LAPORAN AKHIR PENELITIAN INTERNAL
RANCANG BANGUN MESIN PRESS BATAKO 5 DIES FULLBRICK
TIM PENGUSUL :
Ivonne Fredrika Yunita Polii, ST., MT. (Ketua) NIDN. 0008067503
Djefry Paulus Hosang, ST., MT. (Anggota 1) NIDN. 0027076903
Drs. Adolf Tonny Rasuh, M.Hum. (Anggota 2) NIDN. 0010086205
POLITEKNIK NEGERI MANADO SEPTEMBER 2021
ii
Halaman Pengesahan Laporan Akhir Penelitian Wajib Mandiri
Judul : RANCANG BANGUN MESIN PRESS BATAKO 5 DIES
FULLBRICK
Jurusan : Teknik Mesin
Ketua Peneliti
a. Nama Lengkap : Ivonne Frederika Yunita Polii,ST.,MT
b. NIP : 197506082000122001
c. Jurusan : Teknik Mesin d. Program Studi : D-III Teknik Mesin e. Pangkat / Golongan : Penata - IIIc
f. Jabatan Fungsional : Lektor
g. ID Sinta : 0000000
h. Jumlah anggota : 2 Anggota Peneliti (1)
a. Nama Lengkap : Djefry Hosang
b. NIP : 196907272001121002
c. ID Sinta :
Anggota Peneliti (2)
a. Nama Lengkap : Tonny Rasuh
b. NIP : 196208101989031002
c. ID Sinta :
Luaran Wajib 1 : Jurnal Nasional ( Submitted )
Anggaran : Rp. 9.000.000,-
TKT : Level satu
Manado, 02-12-2021 Mengetahui,
Ketua Jurusan Teknik Mesin Ketua Peneliti,
Nico Pinangkaan,ST.,MT Ivonne Frederika Yunita Polii,ST.,MT
NIP 19621231988031001 NIP 197506082000122001
Menyetujui
Kepala Pusat Penelitian dan Pengabdian pada Masyarakat
DR.Ir.Jeanely Rangkang,M.Eng.Sc NIP 196211151993032002
IDENTITAS DAN URAIAN UMUM
1. Judul Penelitian : RANCANG BANGUN MESIN PRESS BATAKO 5 DIES FULLBRICK
2. Tim Pelaksana
No Nama Jabatan Bidang Keahlian Instansi Asal Alokasi Waktu (jam /
minggu) 1 Ivonne F. Y. Polii Ketua Teknik Mesin /
Konstruksi Mesin
Politeknik Negeri Manado
8
2 Djefry P. Hosang Anggota 1 Teknik
Mesin/Konversi Energi
Politeknik Negeri Manado
8
3. Drs. Adolf Tonny Rasuh
Anggota 3 Bahasa Inggris Politeknik Negeri Manado
8
2. Objek Penelitian (jenis material yang akan diteliti dan segi penelitian) : Rancang bangun mesin press batako 5 dies fullbrick, dalam upaya memaksialkan jumlah produksi batako.
1. Masa Pelaksanaan
Mulai : Bulan : April Tahun : 2021 Berakhir : Bulan : Desember Tahun : 2021 2. Usulan Biaya PNBP Politeknik Negeri Manado
Tahun ke 1 : Rp. 9.000.000
Tahun ke 2 : Rp. -
3. Lokasi Penelitian (lab./studio/ lapangan) :
Laboratorium/Bengkel Produksi Politeknik Negeri Manado
4. Instansi lain yang terlibat (jika ada, dan uraikan apa konstribusinya):
iv
5. Temuan yang ditargetkan (metode, teori, produk, atau masukan kebijakan):
Sedangkan target yang diharapkan dari penelitian ini adalah didapatnya hasil yang lebih optimal dalam pembuatan batako dengan rancang bangun mesin cetak batako 5 dies fullbrick, baik dari segi jumlah, waktu, serta kualitas cetakan.
Proses peningkatan kualitas, waktu pembuatan serta jumlah produksi cetakan dengan melakukan modifikasi baik dari segi ukuran wadah.
6. Kontribusi mendasar pada suatu bidang ilmu:
Penelitian ini merupakan salah satu tahapan untuk dapat mengetahui seberapa jauh optimalsisai terhadap pembuatan mesin press batako 5 dies ini dapat membantu dan memberikan kontribusi yang positif bagi masyarakat.
7. Jurnal ilmiah yang menjadi sasaran (tuliskan nama terbitan berkala ilmiah bereputasi internasional, nasional terakreditasi, atau nasional tidak terakreditasi dan tahun rencana publikasi):
Nama Jurnal Status Tahun
Publikasi
Jurnal Masina Nipake Nasional 2021
8. Rencana luaran HKI, buku, purwarupa atau luaran lainnya yang ditargetkan, tahun rencana perolehan atau penyelesaiannya.
Luaran Tahun Instansi Perolehan
DAFTAR ISI
Lembar Judul Lembar Pengesahan
Identitas Dan Uraian Umum Daftar Isi
Abstrak Abstract
BAB I. PENDAHULUAN
Latar Belakang
Keutamaan Penelitian 1.3.Urgensi Penelitian
Temuan/Inovasi yang ditargetkan BAB II. TINJAUAN PUSTAKA
Pengertian dan manfaat Mesin Press Batako
Cara Kerja Mesin Press Batako
Bagian Utama Mesin Press Batako
Perencanaan Poros
Pemilihan Material Rangka BAB III. METODE PENELITIAN
Metode Penelitian
Tempat Penelitian
Tahapan - Tahapan Penelitian
BAB IV. HASIL DAN LUARAN YANG DICAPAI
Hasil
Luaran
DAFTAR PUSTAKA
vi
LAMPIRAN – LAMPIRAN
Lampiran 1. Justifikasi Anggaran Penelitian
Lampiran 2 . Susunan Organisasi Tim Peneliti dan Pembagian Tugas Lampiran 4. Biodata Ketua Dan Anggota
Lampiran 5. Surat Pernyataan Ketua Peneliti/Pelaksana
ABSTRAK
RANCANG BANGUN MESIN PRESS BATAKO 5 DIES FULLBRICK Ivonne Fredrika Yunita Polii, ST., MT. Djefry Paulus Hosang, ST., MT. 2
Drs. Tonny Rasuh, M.Hum 3
Batako adalah salah satu bahan yang dipakai untuk membuat dinding suatu bangunan, tentunya membutuhkan suatu alat cetakan yang memenuhi persyaratan.
Mengingat alatnya sederhana, mudah dalam memperoleh bahan-bahan dalam pembuatan nanti, maka penulis mengambil suatu keputusan untuk membuat alat ini. Alat ini nantinya dapat membantu para pengusaha-pengusaha, dan industry- industri kecil, khususnya industry batako fullbrick ini agar mereka dapat mengembangkan usaha mereka lebih maju lagi.
Penelitian ini bertujuan untuk [1] mengetahui bagaimana rancangan dan cara pembuatan alat pres batako fullbrick, [2] untuk mengetahui komponen utama dan komponen penunjang, bahan yang digunakan, serta jenis dan tahapan proses pembuatan batako fullbrick.
Setelah melakukan perencanaan pembuatan mesin press batako maka penulis mendapatkan hasil, untuk merancang mesin press batako fullbrick harus memperhatikan rumah cetakan, kaki rangka, tumpuan, pipa penarik, plat penekan/press. Alat press batako fullbrick dibuat dengan cara menggolongkan tiap komponen yang diperlukan dan kemudian diassembling menjadi 1 bagian utuh. Untuk mendapatkan gaya tekanan/press ditinjau dari tegangan bengkok yang terjadi pada alat pendorong/pengepresan yang mempunyai gaya lawan dari hasil penekan. Tinggi plat pada kotak cetakan dihitung dari hasil volume batako yang telah jadi dan presentase antara butiran tanah untuk tras alam dan juga penyerapan air.
Kata Kunci : Batako, Alat Press .
1) Staf Dosen Teknik Mesin Politeknik Negeri Manado.
2) Staf Dosen Teknik Mesin Politeknik Negeri Manado.
3) Staf Dosen Teknik Mesin Politeknik Negeri Manado
v
BAB I PENDAHULUAN
1.1 Latar Belakang
Perkembangan teknologi dimana sekerang ini terus maju, ini terbukti dengan adanya pembangunan yang terus berkembang yang semuanya itu sesuai dengan rencana yang sudah tersusun sebelumnya. Dengan laju pembangunan yang sangat pesat, dituntut agar dapat membantu dalam memecahkan masalah-masalah yang sering timbul dilingkungan industri.
Bangunan-bangunan kecil maupun besar berdiri dimana-mana, dan dalam pembangunannya tentu membutuhkan alat-alat bantu sebagai penunjang. Baik berupa alat dalam pengoprasiannya secara manual maupun alat yang pengoprasiannya secara otomatis.
Dilihat dari segi pembangunan sekarang ini tentunya memerlukan beberapa bahan utama guna mendirikan suatu bangunan. Batako adalah salah satu bahan yang dipakai untuk membuat dinding suatu bangunan. Batako dalam proses pembuatannya tidak menggunakan bahan-bahan pencampur yang rumit, disamping itu juga untuk mendapatkan batako yang siap pakai salah satunya batako fullbrick, tentunya membutuhkan suatu alat cetakan yang memenuhi persyaratan. Mengingat alatnya sederhana, mudah dalam memperoleh bahan- bahan dalam pembuatan nanti, maka penulis mengambil suatu keputusan untuk membuat alat ini. Alat ini nantinya dapat membantu para pengusaha-pengusaha, dan industry-industri kecil, khususnya industry batako fullbrick ini agar mereka dapat mengembangkan usaha mereka lebih
Keutamaan Penelitian.
