Perhitungan dan Analisis Laju Korosi dan Sisa Umur Pipa Gas Api 5 L
Grade B Menggunakan Standar Asme B.31.8 Dan Api 570 serta Perangkat
Lunak Rstreng Pada Pt.X
Meryanalinda, Andi Rustandi
1,2. Departemen Teknik Metalurgi dan Material, Fakultas Teknik, Universitas Indonesia, Depok, 16424, Indonesia
Email : meryanalinda@ui.ac.id
Abstrak
Tujuan dari penelitian ini adalah untuk mengetahui laju korosi dan sisa umur dari empat jalur pipa yang diinspeksi pada PT.X. Kecepatan korosivitas, keadaan lingkungan dan kandungan gas akan mempengaruhi nilai ketahanan pipa. Perhitungan ini menggunakan standar ASME B.31.8, API 570 dan perangkat lunak RSTRENG. Berdasarkan hasil inspeksi, keempat jalur pipa mengalami pengurangan ketebalan, semakin besar pengurangan
ketebalan maka laju korosi semakin meningkat dan sisa umur pipa semakin menurun. Berdasarkan kekuatan pipa, keempat jalur pipa masih dalam batas aman ( MAOP > P desain). Secara umum, semua jalur pipa dalam
keadaan aman kecuali daerah B jalur PPP 1 – SKG 1.
Calculation and Analysis of Corrosion Rate and Remainig Life Pipa gas API 5L Grade B Using Standard ASME B.31.8 and API 570 and Software RSTRENG in PT.X
Abstract
The purpose of this study is to determine the corrosion rate and the remaining life of four pipa gas inspected at PT.X. Corrosion rate, environmental and gas content will affect the resistance of the pipe. This calculation based on standard ASME B.31.8, API 570 and software RSTRENG. The results of the inspection, four pipa gass
experienced a reduction in thickness, the greater the reduction in the thickness, the corrosion rate will increase and the remaining life in safe limits (MAOP> P design). Genarally, all of the gaslines are safe, except gaslines
area B PPP 1 – SKG 1.
Keywords:
Pendahuluan
Indonesia memiliki sumber daya energi khususnya minyak bumi dan gas yang sangat banyak, sehingga mendominasi pasar energi global. Cadangan sumber daya energi yang dimiliki oleh Indonesia tahun 2014 adalah sebesar 7,76 miliar barel minyak dan 157,14 TSCF gas[1]. Sumber energi alternatif yang banyak digunakan untuk mengantikan kebutuhan minyak mentah adalah gas alam. hal ini dikarenakan menipisnya cadangan minyak mentah yang ada di Indonesia. Saat ini penggunaan gas alam telah banyak digunakan untuk kebutuhan industri, rumah tangga maupun sebagi sumber daya pembangkit tenaga listrik. Energi yang dihasilkan oleh gas alam lebih efisien dan biaya investasi pembangkit listrik lebih ekonomis.
Jaringan pipa adalah bagian dalam suatu proses flow diagram suatu industri gas. Pipa rentan memiliki resiko kegagalan yang perlu diperhitungkan sehingga perlu diadakannya pemeriksaan. Pada industri minyak dan gas, bagian yang paling sering mengalami kegagalan adalah pada pipa penyalur, hal ini dikarenakan pipa merupakan bagian terbesar dari unit produksi minyak dan gas, sehingga peluang kegagalan juga besar dibandingkan dengan
equipment lain [2].
Material baja karbon adalah material yang banyak digunakan untuk pembuatan pipa pada industri eksplorasi dan produksi minyak dan gas alam[3]. Material baja digunakan karena sifatnya yang mudah di machining, memiliki keuletan yang tinggi, dan harganya murah. Kelemahan dari material baja adalah kekerasannya rendah dan ketahanan terhadap korosi yang tidak begitu baik pada berbagai lingkungan.
Kehadiran gas CO2 tidak membahayakan terhadap terjadinya proses korosi pada pipa
penyalur, tetapi jika gas CO2 berinteraksi dengan fasa liquid maka akan membentuk asam
lemah yang akan menyebabkan terjadinya sweet corrosion atau korosi internal pada material, yang disebut CO2/CO2 corrosion[2]. Korosi CO2 dapat dipengaruhi oleh laju aliran, sifat kimi,
kecepatan, temperatur, tekanan parsial CO2 dan pH [2][4].
Berdasarkan hal diatas, diketahui bahwa korosivitas yang terjadi, material pipa yang digunakan dan kandungan gas yang mengalir akan memperngaruhi ketahanan pipa pada industri minyak dan gas. Semakin tinggi nilai korosivitas dan kecepatan aliran gas, maka akan memicu semakin tingginya nilai penipisan ketebalan pipa, hal ini menyebabkan nilai sisa umur pipa semakin berkurang. Hal ini menyebabkan kegagalan pada produksi gas dan minyak. Oleh sebab itu, maka diperlukanlah suatu analisis mengenai nilai sisa umur pipa yang digunakan untuk mencegah kegagalan lebih lanjut pada jalur pipa dan pencegahan lebih dini dalam melakukan pemeliharaan dan menentukan ketebalan pipa yang tepat.
Tinjauan Teoritis 1. Pipa Penyalur
Pipa API 5L Grade B. Pipa API 5 L Grade B memiliki kandungan karbon 0,28% C. Kandungan karbon yang dimiliki oleh API 5 L Grade B mengkategorikan bahwa pipa ini termasuk pada jenis medium carbon steel, dimana medium carbon steel merupakan baja dengan kandungan karbon 0,25%-0,55% C[8]. Baja jenis ini memiliki kemampukerasan yang rendah. Adanya penambahan crom, nikel, dan molybdenum dapat meningkatkan kemampuan paduan ini untuk diberikan perlakuan panas sehingga memiliki kekuatan dan keuletan yang beragam. Heat treated alloy ini memiliki kekuatan yang lebih baik dibandingkan dengan low
carbon steel namun keuletan dan ketangguhan tidak sebaik low carbon steel.
