat sebelumnya. Proses pembuatan produk bersifat khusus dan disesuaikan dengan setiap pesanan dari pelanggan serta dimulai ketika pelanggan menspesifikasikan produk yang dipesan. Dalam hal ini produsen dapat membantu pelanggan untuk menyiapkan spesifikasi sesuai dengan kebutuhan pelanggan dan penawaran harga serta waktu penyerahan berdasarkan atas permintaan pelanggan tersebut.
3. Assemble to order
Perusahaan yang menggunakan strategi ini akan memiliki inventori yang terdiri dari semua sub-assemblies atau modul-modul. Ketika pelanggan memesan produk, maka perusahaan secara cepat melakukan perakitan terhadap modul- modul tersebut dan mengirimkan dalam bentuk produk jadi kepada pelanggan.
Perusahaan dengan strategi ini contohnya adalah perusahaan otomotif, komputer komersial, dan sebagainya.
4. Make to stock
Perusahaan yang menggunakan strategi make to stock akan memiliki inventori yang terdiri dari produk jadi dan material. Perusahaan membuat produk tanpa menunggu pesanan dari pelanggan karena perusahaan membuat produk tersebut untuk disimpan dalam inventori yang selanjutnya apabila ada pesanan dari
pelanggan maka produk jadi dapat lengsung dikirim. Perusahaan dengan strategi ini contohnya adalah perusahaan pakaian, peralatan rumah tangga, mainan anak- anak, dan sebagainya.
5. Make to demand
Perusahaan yang menggunakan strategi make to demand memiliki respon terhadap permintaan yang fleksibel. Dalam strategi make to demand, desain, bahan baku, produk akhir dapat disimpan dalam inventori tetapi tetap memperhatikan keefektifan dan keefisienan sistem inventori tersebut. Perusahaan dengan strategi ini contohnya adalah perusahaan dengan produk yang memiliki life cycle.
2.2. Pengukuran Waktu Baku dengan Time Study
Time study merupakan pengukuran waktu tiap elemen kerja dengan menggunakan stopwatch, dan metode ini cocok untuk pekerjaan yang sifatnya repetitive atau yang sifatnya berulang dan pasti. Adapun langkah-langkah pengukuran dengan menggunakan metode time study adalah :
1. Membagi elemen-elemen proses yang terjadi.
2. Melakukan pengambilan data per elemen proses.
3. Melakukan pengujian pada data yang telah diambil
4. Menghitung waktu baku dari waktu proses yang telah diuji tersebut.
2.2.1. Waktu Baku
Waktu Siklus (Ws) merupakan waktu rata-rata dari penyelesaian sebuah aktivitas/elemen kegiatan. Waktu Normal (Wn) merupakan waktu yang dibutuhkan oleh seseorang yang bekerja secara normal untuk menyelesaikan pekerjaannya, tanpa mempertimbangkan adanya allowance. Waktu baku (Wb) merupakan waktu yang dapat dijadikan sebagai acuan antara pekerja yang satu dengan lainnya untuk menyelesaikan sebuah pekerjaan dengan kecepatan kerja yang normal dalam elemen operasi yang sejenis, dalam waktu baku sudah tercakup allowance/delay time. Berikut ini rumus-rumus yang digunakan dalam perhitungan waktu baku :
Ws= N xi
……… (2.1)
Wn = Ws X Performance rating………. (2.2) Wb = Wn X ⎜⎜⎝⎛
[
100%− Allowance%]
⎟⎟⎠⎞%
100 ……….. (2.3)
Output baku (Ob) = Wb
1 …..……….. (2.4)
2.2.2. Performance rating
Merupakan suatu konstanta yang dikalikan dengan waktu normal (Wn), dengan tujuan untuk menormalkan seorang operator yang bekerja secara tidak wajar baik terlalu cepat/lambat. P =1 = 100% disebut normal, P <1 = P<100%
disebut lambat, P >1 =P>100% disebut cepat.
Dalam menentukan performance rating digunakan Sistem Rating Westinghouse yang meliputi :
1. Skill : kecakapan dalam mengerjakan tugas-tugas yang diberikan dan lebih lanjut berhubungan dengan pengalaman, ditunjukan dengan koordinasi yang baik antara pikiran dan tangan .
2. Effort : Kemampuan bekerja secara efektif, yang ditunjukan oleh kecepatan pada tingkat kemampuan yang dimiliki dan dapat dikontrol pada tingkat yang tinggi oleh operator. Sangat dipengaruhi dari motivasi kerja yang ada pada masing-masing pribadi.
