ANALISA DAN INTERPRETASI
Tahap analisa dan interpretasi data ini merupakan langkah lebih lanjut dalam penelitian yang dilakukan. Pada bab ini akan dianalisa hasil-hasil yang didapatkan dari bab sebelumnya maupun hasil lain yang ingin dicapai melalui penelitian yang dilakukan setelah melalui serangkaian proses pada bab sebelumnya.
5.1. Kondisi Obyek Amatan
Berdasarkan pada hasil pengamatan dan observasi dilapangan dapat diketahui bahwa tingkat keandalan dari masing-masing komponen yang menyusun sistem yang terdapat di perusahaan masih rendah. Hal ini dapat dilihat dari banyaknya kerusakan yang terjadi pada mesin-mesin yang memiliki pengaruh sangat besar terhadap kinerja sistem keseluruhan. Besar kecilnya pengaruh tersebut banyak dipengaruhi oleh keterkaitan mesin- mesin tersebut antara yang satu dengan yang lain. Kegagalan akibat mesin-mesin yang memiliki sangat besar tersebut akan membuat keseluruhan unit gagal sehingga proses produksi pun juga akan berhenti. Hal tersebut dapat mengakibatkan kerugian yang besar terhadap perusahaan, terutama karena perusahaan ini termasuk perusahaan yang bersifat kontinyu dalam melakukan proses produksi. Kerugian tersebut dapat terlihat baik dari segi perawatan maupun opportunity cost yang hilang akibat breakdown-nya pabrik.
5.2. Verifikasi dan Validasi
Setelah model simulasi dijalankan tidak didapatkan error atau warning messages yang menyatakan bahwa model sudah verify. Model yang dibuat berarti sudah dapat mewakili asumsi-asumsi yang dibuat si pembuat model terhadap kondisi existing. Setelah model terverifikasi maka langkah selanjutnya adalah
memastikan bahwa model sudah dapat mewakili karakteristik sistem nyatanya dilapangan atau proses mem-validasi model.
Pada penelitian yang dilakukan, proses validasi untuk model menggunakan validasi kotak putih (White BoxValidation). Penggunaan proses validasi kotak putih ini dikarenakan tidak adanya variabel yang dapat di-compare pada penelitian yang dilakukan untuk menunjukkan bahwa model telah valid. Model yang disimulasikan bukanlah model proses produksi yang terdapat diperusahaan melainkan hubungan antara mesin yang satu dengan mesin yang lain. Output yang dihasilkan dari penelitian ini, berupa nilai keandalan atau nilai R, juga tidak dapat mewakili proses validasi yang ingin dilakukan, karena pihak perusahaan masih belum memiliki nilai yang dimaksudkan. Proses validasi ini melihat cara kerja internal daripada sistem itu sendiri. Pembuatan model pada penelitian ini melibatkan banyak pihak baik itu dari pihak si pembuat model maupun dari pihak perusahaan sebagai objek yang diamati. Keterlibatan pihak perusahaan diawali dengan pembuatan blok diagram yang merupakan penterjemahan dari Process Flow Diagram yang dimiliki perusahaan sehingga pihak perusahaan disini sangat berperan sekali untuk memberikan informasi mengenai mesin-mesin yang terdapat di pabrik. Selanjutnya, pihak perusahaan juga memberikan data mengenai waktu antar kerusakan dan lama perbaikan yang nantinya diolah menjadi inputan bagi model simulasi yang dibuat. Setelah pembuatan blok diagram dan data waktu antar kerusakan dan waktu lama perbaikan selesai maka pihak perusahaan juga ikut berperan dalam pembuatan model simulasi. Disini pihak perusahaan berperan memberikan logika sistem yang bekerja pada sistem riil yang terdapat dilapangan karena pihak perusahaanlah yang mengetahui bagaimana sistem tersebut bekerja secara normal. Logika yang diberikan inilah yang coba ditirukan dalam model simulasi, logika ini banyak sekali terkait dengan hubungan antara mesin yang satu dengan mesin yang lain. Setiap perkembangan pembuatan model selalu dikonsultasikan kepada pihak perusahaan untuk meyakinkan
bahwa logika yang terdapat pada model sudah sesuai dengan sistem riil yang terdapat dilapangan. Pada model yang dibuat juga disertakan animasi yang akan mempermudah pemahaman model yang dibuat sekaligus sebagai monitor bagi pihak perusahaan terhadap perubahan keadaan sistem.