Keutamaan penelitian ini adalah adalah diketahuinya faktor faktor dan juga bagian –bagian dari mesin pres batako yang telah ada untuk kiranya dapat memberi hasil yang lebih optimal lagi. Dan tentunya memberikan dampak yang positif bagi masyarakat.
Urgensi (keutamaan) Penelitian
2
Hasil penelitian ini dapat memberi urgensi sebagai berikut :
Penelitian ini sangat diharapkan memberikan rujukan penting bagi Ilmu Teknik Mesin terutama dalam bidang Mesin Produksi yang telah diterapkan langsung untuk dapat menghasilkan suatu alat/mesin yang dapat membantu masyarakat.
Temuan/Inovasi Yang Ditargetkan
Temuan/Inovasi yang ditargetkan dalam penelitian ini adalah : a. Proses Perhitungan Perencanaan Poros
b. Menghitung Daya Rencana (Pd)
c. Menghitung Momen Puntir Rencana (T) d. Menghitung Tegangan Geser (𝑟).
Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Mengetahui bagaimana rancangan dan cara pembuatan alat pres batako fullbrick.
2. Untuk mengetahui komponen utama dan komponen penunjang, bahan yang digunakan, serta jenis dan tahapan proses pembuatan batako fullbrick.
3. Agar dapat mengetahui cara merakit/memasangnya satu sama lain.
4. Agar dapat mengetahui hitungan gaya tekanan.
5. Mengetahui tinggi plat pada kotak cetakan.
Rencana Target Capaian
No. Jenis Luaran Indikator
Capaian 1 Publikasi ilmiah di jurnal nasional (ber ISSN) Published 2 Pemakalah dalam pertemuan
Ilmiah
Nasional
Terdaftar Lokal
BAB II
LANDASAN TEORI
Pengertian Perancangan
Perancangan atau merancang merupakan suatu usaha untuk Menyusun, mendapatkan, dan menciptakan hal-hal baru yang bermanfaat bagi kehidupan manusia. Dalam hal ini, merancang dapat benar-benar baru atau pengembangan produk yang sudah ada. Merancang atau desain dalam kalimat yang singkat dapat di definisikan sebagai berikut :
1. Membentuk sesuatu atau Menyusun konsep dalam pikiran kita akan sesuatu hal.
2. Mengusahakan sesuatu rencana yang dapat diwujudkan dalam bentuk nyata.
3. Merencanakan dan membentuk suatu system yang konstruktif saling berkaitan satu dengan lainnya.
4. Mengolah suatu sketsa pendahuluan dan rencana awal untuk diwujudkan menjadi suatu system yang dapat berguna dan dapat dikembangkan lebih lanjut.
Definisi rancangan Teknik secara sederhana dapat dinyatakan sebagai proses mengambil keputusan yang dipakai untuk mengembangkan system Teknik yang melibatkan sifat manusiawi dengan mempertimbangkan berbagai aspek fungsional, estetika, kenyamanan dan keselamatan.
Pengertian Umum Mesin Press
Mesin pres adalah mesin yang dipakai untuk memproduksi barang- barang sheet metal menggunakan satu atau beberapa press dies dengan meletakkan sheet metal diantara upper dies dan lower dies. Mesin press dan system mekanismenya akan menggerakkan slide (ram) yang diteruskan ke press dies dan mendorong sheet metal sehingga dapat memotong (cutting) serta membentuk (forming) sheet metal tersebut sesuai dengan fungsi press
4
dies yang digunakan. Ketelitian dari produk yang dihasilkan akan sangat tergantung pada kualitas dari press dies dan sheet metal, tetapi kecepatan produksi tergantung pada kecepatan turun naik dari slide (ram) dari mesin press atau sering disebut SPM stroke per minute.
Jenis – jenis Mesin Press
Jenis jenis mesin press yang digunakan pada industry dapat diklasifikasikan berdasarkan jenis tenaga penggerak dari slide, yaitu mesin press mekanik (mechanical press) dan mesin press hidrolik (hydraulic press). Mesin press dapat diklasifikasikan juga berdasarkan mekanisme yang digunakan untuk mengoprasikan cetakan, yaitu crank press, knuckle press, friction press, screw press, dan link press. Sedangkan berdasarkan jumlah gerakan slide mesin (number of action), mesin press dapat diklasifikasikan sebagai single action, double action, dan triple action.
Kemudian jenis-jenis mesin press dapat juga diklasifikasikan berdasarkan arah dari gerakan dari cetakan (die operation direction), yaitu vertical, horizontal, dan oblique.
1. Mesin Pres Hidrolik
Mesin press Hidrolik merupakan mesin press yang bekerja dengan berdasarkan dari teori hukum paskal, yaitu memanfaatkan tekanan yang diberikan pada cairan hidrolik dan ada tuas yang digunakan untuk menekan cairan tersebut agar cairan menekan kembali ke sisi yang lain sehingga terjadilah sebuah pergerakan yang di sebut dengan Press (tekanan). Komponen utama untuk mesin press itu sendiri yaitu Piston, Silinder, Pipa, Cairan Oli, Hidrolik dan beberapa komponen pendukung lainnya. Pada mesin ini terdapat dua buah silinder, yaitu silinder kecil dan silinder master atau biasa di sebut dengan silinder besar. Untuk mekanisnya cairan hidrolik dimasukan ke dalam silinder kecil. kemudian piston didorong untuk memampatkan cairan oli tersebut dan kemudian mengalir ke silinder master atau silinder besar melalui selang maupun pipa. Kemudian untuk menekan kembali supaya silinder besar menekan sebuah objek (press) maka di butuhkan tekanan pompa oli dari silinder
kecil berkali-kali. fungsinya supaya oli dari silinder kecil mendorong silinder besar, namun untuk menstabilakn silinder besar dibutuhkan banyaknya valve (katup) seperti Check Valve, Relief dan untuk pengontrol dari oli tersebut dibutuhkan solenoid, sehingga tekanan yang dihasilkan pada silinder besar dapat terkontrol tanpa mengembalikan cairan oli ke silinder kecil secara cepat. Selain menggunakan fluida berupa cairan oli hidrolik, dibutuhkan sebuah tekanan udara untuk menstabilkan tekanan tersebut dan penekananpun menjadi bagus dan efisien. Kalian bisa lihat pada gambar di atas merupakan mesin press yang di aplikasikan membengkokkan plat yang berbahan mild steel tebal, alumunium dan stainless steel. Untuk Ketahanannya, mesin ini mempunyai daya tahan yang cukup bagus dan bisa dibilang mesin ini awet apabila sering digunakan dibandingkan dengan mesin press electrical, Pada mesin ini dilengkapi akurasi kontrol tekanan seperti spidometer untuk pengontrol sebuah tekanan. untuk perawatannya terbilang cukup mudah, dan untuk penggantian atau penambahan fluida cukup cepat dan mudah.
2. Mesin Pres Manual
Mesin Press Manual, merupakan Mesin Press sederhan yang menggunakan tenaga dorong atau pompa secara manual, jenis mesin press manual ini mengandalkan tanaga manusia sebagai sumber tenaganya. Caranya dengan menggerakan tuas untuk pompa oli hidrolik tersebut ke atas bawah, pada saat memompa pasti anda merasakan tekanan yang makin lama sedikit lebih berat. Untuk Harga dan Dana mungkin mesin press yang satu ini lebih hemat biaya operasionalnya, namun, karena sumber tenaganya berasal dari manusia, mesin manual ini hanya bisa digunakan untuk membengkokan atau membentuk plat besi tipis dengan ketebalan kurang dari 1mm hingga 2mm dan plat tersebut berbahan alumunium.
3. Mesin Pres Mekanikal (Mechanic Press Machine)
6
Terakhir yaitu Mesin Press Mekanikal, Siapa sih yang tidak kenal dengan mesin press yang satu ini, mesin yang cukup populer di kalangan industri, mesin ini membuat pekerjaan menjadi ringan, selain mendapatkan sebuah tekanan yang besar, kemudian pengontrolnya sudah menggunakan sistem elektrik dan tidak membuang banyak tenaga untuk menggunakannya. Sistem untuk menghasilkan sebuah tekanan pada mesin ini menggunakan motor listrik sebagai pendorong dari oli hidrolik tersebut. Kemudian untuk pengontrolnya tidak perlu menggerakan tuas pompa hidrolik, tinggal menekan tombol pada layar layaknya mesin CNC. Banyak Jenis mesin press mekanikal yang digunakan pada industri kecil hingga yang bersekala Besar, untuk contoh pengaplikasiannya biasanya pada industri pembuatan box perabotan rumah-rumah lampu, pembuatan silent box, pembuatan safety box, kitchen set dan lain sebagainya. Contoh tadi bisa di aplikasikan untuk industri rumah tangga, sedangkan untuk industri otomotif pengaplikasiannya biasa untuk body mobil, pembuatan bak belakang truk dan komponen-komponen yang lainnya. Sedangkan pengaplikasian bahan bangunan biasanya mesin press mekanik di gunakan untuk membuat atap rumah yang terbuat dari aluminium. Mungkin masih banyak pengaplikasian mesin press mekanik di dunia industri.
