Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
NASKAH PUBLIKASI ILMIAH
EVALUASI PENILAIAN RISIKO PEKERJA DENGAN MENGGUNAKAN
PENDEKATAN
JOB SAFETY ANALYSIS(JSA) DAN
HAZARD IDENTIFICATIONRISK ASSESSMENT AND RISK CONTROL
(HIRARC)
(Studi Kasus: PT. Aneka Adhilogam Karya)
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh
Gelar Sarjana Teknik Jurusan Teknik Industri Fakultas Teknik
Universitas Muhammadiyah Surakarta
Diajukan Oleh:
Meybrial Dita Pratama
D600.080.020
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
HALAMAN PENGESAHAN
EVALUASI PENILAIAN RISIKO PEKERJA DENGAN MENGGUNAKAN
PENDEKATAN
JOB SAFETY ANALYSIS(JSA) DAN
HAZARD IDENTIFICATIONRISK ASSESSMENT AND RISK CONTROL
(HIRARC)
(Studi Kasus: PT. Aneka Adhilogam Karya)
Naskah Publikasi Tugas Akhir ini telah diterima dan disahkan sebagai salah satu
syarat untuk menyelesaikan Studi S-1 untuk memperoleh gelar Sarjana Teknik Jurusan
Teknik Industri Fakultas Teknik Universitas Muhammadiyah Surakarta.
Hari
:
Tanggal
:
Disusun Oleh:
Nama
: Meybrial Dita Pratama
NIM
: D600.080.020
Jur/Fak
: Teknik Industri / Teknik
Mengesahkan:
Dosen Pembimbing I
Dosen Pembimbing II
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
PERNYATAAN
Dengan ini saya menyatakan bahwa tugas akhir ini tidak terdapat karya yang pernah diajukan
untuk memperoleh gelar kesarjanaan di suatu perguruan tinggi, dan sepanjang sepengetahuan
saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang
lain, kecuali yang secara tertulis dikutip dalam naskah ini dan disebutkan dalam daftar
pustaka
Surakarta, 7 Maret 2013
EVALUASI PENILAIAN RISIKO PEKERJA DENGAN MENGGUNAKAN
PENDEKATAN
JOB SAFETY ANALYSIS(JSA) DAN
HAZARD IDENTIFICATIONRISK ASSESSMENT AND RISK CONTROL
(HIRARC)
(Studi Kasus: PT. Aneka Adhilogam Karya)
Meybrial Dita Pratama
1, Ahmad Kholid Al Ghofari
2, M. Musrofi
3 1Mahasiswa Jurusan Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah Surakarta
Jl. A. Yani Tromol Pos I Pabelan Kartasura 57102 Telp 0271 717417
2,3
Staf Pengajar Jurusan Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah
Surakarta
[email protected], [email protected], [email protected]
Jl. A. Yani Tromol Pos I Pabelan Kartasura 57102 Telp 0271 717417
ABSTRAKSI
Keselamatan dan kesehatan kerja (K3) merupakan hal penting yang ada di perusahaan, kurangnya kesada ran pada diri ka rya wan yang meyebabkan banyak terjadi kecelakaan kerja. Pengidentifikasian bahaya dan risiko kerja merupakan tahap a wal yang
harus diperhatikan oleh pihak perusahaan. PT. Aneka Adhilogam Karya merupakan
perusahaan yang bergerak dalam bidang pengecoran logam. Objek penelitian dilakukan di 3 area, yaitu produksi, parkir dan office. Tujua n dari penelitian ni adalah melakukan pengidenifikasian bahaya dengan metode Job Sa fety Analysis (JSA) dan Hazard Identifica tion Rik Assessment and Risk Control (HIRARC).
JSA merupakan identifikasi sistematik dari bahaya potensial di tempat kerja yang dapat diidentifikasi, dianalisa dan direkam. HIRARC merupakan elemen pokok dalam sistem manajemen keselamatan dan kesehatan kerja yang berkaitan la ngsung dengan upaya pencegahan dan pengendalian bahaya.