5.3. Hasil Penggunaan Simulasi untuk Mengevaluasi Plant Reliability Unit Phonska
Dengan menggunakan metode simulasi yang digunakan untuk mengevaluasi Plant Reliability dapat mempermudah untuk memperoleh nilai keandalannya. Hal ini jika dibandingkan dengan cara terdahulu yang harus menghitung manual untuk masing-masing sistem mulai dari komponen yang paling rendah dalam sistem yang bersangkutan, seperti yang dicontohkan pada jurnal berjudul “A Complex System Reliability Evaluation Method” oleh Balbir S. Dhillon dan Subramnyam N. Rayapati. Dalam jurnal tersebut dikenalkan suatu metode untuk mengevaluasi reliability dari suatu sistem yang kompleks dimana sistem tersebut tersusun oleh tiga keadaan peralatan yang independen. Metode yang digunakan adalah mereduksi jaringan atau hubungan yang dimiliki oleh sistem tersebut. Dari sistem yang terdiri atas berbagai macam hubungan baik secara seri maupun paralel disederhanakan jaringan yang menyusun sistem tersebut hingga sistem yang pada mulanya terdiri atas banyak komponen menjadi satu komponen yang nilainya merupakan nilai keandalan untuk seluruh komponen didalam sistem. Jika metode tersebut digunakan untuk mengevaluasi reliability yang terdapat di perusahaan maka akan mempersulit baik itu dalam perhitungannya maupun waktu yang diperlukan. Kesulitan yang terdapat dalam penggunaan metode simulasi dalam mengevaluasi reliability adalah pada saat pengumpulan data waktu antar kerusakan dan data waktu lama perbaikan. Hal ini disebabkan record data di perusahaan yang belum tersusun secara rapi. Dan pengembangan model simulasi pabrik juga harus ditunjukkan
kepada pihak perusahaan untuk mengetahui kebenaran dari logika model yang telah dibuat.
5.4. Analisa Perhitungan Plant Reliability Sistem pada Unit Phonska
Setelah model simulasi selesai dibuat dan model simulasi tersebut telah valid, maka langkah selanjutnya adalah melakukan proses running untuk mengetahui titik-titik kerusakan berdasarkan hasil simulasi sehingga dapat dicari waktu antar kerusakan hasil simulasi baik untuk masing-masing subsistem maupun untuk sistem Plant. Model simulasi dijalankan selama 1095 hari agar mendapatkan data waktu kerusakan yang sesuai dengan keadaan sesungguhnya.
Tabel 5.1 Hasil perhitungan waktu antar kerusakan Distribusi Beta Eta Gamma Subsistem Feeding Weibull 2 1.4184 108.5683
Subsistem Granulasi Weibull 3 0.7067 64.2213
Subsistem Drying Weibull 3 0.9287 38.4827 1.2100 Subsistem Screening Weibull 3 1.0014 42.2758 -0.1949
Subsistem Cooling Weibul 2 0.5328 1132.7055 Subsistem Coating Weibull 2 0.5349 892.3518 Subsistem Bagging Weibull 2 1.1003 770.8532
Dengan mengetahui parameter-parameter distribusi data untuk sistem plant maupun masing-masing subsistem selanjutnya dapat digunakan untuk mengetahui bagaimana keandalan pada sistem plant maupun masing-masing subsistem.
