ABSTRAK
PT. SempurnaIndah MultiNusantara (SIMNU) adalah sebuah perusahaan yang bergerak di bidang tekstil dengan membuat kulit imitasi yang bisa diaplikasikan pada sofa (baik untuk mobil maupun untuk interior di rumah), tas, sepatu, sarung tangan, stuttlecocks, dan bola sepak. Cacat yang dihasilkan sangat berpengaruh kepada keuntungan perusahaan. Semakin banyak barang cacat maka semakin banyak kerugian yang dialami oleh perusahaan tersebut. Saat ini terdapat sekitar 1.35 % produk cacat yang terjadi di perusahaan yang harus ditanggulangi dimana untuk setiap produksi sebesar 300.000 meter jumlah produk cacat yang terjadi sekitar 3926.3 meter. Dengan alasan demikian maka perusahaan harus mengatasi cacat yang penyebabnya berasal dari proses produksi yang dilakukan.
Metode yang digunakan adalah metode DMAIC yang dimulai dari stratifikasi (untuk mengelompokkan cacat menjadi 3 kelompok yaitu cacat kritis,cacat mayor dan cacat minor),rencana pengendalian kualitas yang dilakukan oleh perusahaan saat ini, peta kendali u (melihat kondisi proses perusahaan saat ini dan dicari revisi daripada jumlah cacat yang keluar batas kendali atas) digunakan karena peta kendali ini melihat proses yang terjadi di perusahaan, analisis menggunakan pohon kesalahan untuk mengidentifikasikan penyebab cacat yang menjadi penyebab utama yang harus ditangani dan analisis dampak-dampak kegagalan beserta efek-efeknya serta memberikan tindakan untuk mengatasi penyebab utama tersebut.
Hasil yang didapat dari pengolahan data menggunakan metode DMAIC adalah hasil dari analisis yang dilakukan dengan menggunakan FTA yaitu mendapatkan penyebab-penyebab kegagalan potensial diantaranya 1) standar kerja lisan, 2) pekerjaan yang monoton, 3) jarak antara mesin inspeksi dengan lampu terlalu juah, dan lain-lain. Dan hasil dari pengidentifikasian dengan menggunakan FMEA didapatkan bahwa prioritas penanganan masalah yang utama adalah untuk cacat silikon dengan persentase RPN sebesar 20,65 % (768). Untuk prioritas penanganan masalah yang utama untuk mode kegagalan potensial adalah cacat backing cloth dengan persentase RPN sebesar 29,68 % (1104), sedangkan prioritas penanganan masalah yang utama untuk jenis penyebab kegagalan potensial adalah standar kerja lisan dengan persentase RPN sebesar 32.69 % (1216).
Usulan-usulan yang diberikan untuk memperbaiki kualitas produk yang dihasilkan oleh perusahaan adalah 1) Membuat standar kerja yang tertulis bukan hanya lisan, 2) Memutar pekerjaan operator khusus untuk mesin coating saja (1,2, dan 3), dan lain-lain. Adapun setiap usulan yang diberikan memiliki dampak positif dan dampak negatif masing-masing.
DAFTAR ISI
COVER i
LEMBAR PENGESAHAN ii
LEMBAR PERNYATAAN HASIL KARYA PRIBADI iii
ABSTRAK iv KATA PENGANTAR DAN UCAPAN TERIMA KASIH v
DAFTAR ISI ix
DAFTAR TABEL xiv
DAFTAR GAMBAR xvi
DAFTAR LAMPIRAN xviii
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah 1-1 1.2 Identifikasi Masalah 1-2
1.3 Pembatasan Masalah 1-3
1.4 Perumusan Masalah 1-3
1.5 Tujuan Penelitian 1-3
1.6 Manfaat Penelitian 1-3
1.7 Sistematika Penulisan 1-4
BAB 2 TINJAUAN PUSTAKA
2.1 Kualitas 2-1
2.1.7 Faktor-faktor yang Mempengaruhi Pengendalian Kualitas 2-6 2.1.8 Maksud dan Tujuan Pengendalian Kualitas 2-8 2.1.9 Ruang Lingkup Pengendalian Kualitas 2-9 2.1.10 Proses Industri Dipandang Sebagai Suatu