Hasil dari penelitian ini adalah menggunakan metode Job Safety Analysis (JSA) yaitu mengelompokkan potensi bahaya secara aktual di perusahaan dengan adanya pengendalian yang telah ada, seperti pengguna an alat pelindung diri. Selain itu, untuk mengetahui subaktifitas pekerjaan tersebut mengganggu proses produksi atau tidak. Dengan menggunakan metode Hazard Identification Risk Assessment and Risk Control (Hirarc) dapat mengetahui dampak risiko. Ada 2 kategori risiko, yaitu: Pertama, Trivial (score 1-9) untuk kategori I. Untuk pengendalian risiko yaitu prosedur kerja yang aman, pemberian rambu-rambu. Kedua, Tolerable (score 10-25) untuk kategori II. Untuk pengendalian risiko yaitu instruksi kerja, sticker (peringatan).
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
PENDAHULUAN 1.Latar Belakang
Dengan semakin tingginya angka persaingan dan beban permintaan yang terus bertambah oleh konsumen sebagaian besar perusahaan mengembangkan permesinan dan peralatannya dengan mesin berteknologi tinggi. Dengan permesinan berteknologi tinggi diharapkan produksi yang di hasilkan akan maksimal, tetapi mesin yang berteknologi tinggi dapat pula membahayakan bagi karyawan. Kurangnya pengetahuan dan kecerobohan oleh karyawan dapat menimbulkan kecelakaan kerja yang sangat fatal.
Penilaian risiko akan terjadinya kecelakaan kerja merupakan faktor yang harus dibenahi di setiap perusahaan. Semua ini akan berpengaruh besar terhadap produk yang dihasilkan oleh perusahaan tersebut. Penggunaaan alat pelindung diri (APD) pada saat melakukan pekerjaan merupakan salah satu contoh untuk menghindari kecelakaan kerja yang terjadi.
2. Tujuan Penelitian
Tujuan yang ingin dicapai penulis dalam penelitian ini antara lain sebagai berikut: a. Mengidentifikasi kejadian risiko yang
dapat mengganggu proses produksi dengan menggunakan metode Job Safety Analysis (JSA).
b. Memperkirakan besarnya dampak risiko dan peringkat risiko dari pekerja yang mungkin akan terjadi dengan menggunakan metode Hazard Identification Risk Assesment and Risk Control(HIRARC).
c. Mengetahui sumber-sumber bahaya yang berpotensi menimbulkan risiko kerja. d. Memberikan tindakan penanggulangan
terhadap risiko yang ada dengan menggunakan metode Hazard
Identification Risk Assesment and Risk Control (HIRARC).
LANDASAN TEORI 1.Manajemen Risiko
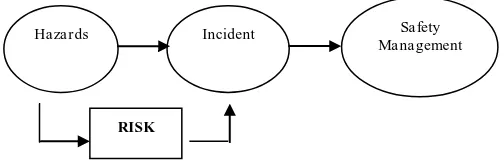
Tujuan upaya K3 adalah untuk mencegah kecelakaan yang ditimbulkan karena adanya suatu bahaya di lingkungan kerja. Karena itu, pengembangan sistem manajemen K3 harus berbasis pengendalian risiko sesuai dengan sifat dan kondisi bahaya yang ada. Bahkan secara ekstrem dapat dikatakan bahwa K3 tidak diperlukan jika tidak ada sumber bahaya yang harus dikelola. Keberadaan bahaya dapat mengakibatkan terjadinya kecelakaan atau insiden yang membawa dampak terhadap manusia, peralatan, material dan lingkungan. Risiko menggambarkan besarnya potensi bahaya tersebut untuk dapat menimbulkan insiden atau cedera pada manusia yang ditentukan oleh kemungkinan dan keparahan yang diakibatkannya. Adanya bahaya dan risiko tersebut harus dikelola dan dihindarkan melalui menejemen K3 yang baik. Karena itu, manajemen K3 memiliki kaitan yang sangat erat dengan manajemen risiko.