Reliability merupakan probabilitas bahwa suatu peralatan atau sistem akan beroperasi dalam suatu periode waktu, tanpa mengalami kerusakan pada kondisi tertentu. Pada perhitungan, diketahui bahwa reliability merupakan sebuah fungsi yang nilainya(R(t)) senantiasa berubah sesuai dengan perubahan waktu (t). Dimana nilai fungsi R(t) menghasilkan probabilitas suatu mesin/unit atau sistem dalam kurun waktu t dapat bekerja
secara normal atau sesuai dengan kondisi yang disepakati sebagai kondisi normal.
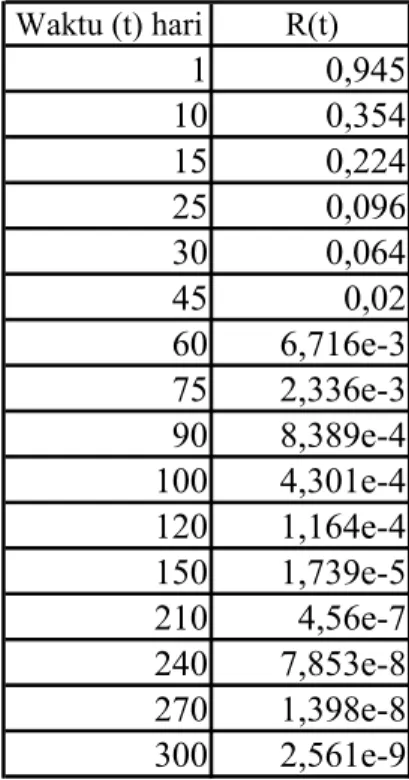
Hasil Perhitungan reliability untuk unit Phonska dapat dilihat pada tabel 5.2 berikut ini.
Tabel 5.2 Hasil Perhitungan Reliability Unit Phonska Waktu (t) hari R(t)
1
0,945
10
0,354
15
0,224
25
0,096
30
0,064
45
0,02
60
6,716e-3
75
2,336e-3
90
8,389e-4
100
4,301e-4
120
1,164e-4
150
1,739e-5
210
4,56e-7
240
7,853e-8
270
1,398e-8
300
2,561e-9
Berdasarkan hasil perhitungan diatas, dapat diketahui bahwa keandalan akan mengalami penurunan dari waktu ke waktu. Sehingga jika perusahaan menginginkan keandalan pabrik tidak kurang dari x (misalnya 0,354) maka perusahaan tersebut harus melakukan kegiatan perawatan tidak lebih dari 10 hari, karena nilai keandalan pabrik akan berkurang menjadi dibawah 0,354.
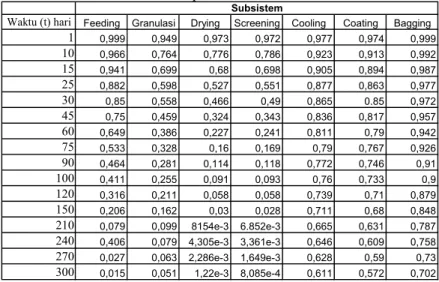
Untuk selanjutnya dihitung pula keandalan untuk masing-masing subsistem yang terdapat di pabrik. Perhitungan reliability untuk masing-masing subsistem tersebut dapat dilihat pada tabel 5.3.