Peningkatan Terus Menerus 2-9 2.2 Variasi Dalam Proses produksi 2-10 2.3 Alat Bantu Pengendalian Kualitas Seven Tools 2-12
2.3.4.4 Alasan Penggunaan Batas Kendali Sebesar 3σ 2-22
2.4 Karakteristik Cacat 2-23
2.5 Six Sigma 2-24 2.6 FTA (Fault Tree Analysis) 2-29 2.7 FMEA (Failure Mode and Effect Analysis) 2-30
2.8 Menetapkan Suatu Rencana Tindakan (Action Plan)
untuk Melaksanakan Peningkatan Kualitas Six Sigma 2-32
BAB 3 METODOLOGI PENELITIAN
3.1 Studi Pendahuluan 3-1
3.2 Identifikasi Masalah 3-1
3.3 Studi Pustaka 3-1
3.4 Pembatasan Masalah 3-4
3.5 Pengolahan Data dan Analisis 3-4
3.5.1 Define 3-4
3.5.1.1 Rumuskan Masalah 3-4 3.5.1.2 Penetapan Tujuan 3-4 3.5.1.3 Pengumpulan Data 3-5 3.5.1.4 Identifikasi Masalah (CTQ) 3-5
3.5.1.5 Control Plan 3-5
3.5.2 Measure 3-5
3.5.2.1 Stratifikasi 3-5 3.5.2.2 Peta Kendali u 3-5 3.5.2.3 Perhitungan DPMO dan Six Sigma 3-6
3.5.3 Analyze 3-6
3.5.3.1 FTA (Failure Tree Analysis) 3-6 3.5.3.2 FMEA (Failure Mode Effect Analysis) 3-6
3.5.4 Improve 3-7
3.5.5 Control 3-7
3.6 Kesimpulan dan Saran 3-7
BAB 4 PENGUMPULAN DATA
4.1 Data Umum Perusahaan 4-1
4.1.3.1 Filosofi Perusahaan 4-2 4.2 Prosedur Pengendalian Kualitas Perusahaan (Aktual) 4-32
4.3 Data Produk Cacat 4-33
4.3.1 Jenis-jenis Cacat 4-33
4.4 Jumlah Cacat 4-39
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.2.2.1.1 Peta Kendali u untuk Proses Skin Coating 5-10
5.2.2.1.2 Peta Kendali u untuk Proses Adhesi Coating 5-16 5.2.2.1.3 Peta Kendali u untuk Proses Tumbling 5-23
5.2.3 Perhitungan DPMO 5-30
5.3 Analyze 5-30
5.3.1 Failure Tree Analysis (FTA) 5-30
5.3.1.1 Failure Tree Analysis untuk Cacat Kain Backing Cloth (BC) 5-31 5.3.1.2 Failure Tree Analysis untuk Cacat Release Paper (RP) 5-34
5.3.1.3 Failure Tree Analysis untuk Cacat Skin Coating 5-36 5.3.1.4 Failure Tree Analysis untuk Cacat Adhesi Coating (AC) 5-38
5.3.1.5 Failure Tree Analysis untuk Cacat Tumbling 5-41 5.3.2 Failure Mode and Effect Analysis (FMEA) 5-42 5.3.2.1 FMEA untuk cacat Backing Cloth (BC) 5-42 5.3.2.2 FMEA untuk cacat Release Paper (RP) 5-45 5.3.2.3 FMEA untuk cacat skin coating (SC) 5-49
5.3.2.4 FMEA untuk cacat adhesi coating (AC) 5-52
5.3.2.5 FMEA untuk cacat Tumbling 5-55 5.3.2.6 Diagram Pareto RPN FMEA 5-58
5.4 Usulan Improve 5-61
5.5 Usulan Control 5-75
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan 6-1
6.2 Saran 6-2
DAFTAR PUSTAKA xix
LAMPIRAN
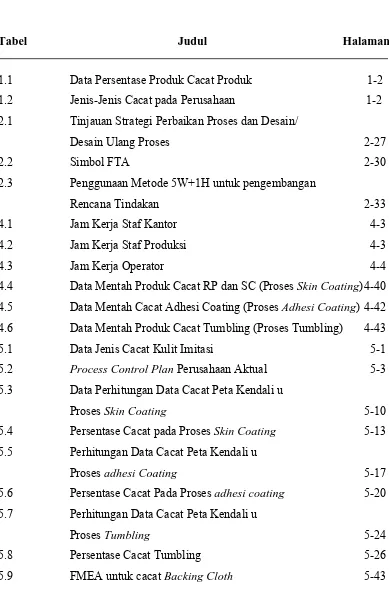
DAFTAR TABEL
Tabel Judul Halaman
1.1 Data Persentase Produk Cacat Produk 1-2 1.2 Jenis-Jenis Cacat pada Perusahaan 1-2 2.1 Tinjauan Strategi Perbaikan Proses dan Desain/
Desain Ulang Proses 2-27 2.2 Simbol FTA 2-30 2.3 Penggunaan Metode 5W+1H untuk pengembangan
Rencana Tindakan 2-33 4.1 Jam Kerja Staf Kantor 4-3
4.2 Jam Kerja Staf Produksi 4-3
4.3 Jam Kerja Operator 4-4
4.4 Data Mentah Produk Cacat RP dan SC (Proses Skin Coating) 4-40 4.5 Data Mentah Cacat Adhesi Coating (Proses Adhesi Coating) 4-42 4.6 Data Mentah Produk Cacat Tumbling (Proses Tumbling) 4-43 5.1 Data Jenis Cacat Kulit Imitasi 5-1 5.2 Process Control Plan Perusahaan Aktual 5-3 5.3 Data Perhitungan Data Cacat Peta Kendali u
Proses Skin Coating 5-10
5.4 Persentase Cacat pada Proses Skin Coating 5-13 5.5 Perhitungan Data Cacat Peta Kendali u
Proses adhesi Coating 5-17
5.6 Persentase Cacat Pada Proses adhesi coating 5-20 5.7 Perhitungan Data Cacat Peta Kendali u
Proses Tumbling 5-24