Kinerja Mesin Press
Kinerja mesin pres diukur dari berbagai factor, yang pilihanya tergantung pada kebutuhan industry yang akan menggunakanya dengan penekanan pada tujuan yang berbeda. Untuk membuat produk dengan ukuran dan proses tertentu diperlukan pilihan kapasitas mesin dan ukuran dari slide dan bolster mesin untuk mengikat cetakan (press dies) ukuran tertentu, SPM atau stroke per minute. Kemudahan, dalam pengoprasian mesin, ketelitian pembentukan, kecepatan untuk mengganti cetakan, bagi operator, suara dan getaran mesin, luasnya area yang dibutuhkan , kemudahan untuk perawatan, dan tentu saja harganya harus kompetitif.
Untuk membuat produk dengan proses drawing diperlukan mesin press hidrolik, namun saat ini sudah tersedia mesin press mekanik yang dapat dipakai untuk proses drawing. Untuk produksi tinggi sudah tersedia mesin press dengan SPM lebih dari 1500 dengan control CNC.
Dies Adalah suatu cetakan yang digerakan oleh mesin press untuk menekan atau mengepress bahan / material untuk menghasilkan barang yang sesuai dengan contoh. Proses pembengkokan dan pemotongan pada mesin press haruslah sesuai dengan standar yang ada di perusahan. Begitu juga pada saat pemasangan Dies itu sendiri. Adapun langkah-langkah dalam pemasangan Dies adalah sebagai berikut :
1. Masukan Dies dari roller “dies in”, pastikan kalau selector switch dalam keadaan mati “OFF’.
2. Sesuaikan tinggi stroke terhadap dies, pasang safety block
3. memasang safety block diatas dies, hal ini dilakukan untuk menjaga error pada mesin.
4. Memasang dan mengencangkan baut atas dan bawah kemudian menaikannya ke 0 derajat atau titik mati atas.
5. Melakukan putaran bebas satu sampai tiga kali, disini tidak boleh ada post guide yang beradu.
6. Melakukan produksi percobaan, setelah diperiksa hasilnya bagus maka dies siap untuk memproduksi.
Cetakan atau dies dapat digolongkan baik menurut jenis spesifikasi operasi mesin press maupun menurut jenis cetakannya. Penggolongan sederhana yang mencakup jenis cetakan dari dies itu sendiri adalah sebagai berikut:
a. Proses Pembentukan
Proses pembentukan adalah proses dimana logam ditekan dengan tekanan yang besar sampai dengan batas kemampuan parts tersebut berubah bentuk seperti yang diinginkan. Dies dapat dikelompokan lagi menjadi :
Draw Yaitu suatu proses pembentukan material. Draw ini merupakan proses awal pada mesin press / stamping sebelum di
8
lanjutkan ke proses-proses berikutnya. Untuk proses draw ini bisa dilakukan untuk 2 kali proses.
Bending Yaitu suatu proses penekukan part yang hanya dilakukan satu kali per stroke.
Flange Yaitu sutu proses penekukan material yang lebih dari satu pada setiap strokenya.
Curling Yaitu suatu proses pembentukan diameter.
Burring Yaitu suatu proses penekukan keliling pada bagian dalam lubang.
Stamp Proses yang dilakukan dalam stamp ini sama dengan Draw tetapi dalam stamp sendiri tidak menggunakn cushion.
Bulge Yaitu suatu proses pembesaran dari diameter pipa.
b. Proses Pemotongan
Proses pemotongan adalah proses dimana material di potong sesuai dengan ukuran yang diinginkan agar material tersebut dapat dikerjakan kedalam proses berikutnya. Proses pemotongan ini dikelompokan lagi menjadi :
Cutting Yaitu suatu proses pemotongan material yang masih berbentuk lembaran (blank material)
Trim Yaitu sutu proses pemotongan material pada bagian tepi.
Biasanya proses ini adalah lanjuyan dari proses sebelumnya seperti draw, stamp dan sebagainya.
Pierce Yaitu suatu proses pembuatan lubang pada material.
Cam Trim / Pierce Sama seperti proses pierce tetapi pada proses ini pembuatan lubang yang di lakukan dari stamping material.
Separate Yaitu suatu proses pemotongan pelat menjadi 2 bagian.
Slit Yaitu suatu proses penyobekan sebagian material.
Nocthing Yaitu suatu proses pemotongan sebagian material atau sebuah coakan kecil.
Perbedaan Mesin Pres Mekanik dan Hidrolik
Perbedaan utama antara mesin press mekanik dan hidrolik terletak pada mekanisme penggerak turun-naik dari slide (ram) mesin press tersebut.
Gerakan turun-naik dari slide (ram) mesin press mekanik dengan mekanisme crank shaft, eccentric shaft, cam, dan knuckle. Sedangkan gerakan turun-naik slide (ram) mesin press hidrolik digerakkan langsung oleh gerakan piston silinder dari system hidrolik.
Mekanisme Penggerakan Slide
Terdapat berbagai jenis mekanisme penggerak slide mesin press mekanik. Untuk setiap jenis mekanisme penggerak slide mesin, tentusaja akan sangat mempengaruhi kemampuan pembentukan dan pemotongan, gerakan dari slide, serta karakteristik penggunaan dari mesin press.
a. Crank press
Crank press adalah mesin press yang mekanisme penggerak dari slide- nya menggunakan crankshaft atau eccentric shaft. Mekanisme penggerak dengan sangat umum dipakai karena proses manufakturnya relative mudah dan titik bawah dapat ditentukan secara tepat.
b. Knuckle press
Knuckle press adalah mesin press yang mekanisme penggerak dari slide menggunakan mekanisme knuckle. Dibandingkan dengan crank press, kecepatan dari gerakan slide-nya lebih rendah, namun titik mati bawah (TMB) dapat ditentukan dengan tepat seperti crank press.
c. Friction press
Friction press adalah mesin press yang mekanisme penggerak dari slide menggunakan screw. Agar dapat menahan beban yang besar, maka digunakan ulir trapezium. Mesin ini dioperasikan dengan cara memutar piringan yang terhubung dengan mekanisme penggerak.
10
d. Screw press
Screw press adalah mesin press yang mekanisme penggeraknya adalah roda gigi cacing yang menggerakan cacing sebagai bagian dari slide mesin. Mesin
tipe ini kurang efektif untuk produksi masal.
e. Rack press
Rack press adalah mesin yang mekanisme penggeraknya adalah rodagigi (pinion) yang menggerakkan bagian dari slide yang menyatu dengan rack. Mesin jenis ini kurang efektif untuk kebutuhan produksi masal.
f. Link press
Link press adalah mesin press yang mekanisme penggeraknya menggunakan berbagai link (penghubung) untuk mengurangi cycle time pada proses drawing sehingga dapat mempertahankan kecepatan produksi
g. Cam press
adalah mesin press yang mekanisme penggeraknya menggunakan cam.
Mesin tipe ini bisa menggunakan satu cam saja atau banyak cam yang setiap cam bekerja secara individual. Panjang stroke dari cam dan press terbatas dan kapasitas mesinnya kecil.
Pengertian Khusus Press Batako
Alat press batako yang dibuat nama aslinya adalah alat press ungkit cinva ram yang sekarang ini banyak digunakan industry kecil yang memproduksi batako. Nama batako berasal dari nama perusahaan didaerah lembang, bernama “BATA COMPANY” sehingga sekarang berubah menjadi batako yang artinya bata tras semen. Alat ini mempunyai fungsi untuk mencetak batako dengan cara manual pada ukuran yang telah ditentukan.
Mesin Press Batako adalah sekumpulan alat atau mesin yang berfungsi untuk membuat bahan konstruksi yang dinamakan batako. Mesin press batako sangat banyak digunakan oleh para pengusaha jasa konstruksi.
Mereka sangat terbantu dengan adanya mesin cetak batako ini. Karena dengan menggunakan mesin press batako, maka proses produksi batako press mereka akan semakin cepat dan tepat dan memang mesin press batako ini merupakan mesin atau alat yang paling penting dalam dunia konstruksi.
Batako press hasil cetakan dari Mesin Press Batako akan lebih seragam, kuat, berkualitas, dan tentunya tepat guna.
Jenis-jenis Press/Cetak Batako 1. Alat press batako manual
Alat press batako jenis ini bekerja manual dengan ukuran yang ditentukan, alat press batako manual terbagi atas dua yakni :
Alat press batako putar dengan menggunakan batang ulir sebagai penekan.
Alat press batako tekan dengan menggunakan tuas sebagai penekan.
2. Alat cetak getar bata beton
Alat cetak getar adalah mesin cetak setengah mekanisme buatan Indonesia dengan kapasitas lebih kurang mencetak bata beton 700 buah/hari.
3. Alat cetak bata beton otomatis
Alat ini mempunyai mekanisme buatan besser di USA dengan kapasitas cetak 10000-15000 bata/hari.
12
BAB III DATA TEKNIS
Lokasi Dan Waktu Pelaksanaan
Lokasi pembuatan alat dilakukan di Lab. Teknik Mesin Politeknik Negeri Manado. Untuk Waktu Pelaksanaan pembuatan selama 20 hari terhitung dari JULI sampai dengan November 2021
Metode pembuatan
Dalam pembuatan ini agar lebih terarah dengan baik maka disusun tahap-tahapan dalam pelaksanaan pembuatan alat yaitu:
1) Studi literature, yaitu dengan membaca dan mempelajari buku-buku referensi mengenai teori-teori atau hal-hal yang berhubungan dengan pembuatan alat proses batako fullbrick.
2) Eksperimental, yaitu dengan cara mencoba membuat batako menggunakan alat pres batako fullbrick.