Tabel 5.3 Hasil Perhitungan Reliability untuk masing-masing subsistem pada Unit Phonska
Waktu (t) hari Feeding Granulasi Drying Screening Cooling Coating Bagging
1 0,999 0,949 0,973 0,972 0,977 0,974 0,999 10 0,966 0,764 0,776 0,786 0,923 0,913 0,992 15 0,941 0,699 0,68 0,698 0,905 0,894 0,987 25 0,882 0,598 0,527 0,551 0,877 0,863 0,977 30 0,85 0,558 0,466 0,49 0,865 0.85 0,972 45 0,75 0,459 0,324 0,343 0,836 0,817 0,957 60 0,649 0,386 0,227 0,241 0,811 0,79 0,942 75 0,533 0,328 0,16 0,169 0,79 0,767 0,926 90 0,464 0,281 0,114 0,118 0,772 0,746 0,91 100 0,411 0,255 0,091 0,093 0,76 0,733 0,9 120 0,316 0,211 0,058 0,058 0,739 0,71 0,879 150 0,206 0,162 0,03 0,028 0,711 0,68 0,848 210 0,079 0,099 8154e-3 6.852e-3 0,665 0,631 0,787 240 0,406 0,079 4,305e-3 3,361e-3 0,646 0,609 0,758 270 0,027 0,063 2,286e-3 1,649e-3 0,628 0,59 0,73 300 0,015 0,051 1,22e-3 8,085e-4 0,611 0,572 0,702 Subsistem
Dari tabel diatas dapat dilihat bahwa keandalan terendah terdapat pada subsistem Granulasi. Dan jika dibandingkan hasil pada tabel 5.2 dan tabel 5.3, dapat diketahui bahwa nilai keandalan sistem keseluruhan akan memiliki nilai yang lebih rendah dibandingkan dengan nilai keandalan subsistem yang paling rendah. Grafik Reliability untuk masing-masing subsistem maupun sistem Plant secara keseluruhan dapat dilihat pada Lampiran F.
5.5. Analisa Penentuan Equipment Kritis dalam Sistem pada Unit Phonska
Equipment merupakan level terendah dalam blok diagram yang dibangun diawal penelitian. Pada dasarnya semua equipment
yang ter-record pada blok diagram merupakan equipment yang memiliki peranan sangat penting terhadap berjalannya proses produksi, terutama sistem yang tersusun secara seri, dimana jika terjadi kerusakan pada salah satu equipment tersebut maka sistem yang berada di level diatasnya juga akan berhenti. Namun jika melihat hasil running simulasi, terdapat subsistem yang memiliki nilai keandalan (Reliability) paling rendah yakni subsistem granulasi. Jika melihat data waktu antar kerusakan yang terdapat pada lampiran B , dapat kita tarik kesimpulan bahwa salah satu faktor yang dapat menyebabkan rendahnya nilai keandalan pada subsistem granulasi ini adalah sering rusaknya equipment Conveyor 09M109. Equipment tersebut terhubung secara seri sehingga jika equipment tersebut mengalami kegagalan maka sistem juga akan berhenti. Faktor sering rusak tersebut menyebabkan failure rate yang dimiliki oleh equipment menjadi tinggi. Untuk subsistem yang lain juga dapat dilihat faktor yang menyebabkan rendahnya nilai keandalannya, adalah sebagai berikut :
1. Subsistem Feeding dari record waktu antar kerusakannya, yang memiliki data kerusakan paling banyak adalah conveyor 09M107.
2. Subsistem Drying dari record waktu antar kerusakannya, yang memiliki data kerusakan paling banyak adalah Furnace 09B101.
3. Subsistem Screening dari record waktu antar kerusakannya, yang memiliki data kerusakan paling banyak adalah conveyor 09M114.
4. Subsistem Cooling dari record waktu antar kerusakannya, yang memiliki data kerusakan paling banyak adalah 09C102. 5. Subsistem Coating dari record waktu antar kerusakannya,
yang memiliki data kerusakan paling banyak adalah conveyor 09M118.
6. Subsistem Bagging dari record waktu antar kerusakannya, yang memiliki data kerusakan paling banyak adalah conveyor 09M505B.
Dari hasil identifikasi tersebut dapat dijadikan acuan bagi pihak perusahaan untuk melakukan perawatan atau tindakan pencegahan untuk mengantisipasi terjadinya kegagalan sistem. 5.6.Penggunaan Analisis Plant Reliability pada Unit Phonska
Dari proses perhitungan Plant Relibility ini dapat digunakan untuk beberapa hal seperti menghitung target produksi mendatang maupun menghitung besarnya resiko yang akan diterima perusahaan akibat breakdown yang dilakukan. Dalam penelitian ini akan dicobakan melakukan penambahan equipment pada salah satu subsistem yang memiliki nilai keandalan yang paling rendah untuk dilihat bagaimana pengaruh penambahan equipment tersebut terhadap nilai keandalan pabrik secara keseluruhan.