Selain itu, pipa juga dibedakan berdasarkan NPS (nominal pipe size dan schedule) / (ketebalan pipa)[6]. Hal ini berdasarkan pada ANSI (American National Standard Institute ) / ASME B.36.10. Ukuran mewakili diameter tertentu, sedangkan schedule mewakili rasio antara tekanan operasi dengan tekanan yang diperbolehkan. Jika ukuran tetap, maka semakin besar schedule maka ketebalan semakin besar.
2. Korosi
Baja adalah material yang banyak digunakan untuk aplikasi pipa pada industri minyak dan gas. Dengan adanya karbon, kekerasan dan kekuatan baja akan meningkat, mudah difabrikasi dan harga yang murah. Sifat mekanis dari baja akan menjadi lebih baik jika ditambahkan dengan paduan lainnya. Tatapi, baja terdiri dari beberapa fasa yang menyebabkan ketidakhomogenan pada permukaan, sehingga menyebabkan terbentuknya sel elektrokimia secara lokal. Hal ini menyebabkan rendahnya ketahanan korosi dari baja kerena reduksi katodik mudah terjadi sehingga menimbulkan terbentukanya porous sebagai produk korosi dan proses korosi pada baja tidak menyebabkan terbentuknya lapisan pasif[7].
Proses korosi dari Fe adalah:
2Fe + 2H2O + O2 2Fe(OH)2 (1)
Gambar 1. Proses korosi pada Fe di larutan Netral dan Basa [13]
Besarnya tingkat korosi yang terjadi pada material dapat diketahui dengan cara menghitung laju korosi pada material tersebut. Laju korosi adalah banyaknya logam yang dilepas tiap satuan waktu pada permukaan tertentu[8]. Laju korosi sangat berhubungan dengan ketahanan korosi suatu material. Hubungan laju korosi dan ketahanan korosi dapat dilihat pada tabel berikut[9]:
Tabel 1. Hubungan laju korosi dengan ketahanan korosi[9]
Ketahanan korosi relatif
Laju korosi
mpy mm/yr nm/yr nm/hr pm/s
Sangat baik < 1 < 0,02 < 25 < 2 < 1
Baik 1-5 0,02-0,1 25-100 2-10 1-5
Cukup 5-20 0,1-0,5 100-500 10-50 20-50
Kurang 20-50 0,5-1 500-1000 50-150 20-50
Buruk 50-200 1-5 1000-5000 150-500 50-200
Faktor- faktor yang mempengaruhi laju korosi adalah jenis logam dan struktur mikrosruktur logam, tekstur tanah dan struktur tanah, pH, resistivitas, bahan pengotor, gas terlarut, temperatur, tekanan dan fluida yang mengalir.
3. Sisa Umur Pipa
Sisa umur pipa bergantung pada nilai laju korosinya. Salah satu cara meningkatkan nilai sisa umur pipa adalah melakukan corrosion monitoring. Tujuan dari corrosion
monitoring adalah memperkirakan adanya permasalahan korosi., monitoring dari metode
korosi, melakukan proses control dan melakukan perhitungan pada insperksi dan menjadwakan waktu maintenance.
4. Perangkat Lunak RSTRENG.
Kekuatan pipa dapat dihitung secara manual menggunakan standar ASME B.31.8, dimana pada perhitungan ini kekuatan pipa dihitung dengan memperhatikan sisa ketebalan dinding tanpa memperhatikan cacat dan korosi. Hasil perhitungan akan menghasilkan nilai MAOP (maximum allowable operating pressure) yang dapat dibandingkan dengan tekanan desain untuk menentukan kekuatan pipanya. Selain menggunakan cara manual, kekuatan pipa juga dapat dihitung menggunakan perangkat lunak RSTRENG 5.5. Hal ini dijelaskan pada ASME B31.G Method For Determining The Remaining Strength of Corroded Pipes. Salah satu cara perhitungan yaitu menggunakan persamaan yang dikembangkan oleh proyek PR-3-805 dari institusi PRCI (Pipeline Research Center Internasional) dengan cara memodifikasi persamaan dari ASME B.31.G.
Jenis perhitungannya perangkat lunak RSTRENG adalah:
a. Conventional B31.G Criterion
Perhitungan ini mengasumsikan kondisi cacat yng terjadi sangat panjang, dan mengabaikan korosi yang terjadi, sehingga hasil kekuatan pipa tinggi. Perhitungan ini mengasumsikan nilai tegangan aliran 1.1 kali lipat dari nilai yield strength dan cacat yang terjadi, sehingga nanti akan membentuk kurva parabola (2/3 area factor).
b. Modified B31.G Criterion (0,85 dL area)
Perhitngan ini mengasumsikan penyederhanaan dari bentuk dan geometri dari korosi yangterjadi, sehingga tidak akurat untuk cacat yang panjang dan dalam. Persamaan ini menggunakan 0,85 Luas area mengantikan 2/3 area factor. Persamaan ini menunjukan prinsip bentuk dari cacat pitting yang dialami oleh pipa. Nilai P yang didapat harus lebih rendah atau sebanding dari nilai MAOP.
c. RSTRENG Modified B31.G Criterion (effective area)
Perhingan ini sangat efektif, perhitungan ini hanya menggunakan internal stress tanpa memperhitungkan external stress seperti torsi, bending, dll. Metode ini melakukan
perhitungan dengan memperhitungkan nilai metal loss pada daerah yang berbeda, sehingga dapat menghitung berbagai kemungkinan failue pressure pipa tersebut. Metode ini disebut
effective area karena metode perhitungan ini menghitung panjang dan luas daerah cacat pada
pipa.