Gambar 1 Hubungan Bahaya dan Risiko (Sumber: Ramli,2008)
2. Penilaian Risiko
Penilaian risiko adalah cara-cara yang digunakan oleh pimpinan perusahaan untuk dapat mengelola dengan baik risiko yang dihadapi oleh pekerjanya dan memastikan bahwa keselamatan dan kesehatan mereka
Hazards Incident Safety
Management
tidak terkena risiko pada saat bekerja. (Ramli, 2008)
3. Job Safety Analysis
JSA merupakan identifikasi sistematik dari bahaya potensial di tempat kerja yang dapat diidentifikasi, dianalisa dan direkam. Hal-hal yang dilakukan dalam penerapan JSA :
a. Identifikasi bahaya yang berhubungan dengan setiap langkah dari pekerjaan yang berpotensi untuk menyebabkan bahaya serius.
b. Menentukan bagaimana untuk mengontrol bahaya.
c. Membuat perkakas tertulis yang dapat digunakan untuk melatih staf lainnya. d. Bertemu dengan pelatih OSHA untuk
mengembangkan prosedur dan aturan kerja yang spesifik untuk setiap pekerjaan.
4. Hazard Identification Risk Assessment And Risk Control (Hirarc)
a. Pengertian Hirarc
HIRARC merupakan elemen pokok dalam sistem manajemen keselamatan dan kesehatan kerja yang berkaitan langsung dengan upaya pencegahan dan pengendalian bahaya. Disamping itu, HIRARC juga meruapakan bagian dari sistem manajemen risiko (Risk Management).
Menurut OHSAS 18001, HIRARC harus dilakukan di seluruh aktivitas organisasi untuk menetukan kegiatan organisasi yang mengandung potensi bahaya dan menimbulkan dampak serius terhadap keselamatan dan kesehatan kerja. (Ramli, 2008)
b. Langkah-langkah Hirarc 1) Kelompokkan Aktifitas 2) Identifikasi Bahaya
Tentukan bahaya-bahaya yang mungkin timbal disetiap kelompok aktifitas / pekerjaan tersebut
3) Penilaian Risiko, maka tentukan juga risiko yang mungkin terjadi.
4) Tentukan Risiko yang Dapat diabaikan
PEMBAHASAN
1. Identifikasi Bahaya Setiap Langkah Kerja a. Area Produksi
Urutan kegiatan yang harus dilakukan pada pengecoran logam memiliki 8 tahap proses produksi, yaitu:
a. Membuat Cetakan (cetakan semen, cetakan pasir basah dan cetakan
tapel)
b. Peleburan dengan dapur induksi
c. Proses Penuangan Logam cair
d. Pembongkaran Cetakan (molding)
e. Pembersihan Logam Hasil
Coran f. Pembubutan
g. Pengeboran h. Penggerindaan
Gambar 2 Proses Produksi b. Area Parkir
Untuk identifikasi bahaya di area parkir dilakukan dengan melihat aspek bahaya di area parkir PT Aneka Adhilogam Karya, yaitu: pada lingkungan sekitar, harus diperhatikan untuk keamanan dalam pengawasan kendaraan karyawan. Hal ini disebabkan tidak adanya petugas keamanan dan kamera cctv untuk merekam kejadian di area tersebut.
c. Area Office
Untuk identifikasi bahaya di area office dapat dilihat dari kegiatan yang dilakukan oleh para pekerja PT Aneka Adhilogam karya. Aspek bahaya ini ditimbulkan dari kegiatan yang dilakukan setiap hari.
2. Identifikasi Bahaya Dengan Metode Job Safety Analysis JSA
a. Area Produksi
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
1) Aktifitas : isi dengan kegiatan yang di lakukan oleh pekerja PT Aneka Adhilogam Karya.