3. Condition : meliputi kondisi lingkungan fisik tempat bekerja , seperti pencahayaan , temperatur dan tingkat kebisingan.
4. Consistensy : dikatakan perfect jika waktu penyelesain tetap setiap saat.
Adapun penjelasan lebih lanjut dari masing-masing kelas di atas untuk penentuan kelas yang tepat untuk masing-masing kategori adalah sebagai berikut:
1. Ketrampilan (Skill)
♦ Superskill
1. Secara bawaan cocok sekali dengan pekerjaannya.
2. Bekerja secara sempurna.
3. Tampak seperti telah terlatih dengan baik.
4. Gerak-gerakannya halus tetapi sangat cepat sehingga sulit untuk diikuti.
5. Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin.
6. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau terlihat karena lancarnya.
7. Tidak terkesan adanya gerakan-gerakan berpikir dan merencanakan tentang apa yang dikerjakan (sudah sangat otomatis)
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja yang baik
♦ Excellent Skill
1. Percaya pada diri sendiri
2. Tampak cocok dengan pekerjaannya 3. Terlihat telah terlatih dengan baik
4. Bekerjanya teliti dengan tidak banyak melakukan pengukuran-pengukuran atau pemeriksaan-pemeriksaan
5. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa kesalahan
6. Menggunakan peralatan dengan baik
7. Bekerjanya cepat tanpa mengorbankan mutu 8. Bekerjanya cepat tetapi halus
9. Bekerja berirama dan terkoordinasi
♦ Good Skill
1. Kualitas hasil baik
2. Bekerjanya tampak lebih baik daripada kebanyakan pekerjaan pada umumnya.
3. Dapat memberi petunjuk-petunjuk pada pekerja lain yang ketrampilannya lebih rendah.
4. Tampak jelas sebagai pekerja yang cakap.
5. Tidak memerlukan banyak pengawasan.
6. Tiada keragu-raguan.
7. Bekerjanya “stabil”.
8. Gerakan-gerakannya terkoordinasi dengan baik.
9. Gerakan-gerakannya cepat.
♦ Average Skill
1. Tampak adanya kepercayaan pada diri sendiri.
2. Gerakannya cepat tetapi tidak lambat.
3. Terlihat adanya pekerjaan-pekerjaan yang perencanaan.
4. Tampak sebagai pekerja yang cakap.
5. Gerakan-gerakannya cukup menunjukkan tiada keragu-raguan.
6. Mengkoordinasi tangan dan pikiran dengan cukup baik
7. Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaannya.
8. Bekerjanya cukup teliti.
9. Secara keseluruhan cukup memuaskan.
♦ Fair Skill
1. Tampak terlatih tetapi belum cukup baik
2. Mengenal peralatan dan lingkungan secukupnya.
3. Terlihat adanya perencanaan sebelum melakukan gerakan-gerakan.
4. Tidak mempunyai kepercayaan diri yang cukup.
5. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah ditempatkan di pekerjaan itu sejak lama.
6. Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak tidak selalu yakin.