Ketiga perhitungan ini memiliki pendekatan yang berbeda, dimana ketiga persamaan ini akan memperhatikan pengukuran luas atau panjang cacat dan korosi yang terjadi pada pipa. Namun ketiga metode perhitungan bisa digunakan untuk menghitung nilai kekuatan
piping dengan melakukan sedikit modifikasi. Untuk pengembangan metode ini, Kiefner
menggunakan pengujian burst pressure dengan menggunakan material API 5L X42, X46, X52, X60 dan X65 serta batasan allowable stress (σa).
σ
a=
(3)
Oleh karena adanya batasan ini, maka nilai perhitungan tekanan menggunakan RTSTRENG (Pf) harus dibagi 3 terlebih dahulu sebelum digunakan sebagai nilai MAOP dari
piping yang dihitung kekuatannya.[25]
P =
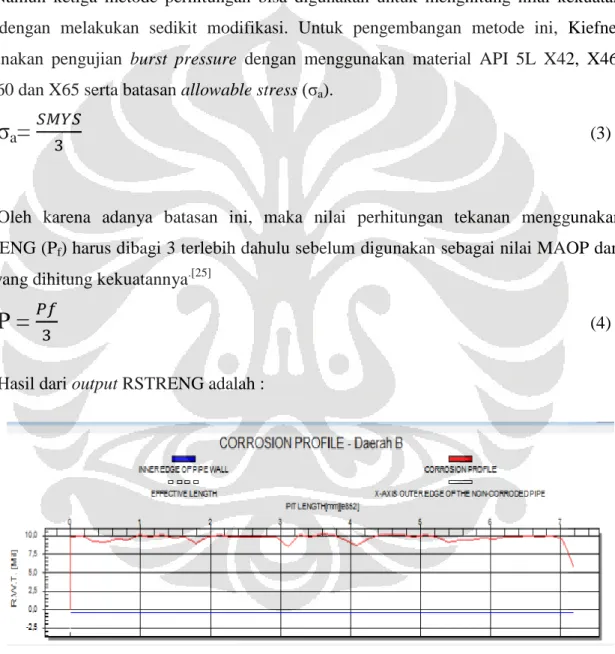
(4)Hasil dari output RSTRENG adalah :
Gambar 2. Contoh corrosion profile dari perhitungan RSTRENG Metode Penelitian
1. Pengumpulan Data Sekunder
Untuk mengetahui data-data sejarah pipa berupa data awal pipa, material pipa, tahun pemasangan pipa, panjang pipa.
2. Inspeksi NDT dan Visual Inspection
Metode inspeksi adalah visual/naked eye inspection, wall ketebalan measurenment dan hardnes test. Pengukuran ketebalan pipa menggunakan alat ultrasonic ketebalan measurement pada 4 arah (12,3,6,9)
3. Pengukuran Resistivitas Tanah
Pengukuran ini bertujuan untuk mengetahui seberapa besar kondisi tanah terhadap pipa. Nilai resistivitas di ambil secara acak di point-point pipa untuk memastikan pengaruh resistivitas terhadap korosi pipa.
4. Pengukuran pH
Pengukuran pH dilakukan mengetahui pH tanah yang dilalui oleh pipa, apakah pipa berada dalam kondisi normal, asam atau basa. Dimana nilai laju korosi akan meningkat ketika pH kecil dari 4 dan diatas 12 hal ini karena tidak terbentuknya lapisan pelindung pada besi.
5. Teknik Perhitungan a. ASME B 31. 8
Perhitungan wall thickness (t required) adalah:
(5) Dimana :
P : MAOP (Psi)
t : minimum wall ketebalan (inci) S : Kekuatan mulur minimum F : Faktor desain lokasi
E : Faktor sambungan arah memanjang pipa T : Faktor derating suhu
OD : diameter luar nominal pipa (inci)
b. API 570 Inspection, Repair, Alteration, and Rerating of In-service Piping Systems
Penggunaan standart ini adalah untuk menentukan nilai dari laju korosi dan sisa umur pipa.
CR =
(6)
Dimana :
CR : Laju korosi (ipy)
t nom : t nominal adalah nilai ketebalan pipa pada saat di
pasang,berdasarkan schedule dan NPS dari pipa (inch)
t act : t actual adalah nilai ketebalan pipa yang didapat dari hasil inspeksi di lapangan (inch)
age of pipe : Umur pipa (tahun)
c. Perhitungan sisa umur pipa
Berdasarkan standart diketahui bahwa untuk menghitung sisa umur pipa maka dibutuhkan nilai wall ketebalan (t required) yang dihitung berdasarkan ASME B31.8.
