MODIFIED PROSES CLAUSE PADA BERBAGAI UMPAN GAS REKAYASA PROSES
APRILIANA DWIJAYANTI NIM. 23014038
MAGISTER TEKNIK KIMIA
FAKULTAS TEKNIK INDUSTRI INSTITUT TEKNOLOGI BANDUNG 2015
PENDAHULUAN
Proses penghilangan H2S akan memainkan peran yang semakin besar dalam pengolahan gas masa depan, karena sekitar 25% dari gas alam yang dibawa untuk diproduksi dari sumber-sumber baru membutuhkan penghilangan dan pembuangan H2S. Saat ini hanya dua metode yang tersedia untuk menangani sejumlah besar H2S: pembuangan gas dengan injeksi ke formasi dasar dan konversi dari H2S menjadi produk yang dapat digunakan yaitu unsur sulfur.
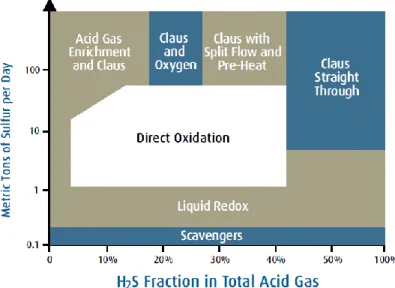
Metode yang paling umum untuk mengubah H2S menjadi sulfur adalah proses Claus atau salah satu dari modifikasi nya. Gambar 1 adalah bagan penerapan proses recovery sulfur yang menyajikan rentang range aplikasi teknologinya. Two konfigurasi modified claus: : straight-through and split flow.
- Proses straight-through lebih disukai dan paling sederhana. Proses ini dapat memproses feed yang mengandung lebih dari 55% mol H2S; dengan udara atau acid gas preheat, dan dapat memproses 30-55 mol% H2S dalam feed;
- Konfigurasi split-flow dapat memproses feed yang mengandung 5 sampai 30 mol% H2S. Proses straight-through menghasil efisiensi sulfur-recovery tertinggi.
Gambar 1: Sulfur Recovery Process Applicability Range
Semua unit Claus melibatkan tahap pembakaran awal dalam tungku. Produk pembakaran kemudian melewati serangkaian catalytic converter, yang masing-masing menghasilkan unsur
belerang. Proses Claus terdiri dari oksidasi fase uap hidrogen sulfida untuk membentuk air dan unsur belerang, menurut reaksi keseluruhan:
Reaksi keseluruhan diatas tidak mewakili mekanisme reaksi atau menunjukkan tahapan perantara. Dalam prakteknya, reaksi dilakukan dalam dua tahap:
Reaksi pertama adalah reaksi pembakaran yang sangat eksotermik, sedangkan yang kedua adalah eksotermis yang lebih lemah menggunakan katalis untuk mencapai keseimbangan.
Gas umpan untuk Claus Sulfur Recovery Unit biasanya berasal dari acid gas sweetening plant. Aliran yang mengandung jumlah H2S dan CO2, dijenuhkan dengan air dan sering memiliki sejumlah kecil hidrokarbon dan kotoran lainnya selain komponen utama. Dalam unit khas, gas H2S-bearing masuk di sekitar 8 psig dan 120 ° F. Pembakaran udara terkompresi untuk tekanan setara dengan blower sentrifugal. Kedua inlet kemudian mengalir ke burner ke tungku reaksi. Free-flame Modifikasi Claus dapat mengkonversi sekitar 50% sampai 70% dari gas belerang uap belerang. Panas gas, sampai dengan 2.500 ° F, kemudian didinginkan dengan menghasilkan uap dalam waste heat boiler.
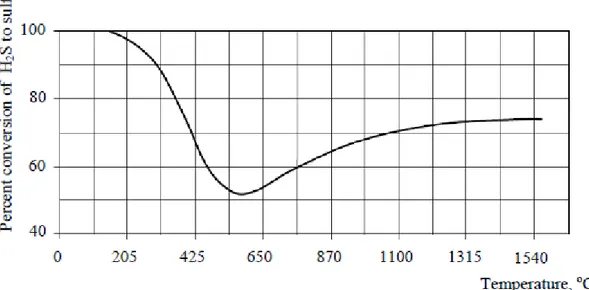
Gas lebih lanjut didinginkan menghasilkan low-pressure steam dalam penukar panas yang terpisah, sering disebut sebagai kondensor belerang, yang mendinginkan gas panas sekitar 325 ° F, mengkondensasi sebagian besar sulfur yang telah dibentuk. Belerang cair yang dihasilkan akan dibuang dalam bagian separator dari kondensor dan mengalir oleh gravitasi ke tangki penyimpanan belerang. Sulfur terakumulasi dalam waduk ini dipompa ke truk atau mobil rel untuk pengiriman. Gambar 2 menunjukkan konversi kesetimbangan diperoleh untuk H2S ke unsur sulfur oleh reaksi Claus.