7. Sebagian waktu terbuang karena kesalahan-kesalahan sendiri.
8. Jika tidak bekerja sungguh-sungguh output yang dihasilkan akan sangat rendah.
9. Biasanya tidak ragu-ragu dalam menjalankan gerak-gerakannya.
♦ Poor Skill
1. Tidak bisa mengkoordinasikan tangan dan pikiran.
2. Gerakan-gerakannya kaku.
3. Kelihatan ada ketidakyakinan pada urutan-urutan gerakan.
4. Seperti tidak terlatih untuk pekerjaan yang bersangkutan.
5. Tidak terlihat adanya kecocokan dengan pekerjaannya.
6. Ragu-ragu dalam menjalankan gerakan-gerakan kerja.
7. Sering melakukan kesalahan-kesalahan.
8. Tidak adanya kepercayaan pada diri sendiri.
9. Tidak bisa mengambil inisiatif sendiri.
2. Usaha (Effort)
♦ Excessive Effort
1. Kecepatan sangat berlebihan.
2. Usahanya tampak sungguh-sungguh tetapi dapat membahayakan kesehatannya.
3. Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang hari kerja
♦ Excellent Effort
1. Jelas terlihat kecepatan kerjanya yang tinggi.
2. Gerakan-gerakan lebih “ekonomis” daripada operator biasa.
3. Penuh perhatian pada pekerjaannya.
4. Banyak memberi saran-saran.
5. Menerima saran-saran dan petunjuk dengan senang.
6. Percaya pada kebaikan maksud pengukuran waktu.
7. Tidak dapat bertahan lebih dari beberapa hari.
8. Bangga atas kelebihannya.
9. Gerakan-gerakan yang salah terjadi sangat jarang sekali.
10. Bekerjanya sistematis.
11. Karena lancarnya, perpindahan dari suatu elemen ke elemen lain tidak terlihat.
♦ Good Effort
1. Bekerjanya seirama.
2. Saat-saat menganggur sangat sedikit, bahkan kadang-kadang tidak ada.
3. Penuh perhatian pada pekerjaannya.
4. Senang pada pekerjaannya.
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari.
6. Percaya pada kebaikan maksud pengukuran waktu.
7. Menerima saran-saran dan petunjuk dengan senang.
8. Dapat memberi saran-saran untuk perbaikan kerja.
9. Tempat kerjanya diatur baik dan rapi.
10. Menggunakan alat-alat yang tepat dengan baik.
11. Memelihara dengan baik kondisi peralatan.
♦ Average Effort
1. Tidak sebaik good, tetapi lebih baik dari poor.
2. Bekerja dengan stabil.
3. Menerima saran-saran tetapi tidak melaksanakannya.
4. Set up dilaksanakan dengan baik.
5. Melakukan kegiatan-kegiatan perencanaan.
♦ Fair Effort
1. Saran-saran perbaikan diterima dengan pasti.
2. Kadang-kadang perhatian tidak ditujukan pada pekerjaannya.
3. Kurang sungguh-sungguh.
4. Tidak mengeluarkan tenaga dengan secukupnya.
5. Terjadi sedikit penyimpangan dari cara kerja baku.
6. Alat-alat yang dipakainnya tidak selalu yang terbaik.
7. Terlihat adanya kecenderungan kurang perhatian pada pekerjaannya.
8. Tidak perduli pada cocok/ baik tidaknya peralatan yang dipakai.
9. Mengubah-ubah tata letak tempat kerja yang telah diatur.
3. Kondisi (Condition)
Kondisi yang ideal adalah suatu kondisi tempat kerja yang cocok dengan pekerjaan yang akan dijalankan, dimana kondisi tersebut memungkinkan operator untuk dapat melakukan pekerjaannya dengan performance yang terbaik. Kondisi ideal berlawanan dengan kondisi kerja poor. Kondisi kerja poor secara umum dapat dikatakan sebagai kondisi kerja yang tidak mendukung pekerjaan yang akan dilakukan oleh operator, bahkan dengan kondisi semacam itu pekerjaan akan sering terlambat, sehingga waktu penyelesaian suatu pekerjaan dapat lebih lama.
4. Konsistensi (Consistency)
Seorang pekerja dapat dikatakan memiliki konsistensi yang perfect apabila waktu penyelesaian pekerjaan yang sama dalam beberapa waktu cenderung tetap.
Konsistensi perfect berlawanan dengan poor, dimana waktu penyelesaian pekerjaan memiliki selisih yang jauh dengan nilai rata-ratanya secara acak.
Sedangkan konsistensi dikatakan average apabila selisih waktu penyelesaian dengan rata-rata tidak terlalu jauh, walaupun ada satu atau dua waktu penyelesaian yang melenceng.