RL =
(7)
Dimana:
CR : Laju korosi (ipy)
t act : t actual adalah nilai ketebalan pipa yang didapat dari hasil inspeksi di lapangan (inch)
t req : t required adalah nilai minimum wall ketebalan calculation
berdasarkan perhitungan ASME B31.8 sebelum nilai corrosion
allowance dan manufacturer’s tolerance ditambahkan (inch)
Hasil Penelitian Grafik Ketebalan
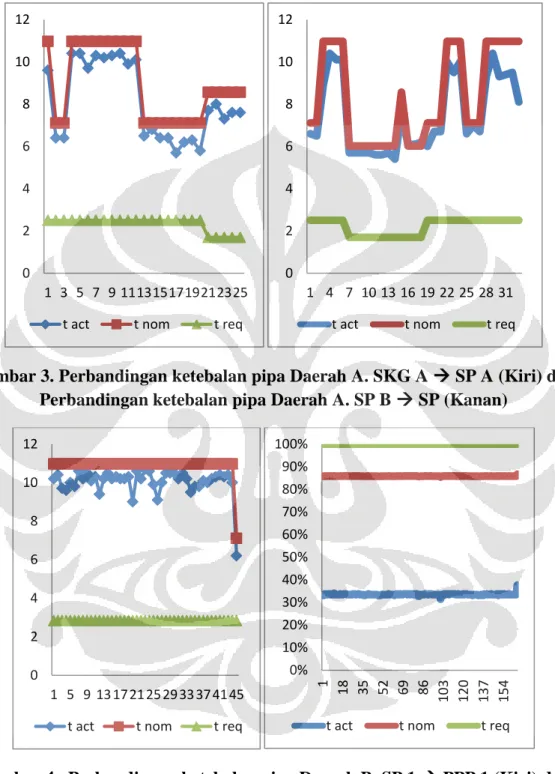
Gambar 3. Perbandingan ketebalan pipa Daerah A. SKG A SP A (Kiri) dan Perbandingan ketebalan pipa Daerah A. SP B SP (Kanan)
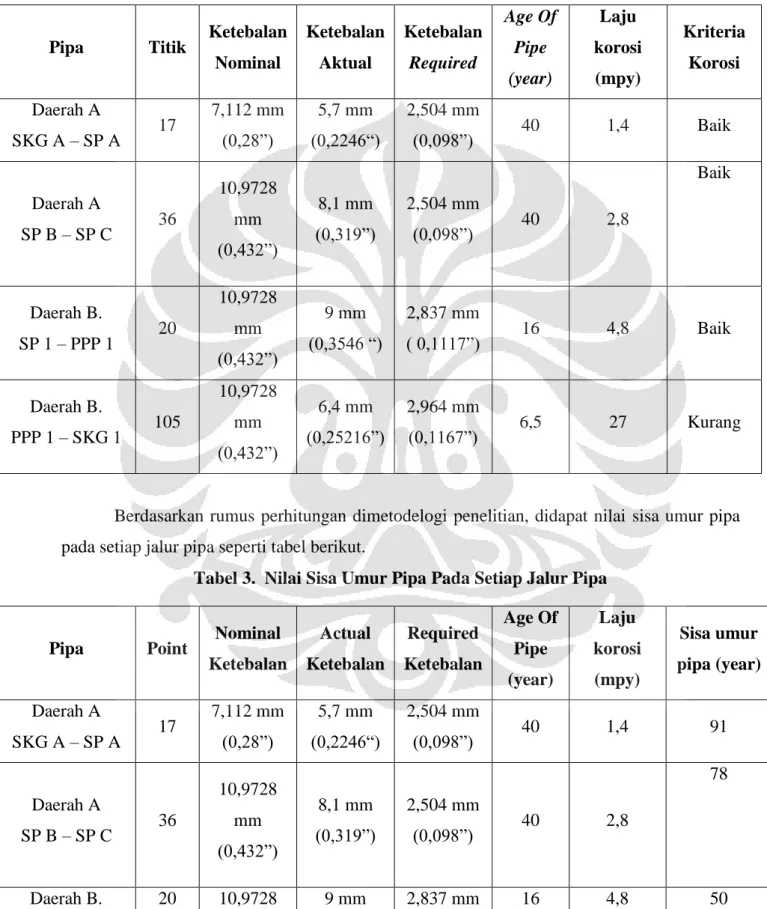
Gambar 4. Perbandingan ketebalan pipa Daerah B. SP 1 PPP 1 (Kiri) dan Perbandingan ketebalan pipa Daerah B. PPP 1 SKG 1 (Kanan)
0 2 4 6 8 10 12 1 3 5 7 9 1113151719212325 t act t nom t req
0 2 4 6 8 10 12 1 4 7 10 13 16 19 22 25 28 31 t act t nom t req
0 2 4 6 8 10 12 1 5 9 13 17 21 25 2933 37 41 45 t act t nom t req
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% 1 18 35 52 69 86 10 3 12 0 13 7 15 4
Dilihat dari hasil perhitungan laju korosi menggunakan standar API 570 diketahui laju korosi masing-masing jalur adalah:
Tabel 2: Hasil Perhitungan Laju Korosi Keempat Jalur Pipa
Pipa Titik Ketebalan
Nominal Ketebalan Aktual Ketebalan Required Age Of Pipe (year) Laju korosi (mpy) Kriteria Korosi Daerah A SKG A – SP A 17 7,112 mm (0,28”) 5,7 mm (0,2246“) 2,504 mm (0,098”) 40 1,4 Baik Daerah A SP B – SP C 36 10,9728 mm (0,432”) 8,1 mm (0,319”) 2,504 mm (0,098”) 40 2,8 Baik Daerah B. SP 1 – PPP 1 20 10,9728 mm (0,432”) 9 mm (0,3546 “) 2,837 mm ( 0,1117”) 16 4,8 Baik Daerah B. PPP 1 – SKG 1 105 10,9728 mm (0,432”) 6,4 mm (0,25216”) 2,964 mm (0,1167”) 6,5 27 Kurang
Berdasarkan rumus perhitungan dimetodelogi penelitian, didapat nilai sisa umur pipa pada setiap jalur pipa seperti tabel berikut.