5.8 Persentase Cacat Tumbling 5-26
5.9 FMEA untuk cacat Backing Cloth 5-43
5.10 FMEA untuk cacat Release Paper 5-46
5.11 FMEA untuk cacat Skin Coating 5-50
5.12 FMEA untuk cacat Adhesi Coating 5-53
5.13 FMEA untuk cacat Tumbling 5-56
5.14 Pareto Mode Kegagalan Potensial 5-58 5.15 Pareto Karakteristik Cacat 5-59 5.16 Pareto Jenis Penyebab Kegagalan Potensial 5-61
5.17 5 W + 1 H 5-62
6.1 Jenis Penyebab Kegagalan Potensial 6-1
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Proses Industri dipandang sebagai suatu sistem 2-10 2.2 Pohon Keputusan Pemilihan Grafik Kontrol 2-16 2.3 Tiga Strategi Six Sigma 2-25 2.4 Model Perbaikan Six Sigma DMAIC 2-26 3.1 Langkah Pengerjaan Penelitian 3-2
4.1 Struktur Organisasi Utama 4-5
4.2 Struktur Organisasi Bagian Produksi 4-13 4.3 Aplikasi Kulit Imitasi pada Produk-produk lain 4-19
4.4 Mesin Inspeksi 4-20
4.5 Mesin Skin Coating 4-21
4.6 Mesin Middle Coating 4-21
4.7 Mesin Adhesi Coating 4-22
4.8 Mesin Surface dan Printing (Printing) 4-23 4.9 Mesin Surface dan Printing (Surface) 4-23
4.10 Mesin Tumbling 4-24
4.11 Mesin Mixer (ukuran besar) 4-24 4.12 Mesin Mixer (ukuran kecil) 4-25
4.13 Mesin Winder 4-26
4.14 Mesin Inspeksi Akhir 4-26
4.15 Mesin Rajut 4-27
4.16 Mesin Stenter 4-27
4.17 Peta Proses Operasi 4-29
4.18 Cacat Sambungan Kain BC 4-33
4.19 Cacat NAP 4-34
4.20 Cacat Bolong 4-34
4.21 Cacat Lipatan Kain 4-35
4.22 Cacat Garis Paper 4-36
4.23 Cacat Silikon 4-36
4.24 Cacat Skin Belang 4-37
4.25 Cacat Skin Garis 4-37
4.26 Cacat Kempong 4-38
4.27 Cacat DOP 4-38
4.28 Cacat Tumbling 4-39
5.1 Peta Kendali u untuk Proses Skin Coating 5-12
5.2 Peta Kendali u Revisi untuk Proses Skin Coating 5-16 5.3 Peta Kendali u untuk Proses Adhesi Coating 5-19
5.4 Peta Kendali u Revisi untuk Proses adhesi coating 5-23
5.5 Peta Kendali u untuk Proses Tumbling 5-26 5.6 Peta Kendali u Revisi untuk Proses Tumbing 5-29
5.7 FTA untuk cacat Backing Cloth 5-32
5.8 FTA untuk cacat Release Paper 5-35
5.9 FTA untuk cacat Skin Coating 5-37
5.10 FTA untuk cacat Adhesi Coating 5-39
5.11 FTA untuk cacat Tumbling 5-41
DAFTAR LAMPIRAN
Lampiran Judul Halaman
1 Peta Revisi Proses Skin Coating L1
2 Peta Revisi Proses Adhesi Coating L2
3 Peta Revisi Proses Tumbling L3
4 Tabel Severity, Occurance dan Detectability L4
LAMPIRAN 1
Universitas Kristen Maranatha
Lampiran Peta Revisi untuk Proses Skin Coating
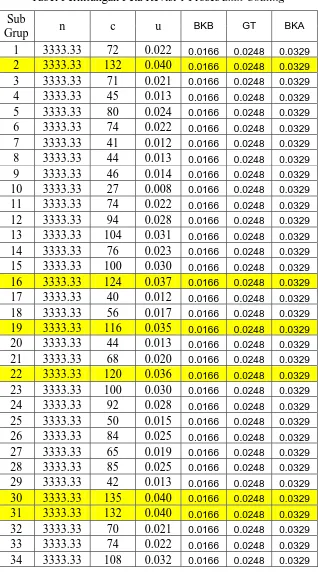
Peta Revisi 1
Tabel Perhitungan Peta Revisi 1 Proses Skin Coating (lanjutan)
39 3333.33 109 0.033 0.0166 0.0248 0.0329
Jumlah 129999.87 3219
Peta Kendali u Revisi 1 untuk Proses Skin Coating
0.000
Universitas Kristen Maranatha
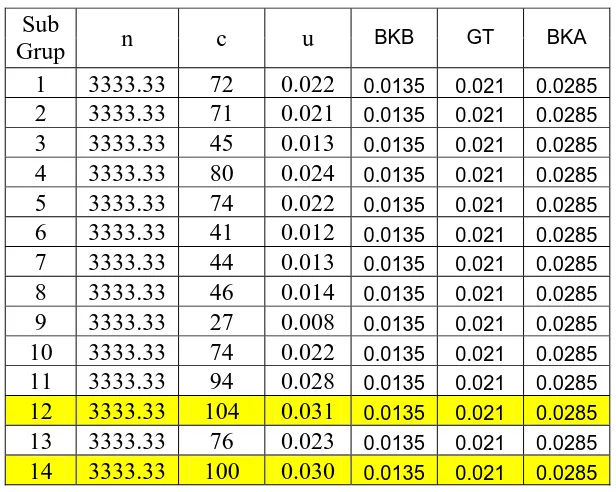
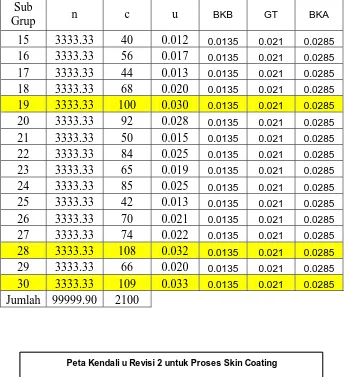
Tabel Perhitungan Peta Revisi 2 Proses Skin Coating (lanjutan) Sub
Peta Kendali u Revisi 2 untuk Proses Skin Coating
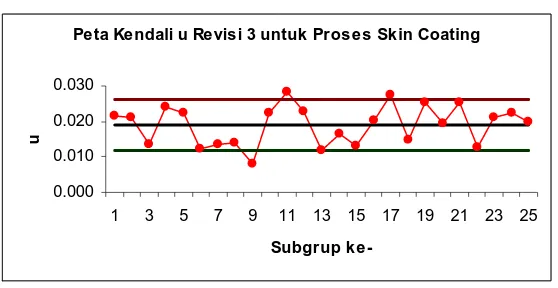
Peta Revisi 3
Tabel Perhitungan Peta Revisi 3 Proses Skin Coating Sub
Grup n c u BKB GT BKA
1 3333.33 72 0.022 0.0118 0.0189 0.0261
2 3333.33 71 0.021 0.0118 0.0189 0.0261
3 3333.33 45 0.013 0.0118 0.0189 0.0261
4 3333.33 80 0.024 0.0118 0.0189 0.0261
5 3333.33 74 0.022 0.0118 0.0189 0.0261
6 3333.33 41 0.012 0.0118 0.0189 0.0261
7 3333.33 44 0.013 0.0118 0.0189 0.0261
8 3333.33 46 0.014 0.0118 0.0189 0.0261
9 3333.33 27 0.008 0.0118 0.0189 0.0261
10 3333.33 74 0.022 0.0118 0.0189 0.0261