2) Subaktifitas : isi dengan sub atau bagian dari aktifitas kegiatan pekerja di PT Aneka Adhilogam Karya. 3) Potensi Bahaya : isi dengan aspek
bahaya aktual yang berhubungan dengan Keselamatan dan Kesehatan Kerja (K3).
4) Tindakan Pengendalian yang Telah Ada : menentukan apakah perusahaan memiliki pengendalian untuk mengelola aspek Keselamatan dan Kesehatan Kerja. Contoh : penggunaan masker untuk alat
pelindung diri saat melakukan pekerjaan.
Catatan: jika di perusahaan belum ada pengendalian bisa dikosongkan.
Tabel 1
Job Safety AnalysisArea Produksi
PT Aneka Adhilogam Karya, Ceper – Klaten JOB SAFETY ANALISYS (JSA)
No. Revisi:
Tanggal:
Halaman:
No. Aktifitas Subaktifitas Potensi Bahaya Tindakan Pengendalian Yang Telah Ada
1
Membuat Cetakan (cetakan Pasir Basah,
cetakan semen dan cetakan tapel)
Membuat cetakan sesuai pola Kemasukan debu Masker, Safety shoes 2 Menumbuk pasir dengan alat
penumbuk
Tangan terluka Sarung tangan Kemasukan debu Masker 3 Mengambil pasir dengan
handtruck Tertimpa handtruck Safety shoes, Sarung tangan 4 Mencampur bahan dengan
menggunakan mixer Terkena mesin mixer Sarung tangan 5 Membuat cetakan sesuai pola Kemasukan debu Masker, Safety shoes 6 Membakar Cetakan Terbakar api Masker
Asap Masker 7 Membuat adonan tanah liat dan
pasir kwarsa Kemasukan debu Masker, Safety shoes 8 Membuat cetakan sesuai pola Kemasukan debu Masker, Safety shoes 9
Peleburan dengan dapur induksi
Penimbangan bahan baku Kejatuhan Bahan baku (besi,
scrap dll) Masker, Sarung tangan, Safety shoes 10
11 Penambahan unsur paduan Terkena percikan api Masker, Sarung tangan, Safety shoes
12 Mengaduk bahan pada kompor induksi
Serpihan logam panas Masker, Sarung tangan, Safety shoes Melepuh Masker, Sarung tangan, Safety shoes Terkena percikan api
Masker, Sarung tangan, Safety shoes
14 Proses Penuangan
Logam cair
Mengambil logam cair dengan
15 Asap Masker, Sarung tangan, Safety shoes 16 Menuangkan kedalam cetakan
yang sudah ada
Terkena percikan logam
panas Masker, Sarung tangan, Safety shoes 17 Melepuh Masker, Sarung tangan, Safety shoes 18
Pembongkaran Cetakan (molding)
Molding dengan menggunakan alat pukul
Tangan terluka Masker
19 Kemasukan debu Masker
20
Pembersihan logam hasil coran
Pembersihan menggunakan alat pukul
Tangan terluka Masker
21 Kemasukan debu Masker
22 Pembubutan Memberikan ketepatan ukuran diameter produk Terkena mata pahat mesin bubut Safety shoes, Sarung tangan
23 Pengeboran Memberi lubang sebagai tempat
dudukan mur-baut Terkena mata bor Safety shoes, Sarung tangan
24 Penggerindaan Penghalusan Benda Kerja
Terkena mesin gerinda Safety shoes, Sarung tangan Terkena percikan api Safety shoes, Sarung tangan
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
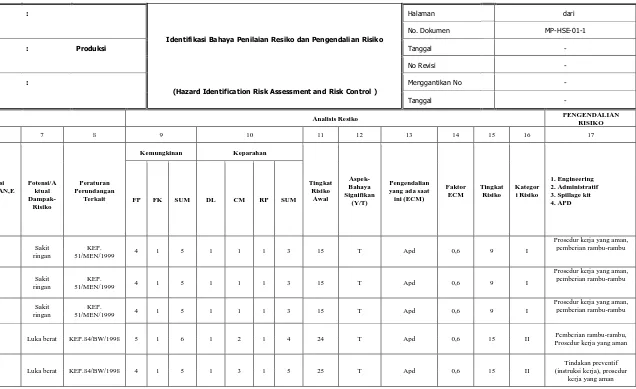