Tabel 3. Nilai Sisa Umur Pipa Pada Setiap Jalur Pipa
Pipa Point Nominal
Ketebalan Actual Ketebalan Required Ketebalan Age Of Pipe (year) Laju korosi (mpy) Sisa umur pipa (year) Daerah A SKG A – SP A 17 7,112 mm (0,28”) 5,7 mm (0,2246“) 2,504 mm (0,098”) 40 1,4 91 Daerah A SP B – SP C 36 10,9728 mm (0,432”) 8,1 mm (0,319”) 2,504 mm (0,098”) 40 2,8 78 Daerah B. 20 10,9728 9 mm 2,837 mm 16 4,8 50
SP 1 – PPP 1 mm (0,432”) (0,3546 “) ( 0,1117”) Daerah B. PPP 1 – SKG 1 105 10,9728 mm (0,432”) 6,4 mm (0,25216”) 2,964 mm (0,1167”) 6,5 27, 4
Berdasarkan RSTRENG, diketehui mengenai kekuatan pipa untuk menahan tekanan Jika kekuatan pipa kecil,maka sisa umur pipa juga rendah, hal ini karena rendahnya kemungkian kegagalan sangat besar.
Pembahasan
1. Analisa Ketebalan
Daerah A jalur SKG A- SP A terlihat bahwa ketebalan saat ini masih berada jauh diatas ketebalann required dan terlihat hanya sedikit mengalami pengurangan ketebalan dari nominal ketebalan. Titik 6, 17 dan 21 mengalami pengurangan ketebalan yang lebih besar, hal ini dikarenakan pada titik tersebut pengurangan ketebalan juga dipengaruhi oleh korosi
pitting dan korosi merata dan tanpa proteksi wrapping. Daerah A jalur SP B - SP C memiliki
NPS 4” dan 6” schedule 40 dan 80 , pipa ini juga mengalami kehilangan ketebalan tetapi masih jauh diatas required thickness. Titik 25,31,33,34,35 juga mengalami pengurangan ketebalan yang cukup besar, hal ini karena pada point tersebut tidak menggunakan coating dan wrapping sehingga laju terbentuknya korosi pitting dan merata lebih tinggi dibandingkan pada titik lain. Pada titik ini ada bagian yang tidak aman, dimana nilai ketebalan aktual lebih besar dari nilai ketebalan nominal, sehinggamengindikasi bagian ini sangat parah dan perlu diganti.
Daerah B. jalur SP 1 - PPP 1 juga menunjukkan bahwa kehilangan ketebalan pipa masih sedikit dan masih aman untuk beroperasi, hal ini dikarenakan nilai ketebalan aktual masih jauh diatas ketebalan required . Grafik ketebalan aktual daerah B. SP 1 - PPP 1 menunjukan garis yang fluktuatif, dimana titik yang memiliki kekurangan ketebalan yang besar adalah titik mengalami korosi pitting dan korosi merata. Selain itu keadaan pipa terekspos ke lingkungan tanpa adanya proteksi mekanik atau proteksi katodik. Titik terakhir menunjukaan adanya perbedaan schedule dengan titik-titik yang lain yang tidak diketahui historynya. Biasanya perbedaan ini terjadi karena pipa ini mengalami kebocoran dan diganti dengan pipa lain.
Daerah B. jalur PPP 1 - SKG 1 , grafik menunjukan bahwa nilai ketebalan aktual mengalami pengurangan yang cukup besar (setengah dari nilai nominal thickness) hal ini dikarenakan kondisi pipa tidak dicoating, tidak di proteksi dengan wrapping maupun proteksi katoda. Hal ini menyebabkan hampir semua titik di jalur pipa tersebut mengalami korosi merata dan korosi pitting.
2. Analisa Laju Korosi
Berdasarkan hal tersebut, maka lokasi pipa dan lingkungan yang dilalui pipa akan mempengaruhi pengurangan ketebalan pipa. Semakin besar perngurangan ketebalan pipa, maka laju korosi semakin tinggi. Keempat pipa ini berada pada posisi underground dan above
ground dan kondisi pipa berada diatas tanah tanpa support (pipa dalam keadaan tidak ada
penyangga, tidak di coating, wrapping dan proteksi katodik). Lokasi keempat jalur pipa juga mempengaruhi nilai ketebalan aktual yang didapat, dimana pipa ini melewati daerah perkebunan karet, semak belukar, dan perumahan penduduk.
Penggunaan material medium carbon steel menyimpulkan bahwa semua titik pada pipa akan memiliki laju korosi yang tinggi karena medium carbon steel sering digunakan pada indusri oil and gas dikarenakan murah,mudah didapatkan, dan mudah di fabrikasi. Tetapi
medium carbon steel ini memiliki sifat kemampukerasan yang rendah, ketahanan korosi
rendah karena merupakan logam yang tidak inert, tidak bisa membentuk lapisan dan membentuk karat yang rapuh yang menyebakan metal loss pada material.
Semakin asam sifat tanah maka nilai korosivitas juga akan semakin tinggi. Ukuran partikel juga mempengaruhi nilai resisitivitas tanah, dimana tanah yang lebih halus memiliki resistivitas tanah rendah sehingga memudahkan terjadinya reaksi korosi. Nilai resistivitas berbanding terbalik dengan konduktivitas tanah, tanah yang memiliki konduktivitas tanah yang tinggi akan mengakibatkan laju korosi tinggi. Tekanan parsial CO2 akan berbanding
lurus dengan laju korosi internal sehingga semakin tinggi tekanan parsial CO2 maka laju
korosi internal CO2 pada pipa juga semakin tinggi.
3. Analisa Sisa Umur Pipa
Semakin tinggi nilai laju korosi pipa maka nilai sisa umur pipa semakin rendah, begitu sebaliknya. Semakin besar nilai pengurangan ketebalan pipa, maka semakin tinggi laju korosi pipa, dan semakin rendah umur pipa. Selain itu, sisa umur pipa dipengaruhi oleh adanya pitting atau tidak, jenis korosi yang terbentuk, pemasangan pipa dan lingkungan pipa.