Alat dan Bahan yang digunakan
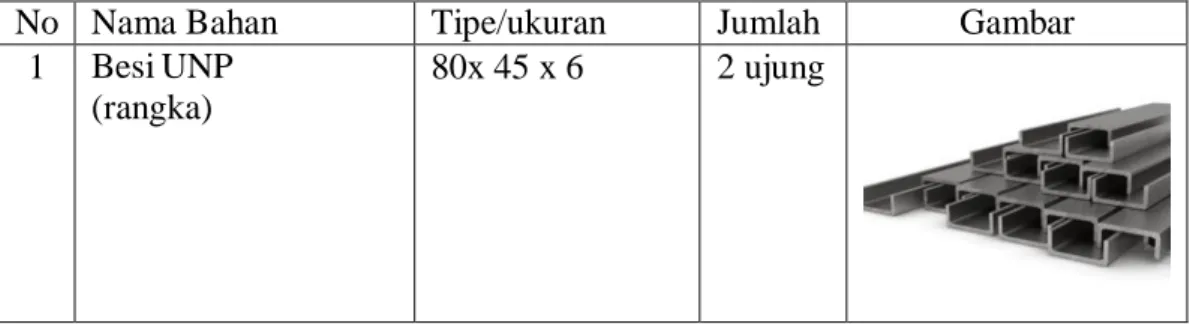
Bahan atau material dan komponen-komponen yang digunakan adalah bahan-bahan yang telah di perhitungkan terlebih dahulu kelayakannya atau kekuatan dari bahan itu sendiri. Adapun bahan dan komponen mesin yang telah dipilih adalah pada table sebagai berikut :
Table 3.1 Bahan-bahan yang digunakan
No Nama Bahan Tipe/ukuran Jumlah Gambar
1 Besi UNP (rangka)
80x 45 x 6 2 ujung
2 Plat besi ST37 P x L x T
600 x 230 x 10 340 x 90 x 10
2 lembar
4 lembar 360 x 230 x 10
360 x 230 x 8 2 lembar 600 x 300 x 2 4 lembar
1 lembar 3 Poros pejal Ø31,75 1 ujung
ST37 Ø50,8 1 ujung
Ø31,75 1ujung
4 Pipa Galvanis 1½ inch x 600 1 ujung
5 Besi siku 50 x 50 1 ujung
6 Besi hollow 30 x 30 1 ujung
14
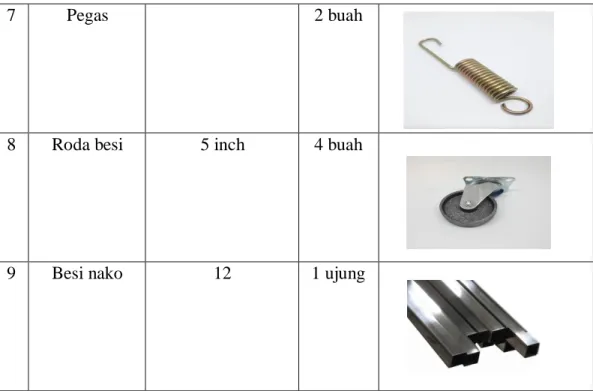
7 Pegas 2 buah
8 Roda besi 5 inch 4 buah
9 Besi nako 12 1 ujung
Adapun alat-alat yang menjadi penunjang dalam pembuatan alat press batako fullbrick, seperti yang sudah dijelaskan di atas, alat utama dalam pembuatan alat ini terdapat di setiap Lab tempat pelaksanaan. Berikut detail mesin yang digunakan
Table 3.2 Mesin-mesin yang digunakan
No Nama Bahan Tipe/jumlah Gambar
1 Mesin Las Rhino 125A, 900- 1300 watt
2. Mesin Gerinda Tangan
Bosch GWS060, 670 watt
3. Elektroda RB-26
4. Batu Gerinda Potong
1 doz
5. Batu Gerinda Poles
2 pcs
6. Cutting Disc 1 pcs
7. Palu Kerak 1 buah
8. Welding Safety Masker
1 buah
9. Ragum 1 buah
16
PEMBUATAN KOMPONEN
10. Bubut Sedang 1 unit
11. Frais Universal 1 unit
12. Bor radial 1 unit
Alur pembuatan (Flowchart)
MULAI
PERAKITAN KOMPONEN
UJI COBA ALAT
PERSIAPAN ALAT DAN BAHAN
SELESAI STUDI LITERATUR
17
TIDA
YA
Gambar 1 Alur Pembuatan
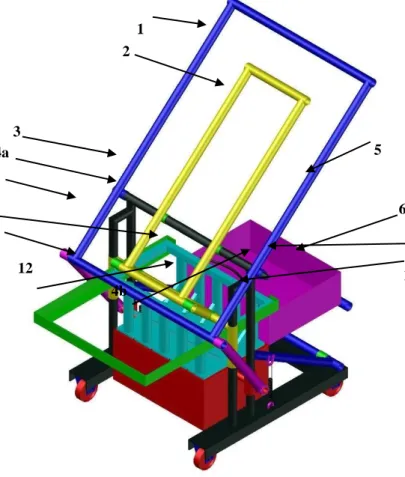
Gambar Perancangan Mesin Press Batako
1
Gambar 2 Mesin Press Batako
1 2
3 4a 8
5
9 0
6 7
12 11
4b
18
Nama Komponen-komponen Mesin Press Batako 5. Tuas/handle penarik rumah cetakan
6. Tuas/handle penekat plat cetakan 7. Rangka mesin press
8. a. Bantalan b Bantalan
9. Tempat penyimpanan material 10. Penahan rumah cetakan 11. Pegas
12. Rel cetakan 13. Plat penekan/press 14. Bola mati
15. Kaki rumah cetakan 16. Rumah cetakan
Prinsip Kerja Dari Alat Press Batako Manual
Alat press batako manual ini dapat mencetak batako yang ukurannya dapat disesuaikan dengan permintaan konsumen. Adapun prinsip kerja dari alat ini adalah sebagai berikut :
Pada saat rumah cetakan dalam posisi normal, lengan ayun berada dalam posisi hampir tegak lurus ke atas dan bantalan pada penarik lengan ayun berada pada dudukannya. Pada saat rumah cetakan dalam keadaan kosong ketika sedang beroperasi, lengan ayun dimiringkan kesamping kebaikan kaki cetakan yang ada pin dan bantalannya. Bantalan disini fungsi untuk mengurangi keausan dari pin akibat gesekan dengan lengan ayun.
Pada posisi ini juga saat rumah cetakan dalam keadaan kosong plat penutup diputar ke samping dan posisi ini juga pengepresan berada pada posisi batas bawah dari rumah cetakan. Material di masukkan kedalam rumah cetakan sampai penuh. Tutup kembali rumah cetakan dengan plat penutup, tuas yang berfungsi untuk menarik lengan ayun, digerakkan kebagian tengah secara bersamaan juga dengan lengan ayun akan bergerak ke bagian tengah alat karena kedua komponen ini dihubungkan dengan pin. Lakukan pengepressan dengan menarik tuas/handle menekan kebagian samping alat sampai membentuk sudut 90˚ dengan landasan alat ini. Pada saat tuas/handle ditarik kesamping pengepresan akan bergerak naik ke atas melakukan pengepressan. Setelah pengepresan selesai lengan ayun digerakkan kesebelah, kebagian kaki cetakan yang ada pin dan bantalan, lalu plat penutup di putar kesamping alat. Tekan terus kebawah dan pengepresan akan bergerak neik keatas, mendorong batako yang sudah di press tadi.
Angkat hasil pengepressan lalu letakan di tempat penjemuran atau pengringan. Kembali lengan ayun pada posisi normal dan bantalan yang ada pada penarik lengan ayun berada pada dudukannya. Bila kita akan melakukan pekerjaan pengepressan banyak maka lengan ayun tidak perlu dikembalikan pada posisi normal sebelum pekerjaan selesai cukup dengan memiringkannya kebagian kaki cetakan yang diberi pin dan bantalan.
20
BAB IV
PEMBAHASAN
Perhitungan Gaya Tekan Yang Di Perlukan Pada Pengpresan/
Pemadatan Dari Batako
Penulis menempatkan perhitungan gaya tekan ini pada bagian yang utama, oleh karena setelah penulis menganalisa pada alat yang di rencanakan yang menjadi pokok dalam penentuan perhitungan selanjutnya adalah menentukan gaya tekan yang di perlukan saat melakukan pengepresan sebuah batako, sampai pada kekerasan dan pemadatan yang telah ditentukan dalam Standart Industri Indonesia (SII). Dalam Standart Industri Indonesia untuk bata tras kapur golongan 70 kg/cm². Adapun gaya tekan ini, juga merupakan data yang menjadi acuan dalam perhitungan bagian-bagian pada perencanaan alat press batako.
Adapun untuk mendapatkan gaya tekan/press dapat ditinjau dari tegangan bengkok yang terjadi pada alat pendorong/pengepresan yang mempunyai gaya lawan dari hasil penekanan.