11 3333.33 94 0.028 0.0118 0.0189 0.0261
12 3333.33 76 0.023 0.0118 0.0189 0.0261
13 3333.33 40 0.012 0.0118 0.0189 0.0261
14 3333.33 56 0.017 0.0118 0.0189 0.0261
15 3333.33 44 0.013 0.0118 0.0189 0.0261
16 3333.33 68 0.020 0.0118 0.0189 0.0261
17 3333.33 92 0.028 0.0118 0.0189 0.0261
18 3333.33 50 0.015 0.0118 0.0189 0.0261
19 3333.33 84 0.025 0.0118 0.0189 0.0261
20 3333.33 65 0.019 0.0118 0.0189 0.0261
21 3333.33 85 0.025 0.0118 0.0189 0.0261
22 3333.33 42 0.013 0.0118 0.0189 0.0261
23 3333.33 70 0.021 0.0118 0.0189 0.0261
24 3333.33 74 0.022 0.0118 0.0189 0.0261
25 3333.33 66 0.020 0.0118 0.0189 0.0261
Universitas Kristen Maranatha Peta Kendali u Revisi 3 untuk Proses Skin Coating
0.000
Tabel Perhitungan Peta Revisi 4 Proses Skin Coating Sub
Grup n c u BKB GT BKA
1 3333.33 72 0.022 0.0112 0.0182 0.0252
2 3333.33 71 0.021 0.0112 0.0182 0.0252
3 3333.33 45 0.013 0.0112 0.0182 0.0252
4 3333.33 80 0.024 0.0112 0.0182 0.0252
5 3333.33 74 0.022 0.0112 0.0182 0.0252
6 3333.33 41 0.012 0.0112 0.0182 0.0252
7 3333.33 44 0.013 0.0112 0.0182 0.0252
8 3333.33 46 0.014 0.0112 0.0182 0.0252
9 3333.33 27 0.008 0.0112 0.0182 0.0252
10 3333.33 74 0.022 0.0112 0.0182 0.0252
Peta Kendali u Revisi 4 untuk Proses Skin Coating
0.000 0.005 0.010 0.015 0.020 0.025 0.030
1 3 5 7 9 11 13 15 17 19 21 23
Subgrup
ke-u
Universitas Kristen Maranatha
LAMPIRAN 2
Lampiran Peta Revisi untuk Proses Adhesi Coating
Peta Revisi 1
Universitas Kristen Maranatha
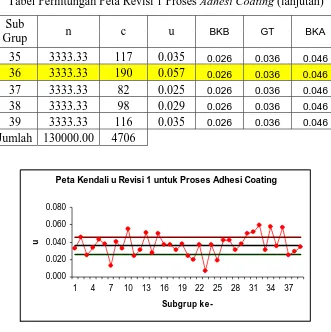
Tabel Perhitungan Peta Revisi 1 Proses Adhesi Coating (lanjutan) Sub
Grup n c u BKB GT BKA 35 3333.33 117 0.035 0.026 0.036 0.046
36 3333.33 190 0.057 0.026 0.036 0.046
37 3333.33 82 0.025 0.026 0.036 0.046
38 3333.33 98 0.029 0.026 0.036 0.046
39 3333.33 116 0.035 0.026 0.036 0.046
Jumlah 130000.00 4706
Peta Kendali u Revisi 1 untuk Proses Adhesi Coating
0.000 0.020 0.040 0.060 0.080
1 4 7 10 13 16 19 22 25 28 31 34 37
Subgrup
Peta Revisi 2
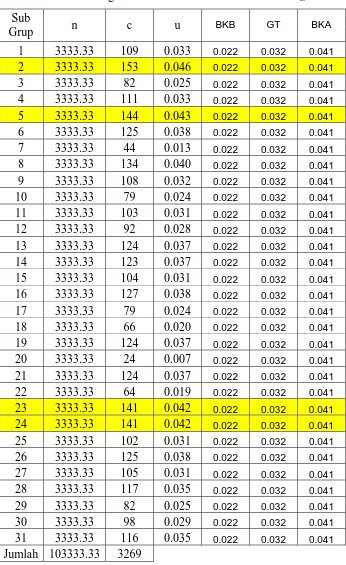
Tabel Perhitungan Peta Revisi 2 Proses Adhesi Coating Sub
11 3333.33 103 0.031 0.022 0.032 0.041
12 3333.33 92 0.028 0.022 0.032 0.041
13 3333.33 124 0.037 0.022 0.032 0.041
14 3333.33 123 0.037 0.022 0.032 0.041
15 3333.33 104 0.031 0.022 0.032 0.041
16 3333.33 127 0.038 0.022 0.032 0.041
17 3333.33 79 0.024 0.022 0.032 0.041
18 3333.33 66 0.020 0.022 0.032 0.041
19 3333.33 124 0.037 0.022 0.032 0.041
20 3333.33 24 0.007 0.022 0.032 0.041
21 3333.33 124 0.037 0.022 0.032 0.041
22 3333.33 64 0.019 0.022 0.032 0.041
23 3333.33 141 0.042 0.022 0.032 0.041
24 3333.33 141 0.042 0.022 0.032 0.041
25 3333.33 102 0.031 0.022 0.032 0.041
26 3333.33 125 0.038 0.022 0.032 0.041
27 3333.33 105 0.031 0.022 0.032 0.041
28 3333.33 117 0.035 0.022 0.032 0.041
29 3333.33 82 0.025 0.022 0.032 0.041
30 3333.33 98 0.029 0.022 0.032 0.041
31 3333.33 116 0.035 0.022 0.032 0.041
Universitas Kristen Maranatha
Peta Kendali u Revisi 2 untuk Proses Adhesi Coating
0.000 0.010 0.020 0.030 0.040 0.050
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Subgrup
Peta Revisi 3
Universitas Kristen Maranatha
Peta Kendali u Revisi 3 untuk Proses Adhesi Coating
0.000 0.010 0.020 0.030 0.040 0.050
1 3 5 7 9 11 13 15 17 19 21 23 25 27
Subgrup
Peta Revisi 4
Tabel Perhitungan Peta Revisi 4 Proses Adhesi Coating Sub
Grup n c u BKB GT BKA
1 3333.33 109 0.033 0.0206 0.0295 0.0384