Equipment yang dimaksudkan diatas adalah conveyor 09M109. Pemilihan ini didasarkan pada banyaknya waktu antar kerusakan yang ter-record-kan oleh equipment tersebut. Setelah melalui eksperimentasi tersebut diperoleh hasil sebagai berikut : Parameter Distribusi hasil eksperimentasi model :
Distribusi : Weibull 3 Parameter Beta : 0,9447 Parameter Eta : 11,1162 Parameter Gamma : 0,5425
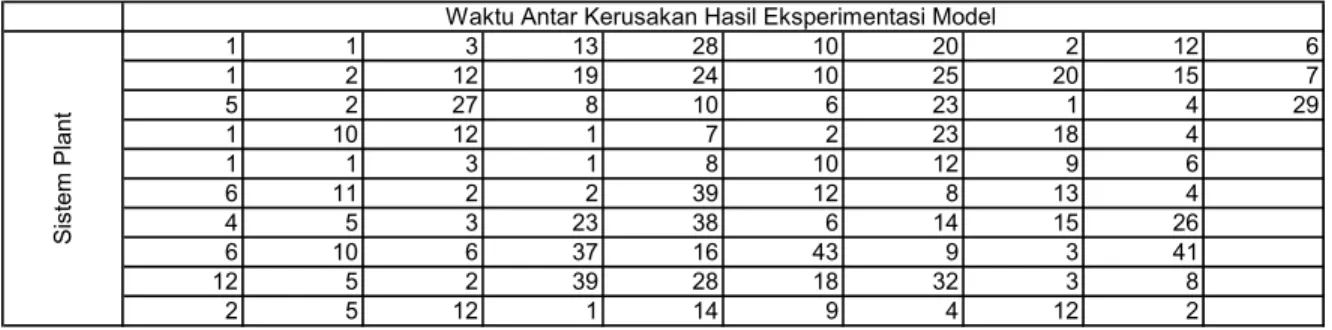
Melalui perhitungan untuk mendapatkan nilai keandalan maka didapatkan hasilnya adalah untuk t = 1 nilai keandalan setelah penambahan mesin adalah 0,952. untuk rekap waktu antar kerusakan hasil eksperimentasi pada model dapat dilihat pada tabel 5.4 pada halaman selanjutnya.
Dari hasil tersebut dapat dilihat bahwa hasil simulasi eksperimentasi pada model menunjukkan hasil yang lebih baik. Perubahan konfigurasi sistem pada model dimana pada model existing, equipment tersebut dihubungkan secara seri dengan equipment yang lain menjadi equipment yang diparalelkan dengan mesin yang sejenis sehingga sistem tidak akan berhenti meskipun salah satu mesin mengalami kerusakan. Hasil ini sesuai dengan
apa yang ditulisakan oleh Jardine dalam bukunya ”Maintenance, Replacement and Reliability” yang menyatakan bahwa untuk mereduksi kehilangan potensi dari mesin tersebut, dapat ditambahkan mesin “kritis” secara paralel pada sistem yang ada. Perubahan konfigurasi ini dapat juga diberlakukan pada subsistem yang lain, sehingga dapat memberikan nilai keandalan yang lebih baik.
Tabel 5.4 Rekap Waktu Antar Kerusakan Hasil Eksperimentasi Model untuk Sistem Plant 1 1 3 13 28 10 20 2 12 6 1 2 12 19 24 10 25 20 15 7 5 2 27 8 10 6 23 1 4 29 1 10 12 1 7 2 23 18 4 1 1 3 1 8 10 12 9 6 6 11 2 2 39 12 8 13 4 4 5 3 23 38 6 14 15 26 6 10 6 37 16 43 9 3 41 12 5 2 39 28 18 32 3 8 2 5 12 1 14 9 4 12 2
Waktu Antar Kerusakan Hasil Eksperimentasi Model
Si
st