Perhatikan gambar di bawah ini :
Dimana :
F1 = F2 = F3 = F4 = gaya pada tiap-tiap sudut bidang plat Ft = gaya tekan
Maka untuk mencari gaya tekan digunakan persamaan berikut ini, 𝜎𝑏 = 𝑊𝑏 𝑀𝑏
Mb = 1/2 Ft . 1
Maka, 𝜎𝑏 = 1/2 Ft . 1 1/6 . bt²
F2 F3
F1 F4
Ft
Gambar 4 gaya-gaya yang terjadi pada plat
Sehingga Ft = 𝜎𝑏.1/6 .bt² 1/2 . 1
Sebelum kita mencari gaya tekan ( Ft ), kita mencari dulu akan tegangangan bengkok ijin terhadap plat. Bahan plat adalah st. 37 dengan menggunakan factor keamanan, V = 5 maka tegangan ijin adalah :
𝜎̅ = 𝜎𝑀𝑎𝑥 𝑣
= 370
5 = 74 ( N/mm² ) Sehingga,
Ft = 7/4 . 1/6 . 143 ( 10 )² 1/2 . 293 176,6
= 146,5
= 1204 Ft = 1204 ( N )
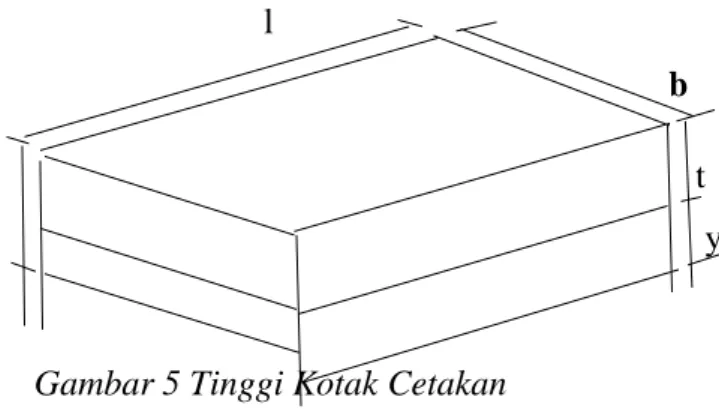
Perencanaan dan Perhitungan Tinggi Plat Pada Kotak Cetakan
Untuk mendapatkan tinggi plat pada kotak cetakan yang di perlukan dalam perencanaan alat press batako ini dapat dihitung dari hasil volume batako yang telah jadi dan prosentase antara butiran tanah untuk tras alam dan juga penyerapan air. Perhatikan gambar dibwah ini :
h
l
b t
y
Gambar 5 Tinggi Kotak Cetakan
22
Dimana :
h = tinggi plat ruang cetakan b = lebar batako
l = Panjang batako t = tebal batako y = tinggi penyusutan
kita dapat menentukan volume dari batako dengan persamaan : Vb = l . b . t
= 34,5 . 16,5 . 9
= 512,3 ( mm³ )
Untuk mendapatkan tinggi penyusutkan adalah sebagai berikut : V ( Pt + Pa ) = 𝑉𝑎𝑘ℎ𝑖𝑟 ( mm³ )
𝑉𝑎𝑘ℎ𝑖𝑟 = y . b . l Y = 𝑉𝑎𝑘ℎ𝑖𝑟
𝑏 . 𝑙
Dimana :
Vb = volume batako y = tinggi penyusutan
l = panjang batako b = leber batako
Pt = prosentase tras alam = 70 % Pa = prosentase air = 20 % Jadi,
𝑉𝑎𝑘ℎ𝑖𝑟 = Vb . ( Pt + Pa )
= 512,3 ( 70 % + 20 % )
= 512,3 ( 90 % )
= 512,3 . 0,90
= 4610 ( mm³ )
Sehingga untuk tinggi penyusutan, Y = 𝑉𝑎𝑘ℎ𝑖𝑟
𝑏 . 𝑙 4610
= 16,5 . 34,5
= 8 ( mm )
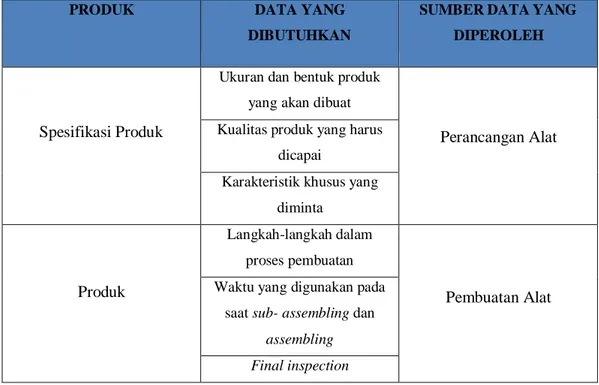
Cara Membuat atau Merancang Alat Press Batako Fullbrick 5 dies Alat press batako dibuat dengan proses manufaktur. Proses manufaktur selama pengerjaan disajikan dalam bentuk table sebagai berikut :
Table 4.3 Data urutan manufaktur alat press batako fullbrick
PRODUK DATA YANG
DIBUTUHKAN
SUMBER DATA YANG DIPEROLEH
Spesifikasi Produk
Ukuran dan bentuk produk yang akan dibuat
Perancangan Alat Kualitas produk yang harus
dicapai
Karakteristik khusus yang diminta
Produk
Langkah-langkah dalam proses pembuatan
Pembuatan Alat Waktu yang digunakan pada
saat sub- assembling dan assembling Final inspection
Dengan spesifikasi produk sebagai berikut :
Table 4.4 Spesifikasi alat press batako fullbrick Spesifikasi Alat Press Batako Fullbrick
Dimensi rangka P x L x T 800 x 770 x 710 Besi UNP
Poros ST40 Baja karbon rendah
Tuas P x L x T 1500 x 770 x 550 Besi hollow
24
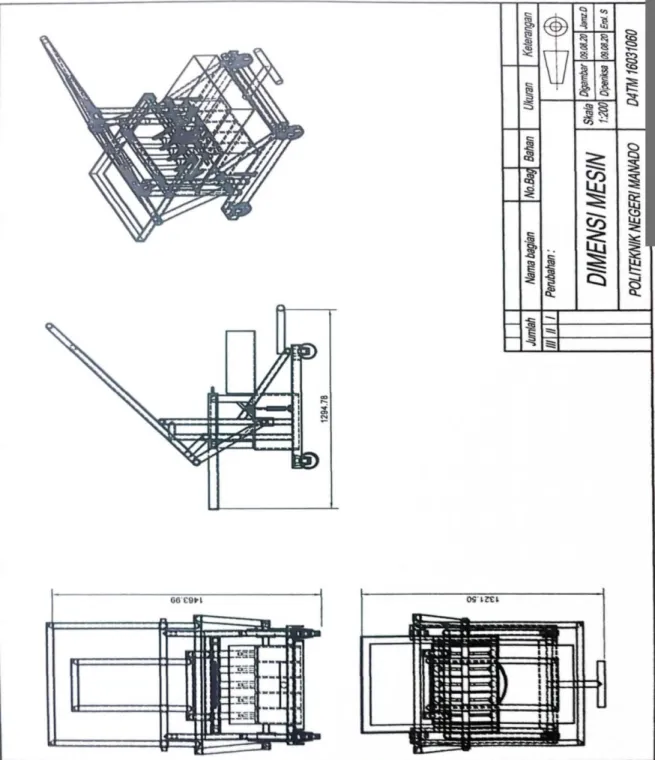
Bentuk Alat
Gambar 3 Dimensi Mesin Press
Proses Pembuatan dan Waktu Pengerjaan
Proses manufaktur pembuatan mesin press batako fullbrick mulai dari komponen terkecil sampai komponen terbesar beserta dengan waktu pengerjaan yang dilakukan, sebagai berikut :
Sub Line Assembling
Table 4.5 Proses Pengerjaan
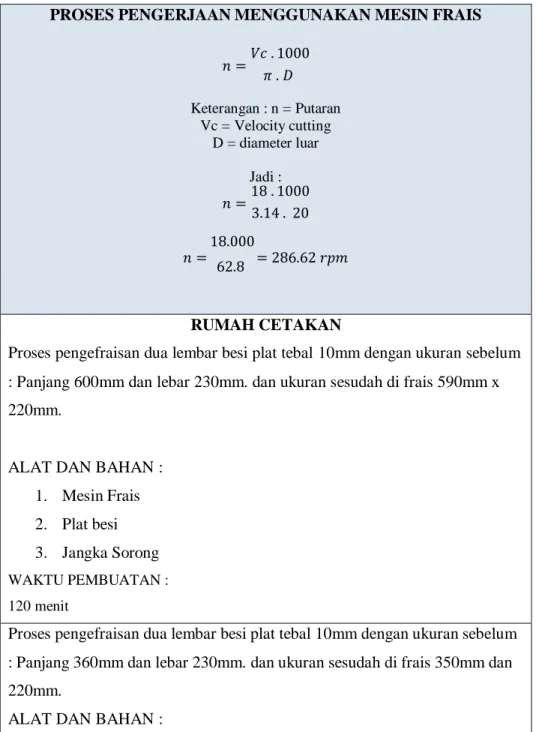
PROSES PENGERJAAN MENGGUNAKAN MESIN FRAIS
𝑉𝑐 . 1000 𝑛 = 𝜋 . 𝐷 Keterangan : n = Putaran
Vc = Velocity cutting D = diameter luar
Jadi : 18 . 1000 𝑛 = 3.14 . 20 18.000
𝑛 = 62.8 = 286.62 𝑟𝑝𝑚
RUMAH CETAKAN
Proses pengefraisan dua lembar besi plat tebal 10mm dengan ukuran sebelum : Panjang 600mm dan lebar 230mm. dan ukuran sesudah di frais 590mm x 220mm.
ALAT DAN BAHAN : 1. Mesin Frais 2. Plat besi 3. Jangka Sorong WAKTU PEMBUATAN : 120 menit
Proses pengefraisan dua lembar besi plat tebal 10mm dengan ukuran sebelum : Panjang 360mm dan lebar 230mm. dan ukuran sesudah di frais 350mm dan 220mm.
ALAT DAN BAHAN :
26 1. Mesin Frais
2. Plat Besi 3. Jangka Sorong WAKTU PEMBUATAN : 120 menit
PLAT PENEKAN / PRESS
Proses pengefraisan besi plat tebal 10mm dengan ukuran sebelumnya : Panjang 340mm dan lebar 90mm. dan ukuran sesudah di frais 330mm dan 80mm.