3. Identifikasi Bahaya Dengan Metode Hazard Identification Risk Assessment And Risk Control (Hirarc) a. Area Produksi
Tabel 2 Identifikasi bahaya dengan hirarc di area produksi
PT. Aneka Adhilogam Karya
Departemen :
Identifikasi Bahaya Penilaian Resiko dan Pengendalian Risiko
Halaman dari
No. Dokumen MP-HSE-01-1
Area/ Lokasi : Produksi Tanggal -
No Revisi -
Penanggung :
(Hazard Identification Risk Assessment and Risk Control )
Menggantikan No -
Jawab Tanggal -
IDENTIFIKASI ASPEK-BAHAYA Analisis Resiko PENGENDALIAN
RISIKO
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
NO Aktifitas Subaktifitas K3/L Potensi/Aktual Aspek-Bahaya
Kondisi (R,NR,N,AN,E
)
Potensi/A ktual
Dampak-Risiko
Peraturan Perundangan
Terkait
Kemungkinan Keparahan
Tingkat Risiko
Awal
Aspek-Bahaya Signifikan
(Y/T)
Pengendalian yang ada saat ini (ECM)
Faktor ECM
Tingkat Risiko
Kategor i Risiko
1. Engineering 2. Administratif 3. Spillage kit 4. APD FP FK SUM DL CM RP SUM
PD 1
Membuat Cetakan (cetakan
semen, cetakan pasir basah dan cetakan tapel)
Membuat cetakan sesuai
pola
K3 Kemasukan
debu NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu
PD 2
Menumbuk pasir dengan alat penumbuk
K3 Tangan terluka NR Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu
PD 3 K3 Kemasukan
debu NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu
PD 4
Mengambil pasir dengan handtruck
K3 Tertimpa
handtruck NR Luka berat KEP.84/BW/1998 5 1 6 1 2 1 4 24 T Apd 0,6 15 II
Pemberian rambu-rambu, Prosedur kerja yang aman
PD 5
Mencampur bahan dengan menggunakan
mixer
K3 Terkena mesin
mixer NR Luka berat KEP.84/BW/1998 4 1 5 1 3 1 5 25 T Apd 0,6 15 II
Tindakan preventif (instruksi kerja), prosedur
PD 6
Membuat cetakan sesuai
pola
K3 Kemasukan debu NR ringan Sakit 51/MEN/1999 KEP. 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Tindakan preventif (instruksi kerja), prosedur
kerja yang aman PD 7 Membakar
Cetakan
K3 Terbakar api NR Fatality KEP.84/BW/1998 4 1 5 1 5 2 8 40 T Apd 0,6 24 II
Tindakan preventif (instruksi kerja), sticker
PD 8 K3 Asap NR Ispa
KEP. 51/MEN/1999
4 1
5 1 1 1 3 15 T Apd 0,6 9 I Pemeriksaan Kesehatan
PD 9
Membuat adonan tanah liat dan pasir
kwarsa
K3 Kemasukan
debu NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu PD 10 Membuat cetakan sesuai pola
K3 Kemasukan
debu NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Tindakan preventif (instruksi kerja), prosedur
kerja yang aman PD 11 Peleburan dengan dapur induksi Penimbangan bahan baku K3
Tertimpa Bahan baku (besi,
scrap dll)
NR Luka berat KEP.84/BW/1998 5 1 6 1 3 1 5 30 T Apd 0,6 18 II
Pemberian rambu-rambu, Tindakan preventif (instruksi kerja), prosedur
kerja yang aman PD
12
Penambahan unsur paduan K3
Terkena
percikan api NR Luka berat
KEP.