Pengaruh dari hal tersebut menyebabkan seberapa banyak nilai pengurangan ketebalan pada saat inspeksi. Berdasarkan hal ini dapat disimpulkan bahwa nilai sisa umur pipa akan berbanding terbalik dengan nilai laju korosi pipa. Berdasarkan analisa-analisa diatas, pipa yang paling membutuhkan proteksi sekunder selain coating adalah pipa jalur Daerah B. jalur PPP 1 - SKG 1. Selain itu pipa pada Daerah B. jalur PPP 1 - SKG 1 menunjukan penaikan sisa umur pipa secara drastis pada bagian ujung pipa. Penyebab dari kenaikan ini diasumsikan karenakan adanya pergantian pipa, tetapi pergantian tersebut tidak diikuti dengan laporan inspeksi pipa terbaru, jadi data pipa ini hanya mengaju pada pipa pertama kali di gunakan.
4. Analisa RSTRENG
a. Daerah SKG A – SP A
Tabel 4. Nilai MAOP Daerah A Jalur SKG A – SP A
Titik Ketebalan Aktual Design Pressure (Psig) MAOP
(Psig) Analisa MAOP
17 5,7 mm 750 1708
Nilai MAOP diatas dari nilai desaign
pressure. Pipa ini masih aman untuk
beroperasi, dan memiliki kekuatan yang tinggi untuk beroperasi. Perlu kontrol
tekanan dan analisis gas untuk mempertahankan kekuatan pipa.
Tabel 5. Hasil Perhitungan RSTRENG Daerah A Jalur SKG A – SP A
NPS dan SCH Metode B31G (psig) Metode 0,85 dL (psig) Metode effective area (psig) Analisa MAOP RSTRENG Pf Pf/3 Pf Pf/3 Pf Pf/3
4” 80 3541 1180,33 3774 1258 3774 1258 Nilai MAOP > dari tekanan desain (aman) 6” 40 2330 7 776,67 2642 880,67 2643 881 Nilai MAOP > dari
tekanan desain (aman) 6” 80 2667 889 3283 1094 3284 1094 Nilai MAOP > dari
tekanan desain (aman).
Grafik corrosion profile yang terbentuk, terdapat bentuk cekungan yang lebar tetapi tidak dalam. Bentuk corrosion profile ini cocok untuk perhitungan RSTRENG menggunakan
Modified B31.G Criterion (0,85 dL area).
b. Daerah A SP B – SP C
Tabel 6. Nilai MAOP Daerah A Jalur SP B – SP C
Point Actual Ketebalan Design Pressure (Psig) MAOP
(Psig) Analisa MAOP
15 7,6 mm 750 3353
(Max)
Nilai MAOP diatas dari nilai desaign
pressure. Menyimpulkan pipa masih aman
untuk beroperasi, dan memiliki kekuatan yang tinggi untuk beroperasi.
Tabel 7. Hasil Perhitungan RSTRENG pada Daerah A Jalur SP B – SP C
NPS dan SCH Metode B31G (psig) Metode 0,85 dL (psig) Metode effective area (psig) Analisa MAOP RSTRENG Pf Pf/3 Pf Pf/3 Pf Pf/3
4” 40 2619 873 2654 884 2654 884 Nilai MAOP > dari tekanan desain. Pipa masih aman. 4” 80 3686 1 1228 3774 1258 - - No corrosion present
6” 40 2183 727 2352 784 2352 784 Nilai MAOP > dari tekanan desain, komponesn masih layak digunakan dan hanya perlu deratering tekanan desain sampai 727 psig. 6” 80 2667 889 3283 1094 3284 1094 Nilai MAOP > dari tekanan
Berdasarkan RSTRENG, nilai MAOP lebih besar dari pada tekanan desain. Hal ini sesuai dengan hasil perhitungan. Secara keseluruhan pipa jalur ini masih bisa beroperasi dan memiliki kekuatan pipa yang relatif aman sehingga sisa umur pipa pipa juga menjadi lama. Berdasarkan profil korosi, korosi yang terbentuk hampir rata pada semua titik. Hal ini menunjukan kalo tidak ada korosi yang terjadi pada pipa ini, atau dikarenakan nilai korosi yang diberikan kecil jadi no corrosion present. Sebagian besar nilai MAOP RSTRENG yang seharusnya di gunakan adalah hasil dari Modified B31.G Criterion (0,85 dL area).
c. Daerah B SP 1 – PPP 1
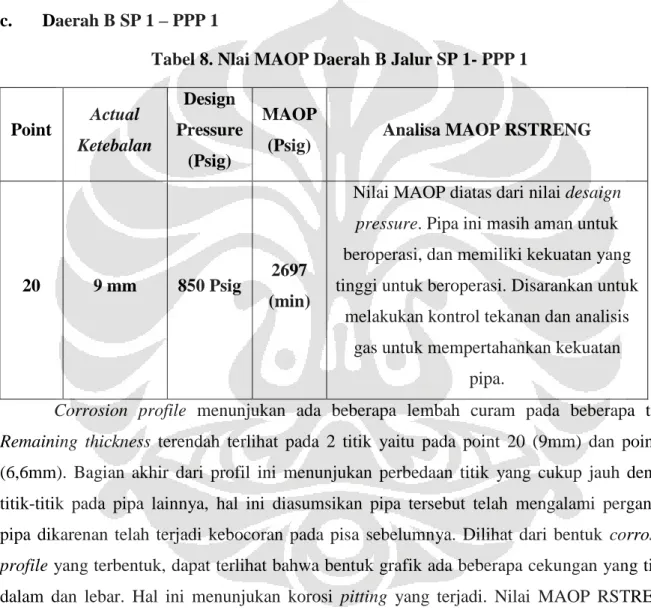
Tabel 8. Nlai MAOP Daerah B Jalur SP 1- PPP 1
Point Actual Ketebalan Design Pressure (Psig) MAOP
(Psig) Analisa MAOP RSTRENG
20 9 mm 850 Psig 2697
(min)
Nilai MAOP diatas dari nilai desaign
pressure. Pipa ini masih aman untuk
beroperasi, dan memiliki kekuatan yang tinggi untuk beroperasi. Disarankan untuk
melakukan kontrol tekanan dan analisis gas untuk mempertahankan kekuatan
pipa.