Gambar 2: Equilibrium conversion of hydrogen sulfide to sulfur
Kohl dan Nielsen (1997) menyatakan bahwa bentuk yang tidak biasa dari kurva keseimbangan disebabkan oleh keberadaan spesies belerang yang berbeda pada suhu reaksi yang berbeda. Mereka menunjukkan bahwa pada tekanan parsial sulfur 0,05 bar dan suhu di bawah 370 ° C, uap ini kebanyakan S6 dan S8, tetapi pada tekanan parsial yang sama dan suhu lebih dari sekitar 540 ° C, S2 mendominasi. Pergeseran dalam spesies menyebabkan konstanta kesetimbangan dalam reaksi bergeser dari kemiringan ke bawah untuk kemiringan ke atas, seperti yang ditunjukkan pada Gambar 2. Titik leleh sulfur amorf adalah 120 ° C, dan titik didih normal adalah 445 ° C.
Gambar 2 menunjukkan bahwa konversi maksimum belerang oleh reaksi (1) diperoleh pada suhu mendekati titik lebur sulfur, tetapi untuk mempertahankan sulfur dalam bentuk uap, suhu yang relatif tinggi diperlukan. Akibatnya, jika catalytic converter yang beroperasi di bawah kondisi di mana belerang tidak mengembun pada katalis, mereka tidak dapat beroperasi pada konversi kesetimbangan optimal. Ini adalah alasan untuk memiliki serangkaian konverter, dengan produk belerang ditarik dari campuran reaksi antara konverter. Penarikan produk belerang menyebabkan reaksi (3) bergeser ke kanan, yang menghasilkan produk belerang lebih banyak.
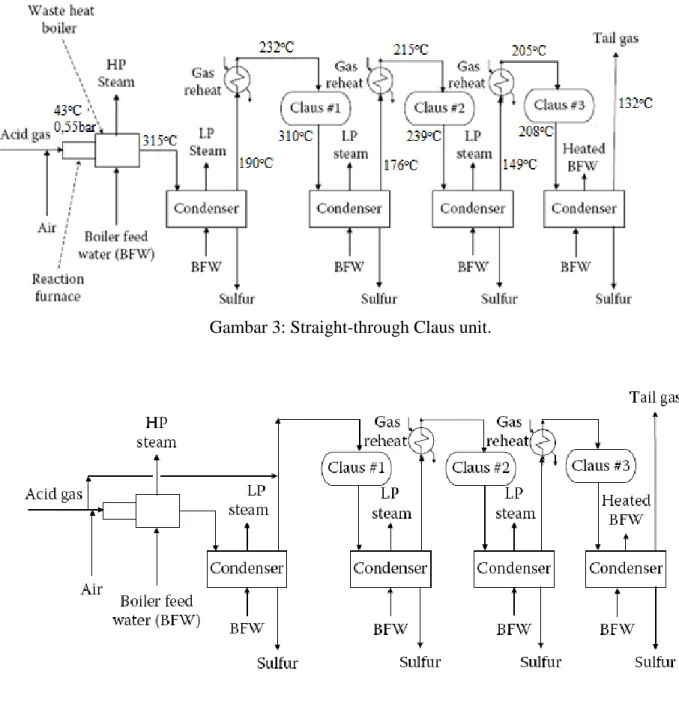
Gambar 3 dan Gambar 4 menunjukkan diagram alir untuk dua konfigurasi umum, straight through and split flow
Gambar 3: Straight-through Claus unit.
