Kekerasan Hasil Pengelasan TIG dan SMAW pada
Stainless Steel
SS 304 untuk
Aplikasi
Boiler Shell
Dwita Suastiyanti1), Muhammad Kemal Hasybi2) 1) 2).Program Studi Teknik Mesin Institut Teknologi Indonesia E-mail: [email protected], [email protected]
Abstrak
Pengelasan adalah proses penyambungan bahan yang menghasilkan peleburan bahan melalui pemanasan pada suhu yang tepat. Penelitian ini adalah mengenai perbandingan sifat tarik dan kekerasan material baja tahan karat SS 304 untuk aplikasi boilershell yang dilakukan pengelasan dengan metode TIG dan SMAW. Parameter-parameter yang digunakan yaitu arus pengelasan sebesar 40 A, tegangan pengelasan sebesar 25 V, elektroda ER308L untuk pengelasan TIG, dan elektroda E308L untuk pengelasan SMAW. Pengujian yang dilakukan yaitu pengujian kekerasan Vickers. Nilai HV pada metode SMAW lebih besar daripada metode TIG disebabkan strukturdendritic yang lebih dominan pada metode SMAW.
Kata kunci:Pengelasan, SMAW, TIG, boiler shell, SS 304
Pendahuluan
Pengelasan adalah proses penyambungan bahan yang menghasilkan peleburan bahan dengan memanasinya pada suhu yang tepat dengan atau tanpa pemberian tekanan dan dengan atau tanpa pemakaian bahan pengisi. Saat ini terdapat berbagai macam jenis pengelasan. Dari seluruh jenis pengelasan tersebut, pengelasan yang paling populer di Indonesia yaitu pengelasan dengan menggunakan busur nyala listrik (Shielded Metal Arc Welding/SMAW) dan gas pelindung argon (Tungsten Inert Gas/TIG). Pengelasan tersebut masing-masing dapat diaplikasikan pada pengelasanboiler shell. Spesifikasi material yang dibutuhkan untuk pembuatan boiler shell antara lain tahan terhadap tekanan tinggi, temperatur tinggi, korosi, serta memiliki ketangguhan dan keuletan yang tinggi.
Tujuan penelitian ini adalah untuk mengetahui sifat kekerasan pada uji kekerasan, dan mengamati struktur mikro dengan uji metalografi pada baja tahan karat SS 304 yang dilakukan pengelasan menggunakan metode SMAW dan TIG.
Batasan masalah pada penelitian ini yaitu mengunakan material baja tahan karat SS 304, pengelasan dilakukan menggunakan metode SMAW dan TIG, arus listrik yang digunakan saat pengelasan adalah sebesar 40 A, tegangan listrik saat pengelasan adalah sebesar 25 V., elektroda yang digunakan pada pengelasan SMAW adalah elektroda E308L dan pada pengelasan TIG adalah elektroda ER308L, dan gas pelindung yang digunakan pada pengelasan TIG menggunakan gas argon.
Studi Pustaka
pengelasan diantaranya adalah timbulnya lonjakan tegangan yang besar disebabkan oleh perubahan struktur mikro pada daerah las yang menye-babkan turunnya kekuatan bahan dan akibat adanya tegangan sisa dan adanya cacat dan retak akibat proses pengelasan (Nasrul, 2016).
Las Gas Tungsten Arc Welding (GTAW) adalah jenis pengelasan dengan memakai busur nyala api yang menghasilkan elektroda tetap yang terbuat dari tungsten (wolfram), sedangkan bahan penambah terbuat dari bahan yang sama atau sejenis dengan bahan yang dilas dan terpisah dari torch. Busur listriknya timbul antara batang wolfram dan logam induk dan dilindungi oleh gas argon (Wiryosumarto, 2008). Pengelasan dengan menggunakan Gas Tungsten Arc Welding (GTAW) banyak digunakan untuk mengelas bahan stainless steel. Hal ini disebabkan gastungsten akan mengusir oksigen yang akan menimbulkan oksida logam (Agus, 2013).