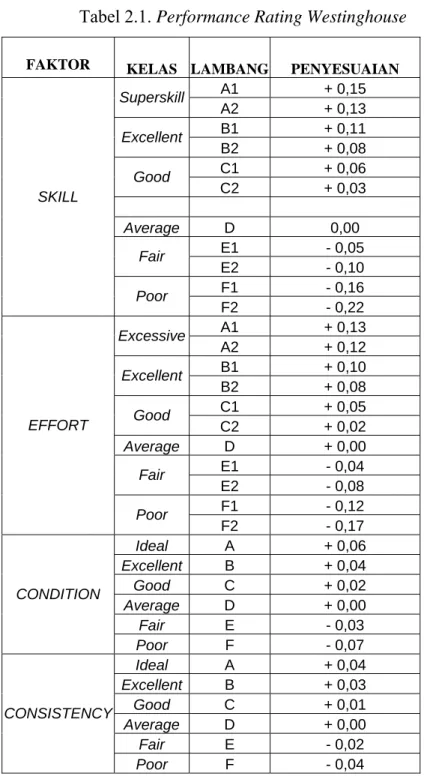
Tabel 2.1. Performance Rating Westinghouse
FAKTOR KELAS LAMBANG PENYESUAIAN
A1 + 0,15 Superskill
A2 + 0,13 B1 + 0,11 Excellent
B2 + 0,08 C1 + 0,06 Good
C2 + 0,03
Average D 0,00
E1 - 0,05 Fair
E2 - 0,10 F1 - 0,16 SKILL
Poor
F2 - 0,22 A1 + 0,13 Excessive
A2 + 0,12 B1 + 0,10 Excellent
B2 + 0,08 C1 + 0,05 Good
C2 + 0,02
Average D + 0,00
E1 - 0,04 Fair
E2 - 0,08 F1 - 0,12 EFFORT
Poor
F2 - 0,17
Ideal A + 0,06
Excellent B + 0,04
Good C + 0,02
Average D + 0,00
Fair E - 0,03
CONDITION
Poor F - 0,07
Ideal A + 0,04
Excellent B + 0,03
Good C + 0,01
Average D + 0,00
Fair E - 0,02
CONSISTENCY
Poor F - 0,04
Sumber: S.Wignjosoebroto, Ergonomi, studi gerak dan waktu, (Surabaya:Guna Widya,1992), p.198
2.2.3. Allowance
Selain menentukan performance rating, maka yang diperlukan adalah menentukan allowance dari proses yang melibatkan pekerja. Allowance merupakan waktu kelonggaran yang ditambahkan, untuk keperluan pribadi maupun untuk melepaskan rasa lelah sesaat. Allowance meliputi tiga hal yaitu:
1. Istirahat untuk kebutuhan perorangan (personal needs).
Kelonggaran waktu ini untuk kebutuhan yang bersifat pribadi seperti makan dan minum. Kelonggaran ini berkisar antara 0-2,5% untuk pria dan 2-5%
untuk wanita.
2. Kelelahan (fatique).
Kelonggaran ini diberikan karena kelelahan fisik maupun mental setelah bekerja beberapa waktu. Beberapa faktor yang mengakibatkan kelelahan ini antara lain: kondisi kerja. sifat dari pekerjaan. kesehatan pekerja fisik maupun mental.
3. Keterlambatan yang tidak terhindarkan (unavoidable delay).
Kelonggaran ini diberikan karena hal-hal yang tidak dapat dihindarkan misalnya interupsi oleh supervisor, ketidaktersediaan material, dan gangguan mesin.
2.3. Pengujian Data
Pengujian data dilakukan dengan tujuan agar data-data yang akan diolah lebih lanjut memenuhi ketentuan yang ada. Berikut ini beberapa landasan teori mengenai pengujian data.
2.3.1. Uji kenormalan.
Uji kenormalan dilakukan dengan maksud mengetahui distribusi data yaitu apakah berdistribusi normal atau tidak berdistribusi normal. Untuk uji kenormalan digunakan hipotesa sebagai berikut :
Ho : data berdistribusi normal H1 : data tidak berdistribusi normal
Jika nilai p-value >α , maka artinya gagal tolak Ho, dapat disimpulkan data berdistribusi normal.
2.3.2. Uji keseragaman data dan Uji Kecukupan data
Uji keseragaman data dapat dilakukan secara visual (dengan cara pengamatan biasa secara manual, dimana data-data yang bernilai ekstrim tidak diikutsertakan dalam perhitungan), dan dengan menggunakan peta kendali (control chart). Uji kecukupan data dilakukan dengan perhitungan menggunakan rumus berikut ini.
Jika N<30 maka N’ =
2
x k.