Corrosion profile menunjukan ada beberapa lembah curam pada beberapa titik. Remaining thickness terendah terlihat pada 2 titik yaitu pada point 20 (9mm) dan poin 46
(6,6mm). Bagian akhir dari profil ini menunjukan perbedaan titik yang cukup jauh dengan titik-titik pada pipa lainnya, hal ini diasumsikan pipa tersebut telah mengalami pergantian pipa dikarenan telah terjadi kebocoran pada pisa sebelumnya. Dilihat dari bentuk corrosion
profile yang terbentuk, dapat terlihat bahwa bentuk grafik ada beberapa cekungan yang tidak
dalam dan lebar. Hal ini menunjukan korosi pitting yang terjadi. Nilai MAOP RSTRENG yang cocok untuk corrosion profile ini adalah Modified B31.G Criterion (0,85 dL area), dimana dengan memperhitungkan nilai ini, maka nilai MAOP yang didapat akan mewakili cacat pada pipa tersebut
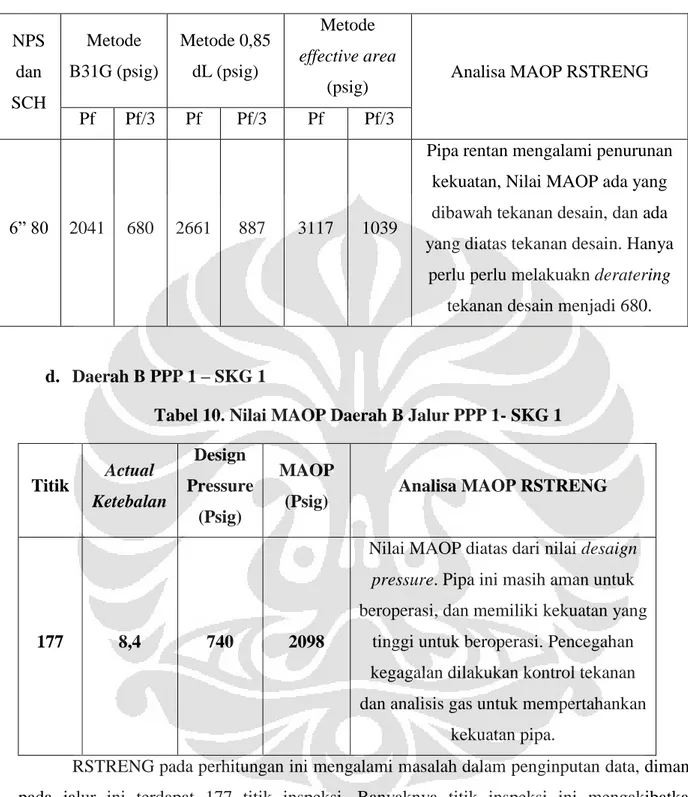
Tabel 9. Hasil Perhitungan RSTRENG pada Daerah B Jalur SP 1 – PPP 1 NPS dan SCH Metode B31G (psig) Metode 0,85 dL (psig) Metode effective area
(psig) Analisa MAOP RSTRENG Pf Pf/3 Pf Pf/3 Pf Pf/3
6” 80 2041 680 2661 887 3117 1039
Pipa rentan mengalami penurunan kekuatan, Nilai MAOP ada yang dibawah tekanan desain, dan ada yang diatas tekanan desain. Hanya
perlu perlu melakuakn deratering tekanan desain menjadi 680.
d. Daerah B PPP 1 – SKG 1
Tabel 10. Nilai MAOP Daerah B Jalur PPP 1- SKG 1
Titik Actual Ketebalan Design Pressure (Psig) MAOP
(Psig) Analisa MAOP RSTRENG
177 8,4 740 2098
Nilai MAOP diatas dari nilai desaign
pressure. Pipa ini masih aman untuk
beroperasi, dan memiliki kekuatan yang tinggi untuk beroperasi. Pencegahan kegagalan dilakukan kontrol tekanan dan analisis gas untuk mempertahankan
kekuatan pipa.
RSTRENG pada perhitungan ini mengalami masalah dalam penginputan data, dimana pada jalur ini terdapat 177 titik inspeksi. Banyaknya titik inspeksi ini mengakibatkan
increment length tidak dapat digunakan dalam perhitungan RSTRENG. Oleh karena itu
dilakukan penginputan ulang data, dimana hanya 50 data yang dimasukan, sehingga didapatkan increment length yang sesuai untuk perhitungan RSTRENG. Sisa ketebalan terendah adalah 6,4 mm. Bentuk corrosion profile lebih homogen, dimana terdapat cekungan-cekungan halus. Hasil perhitungan MAOP RSTRENG yang efektif adalah RSTRENG
melibatkan seluruh luas permukaan dan efektif untuk berbagai macam kemungkinan cacat dan korosi yang terjadi.