ALAT DAN BAHAN : 1. Mesin Frais 2. Plat Besi 3. Jangka Sorong WAKTU PEMBUATAN : 120 menit
PROSES PENGERJAAN MENGGUNAKAN MESIN BUBUT
𝑉𝑐 . 1000 𝑛 = 𝜋 . 𝐷 Keterangan : n = Putaran
Vc = Velocity cutting D = diameter luar
Jadi : 18 . 1000 𝑛 = 3.14 . 76.2
18.000 𝑛 =
239 = 75𝑟𝑝𝑚
CASING BANTALAN
Besi pejal di bor menggunakan mesin bubut dengan Ø 10. Setelah benda kerja selesai di bor, diameter hasil pengeboran ditambah besar dengan cara
pembubutan dalam sampai ukuruan Ø 36 yang menjadi masukan besi pejal/as dan berfungsi sebagai bantalan.
ALAT DAN BAHAN : 1. Mesin Bubut 2. Besi Pejal 3. Jangka Sorong WAKTU PEMBUATAN : 90 menit
PROSES PENGERJAAN MENGGUNAKAN MESI GURINDA TANGAN
POS = 𝑛 . 𝜋 .𝑑 𝑚/𝑠𝑒𝑘𝑜𝑛
1000 .60
Keterangan : POS = Pheriperal Operating System (Kecepatan Keliling) n = Putaran mesin/menit (rpm)
d = diameter roda gerinda tangan dalam satuan milimeter 60 = konversi satuan menit ke detik
1000 = konversi satuan meter ke milimeter
POS = 𝑛 . 𝜋 .𝑑 𝑚/𝑠𝑒𝑘𝑜𝑛
1000 .60
𝑛 . 𝑃𝑂𝑆 . 1.000 . 60
= 𝑚/𝑠𝑒𝑘𝑜𝑛
3.14 . 101
𝑛 . 46 . 1.000 . 60
= 8.706 𝑟𝑝𝑚
3.14 . 101
PEMOTONGAN PIPA GALVANIS UNTUK TUAS
Pemotongan pipa galvanis ukuran 1 inch, Panjang tuas penarik lengan di bagi dalam 3 ukuran 1500mm, 770mm, dan 104mm untuk sisi kiri dan kanan menjadi 6 potong.
ALAT DAN BAHAN :
28 1. Mesin Gerinda 2. Pipa Galvanis 3. Meter Rol
WAKTU PEMBUATAN : 30 menit
PEMOTONGAN PIPA GALVANIS
Pemotongan pipa galvanis untuk penghubung plat penekan dengan rangka press ukuran 1 inch, dibagi menjadi 10 potongan dengan ukuran 220mm.
ALAT DAN BAHAN :
1. Mesin Gerinda 2. Pipa Galvanis 3. Meter Rol WAKTU PEMBUATAN : 60 menit
PEMOTONGAN PIPA GALVANIS
Pemotongan pipa galvanis menjadi 4 potongan untuk penahan rumah cetakan naik dan turun dengan ukuran 700mm, 500mm, 300mm, dan 350mm.
ALAT DAN BAHAN : 1. Mesin Gerinda 2. Pipa Galvanis 3. Meter Rol WAKTU PEMBUATAN : 30 menit
PEMOTONGAN KAKI RUMAH CETAKAN
Pemotongan besi UNP 8 sebanyak 3 potongan untuk kaki rumah cetakan dengan Panjang 800mm,700mm
ALAT DAN BAHAN : 1. Mesin Gerinda 2. Besi UNP 3. Meter Rol
WAKTU PEMBUATAN : 20 menit
PEMOTONGAN BESI PEJAL
Pemotongan besi pejal ∅31mm sebagai tumpuan saat proses penarikan sebanyak 3 potongan dengan panjang 710mm, dan 720mm.
ALAT DAN BAHAN : 1. Mesin Gerinda 2. Besi Pejal 3. Meter Rol
WAKTU PEMBUATAN : 20 menit
PEMOTONGAN BESI HOLLOW
Pemotongan besi hollow 12, menjadi 4 potongan dengan ukuran 360mm, 590mm untuk rangka press.
ALAT DAN BAHAN : 1. Mesin Gerinda 2. Besi Hollow 3. Meter Rol WAKTU PEMBUATAN : 60 menit
30
PEMOTONGN BESI SIKU
Pemotongan besi siku 5x5x5, menjadi 4 potongan dengan ukuran 600mm, 750mm untuk rel rangka press.
ALAT DAN BAHAN : 1. Mesin Gerinda 2. Besi Siku 3. Meter Rol WAKTU PEMBUATAN : 60 menit
PROSES PENGERJAAN MENGGUNAKAN MESIN LAS H = E . I . t
Keterangan : H = Nilai panas dalam satuan joule E = Tegangan listrik dalam satuan volt
I = Kuat arus listrik dalam satuan ampere t = Waktu dalam satuan second/detik Jadi : H = 220 . 100 . 8 = 176.000 joule
176.000 = E . 100 . 8 176.000 = E . 800
E = 176.000 / 800 = 220 V
PLAT RUMAH CETAKAN
Penyatuan delapan lembar plat besi yang sudah difrais terlebih dahulu, menggunakan mesin las dengan tegangan 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Plat Besi 3. Palu Terak WAKTU PEMBUATAN : 190 menit
KAKI RUMAH CETAKAN
Penyatuan tiga potongan besi UNP yang sudah dipotong terlebih dahulu, menggunakan mesin las dengan tegangan 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Besi UNP 3. Palu Terak WAKTU PEMBUATAN : 90 menit
TUMPUAN
Penyatuan tiga potongan besi pejal yang sudah dipotong terlebih dahulu, menggunakan mesin las dengan tegangan 100 A dengan eletroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Besi Pejal 3. Palu Terak WAKTU PEMBUATAN : 90 Menit
PIPA PENARIK
Penyatuan enam potong pipa galvanis yang sudah di potong terlebih dahulu, menggunakan mesin las 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Pipa Galvanis 3. Palu Terak WAKTU PEMBUATAN : 120 menit
32
REL UNTUK RUMAH PLAT PENEKAN/PRESS Penyatuan empat potongan besi siku yang sudah dipotong terlebih dahulu, menggunakan mesin las 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Besi Siku 3. Palu Terak WAKTU PEMBUATAN : 50 menit
RANGKA PRESS
Penyatuan empat potongan besi hollow yang sudah dipotong terlebih dahulu, menggunakan mesin las 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Besi Hollow 3. Palu Terak WAKTU PEMBUATAN : 50 menit
PENGHUBUNG PLAT PENEKAN/PRESS DENGAN RANGKA Penyatuan sepuluh potongan pipa galvanis yang sudah dipotong terlebih dahulu, menggunakan mesin las 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Pipa Galvanis 3. Palu Terak WAKTU PEMBUATAN : 120 menit
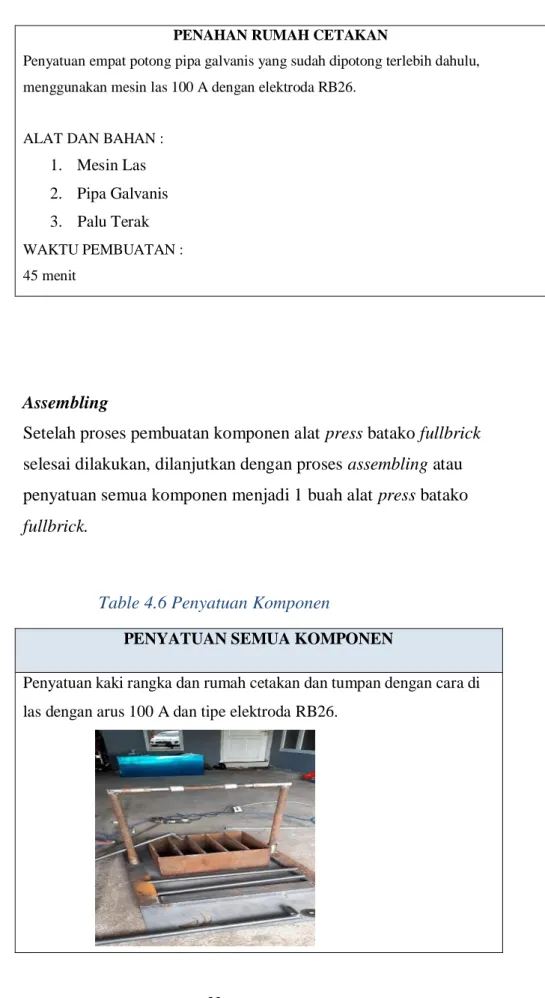
PENAHAN RUMAH CETAKAN
Penyatuan empat potong pipa galvanis yang sudah dipotong terlebih dahulu, menggunakan mesin las 100 A dengan elektroda RB26.
ALAT DAN BAHAN : 1. Mesin Las 2. Pipa Galvanis 3. Palu Terak WAKTU PEMBUATAN : 45 menit
Assembling
Setelah proses pembuatan komponen alat press batako fullbrick selesai dilakukan, dilanjutkan dengan proses assembling atau penyatuan semua komponen menjadi 1 buah alat press batako fullbrick.
Table 4.6 Penyatuan Komponen
PENYATUAN SEMUA KOMPONEN
Penyatuan kaki rangka dan rumah cetakan dan tumpan dengan cara di las dengan arus 100 A dan tipe elektroda RB26.
34
Pemasangan casing bantalan dan tumpuan dengan cara di las dengan arus 100 A dan tipe elektroda RB26.