. ⎟
⎠
⎜ ⎞
⎝
⎛sdt
... (2.5)
Jika N>30 maka N’ =
( )
2 22 2 /
⎥⎥
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢⎢
⎢
⎣
⎡ ⎥
⎦
⎢ ⎤
⎣
⎡ ⎟⎟⎠ −
⎜⎜ ⎞
⎝
⎛
∑
∑ ∑
i
i i
x
x x
zα N
...………. (2.6)
Data dikatakan cukup apabila N ≥ N’
Keterangan :
t = distribusi t pada α/2 x = rata-rata
sd = standar deviasi N = jumlah pengamatan k = Prosentase penerimaan x (derajat ketelitian)
2.3.3. Uji Mean dengan One-Sample Z dan One-Sample T
Pengujian dengan One-Sample Z merupakan uji mean dari suatu populasi dimana standar deviasi (σ) dari populasi tersebut diketahui. Prosedur pengujian ini didasarkan pada distribusi normal dimana untuk jumlah sample yang kecil maka data harus berdistribusi normal. Berdasarkan Central limit Theorem, prosedur pengujian ini dilaksanakan dengan jumlah sample yang besar yaitu sejumlah 30 data atau lebih besar dari 30 data dimana standar deviasi populasi dapat digantikan dengan standar deviasi sample. Untuk jumlah data yang kecil dan standar deviasi populasi tidak diketahui dapat menggunakan pengujian mean dengan One-Sample T.
Pengujian mean dengan One-Sample Z dan One Sample T dapat dilakukan dengan software Minitab dengan hipotesa sebagai berikut:
H0 : µ0 = µ H1 : µ0 ≠ µ
Dimana µ0 adalah hipotesa nilai mean dari populasi semula, µ adalah nilai mean populasi. Apabila nilai P-value > α maka gagal tolak H0 yang berarti mean dari populasi yang diuji sama dengan hipotesa nilai mean populasi semula.
2.4. Re-Order Point
Pada dasarnya metode Re-Order Point merupakan teknik pengisian kembali inventori apabila stock on hand plus on order berada di bawah titik pemesanan kembali. Artinya bila persediaan dalam inventori berada pada jumlah (point) tersebut, maka haruslah segera dilakukan pemesanan untuk barang tersebut. Stock on hand adalah persediaan yang ada dalam inventori saat itu dan merupakan Safety Stock (Stok pengaman) yaitu jumlah barang yang digunakan sebagai cadangan apabila terjadi permintaan yang tidak terduga dan tiba-tiba.
Stock on Order adalah persediaan yang kita alokasikan untuk memenuhi permintaan selam waktu tunggu (Demand during Lead Time). Re-order Point dan Safety Stock dapat dihitung dengan rumus:
SS = Zα .
σ
………..….(2.7) ROP = DLT + SS ………..(2.8) Zα = Nilai pada tabel Z dengan α yang telah ditetapkan terlebih dahuluσ
= Simpangan Baku (Standard Deviasi) ROP = Titik pemesanan kembali (Re-Order Point)DLT = Permintaan selama waktu tunggu (Demand During Lead Time) SS = Stok pengaman (Safety Stock).
2.5. Economic Order Quantity (EOQ)
Economic Order Quantity (EOQ) adalah jumlah optimal pemesanan bahan untuk mengisi persediaan dalam inventori dengan mempertimbangkan faktor biaya. Faktor biaya yang dimaksud adalah biaya pemesanan (Ordering
Cost) yaitu biaya yang dikeluarkan untuk melakukan pemesanan suatu barang misalnya biaya telepon, biaya Faksimile. Selain itu ada biaya penyimpanan (Holding Cost) yaitu biaya yang terjadi karena penyimpanan suatu barang.
Perhitungan EOQ dapat menggunakan rumus sebagai berikut:
Q* = ( 2 . C . R / H )1/2 ……….………(2.9) Keterangan:
Q* = Economic Order Quantity (EOQ)
C = Ordering Cost R = Annual Demand (jumlah permintaan rutin) H = Holding Cost
2.6. Data Flow Diagram
Data Flow Diagram (DFD) adalah diagram yang menggambarkan proses-proses yang dilalui oleh data beserta aliran perpindahan data tersebut.
Proses-proses tersebut dapat mengubah bentuk data dari sumber data menjadi bentuk data lain yang diperlukan oleh tempat tujuan data. Pada dasarnya proses perubahan data tersebut tidak terjadi pada keseluruhan data yang berasal dari sumber data tetapi hanya pada bagian bagian tertentu yang perlu diubah guna mempermudah komunikasi internal.
Penggunaan Data Flow Diagram dimaksudkan untuk mempermudah pengguna data dalam memahami aliran data. Seperti halnya Flow chart, Data Flow Diagram juga memiliki simbol-simbol dalam pembuatannya. Simbol lingkaran menggambarkan proses yang dialami data, simbol persegi menggambarkan sumber ataupun tujuan data, simbol persegi panjang menggambarkan penyimpanan data, simbol arah panah menggambarkan arah aliran data dari suatu tempat ke tempat yang lain.