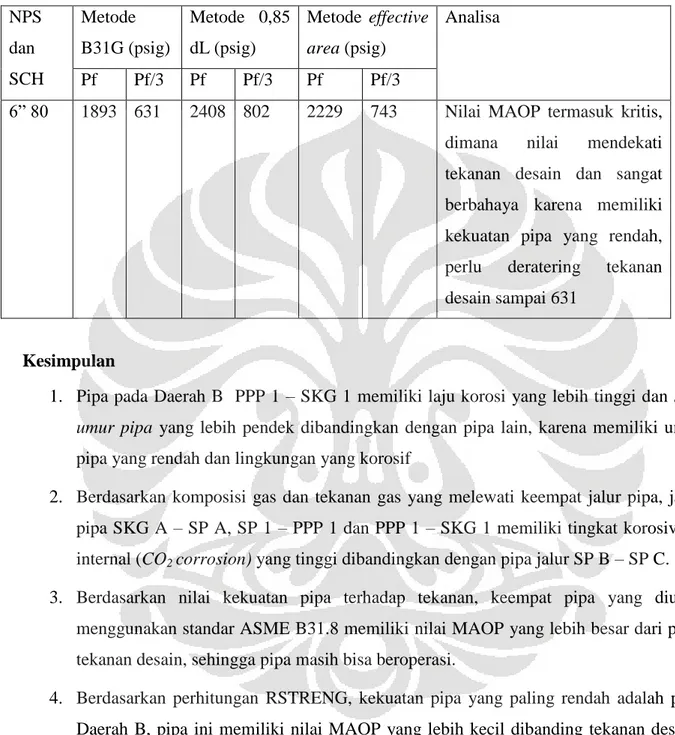
Tabel 11. Hasil Perhitungan RSTRENG pada Daerah B Jalur PPP 1 – SKG 1
NPS dan SCH Metode B31G (psig) Metode 0,85 dL (psig) Metode effective area (psig) Analisa Pf Pf/3 Pf Pf/3 Pf Pf/3
6” 80 1893 631 2408 802 2229 743 Nilai MAOP termasuk kritis, dimana nilai mendekati tekanan desain dan sangat berbahaya karena memiliki kekuatan pipa yang rendah, perlu deratering tekanan desain sampai 631
Kesimpulan
1. Pipa pada Daerah B PPP 1 – SKG 1 memiliki laju korosi yang lebih tinggi dan sisa
umur pipa yang lebih pendek dibandingkan dengan pipa lain, karena memiliki umur
pipa yang rendah dan lingkungan yang korosif
2. Berdasarkan komposisi gas dan tekanan gas yang melewati keempat jalur pipa, jalur pipa SKG A – SP A, SP 1 – PPP 1 dan PPP 1 – SKG 1 memiliki tingkat korosivitas internal (CO2 corrosion) yang tinggi dibandingkan dengan pipa jalur SP B – SP C.
3. Berdasarkan nilai kekuatan pipa terhadap tekanan, keempat pipa yang diukur menggunakan standar ASME B31.8 memiliki nilai MAOP yang lebih besar dari pada tekanan desain, sehingga pipa masih bisa beroperasi.
4. Berdasarkan perhitungan RSTRENG, kekuatan pipa yang paling rendah adalah pipa Daerah B, pipa ini memiliki nilai MAOP yang lebih kecil dibanding tekanan desain. Menentukan nilai MAOP RSTRENG juga berdasarkan pada benturk corrosion profile pada jalur tersebut. Bentuk corrosion profile mengindikasikan bentuk cacat, kedalaman pitting pada korosi pitting maupun menunjukan adanya korosi merata.
Saran
1. Diperlukan proteksi katodik berupa anoda korban atau ICCP (Impresed Current
Cathodic Protection) untuk menghambat laju korosi dan meningkatkan sisa umur pipa
pipa.
2. Diperlukan inhibisi korosi internal dengan inhibitor atau pemasangan instalasi CO2
removal untuk mengurangi korosivitas internal pada pipa SKG A – SP A, SP 1 – PPP
1 dan PPP 1 – SKG 1.
3. Disarankan untuk melalukan deratering tekanan desain atau tekanan operasi pada pipa Daerah B yang memiliki kekuatan pipa rendah.
4. Melakukan inspeksi berkala dan pengontrolan secara terus-menerus terhadap tekanan operasi, dan kandungan gas yang mengalir.
Daftar Referensi
[1] http://www.skkmigas.go.id/ Diakses pada 02 Mei 2014 pukul 09.40 WIB
[2] M. B. Kermani, J. C. Gonzales, G. L. Turconi, T. Perez, dan C. Morales ,Material
Optimisation in Hydrocarbon Production, Corrosion paper 2005 No. 05111, NACE
International, 2005
[3] Tien, Shiaw-Wen, dkk. Study Of Risk-Based Piping Inspection Guidline System. ScienceDirect Journal, diakses 15 April 2011. 2007
[4] Johnson, Roy. Corrosion of Carbon Steel in Hydrocarbon Environment.NTNU
Institute of Engineering Design and Material. Norway. 2004
[5] American iron and steel institute ANSI/ASMEB.16.9. Designation system of carbon
steel. 2004
[6] ASME B36.10 Carbon steel Seamless pipe API 5L Gr.B. 2004
[7] M.G. Fontana,Corrosion Engineering, 3rd ed.,McGraw-Hill Book Company, 1986. [8] Pierre R. Roberge, Corrosion Engineering –Principles and Practice,The McGraw-Hill
Companies Inc., USA, 2008
[9] Jones. Denny A, Principles and Preventation of Corrosion, Maxwell Macmillan, Singapura, 1992
[10] Keith Escoe. Piping and Pipeline Assesment Guide. Oxford: Elsevier Book, 2006
![Gambar 1. Proses korosi pada Fe di larutan Netral dan Basa [13]](https://thumb-ap.123doks.com/thumbv2/123dok/2026940.3523352/4.892.100.742.105.925/gambar-proses-korosi-pada-fe-larutan-netral-basa.webp)