Pemasangan pipa penarik dan cassing bantalan dengan cara di las dengan arus 100 A dengan tipe elektroda RB26.
Pemasangan Rel dan plat penekan/press dengan cara di las dengan arus 100 A dengan tipe elektroda RB26.
Pemasangan pegas dan penahan rumah cetakan dengan cara di las dengan arus 100 A dengan tipe elektroda RB26.
Pemasangan bola mati pada kaki rangka dengan cara di las dengan arus 100 A dengan tipe elektroda RB26.
Pengertian Umum Perawatan
Perawatan (maintenance) merupakan suatu kegiatan yang diarahkan pada tujuan untuk menjamin kelangsungan fungsional suatu sistem produksi sehingga dari suatu sistem produksi sehingga dari sstem itu dapat diharapkan menghasilkan output sesuai dengan yang dikehendaki.
Bentuk-Bentuk Perawatan:
1. Perawatan preventif
Perawatan ini dimaksud untuk menjaga keadaan peralatan sebelum peralatan itu menjadi rusak. Perawatan preventif yang dimaksudkan yaitu pelumasan dan penyetelan sehingga alat press batako fullbrick beroperasi dapat terhindar dari kerusakan.
Perawatan ini dilakukan atau dilaksanakan pada alat press batako fullbrick sejak awal yaitu sebelum terjadinya kerusakan.
2. Perawatan korektif
36
Perawatan yang dimaksudkan untuk perbaikan yang rusak. Pada dasarnya aktivitas yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan. Kegiatan ini sering disebut sebagai kegiatan perbaikan atau reparasi.
Perawatan Alat Press Batako Fullbrick
Untuk menjaga agar alat press batako fullbrick yang dibuat ini tidak rusak dan tahan lama, tentunya harus dilakukan perawatan yang menyeluruh dan secara rutin, sehingga alat ini dapat terus digunakan dan berfungsi sebagaimana mestinya.
Adapun cara perawatan alat Press batako fullbrick ini adalah sangat mudah dan sederhana. Untuk perawatan alat ini dapat digunakan pelumas yang sesuai yaitu gemuk dan dapat dikerjakan dengan mengoleskan gemuk tersebut dengan tangan pada komponen yang mendapat pelumasan yaitu pin dan bantalan karena pada bagian ini selalu terjadi gesekan sehingga lama kelamaan akan aus. Dan untuk pemberian pelumasan dilakukan setelah selesai melakukan pekerjaan pengepressan.
BAB V
PENUTUP Kesimpulan
Dari hasil pembuatan mesin press batako fullbrick maka penulis memberikan kesimpulan :
1. Setelah melakukan perencanaan pembuatan mesin press batako maka penulis mendapatkan hasil, untuk merancang mesin press batako fullbrick harus memperhatikan rumah cetakan, kaki rangka, tumpuan, pipa penarik, plat penekan/press.
2. Alat press batako fullbrick dibuat dengan cara menggolongkan tiap komponen yang diperlukan dan kemudian diassembling menjadi 1 bagian utuh.
3. Untuk mendapatkan gaya tekanan/press ditinjau dari tegangan bengkok yang terjadi pada alat pendorong/pengepresan yang mempunyai gaya lawan dari hasil penekan.
4. Tinggi plat pada kotak cetakan dihitung dari hasil volume batako yang telah jadi dan presentase antara butiran tanah untuk tras alam dan juga penyerapan air.
38
Saran
Setelah melewati Langkah-langkah pembuatan penulis memberikan saran-saran yang akan nantinya bisa membantu proses pengerja dalam pengerjaanya untuk tahapan pencetakan, dan juga bisa merawat mesin agar berfungsi sebagaimana mestinya. Adapun saran-saran yaitu sebagai berikut :
1. Sebelum melakukan pencetakan lebih baik terlebih dahulu rumah cetakannya di lumasi dengan oli. Agar mempermudah proses pengangkatan rumah cetakan pada saat batako dicetak
2. Untuk pencampuran bahan material itu harus pas ukurannya karena bisa merusak kualitas pada batako tersebut , tidak boleh terlalu basa dan juga kering
3. Dalam penggunaan mesin press ini hanya khusus untuk batako tras saja
4. Untuk perawatan sebaikanya dilakukan setelah proses pekerjaan selesai dan mengikuti aturan petunjuk perawatan yang ada
5. Jika mengalami kerusakan sebaiknya komponen yang rusak langsung diganti dengan komponen baru agar supaya mesin dapat berfungsi kembali denga baikm dan proses pekerjaan tidak terhambat lagi.
BAB IV. BIAYA DAN JADWAL PELAKSANAAN PENELITIAN
Anggaran Biaya Penelitian
No. Jenis Pengeluaran
Biaya Yang Diusulkan
(Rp.)
1 Honorarium 3.000.000
2 Kebutuhan Bahan Habis Pakai 5.840.000
3 Perjalanan 1.000.000
4 Sewa 160.000
Jumlah 10.000.000
Jadwal Penelitian
No Jenis Kegiatan Bulan
1 2 3 4 5 6 7 8 9 10 11 12 1 Menginventariasi data penggunaan
Mesin Press Batako 2 Identifikasi faktor kurang
optimalnya mesin Press batako aren 3 Pembuatan Mesin Press batako 4 Demonstrasi Mesin Press Batako
40
DAFTAR PUSTAKA
1. Ir.Sularso MSME dan Prof.Kiyokatsu suga.Dasar Perencanaan dan pemilihan bahan Elemen Mesin,Pradya Pramita Jakarta 1983.
2. Ardiansyah, 2007, Perancangan Mesin Press Sederhana Sistem Hidrolik Dengan Gaya Tekan 500 N Untuk Membuat Pin Dengan Proses Deep Drawing,Teknik Mesin, Universitas Mercubuana Jakarta.
3. Ariawan Wahyu, Tripriyo, Iwan Hermawan, Prototype Mesin Pencetak Garam Briket Otomatis Dengan Sistem Crank Shaft Penggerak Motor Listrik 2pk, Jurusan Teknik Mesin, Jurusan Adminitrasi Niaga, Politeknik Negeri Semarang.
LAMPIRAN – LAMPIRAN Instrumen Penelitian
Lampiran 1. Justifikasi Anggaran Penelitian
Adapun jumlah biaya yang dibutuhkan dalam pekerjaan ini adalah:
Rekapitulasi biaya yang diusulkan
No. Uraian Jumlah
( Rp. )
Prosentase ( % )
1 Biaya Personil 4,320,000.00 36
2 Belanja Bahan Habis Pakai 4,500,000.00 37.5
3 Belanja Perjalanan. 3,000,000.00 25
4 Lain-lain 180,000.00 1.5
Jumlah Biaya (Rp.) 12.000.000,00 100 %
42 1. Honorarium
Honor Honor/Jam (Rp) Waktu
(jam/minggu) Minggu Honor Kegiatan (Rp)
Ketua Tim 15.000 4 24 1,440,000.00
Anggota 1 10,000 4 24 960,000.00
Anggota 2 10,000 4 24 960,000.00
Anggota 3 10,000 4 24 960,000.00
Subtotal (Rp) 4,320,000.00 2. Pembelian bahan habis pakai
Material Justifikasi Pembelian Kuantitas
Harga Satuan
(Rp) Harga Habis Pakai (Rp)
Materia Besi Belanja bahan dan biaya
pembuatan 4 unit 450,000.00 1,800,000.00
Pasir, semen, Teras Belanja bahan dan biaya
pembuatan 200 liter 5,000.00 1,000,000.00
Publikasi Untuk biaya Jurnal 1 dok 1,000,000.00 1,000,000.00 Penyusunan Laporan Cetak, fotocopy, jilid 1 LS 200,000.00 200,000.00 A T K Belanja Kertas , Cartrige,
Tinta . 1 LS 450,000 500,000.00
Subtotal (Rp) 4,500,000.00 3. Perjalanan
Material Justifikasi Perjalanan Kuantitas
Harga Satuan (Rp)
Biaya perjalanan (Rp)
Survey Lokasi Untuk biaya perjalanan
survey / konsumsi 3 ls 700,000 2,100,000.00
Mobilisasi Alat Untuk biaya angkutan dari Bengkel Teknik Mesin ke Lokasi Pembuatan batako
1 ls 900,000 900,000.00
Subtotal (Rp) 3,000,000,00
4. Lain-Lain (Rp)
175,000,00 TOTAL ANGGARAN YANG DIPERLUKAN (Rp) 11.995,000.00 ( Terbilang : Sebelas Juta Sembilan Ratus Sembilan Puluh Lima Ribu Rupiah )
Lampiran 2. Susunan Organisasi Tim Peneliti dan Pembagian Tugas Nama tim pengusul dan uraian kepakaran dan tugas masing-masing dalam kegiatan
No. Nama / NIDN Instansi Asal Bidang Ilmu
Alokasi Waktu (Jam/Mgg)
Uraian Tugas
1 Ivonne F. Y. Polii 0008067503
Politeknik Negeri Manado
Teknik Mesin/
Konstruksi Mesin
4
Memimpin tim dalam setiap kegiatan dari perencanaan sampai dengan pelaksanaan / pelatihan dan evaluasi, seminar, penyusunan laporan , artikel ilmah
2 Djefry P. Hosang 0027076903
Politeknik Negeri Manado
Teknik Mesin/
Konversi Energi
4
Membantu tugas ketua tim dalam masalah
administrasi, desain produk, analisis data, proses manufaktur , seminar, penerbitan artikel ilmiah.