METODOLOGI
Metodologi tugas terdiri dari review dan perbandingan pengaruh konsentrasi komposisi gas umpan, H2S / SO2 rasio, konversi H2S setiap tahap proses dan keseluruhan H2S untuk konfigurasi yang diusulkan dan sulfur recovery menggunakan simulator proses yang disebut HYSYS
HASIL A. Feed 1 (Rich Feed)
Pada feed 1, kondisi operasi dan gas umpan dapat dilihat pada table 1 atau gambar 5. Gas umpan mengandung H2S yang sangat tinggi sebesar 93.4 % mol, karenanya proses sulfur recovery ini memakai proses straight flow.
Kondisi operasi
Laju alir 100 kmol/h
Tekanan 1.14 bar Temperature 25oC Komposisi (%mol): H2S CO2 H2O 93.4 5.64 0.96 Tail gas ratio (H2S/SO2) 2
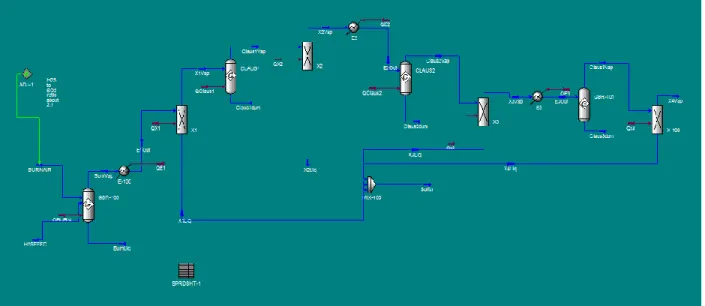
Konfigurasi peoses straight-through dapat dilihat pada gambar 6 sedangkan parameter proses tiap unit dapat dilihat pada table 2.
Gambar 6: Simulasi proses unit pada feed 1
Table 2: Parameter tiap unit operasi pada feed 1
Furnace Clause 1 Clause 2 Clause 3
Temperature (C) 1149 315 250 250
Pressure (bar) 1.14 1.03 0.9194 0.9194
Pressure drop (kPa) 0 11.03 11.03 0
Duty (kj/h) -2.33 x 106 -2.31 x 106 -9.746 x 104 0
Liquid level (%) 50 50 50 50
Agar rasio H2S/SO2 sama dengan 2 maka digunakan Adjust dimana Adjuast variablemya adalah molar flow Burnai dan target valuenya rasio H2S/SO2 adalah 2. Untuk memastikan thumb rule recovery process yaitu rasio H2S dan SO2 adalah 2 maka digunakan adjust. Table 3 menunjukan laju alir H2S dan SO2 pada keluaran vapor tiap converter Clause, serta konversi H2S tiap tahap operasi dimana laju molar H2S di gas umpan adalah 205.9096 lbmol/hr.
Tabel 3: Ratio H2S/SO2 dan konversi H2S feed 1
Furnace Clause 1 Clause 2 Clause 3
Laju H2S (lbmole/hr) 37.4583 5.0194 0.6726 0.6723
Laju SO2 (lbmole/hr) 18.792 2.5097 0.3363 0.3362
H2S/SO2 (lbmole/hr) 2 2 2 2
Konversi H2S 0.8181 0.9756 0.9967 0.9967
"straight-through" unit (ditunjukkan pada Gambar 5) melewati semua acid gas melalui burner pembakaran dan tungku reaksinya. Awal reaksi free-flame biasanya mengkonversi lebih dari setengah dari belerang yang masuk ke unsur sulfur. Hal ini mengurangi jumlah yang harus ditangani oleh bagian katalitik dan dengan demikian mengarah ke recovery sulfur tertinggi secara keseluruhan.
Jumlah panas yang dihasilkan dalam reaksi tergantung pada jumlah H2S yang tersedia pada burner. Dengan gas asam yang kaya (60% - 100% H2S), panas reaksi menjaga suhu api diatas 2200 ° F. Ketika gas yang lebih ramping, suhu api berkurang; massa lebih besar dipanaskan sampai suhu yang lebih rendah. Jika suhu turun di bawah titik kritis, sekitar 1800 ° F sampai 2000 ° F, api menjadi tidak stabil dan tidak dapat dipertahankan.