Gambar 2.1 Lambang dalam Data Flow Diagram. Henry C. Lucas, JR.,
Information Systems Concepts for Management, (San Francisco: McGraw-Hill, 1994), p. 390.
2.7. Penjadwalan
Penjadwalan merupakan salah satu hal yang penting dalam produksi.
Penjadwalan produksi yang tepat dan akurat dapat mengoptimalkan sumber daya yang ada dan dapat meningkatkan kualitas suatu produksi. Ada beberapa hal yang perlu diketahui sebelum pekerjaan dapat dijadwalkan (Hendra Kusuma, Perencanan dan Pengendalian Produksi 2001), yaitu:
1. Jumlah dan jenis pekerjaan yang harus diselesaikan selama periode tertentu
2. Perkiraan waktu penyelesaian suatu pekerjaan (processing time) 3. Batas waktu (due date) penyelesaian pekerjaan
4. Tujuan penjadwalan
5. Situasi pekerjaan yang dihadapi
Penjadwalan pekerjaan dalam suatu produksi memiliki tujuan dalam menekan waktu penyelesaian produk secara keseluruhan, meminimumkan jumlah persediaan barang dalam proses, dan meminimumkan jumlah pekerjaan yang terlambat atau meminimumkan keterlambatan rata-rata. Beberapa teknik penjadwalan dengan tujuannya diberikan dalam tabel berikut ini.
Source or destination of data
Flow of data
Process that transforms flows of data
Data Store
Tabel 2.2. Teknik Penjadwalan untuk Mencapai Sasaran Penjadwalan Sasaran Utama Sasaran Antara Teknik Penjadwalan Minimasi
Waktu Alir
Minimasi Waktu Alir
Minimasi waktu Alir Terbobot
Aturan SPT Aturan Bobot SPT Minimasi
Kelambatan (lateness)
Minimasi Kelambatan Maksimum Minimasi Jumlah Pekerjaan Terlambat
Minimasi Kelambatan rata-rata
Aturan EDD
Algoritma Hodgson
Aturan SPT Minimasi
Keterlambatan (tardiness)
Minimasi Keterlambatan Maksimum
Minimasi Keterlambatan Rata-rata
Minimasi Keterlambatan Total
Aturan SPT
Algoritma Wilkerson- Irwin/Aturan Slack Algoritma Wilkerson- Irwin/Aturan Slack
Penjadwalan produksi dengan tujuan meminimasi kelambatan (lateness) adalah aturan EDD, Algoritma Hodgson, dan Aturan SPT. Dalam Aturan Early Due Date (EDD), pengurutan pekerjaan didasarkan atas batas waktu (due date) tercepat. Pekerjaan dengan jatuh tempo paling awal harus dijadwalkan terlebih dahulu daripada pekerjaan dengan saat jatuh tempo belakangan. Kelemahan aturan ini adalah menyebabkan jumlah pekerjaan yang terlambat menjadi banyak serta akan menambah keterlambatan rata-rata (mean tardiness).
Algoritma Hodgson dapat memberikan hasil yang optimal dalam penjadwalan yang bertujuan meminimasi jumlah pekerjaan yang terlambat.
Langkah-langkah dalam Algoritma Hodgson adalah sebagai berikut:
1. Menyusun seluruh pekerjaan dengan menggunakan aturan EDD. Jika hanya nol atau satu pekerjaan yang terlambat, maka selesai. Selain itu lanjut ke langkah kedua.
2. Memulai dari awal urutan yang dihasilkan aturan EDD dan melihat jadwal tersebut sampai akhir. Memberi tanda pekerjaan pertama yang terlambat.
Jika tidak ada pekerjaan berikutnya yang terlambat, lanjut ke langkah keempat. Selain itu ke langkah ketiga.
3. Misalnya pekerjaan yang terlambat tersebut berada di posisi ke i dalam urutan penjadwalan yang dihasilkan. Periksa pekerjaan-pekerjaan lainnya yang tidak terlambat dan berada di posisi sebelum i. Beri tanda pekerjaan dengan waktu pemrosesan terbesar. Pindahkan pekerjaan itu dan ulangi lagi perhitungan waktu penyelesaian seluruh pekerjaan setelah pemindahan. Kembali ke langkah kedua.
4. Letakkan semua pekerjaan yang dipindahkan tadi dalam urutan semula di akhir penjadwalan.