3 Tonny Rasuh 0027076903
Politeknik Negeri Manado
Teknik Mesin/
Konversi Energi
4
Membantu tugas ketua tim dalam masalah
administrasi, desain produk, analisis data, proses manufaktur , seminar, penerbitan artikel ilmiah.
44
Lampiran 4. Biodata Ketua/ Anggota Tim Peneliti/Pelaksana BIODATA KETUA
A. Identitas Diri
1 Nama Ivonne Fredika Yunita Polii, ST., MT
2 Jenis Kelamin P
3 Jabatan Fungsional Lektor
4 NIP/NIK/Identitas lainnya 19750608 200012 2 001
5 NIDN 0008067503
6 Tempat dan Tanggal Lahir Denpasar, 8 Juni 1975
7 E-mail [email protected]
8 Nomor telepon/Faks/HP 085656598466
9 Alamat kantor Jl. Politeknik Desa Buha Kec. Mapanget Manado 10 Nomor Telepon/Faks (0431) 815288, Fax. (0431) 811568
11 Lulusan yang Telah Dihasilkan
S-1= orang; S-2= orang; S-3= orang 12 Mata Kuliah yang pernah
diampuh
1. Perencanaan Instalasi Pabrik 2. Teknik Produksi
3. Ekonomi Teknik
4. Kesehatan & Keselamatan Kerja 5. Alat Angkat Dan Alat Berat 6. Manajemen Produksi 4. Entrepreneurship 1,2,3,4.
B. Riwayat Pendidikan
S-1 S-2 S-3
Nama Perguruan Tinggi UPN “VETERAN”
Jatim UNHAS
Bidang Ilmu Teknik dan
ManajemenIndustri
Teknik Mesin/ Konstr uksi Mesin
Tahun Masuk-Lulus 1993 – 1997 2008 - 2010
Judul Skripsi/Thesis/Disertasi Perumusan Strategi Periklanan
Berdasarkan
Segemntasi Pasar di Denpasar – Bali (Studi Kasus Produk Minyak Goreng)
Kaji Teoritik dan Eksperimental Defleksi Balok Dengan Penampang Yang Tidak Seragam
Nama Pembimbing/Promotor Ir. Harri Waluyo, MT
Prof. Dr. Hammada Abbas,MSME DR. Rafiuddin Syam
C. Pengalaman Penelitian Dalam 5 Tahun Terakhir
No Tahun Judul Penelitian
Pendanaan
sumber Jml (juta Rp) 1 2014 Pembuatan Alat Untuk
Memproduksi Arangtempurung Kelapa Dengan Proses Pirolisis Sebagai Bahan Baku Pembuatan Briket.
Internal PT 10
D. Pengalaman Pengabdian Kepada Masyarakat Dalam 5 Tahun Terakhir
No Tahun Judul Pengabdian Kepada Masyarakat
Pendanaan
Sumber* Jml (Juta Rp) 1 2009 - Pelatihan Dasar-dasar Instalasi Listrik
Perumahan
- Pelatihan Dasar-dasar Konstruksi Bangunan Perumahan
- Sosialisasi Pendidikan Politeknik Negeri Manado
2 2010 - Penyuluhan Konstruksi Bangunan Tahan Gempa
- Pemasangan Instalasi Listrik Yang Sesuai Untuk Bangunan
- Pelatihan Teknik Pengelasan Yang Baik
3 2011 - Pelatihan Teknik Pengelasan - Pemasangan Instalasi Listrik Yang
Sesuai Untuk Bangunan Rumah Pedesaan
4 2012 - Pelatihan Dasar Pengelasan
- Pelatihan Perbaikan Motor Bakar 4 Tak 5 2013 - Pelatihan dasar pengelasan
- Perbaikan dan pemasangan teralis jendela balai Desa Kumu
- Bakti Sosial
- Bantuan Perlengkapan dan Peralatan
46
Sekolah
- Bantuan buku dan Pakaian Layak Pakai 6 2014 -Pelatihan dasar Pengelasan
-Pembuatan dan pemasangan teralis jendela.
-Pembuatan grill pembakaran ikan -Pembagian buku dan alat tulis bagi
siswa SD di 12 Desa di Kecamatan Wori.
E. Pengalaman Penulisan Artikel Ilmiah Dalam Jurnal Dalam 5 Tahun Terakhir
No Judul Artikel Ilmiah Volume/Nomor/
Tahun Nama Jurnal 1
2
b. Pengalaman Penyampain Makalah Secara Oral Pada Pertemuan /Seminar Ilmiah dalam 5 Tahun Terakhir
No Nama pertemuan
Ilmiah/Seminar Judul Artikel Ilmiah Waktu dan Pertemuan 1
2
c. Pengalaman Penulisan Buku dalam 5 Tahun Terakhir
No Judul Buku Tahun Jumlah
Halaman Penerbit/ Arsip 1
2
d. Pengalaman Perolehan HKI Dalam 5-10 Tahun terakhir
No Judul/Tema HKI Tahun Jenis Nomor P/ID 1
2
e. Pengalaman merumuskan Kebijakan Publik/Rekayasa Sosial Lainnya Dalam 5 tahun Terakhir.
No
Judul/Tema/JenisRekayasa Sosial Lainnya Yang Telah
Diterapkan
Tahun Tempat Penerapan
Respon Masyarakat 1
2
A. Penghargaan Yang Pernah Diraih dalam 10 Tahun Terakhir (dari Pemerintah, Asosiasi atau Institusi lainnya)
No Jenis Penghargaan Instituti Pemberi Penghargaan Tahun 1 Piagam Karya Satya
10 Tahun
Presiden RI 2013
2
Semua data yang saya isikan dan tercantum dalam biodata ini adalah benar dan dapat dipertanggungjawabkan secara hukum. Apabila di kemudian hari ternyata dijumpai ketidak-sesuaian dengan kenyataan, saya sanggup menerima sanksi.
Demikian biodata ini saya buat dengan sebenarnya untuk memenuhi salah satu persyaratan dalam pengajuan Penelitian Penelitian Internal Politeknik Negeri Manado.
Manado, April 2021 Pengusul,
Ivonne F.Y. Polii, ST., MT.
48
BIODATA ANGGOTA 1.
A. Identitas Diri
1 Nama Djefry Paulus Hosang, ST., MT.
2 Jenis Kelamin Laki-laki
3 Jabatan Fungsional Lektor Kepala
4 NIP/NIK/Identitas lainnya 196907272001121002
5 NIDN 0027076903
6 Tempat dan Tanggal Lahir Ratahan, 27 Juli 1969
7 E-mail [email protected]
8 Nomor telepon/Faks/HP 0811431748
9 Alamat kantor Jl. Politeknik Desa Buha Kec. Mapanget Manado 10 Nomor Telepon/Faks (0431) 815288, Fax. (0431) 811568
11 Lulusan yang Telah Dihasilkan
S-1= orang; S-2= orang; S-3= orang 12 Mata Kuliah yang pernah
diampuh
1. Perawatan Dasar
2. Praktikum Perawatan Dasar 3. Kesehatan dan Keselamatan Kerja 4. Perencanaan Instalasi Pabrik 5. Perpindahan Panas
6. Praktikum PMI 1 7. Praktikum PMI 2 8. Elemen Mesin
9. Alat Angkat dan Alat Berat A. Riwayat Pendidikan
S-1 S-2 S-3
Nama Perguruan Tinggi UNSRAT UNHAS
Bidang Ilmu Teknik Mesin/ Teknik Mesin/
Konvesi Energi Tahun Masuk-Lulus 1996 s/d 2001 2008 s/d 2010 Judul Skripsi/Thesis/Disertasi Pembuatan Alat
Cetak Batakocor
Pemanfaatan Limbah Buah Pinus dan Tongkol Jagung Sebagai Sumber Energi Alternatif Nama Pembimbing/Promotor Ir. Hardi
Gunawan, MSc.
dan Rudi Poeng,
Prof. Dr. Ir. Effendy Arif, M.E. dan Prof. Dr. Ir. J.
ST. Mangga, DEA B. Pengalaman Penelitian Dalam 5 Tahun Terakhir
No Tahun Judul Penelitian Pendanaan
sumber Jml (juta Rp) 1 2005 Perancangan Simulasi Alat
Pencetak Label Berbasis Kontrol Elektro Pneumatik
Mandiri
Rp 10.000.000 2 2010 Analisis Gaya Statis Komponen
Mekanisme Alat Pembuat Batakocor
Mandiri
Rp 11.000.000 3 2010 Pemanfaatan Limbah Buah Pinus
Dan Tongkol Jagung Sebagai Sumber Energi Alternatif
Mandiri
Rp 10.000.000 4 2013 Pengaruh Variasi NaCL Pada
Elektroplating Unsur nikel Ni Terhadap Laju Korosi Baja Karbon Sedang
DIKTI tahun anggaran 2013
Rp 10.000.000
C. Pengalaman Pengabdian Kepada Masyarakat Dalam 5 Tahun Terakhir No Tahun Judul Pengabdian Kepada
Masyarakat
Pendanaan
Sumber* Jml (Juta Rp) 1 2009 - Pelatihan Dasar-dasar Instalasi Listrik
Perumahan
- Pelatihan Dasar-dasar Konstruksi Bangunan Perumahan
- Sosialisasi Pendidikan Politeknik Negeri Manado
2 2010 - Penyuluhan Konstruksi Bangunan Tahan Gempa
- Pemasangan Instalasi Listrik Yang Sesuai Untuk Bangunan
- Pelatihan Teknik Pengelasan Yang Baik
3 2011 - Pelatihan Teknik Pengelasan - Pemasangan Instalasi Listrik Yang
Sesuai Untuk Bangunan Rumah