Pembakaran tungku-boiler diikuti oleh beberapa reaktor katalitik dimana hanya reaksi kedua terjadi karena semua O2 telah dikonsumsi di dalam tungku. Setiap reaktor katalitik diikuti oleh kondensor untuk menghilangkan sulfur terbentuk. Kondensor umumnya mencapai pendinginan melalui pertukaran panas dengan air untuk menghasilkan uap bertekanan rendah. Uap yang meninggalkan kondensor berada pada titik belerang embun, sehingga gas yang dipanaskan sebelum melewati ke converter berikutnya untuk mencegah pengendapan sulfur pada katalis. Konfigurasi straight-through tidak dapat digunakan pada konsentrasi H2S di bawah 55%, karena feed nilai kalor gas terlalu rendah. Konsentrasi serendah 40% dapat diterima jika udara atau gas asam dipanaskan.
B. Feed 2 (Lean Feed)
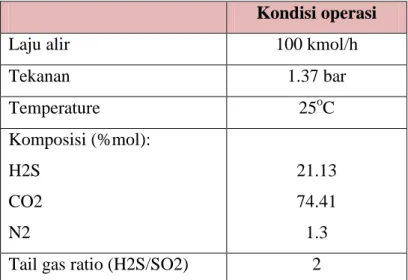
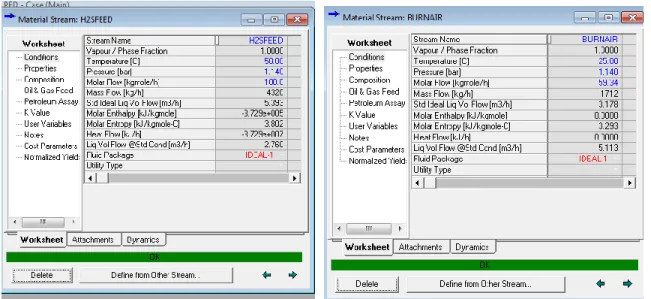
Pada feed 2, kondisi operasi dan gas umpan dapat dilihat pada table 4 atau gambar 7. Gas umpan mengandung CO2 yang sangat tinggi sebesar 74.41 % mol dan H2S 21.13% mol, karenanya proses sulfur recovery ini memakai proses Split flow.
Tabel 4: Kondisi operasi feed 2
Kondisi operasi
Laju alir 100 kmol/h
Tekanan 1.37 bar Temperature 25oC Komposisi (%mol): H2S CO2 N2 21.13 74.41 1.3 Tail gas ratio (H2S/SO2) 2
Gambar 7: Kondisi umpan gas (Feed 2) dan udara
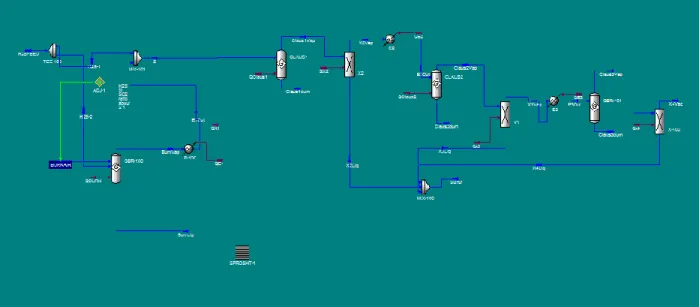
Konfigurasi peoses straight-through dapat dilihat pada gambar 8 sedangkan parameter proses tiap unit dapat dilihat pada table 5.
Gambar 8: Simulasi proses unit pada feed 2
Table 5: Parameter tiap unit operasi pada feed 1
Furnace Clause 1 Clause 2 Clause 3
Temperature (C) 1149 315 250 250.1
Pressure (bar) 1.37 1.26 1.149 1.149
Pressure drop (kPa) 0 11.03 11.03 0
Duty (kj/h) -1.97 x 104 6.703 x 105 -1.857 x 105 0
Liquid level (%) 50 50 50 50
Table 6 menunjukan laju alir H2S dan SO2 pada keluaran vapor tiap converter Clause, serta konversi H2S tiap tahap operasi dimana laju molar H2S di gas umpan adalah 48.1033 lbmol/hr.