2 3333.33 82 0.025 0.0206 0.0295 0.0384
3 3333.33 111 0.033 0.0206 0.0295 0.0384
4 3333.33 125 0.038 0.0206 0.0295 0.0384
5 3333.33 44 0.013 0.0206 0.0295 0.0384
6 3333.33 108 0.032 0.0206 0.0295 0.0384
7 3333.33 79 0.024 0.0206 0.0295 0.0384
8 3333.33 103 0.031 0.0206 0.0295 0.0384
9 3333.33 92 0.028 0.0206 0.0295 0.0384
10 3333.33 124 0.037 0.0206 0.0295 0.0384
11 3333.33 123 0.037 0.0206 0.0295 0.0384
12 3333.33 104 0.031 0.0206 0.0295 0.0384
13 3333.33 127 0.038 0.0206 0.0295 0.0384
14 3333.33 79 0.024 0.0206 0.0295 0.0384
15 3333.33 66 0.020 0.0206 0.0295 0.0384
16 3333.33 124 0.037 0.0206 0.0295 0.0384
17 3333.33 24 0.007 0.0206 0.0295 0.0384
18 3333.33 124 0.037 0.0206 0.0295 0.0384
19 3333.33 64 0.019 0.0206 0.0295 0.0384
20 3333.33 102 0.031 0.0206 0.0295 0.0384
21 3333.33 125 0.038 0.0206 0.0295 0.0384
22 3333.33 105 0.031 0.0206 0.0295 0.0384
23 3333.33 117 0.035 0.0206 0.0295 0.0384
24 3333.33 82 0.025 0.0206 0.0295 0.0384
25 3333.33 98 0.029 0.0206 0.0295 0.0384
26 3333.33 116 0.035 0.0206 0.0295 0.0384
Universitas Kristen Maranatha
Peta Kendali u Revisi 4 untuk Proses Adhesi Coating
0.000 0.010 0.020 0.030 0.040 0.050
1 3 5 7 9 11 13 15 17 19 21 23 25
Subgrup
LAMPIRAN 3
Universitas Kristen Maranatha
Lampiran Peta Revisi untuk Proses Tumbling
Peta Revisi 1
Tabel Perhitungan Peta Revisi 1 Proses Tumbling Sub
Grup n c u BKB GT BKA 1 3333.33 28 0.008 0.0039 0.0088 0.0137
2 3333.33 13 0.004 0.0039 0.0088 0.0137
3 3333.33 35 0.010 0.0039 0.0088 0.0137
4 3333.33 38 0.011 0.0039 0.0088 0.0137
5 3333.33 10 0.003 0.0039 0.0088 0.0137
6 3333.33 24 0.007 0.0039 0.0088 0.0137
7 3333.33 32 0.010 0.0039 0.0088 0.0137
8 3333.33 44 0.013 0.0039 0.0088 0.0137
9 3333.33 22 0.007 0.0039 0.0088 0.0137
Tabel Perhitungan Peta Revisi 1 Proses Tumbling (lanjutan) Sub
Grup n c u BKB GT BKA 35 3333.33 27 0.008 0.0039 0.0088 0.0137
36 3333.33 18 0.005 0.0039 0.0088 0.0137
37 3333.33 33 0.010 0.0039 0.0088 0.0137
38 3333.33 24 0.007 0.0039 0.0088 0.0137
39 3333.33 18 0.005 0.0039 0.0088 0.0137
40 3333.33 35 0.011 0.0039 0.0088 0.0137
41 3333.33 22 0.007 0.0039 0.0088 0.0137
42 3333.33 11 0.003 0.0039 0.0088 0.0137
43 3333.33 13 0.004 0.0039 0.0088 0.0137
44 3333.33 39 0.012 0.0039 0.0088 0.0137
45 3333.33 17 0.005 0.0039 0.0088 0.0137
46 3333.33 33 0.010 0.0039 0.0088 0.0137
47 3333.33 48 0.014 0.0039 0.0088 0.0137
48 3333.33 27 0.008 0.0039 0.0088 0.0137
49 3333.33 37 0.011 0.0039 0.0088 0.0137
50 3333.33 19 0.006 0.0039 0.0088 0.0137
51 3333.33 17 0.005 0.0039 0.0088 0.0137
52 3333.33 25 0.007 0.0039 0.0088 0.0137
Jumlah 173333.33 1527
Peta Kendali u Revisi 1 untuk Proses Tumbling
Universitas Kristen Maranatha
Peta Revisi 2
Tabel Perhitungan Peta Revisi 2 Proses Tumbling (lanjutan) Sub
Grup n c u BKB GT BKA 36 3333.33 22 0.007 0.0035 0.0082 0.0128
37 3333.33 11 0.003 0.0035 0.0082 0.0128
38 3333.33 13 0.004 0.0035 0.0082 0.0128
39 3333.33 39 0.012 0.0035 0.0082 0.0128
40 3333.33 17 0.005 0.0035 0.0082 0.0128
41 3333.33 33 0.010 0.0035 0.0082 0.0128
42 3333.33 27 0.008 0.0035 0.0082 0.0128
43 3333.33 37 0.011 0.0035 0.0082 0.0128
44 3333.33 19 0.006 0.0035 0.0082 0.0128
45 3333.33 17 0.005 0.0035 0.0082 0.0128
46 3333.33 25 0.007 0.0035 0.0082 0.0128
Jumlah 153333.33 1250
Peta Kendali u Revisi 2 untuk Proses Tumbling
0.000 0.002 0.004 0.006 0.008 0.010 0.012 0.014
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46