84/BW/1998 5 1 6 1 2 1 4 24 T Apd 0,6 15 II
Instruksi Kerja, Sticker (peringatan) PD 13 Mengaduk bahan pada tanur induksi
K3 Serpihan logam
panas NR Luka berat KEP.84/BW/1998 5 1 6 1 3 1 5 30 T Apd 0,6 18 II
Tindakan preventif (instruksi kerja), prosedur
kerja yang aman, sticker (peringatan) PD
14 K3 Melepuh NR Luka berat
KEP.
84/BW/1998 5 1 6 1 2 1 4 24 T Apd 0,6 15 II
Sticker (peringatan), Instruksi kerja PD
15 K3
Terkena
percikan api NR Luka berat
KEP.
84/BW/1998 5 1 6 1 2 1 4 24 T Apd 0,6 15 II
Instruksi Kerja, Sticker (peringatan) PD
16 Suhu Ruangan L Panas NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I PD 17 Proses Penuangan Logam cair Mengambil logam cair dengan laddle
K3 Terkena
percikan api NR Luka berat KEP.84/BW/1998 4 1 5 1 2 1 4 20 T Apd 0,6 12 II
Instruksi Kerja, Sticker (peringatan) PD
18 K3 Asap NR Ispa
KEP. 51/MEN/1999
4 1
5 1 1 1 3 15 T Apd 0,6 9 I Pemeriksaan Kesehatan PD 19 Menuangkan kedalam cetakan yang sudah ada K3 Terkena percikan logam panas
NR Luka berat KEP.84/BW/1998 4 1 5 1 3 1 5 25 T Apd 0,6 15 II
Tindakan preventif (instruksi kerja), prosedur
kerja yang aman, sticker (peringatan) PD
20 K3 Melepuh NR Luka berat KEP.84/BW/1998 4 1 5 1 2 1 4 20 T Apd 0,6 12 II PD 21 Pembongkaran Cetakan (molding) Molding dengan menggunakan alat pukul
K3 Tangan terluka NR Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu
PD
22 K3
Kemasukan
debu NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu
PD 23
Pembersihan logam hasil coran
Pembersihan menggunakan alat pukul
K3 Tangan terluka NR Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
PD
24 K3
Kemasukan
debu NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Prosedur kerja yang aman, pemberian rambu-rambu PD 25 Pembubutan Memberikan ketepatan ukuran diameter produk K3 Terkena mata pahat mesin bubut
NR Fatality KEP.84/BW/1998 4 1 5 1 5 1 7 35 T Apd 0,6 21 II
Pemberian rambu-rambu, Tindakan preventif (instruksi kerja), prosedur
kerja yang aman PD
26
Suasana
Ruangan L Kebisingan NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Memberikan peredam suara pada mesin PD 27 Pengeboran Memberi lubang sebagai tempat dudukan mur-baut
K3 Terkena mata
bor NR Luka berat KEP.84/BW/1998 4 1 5 1 3 1 5 25 T Apd 0,6 15 II
Pemberian rambu-rambu, Tindakan preventif (instruksi kerja), prosedur
kerja yang aman PD
28
Suasana
Ruangan L Kebisingan NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Memberikan peredam suara pada mesin PD 29 Penggerindaan Penghalusan Benda Kerja
K3 Terkena mesin
gerinda NR Luka berat KEP.84/BW/1998 4 1 5 1 3 1 5 25 T Apd 0,6 15 II
Pemberian rambu-rambu, Tindakan preventif (instruksi kerja), prosedur
kerja yang aman K3 Terkena
percikan api NR Luka berat KEP.84/BW/1998 5 1 6 1 1 1 3 18 T Apd 0,6 11 II
Instruksi Kerja, Sticker (peringatan) PD
30
Suasana
Ruangan L Kebisingan NR
Sakit ringan
KEP.