Tabel 6: Ratio H2S/SO2 dan konversi H2S feed 2
Furnace Clause 1 Clause 2 Clause 3
Laju H2S (lbmole/hr) 0 4.3623 0.5846 0.5702
Laju SO2 (lbmole/hr) 15.5486 1.5524 0.2686 0.2614
H2S/SO2 (lbmole/hr) 3.53 x 10-13 2.810 2.176 2.181
Untuk konsentrasi H2S di kisaran 20 sampai 50%, konfigurasi Split-flow dapat digunakan. Dalam skema ini, umpan displit, sepertiga umpan menuju ke tungku dan sisanya bergabung dengan gas yang keluar tungku sebelum memasuki catalytic converter pertama. H2S dibakar untuk memberikan rasio 2: 1 rasio H2S untuk SO2 di katalis bed. Suhu api dijaga di atas minimum, karena sejumlah panas yang dipasok, diserap oleh massa yang lebih rendah. Free-flame reaksi Claus dikurangi atau dihilangkan seluruhnya oleh pendekatan ini, karena sedikit atau tidak ada H2S tersedia untuk bereaksi dalam tungku. Hal ini menyebabkan sedikit penurunan dari recovery sulfur secara keseluruhan. Ketika dua pertiga dari umpan dilewati, udara pembakaran disesuaikan untuk mengoksidasi semua H2S untuk SO2, dan, akibatnya, suhu api yang diperlukan dapat dipertahankan.
C. Feed 3
Pada feed 3, kondisi operasi dan gas umpan dapat dilihat pada table 7 atau gambar 9. Gas umpan mengandung CO2 yang sangat tinggi sebesar 89.23 % mol dan H2S yang sangat kecil 1.78% mol serta beberapa kontaminan dengan % mol rendah, karenanya proses sulfur recovery ini memakai proses hot gas bypass.
Tabel 7: Kondisi operasi feed 2
Kondisi operasi
Laju alir 100 kmol/h
Tekanan 1.14 bar Temperature 50oC Komposisi (%mol): H2S CO2 N2 CH4 C2 C6H6 C7H8 1.78 89.23 0.01 2.72 0.35 0.06 0.42 Tail gas ratio (H2S/SO2) 2
Gambar 9: Kondisi umpan gas (Feed 3) dan udara
Konfigurasi peoses straight-through dapat dilihat pada gambar 10 sedangkan parameter proses tiap unit dapat dilihat pada table 8.
Table 8: Parameter tiap unit operasi pada feed 1
Furnace Clause 1 Clause 2 Clause 3
Temperature (C) 1149 315 250 250.1
Pressure (bar) 1.14 1.03 0.9194 0.9194
Pressure drop (kPa) 0 11.03 11.03 0
Duty (kj/h) 2.87 x 106 -3.028 x 106 -3320 0
Liquid level (%) 50 50 50 50
Table 9 menunjukan laju alir H2S dan SO2 pada keluaran vapor tiap converter Clause, serta konversi H2S tiap tahap operasi dimana laju molar H2S di gas umpan adalah 4.1495 lbmol/hr.
Tabel 9: Ratio H2S/SO2 dan konversi H2S feed 3
Furnace Clause 1 Clause 2 Clause 3
Laju H2S (lbmole/hr) 1.311 0.1757 0.0235 0.0235
Laju SO2 (lbmole/hr) 0.6555 0.0878 0.0118 0.0118
H2S/SO2 (lbmole/hr) 2 2 2 2
Konversi H2S 0.6841 0.9577 0.9943 0.9943
Dalam beberapa unit sulfur recovery, perlu untuk memotong sebagian dari aliran umpan sekitar tahap konversi termal untuk menjaga nyala api yang stabil di dalam tungku reaksinya. Bypass ini memungkinkan proses Claus yang akan digunakan pada konsentrasi H2S yang rendah. Metode "hot gas bypass" memungkinkan sebagian dari gas proses sulfur-bearing untuk melewati satu atau lebih tahap reaksi katalitik dan sulfur kondensasi. Ketika ini terjadi, gas sulfur kurang memiliki kesempatan untuk mengubah uap belerang dan tetesan recovery sulfur secara keseluruhan.
Plant ini sangat sensitif terhadap kontaminan dalam gas umpan karena beberapa tahap gas bypass pembakaran. Kontaminan yang tidak hancur dalam tahap termal langsung ke tempat katalis bed di mana mereka dapat bereaksi dengan katalis untuk menonaktifkannya. Kontaminan seperti hidrokarbon berat di aliran umpan dapat menyebabkan katalis Claus untuk menonaktifkan. Laju deaktivasi akan tergantung sebagian besar pada konsentrasi kontaminan
dalam aliran umpan dan modus operasi. Penelitian menunjukkan bahwa catalytic cracking hidrokarbon dapat menyebabkan penyumbatan pori parah pada katalis, mengurangi aktivitasnya.