Subgrup
Universitas Kristen Maranatha
Peta Revisi 3
Tabel Perhitungan Peta Revisi 3 Proses Tumbling (lanjutan) Sub
Grup n c u BKB GT BKA 35 3333.33 17 0.005 0.003 0.0076 0.0121
36 3333.33 33 0.010 0.003 0.0076 0.0121
37 3333.33 27 0.008 0.003 0.0076 0.0121
38 3333.33 37 0.011 0.003 0.0076 0.0121
39 3333.33 19 0.006 0.003 0.0076 0.0121
40 3333.33 17 0.005 0.003 0.0076 0.0121
41 3333.33 25 0.007 0.003 0.0076 0.0121
Jumlah 136666.67 1035
Peta Kendali u Revisi 3 untuk Proses Tumbling
0.000 0.002 0.004 0.006 0.008 0.010 0.012 0.014
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41
Subgrup
Universitas Kristen Maranatha
LAMPIRAN 4
Tabel Rating Severity (SEV)
Rangking Effect Criteria Severity of Effect
10 Hazardous Hazardous effect wtihout warning. Safety related. Regulatory non-compliant
9 Serious Potential hazardous effect. Able to stop without mishap. Regulatory compliance in jeopardy
8 Extreme Item inoperable but safe. Customer very dissatisfied
7 Majot Performance severely affected but functional and safe. Customer dissatisfied
6 Significant Performance degraded but operable and safe. Non-vital part inoperable. Customer experiences discomfort
5 Moderate Performance moderately affected. Fault on non-vital part requires repair. Customer experiences some dissatisfaction
4 Minor
Minor effect on performance. Fault does not require repair. Non-vital fault always noticed. Customer experiences minor
nuisance
3 Slight Slight effect on performance. Non-vital fault notice modt of the time. Customer is slight annoyed
2 Very Slight Very slight effect on performance. Non-vital fault may be noticed. Customer is not annoyed
1 None No Effect
Tabel Rating Occurance (OCC)
Rangking Possible Failure Rates Probability of Failure 10 ≥ 1 in 2 Almost certain
Universitas Kristen Maranatha
Tabel Rating Detection (DET)
Rangking Detection Criteria : Likelihood of Detection by Design Control 10 Absolute
Uncertainty
No design control or design control will not detect potential cause
9 Very
Remote Very remote chance design control will detect potential cause 8 Remote Remote chance design control will detect potential cause
7 Very Low Very low chance design control will detect potential cause
6 Low Low chance design control will detect potential cause
5 Moderate Moderate chance design control will detect potential cause
4 Moderately High
Moderate high chance design control will detect potential cause
3 High High chance design control will detect potential cause
2 Very High Very high chance design control will detect potential cause
1 Almost Certain
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Untuk membuat suatu produk yang berbahan dasar kulit sangat susah dan juga akan sangat mahal. Biasanya dalam membuat suatu benda yang berbahan dasar kulit berasal dari kulit hewan seperti kulit sapi dan kulit hewan lainnya. Oleh karena itu maka diperlukan suatu inovasi untuk menggantikan kulit asli yang kelamaan akan habis. Inovasi tersebut adalah dengan menggunakan kulit imitasi yang dibuat dengan cara menggunakan suatu kertas yang ada corak seperti kulit asli. Keunggulan menggunakan kulit imitasi adalah dapat membuat produk yang sesuai dengan keinginan berbeda dengan kulit asli yang masih harus diolah lagi. Kulit imitasi ini dapat diproduksi dengan satu kali proses saja dengan menggunakan sistem coating.