Las busur listrik elektroda terlindung atau lebih dikenal dengan SMAW (Shielded Metal Arc Welding) merupakan pengelasan menggunakan busur nyala listrik sebagai panas pencair logam. Busur listrik terbentuk diantara elektroda terlindung dan logam induk. Karena panas dari busur listrik maka logam induk dan ujung elektroda mencair dan membeku bersama (Wiryosumarto, 2008). Proses terjadinya pengelasan karena adanya kontak antara ujung elektroda dan material dasar sehingga terjadi hubungan pendek dan saat terjadi hubungan pendek tersebut tukang las (welder) harus menarik elektroda sehingga terbentuk busur listrik yaitu lompatan ion yang menimbulkan panas. Panas akan mencairkan elektrode dan material dasar sehingga cairan elektrode dan cairan material dasar akan menyatu membentuk logam lasan (weld metal).
Baja stainless merupakan baja paduan yang mengandung minimal 10,5% Cr. Hanya sedikit baja stainless mengandung lebih dari 30% Cr atau kurang dari 50% Fe. Karakteristik khusus baja stainless adalah pembentukan lapisan film Kromium Oksida (Cr2O3). Lapisan ini berkarakter kuat, tidak mudah pecah dan tidak terlihat secara kasat mata. Umumnya berdasarkan paduan unsur kimia dan persentase baja stainless dibagi menjadi lima kategori yaitu (www.astm.org) baja stainless martensitik, baja stainless ferritik, baja stainless austenitik, baja stainless dupleks, dan baja stainless pengerasan endapan.
Baja tahan karat SS 304 tergolong pada baja stainless austenitik. Austenitic stainless steel merupakan baja paduan yang memiliki kandungan 16–26% Cr, 0.75–19.0% Mn, 1–40% Ni, 0.03–0.35% C, dan kandungan N sebagai penstabil austenite pada temperatur ruang dan kenaikan temperatur tertentu [6]. Tabel 1 menunjukkan komposisi kimia baja tahan karat SS 304 dan Tabel 2 menunjukkanmechanical propertiesdari baja tahan karat SS 304.
Tabel 1. Komposisi Kimia Baja Tahan Karat SS 304 (European Stainless Steel, 2007)
Tabel 2.Mechanical PropertiesBaja
Tahan Karat SS 304 (www.asm.matweb.com) Sifat
Mod 86 GPa 12500 ksi Keterangan :
Tahap pertama dalam penelitian ini yaitu melakukan studi literatur mengenai pengelasan, terutama pengelasan SMAW dan TIG, baja tahan karat,boiler, dan pengujian yang akan dilakukan yaitu pengujian tarik. Tahap kedua yang akan dilakukan yaitu mempersiapkan material yang akan dilakukan pengelasan yaitu baja tahan karat SS 304. Setelah material disiapkan maka dibuat spesimen SS 304 sebelum pengelasan seperti yang ditunjukkan pada Gambar 1.
Gambar 1. Spesimen Sebelum Pengelasan
Gambar 2. Spesimen SS 304 Setelah Pengelasan
Tahap keempat yaitu pembuatan spesimen uji kekerasan Vickers menggunakan mesin milling. Dimensi dari spesimen uji kekerasan Vickers ditunjukkan pada Gambar 3 dan spesimen uji kekerasan Vickers yang telah dibuat ditunjukkan pada Gambar 4.
Gambar 3. Dimensi Spesimen Kekerasan Vickers
Gambar 4. Spesimen Uji Kekerasan Vickers
Tahap kelima yaitu melakukan pengujian kekerasan Vickers di Balai Besar Teknologi Kekuatan Struktur (B2TKS). Pengujian kekerasan dilakukan sebanyak 5 titik, yaitu 1 titik pada base metal, san 2 titik masing-masing pada daerah HAZ dan weld metal. Tahap Keenam yaitu pengambilan data dan analisa dari pengujian kekerasan Vickers yang telah dilakukan. Tahap ketujuh yaitu mengambil kesimpulan dari analisa yang telah didapat.