D. Feed 4
Pada feed 4, kondisi operasi dan gas umpan dapat dilihat pada table 10 atau gambar 11. Gas umpan mengandung H2S yang sebesar 14 % mol, proses sulfur recovery ini memakai proses straight flow preheat. Dapat dilihat kondisi umpan bersuhu 75 C
Kondisi operasi
Laju alir 100 kmol/h
Tekanan 1.2 bar Temperature 75oC Komposisi (%mol): H2S CO2 H2O NH3 14 17 32 37 Tail gas ratio (H2S/SO2) 2
Konfigurasi peoses straight-through feed 4 dapat dilihat pada gambar 12 sedangkan parameter proses tiap unit dapat dilihat pada table 11.
Gambar 12: Simulasi proses unit pada feed 4
Table 11: Parameter tiap unit operasi pada feed 4
Furnace Clause 1 Clause 2 Clause 3
Temperature (C) 1149 315 250 250
Pressure (bar) 1.14 1.03 0.9194 0.9194
Pressure drop (kPa) 0 11.03 11.03 0
Duty (kj/h) -3.309 x 106 8.713 x 106 -3.229 x 104 0
Liquid level (%) 50 50 50 50
Agar rasio H2S/SO2 sama dengan 2 maka digunakan Adjust dimana Adjuast variablemya adalah molar flow Burnai dan target valuenya rasio H2S/SO2 adalah 2. Table 12 menunjukan laju alir H2S dan SO2 pada keluaran vapor tiap converter Clause, serta konversi H2S tiap tahap operasi dimana laju molar H2S di gas umpan adalah 30.8607 lbmol/hr.
Tabel 12: Ratio H2S/SO2 dan konversi H2S feed 4
Furnace Clause 1 Clause 2 Clause 3
Laju H2S (lbmole/hr) 12.5755 1.6851 0.2258 0.2258
Laju SO2 (lbmole/hr) 6.2879 0.8427 0.1131 0.1131
H2S/SO2 (lbmole/hr) 2 2 2 2
Konversi H2S 0.5925 0.9454 0.9927 0.9927
KESIMPULAN
Untuk memenuhi batas emisi SOx, refinery gas harus di perlakukan untuk menghilangkan belerang. untuk itu dapat digunakan proses recovery sulfur menggunakan proses modified clause. Proses ini bermacam-macam jenis tergantung dari umpan gasnya. Pada umpan dengan %mol H2S yang tinggi dapat menggunaka "straight-through" unit. Proses ini melewati semua acid gas melalui burner pembakaran dan tungku reaksinya. Awal reaksi free-flame biasanya mengkonversi lebih dari setengah dari belerang yang masuk ke unsur sulfur. Hal ini mengurangi jumlah yang harus ditangani oleh bagian katalitik dan dengan demikian mengarah ke recovery sulfur tertinggi secara keseluruhan.
Pada umpan dengan CO2 tinggi dan H2S berkisar 20-50% dapat menggunakan konfigurasi Split-flow. Dalam skema ini, umpan displit, sepertiga umpan menuju ke tungku dan sisanya bergabung dengan gas yang keluar tungku sebelum memasuki catalytic converter pertama. Sedangkan pada umpan yang terdapat berbagai macam kontaminan yang dapat mendeaktivasi katalis, dapat menggunakan konfigurasi hot gas bypass. Metode "hot gas bypass" memungkinkan sebagian dari gas proses sulfur-bearing untuk melewati satu atau lebih tahap reaksi katalitik dan sulfur kondensasi. Dimana sebagian hot gas langsung masuk kedalam converter tanpa proses pendinginan.
TINJAUAN PUSTAKA
1. Modified Clause Process Applied to Natural Gas for Sulfur Recovery. Nicuşor VATACHI, Viorel POPA. University “Dunărea de Jos” of Galati, ROMANIA
2. Kohl, A. L. and Nielsen, R.B., “Gas Purification”, Gulf Publishing, Houston, TX, 1997. 3. Sulfur Process Technology. The Linde Process Plant, inc.