PT. SempurnaIndah MultiNusantara (SIMNU) adalah sebuah perusahaan yang bergerak di bidang tekstil dengan membuat kulit imitasi yang bisa diaplikasikan pada sofa (baik untuk mobil maupun untuk interior di rumah), tas, sepatu, sarung tangan, stuttlecocks, dan bola sepak. Cacat yang dihasilkan sangat berpengaruh kepada keuntungan perusahaan. Semakin banyak barang cacat maka semakin banyak kerugian yang dialami oleh perusahaan tersebut. Saat ini terdapat sekitar 1.31 % produk cacat yang terjadi di perusahaan yang harus ditanggulangi dimana untuk setiap produksi sebesar 300.000 meter jumlah produk cacat yang terjadi sekitar 3926.3 meter pada bulan Januari 2008. Dengan alasan demikian maka perusahaan harus mengatasi cacat yang penyebabnya berasal dari proses produksi yang dilakukan.
Untuk membantu perusahaan menyelesaikan permasalahan yang terjadi, maka penulis melakukan penelitian Tugas Akhir dengan judul “PENGGUNAAN
METODE DMAIC UNTUK MENGANALISIS DAN MEMINIMASI
CACAT PADA PRODUKSI KULIT IMITASI DI PT. SEMPURNA INDAH
Bab 1 Pendahuluan 1-2
1.2 Identifikasi Masalah
Melalui wawancara dan juga penelitian yang dilakukan, terdapat banyak sekali permasalahan yang ada pada perusahaan ini, termasuk permasalahan yang terdapat di bagian produksi seperti banyaknya persentase produk cacat yang terjadi dapat dilihat pada tabel di bawah ini.
Tabel 1.1
Data Persentase Produk Cacat Produk
Bulan Produksi (m) Produk Cacat (m) Persentase Produk Cacat (%)
Januari 2008 300000 3926.3 1.31
Februari 2008 300000 4135.8 1.38
(Sumber : Data Perusahaan;2008)
Setelah dilakukan identifikasi banyaknya presentase produk cacat yang disebabkan oleh cacat-cacat produk di bawah ini.
Tabel 1.2
Jenis-jenis Cacat pada Perusahaan
No. Bagian Jenis Cacat
Dari setiap permasalahan di atas ini sangat mengakibatkan kerugian bagi perusahaan sehingga permasalahan ini harus ditanggulangi.
Bab 1 Pendahuluan 1-3
1.3 Pembatasan Masalah
Pembatasan masalah diperlukan agar permasalahan lebih akurat dan jelas, sehingga penulis tidak menyimpang dari penelitian yang dilakukan. Adapun pembatasan masalah yang digunakan adalah :
1. Penelitian ini tidak membahas masalah biaya-biaya 2. Penelitian dilakukan hanya pada pabrik lama saja
3. Penelitian dilakukan dengan mengimplementasikan tahap Define,
Measure, Analyze, sedangkan untuk tahap Improve dan Control hanya
diberikan dalam bentuk usulan (tidak dilakukan implementasi).
1.4 Perumusan Masalah
Perumusan masalah yang dapat dijelaskan berdasarkan masalah yang terjadi dan akan dibahas dalam penelitian ini adalah :
1. Faktor apa saja yang menyebabkan terjadinya cacat dalam produksi? 2. Usulan apa saja yang dapat diberikan untuk memperbaiki kualitas produk
yang dihasilkan perusahaan?
1.5 Tujuan Penelitian
Tujuan dilakukan penelitian Tugas Akhir ini adalah sebagai berikut :
1. Mengetahui faktor-faktor yang menyebabkan terjadinya cacat dalam produksi.
2. Memberikan usulan yang digunakan untuk memperbaiki kualitas produk kulit imitasi yang dihasilkan oleh perusahaan.
1.6 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat bagi : 1. Perusahaan
Bab 1 Pendahuluan 1-4
2. Penulis
Dapat mengembangkan kemampuan penulis dalam menerapkan bidang kuliah terutama dalam pengendalian kualitas.
3. Pembaca
Dapat memberikan sumbangan pemikiran bagi pembaca yang memerlukan bantuan bagi masalah yang sejenis.
1.7 Sistematika Penulisan
Dalam penyusunan Tugas Akhir ini, sistematika yang digunakan hádala sebagai berikut :
BAB 1 : PENDAHULUAN
Bab ini menggambarkan tentang latar belakang masalah yang terjadi kemudian melakukan pengidentifikasian masalah tersebut, Agar penelitian lebih terarah maka diberikan pembatasan masalah. Setelah mengetahui masalah yang terjadi,dilakukan perumusan masalah dan juga tujuan penelitian. Juga menggambarkan manfaat yang timbul bagi perusahaan yang diamati, penulis dan pembaca. Pada bab ini juga memberikan sistematika penulisan.
BAB 2 : TINJAUAN PUSTAKA
Bab ini berisi tentang uraian singkat teori-teori yang berhubungan dengan masalah yang terjadi dan digunakan sebagai dasar pemikiran dalam membantu memecahkan masalah yang terjadi.