Hasil dan Pembahasan
Gambar 5. Sampel Pengujian Kekerasan Vickers Pengelasan Metode TIG (A) dan SMAW (B)
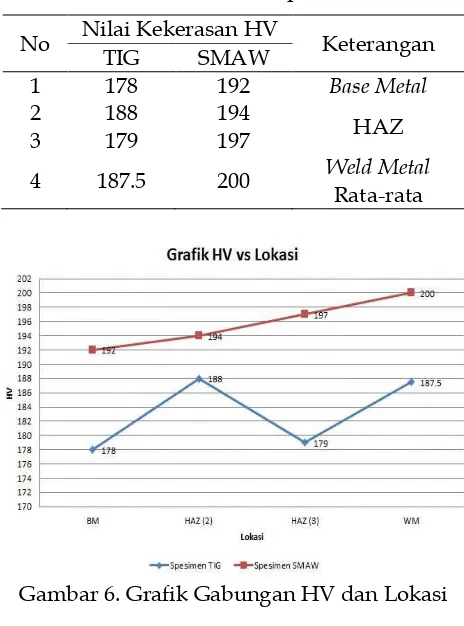
Titik pengujian kekerasan Vickers pada spesimen TIG dan SMAW adalah sebanyak 5 titik, yaitu titik 1 pada base metal, titik 2 dan 3 pada daerah HAZ, dan titik 4 dan 5 pada weld metal.Dari pengujian kekerasan Vickers, didapat nilai kekerasan Vickers ditunjukkan pada Tabel 3 dan grafik gabungan HV vs lokasi ditunjukkan pada Gambar 6.
Tabel 3. Tabel Nilai Kekerasan HV Spesimen TIG dan SMAW
No Nilai Kekerasan HV Keterangan
TIG SMAW
1 178 192 Base Metal
2 188 194
HAZ
3 179 197
4 187.5 200 Weld Metal
Rata-rata
Gambar 6. Grafik Gabungan HV dan Lokasi
Meskipun kekerasan pada metode pengelasan SMAW lebih tinggi dibandingkan metode pengelasan TIG akan tetapi pengelasan dengan metode SMAW cenderung menghasilkan logam las yang lebih getas disebabkan karena pada pengelasan SMAW, logam las dapat tercampur dengan oksigen sehingga dapat mempengaruhi kualitas logam las itu sendiri, sedangkan pada pengelasan TIG terdapat gas argon sebagai gas pelindung logam las sehingga logam las tidak tercampur dengan oksigen.
Kesimpulan
Dari penelitian yang telah dilakukan, maka didapatkan kesimpulan sebagai berikut : 1. Nilai kekerasan Vickers pada weldmetal metode pengelasan SMAW lebih besar
daripada metode pengelasan TIG disebabkan oleh struktur dendritic yang lebih dominan pada metode SMAW.
2. Untuk aplikasi padaboiler shelldirekomendasikan metode pengelasan TIG mengingat kualitasnya yang lebih baik karena menggunakan gas argon sebagai gas pelindung.
Daftar pustaka
Agus Sudibyo, Pramuko Ilmu Purboputro,2013, Pengaruh Pengelasan Gas Tungsten Arc Welding (GTAW) dengan Variasi Pendinginan Air dan Udara pada Stainless Steel 304 Terhadap Uji Komposisi Kimia, Struktur Mikro, Kekerasan, dan Uji Impact. Simposium Nasional RAPI XIIFakultas Teknik Universitas Muhammadiyah Surakarta.
Harsono Wiryosumarto, Toshie Okumura, 2008,Teknologi Pengelasan Logam. Cetakan ke 10. PT. Pradnya Paramita : Jakarta.
Muhammad Yogi Nasrul L, Heru Suryanto, Abdul Qolik,2016, Pengaruh Variasi Arus Las SMAW Terhadap Kekerasan dan Kekuatan Tarik Sambungan Dissimilar Stainless Steel 304 Dan ST 37,Jurnal Teknik Mesin Universitas Negeri Malang,Vol. 24 No. 1.
The European Stainless Steel Development Association, 2007,Stainless Steel : Tables of Technical Properties. Euro Inox Publisher : Luxembourg.
Vury Ayu Setyowati, Suheni, 2016, Variasi Arus dan Sudut Pengelasan pada Material Austenitic Stainless Steel 304 Terhadap Kekuatan Tarik dan Struktur Makro.Jurnal IPTEK Institut Teknologi Adhi Tama Surabaya. Vol. 20 No. 2.
http://asm.matweb.com/search/Specific-Material.asp?bassnum=mq304a/ diakses 16 Januari 2018.