BAB 3 : METODOLOGI PENELITIAN
Bab ini berisi uraian langkah-langkah sistematis yang dilakukan untuk memecahkan permasalahan yang terdapat di preusan
BAB 4 : PENGUMPULAN DATA
Bab ini berisi tentang data umum perusahaan dan data-data yang berhubungan dengan cacat produksi dan penelitian ini.
Bab 1 Pendahuluan 1-5
BAB 5 : PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi pengolahan data untuk memecahkan masalah yang ada dan diuraikan dengan menggunakan DMAIC yang terdiri dari stratifikasi, peta kendali u, FTA (Fault Tree Analysis), FMEA (Failure Mode Effect Analysis) kemudian dianalisis dari hasil pengolahan tersebut dan dibuat pula usulan perbaikan kualitas produk dengan melihat penyebab-penyebab cacat.
BAB 6 : KESIMPULAN DAN SARAN
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Kesimpulan yang dapat diambil pada penelitian yang dilakukan sesuai dengan perumusan masalah adalah sebagai berikut :
1. Faktor yang menyebabkan terjadinya cacat dalam produksi dapat dilihat dari hasil FTA yang terdapat pada tabel 6.1 di bawah ini.
Tabel 6.1
Jenis Penyebab Kegagalan Potensial
No. Jenis Penyebab Kegagalan
1 Standar Kerja Lisan
2 Pekerjaan yang monoton
3 Jarak antara meja inspeksi dengan lampu terlalu jauh
4 Alat untuk membersihkan kotor
5 Kebijakan perusahaan supaya tidak ada biaya
6 Tidak ada batasan waktu pemakaian paper
7 Tidak ada kode atau tanda pada paper
8 Kurang adanya koordinasi antara mixing dengan produksi
9 Jarak antara mesin dengan lampu terlalu jauh
10 Tidak terdapat jadwal pembersihan daerah sekitar mesin
11 Tidak terdapat orang yang bertanggungjawab untuk membersihkan
12 Tidak terdapat alat yang baik untuk menbumpahkan "obat"
13 Tidak ada jadwal perawatan khusus untuk mesin stenter
14 Belum ada pembagian panas antara mesin coating dan mesin stenter
15 Kurang adanya perawatan terhadap paper
16 Kapasitas mesin tidak cukup untuk memproses seluruh produk
Bab 6 Kesimpulan dan Saran 6-2
2. Usulan yang dapat diberikan untuk memperbaiki kulaitas produk yang dihasilkan perusahaan dapat dilihat pada tabel FMEA pada bagian tindakan yang direkomendasikan. Berikut ini usulannya yaitu :
Tabel 6.2 Usulan Yang Diberikan
No. Usulan 1 Membuat standar kerja yang tertulis
2 Me-rolling operator antar mesin coating 3 Mendekatkan lampu dengan meja inspeksi
4 Mengganti alat untuk membersihkan yang tidak mudah kotor 5 Mengganti kebijakan perusahaan untuk memakai paper baru 6 Memberikan atau membuat batasan waktu pemakaian paper 7 Membuat tanda/ kode pada paper
8 Membuat jadwal produksi 9 Mendekatkan lampu dengan mesin
10 Membuat jadwal pembersihan daerah sekitar mesin 11 Mencari orang yang bertugas serta bertanggungjawab untuk
membersihkan
12 Membuat/ membeli alat yang mudah digunakan 13 Membuat jadwal perawatan khusus untuk mesin stenter 14 Membuat saluran panas (batu bara) yang berbeda untuk masing-masing mesin
15 Membuat jadwal perawatan untuk paper
16 Membeli mesin baru yang sesuai dengan kapasitas produksi
6.2 Saran
DAFTAR PUSTAKA
1. Besterfield, EH.;”Quality Control”, Fourth Edition, Prentice-Hall, Inc., United States of America, 1994.
2. Besterfield, Dale H.;”Quality Control”, Second Edition, Prentice-Hall, Inc., United States of America, 1986.
3. Feigenbaum and Vallin, Armand.; “Total Quality Control”, Third Edition, Mc Graw Hill Book, Inc., New York, 1986.
4. Gaspersz, Vincent; “Pedoman Implementasi Program Six Sigma Terintegrasi Dengan ISO 9001 : 2000, MBNQ, dan HACCP”, PT. Gramedia Pustaka Utama, Jakarta, 2002.
5. Grant, Eugent L. and Richard S. Leavenworth; “ Statistical Quality
Control”, Fifth Edition, Mc Graw Hill Book Company, New York, 1981.
6. Ishikawa, Kouru; “Teknik Penuntun Pengendalian Mutu “, terjemahan Ir. Nawolo Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
7. Juran, J.M. and Frank M. Gryna; “Quality Planning and Analysis”, Third Edition, Mc Graw, New York, 1993.
8. Miranda dan Widjaja Tunggal, Amin; “ Six Sigma : gambaran Umum, Penerapan Proses dan Metode-Metode yang Digunakan Untuk Perbaikan”, Harvarindo, Jakarta, 2002.
9. Nasution, M.N.; “Manajemen Mutu Terpadu”, Ghalia Indonesia, Jakarta, 2001.
10.Pande, Peter S., Robert P . Neuman & Roland R. Cavanagh, “The Six Sigma Way “, Andi, Yogyakarta, 2002.
11.Pyzdeck, Thomas T., “The Six Sigma hand Book Panduan Lengkap Untuk Greenbelts, Blackbelts & Managers Pada Semua Tingkat”, Salemba Empat, Jakarta, 2002.