51/MEN/1999 4 1 5 1 1 1 3 15 T Apd 0,6 9 I
Memberikan peredam suara pada mesin
Ket :
R : Rutin FP : Frekuensi Proses Dibuat, Diverifikasi, Divalidasi, NR : Non Rutin FK : Frekuensi Kejadian
N : Normal DL : Dampak Lingkungan
AN : Abnormal
CM : Cedera pada Manusia E : Kondisi
Darurat RP : Reputasi Perusahaan
Tanggal: Tanggal: Tanggal:
Untuk Tabel Hazard Identification Risk Assessment and Risk Control (Hirarc) pada area parkir dan area office pengisisan tabel hampir sama dengan tabel diatas, yang membedakan yaitu subaktifitas pekerjaan yang dilakukan oleh pekerja pada area masing-masing.
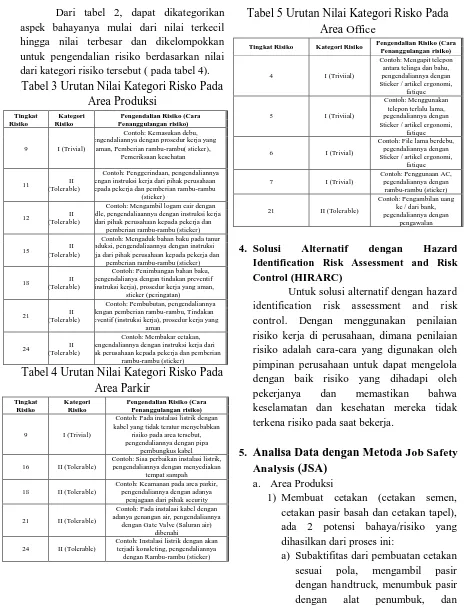
Dari tabel 2, dapat dikategorikan aspek bahayanya mulai dari nilai terkecil hingga nilai terbesar dan dikelompokkan untuk pengendalian risiko berdasarkan nilai dari kategori risiko tersebut ( pada tabel 4).
Tabel 3 Urutan Nilai Kategori Risko Pada
Area Produksi
Tingkat Risiko
Kategori Risiko
Pengendalian Risiko (Cara Penanggulangan risiko)
9 I (Trivial)
Contoh: Kemasukan debu, pengendaliannya dengan prosedur kerja yang
aman, Pemberian rambu-rambu( sticker), Pemeriksaan kesehatan
11 II (Tolerable)
Contoh: Penggerindaan, pengendaliannya dengan instruksi kerja dari pihak perusahaan kepada pekerja dan pemberian rambu-rambu
(sticker) 12 II
(Tolerable)
Contoh: Mengambil logam cair dengan ddle, pengendaliaannya dengan instruksi kerja
dari pihak perusahaan kepada pekerja dan pemberian rambu-rambu (sticker) 15 II
(Tolerable)
Contoh: Mengaduk bahan baku pada tanur induksi, pengendaliaannya dengan instruksi erja dari pihak perusahaan kepada pekerja dan
pemberian rambu-rambu (sticker) 18 II
(Tolerable)
Contoh: Penimbangan bahan baku, pengendalianya dengan tindakan preventif (instruksi kerja), prosedur kerja yang aman,
sticker (peringatan) 21 II
(Tolerable)
Contoh: Pembubutan, pengendaliannya dengan pemberian rambu-rambu, Tindakan preventif (instruksi kerja), prosedur kerja yang
aman 24 II
(Tolerable)
Contoh: Membakar cetakan, pengendaliannya dengan instruksi kerja dari ihak perusahaan kepada pekerja dan pemberian
rambu-rambu (sticker)
Tabel 4 Urutan Nilai Kategori Risko Pada
Area Parkir
Tingkat Risiko
Kategori Risiko
Pengendalian Risiko (Cara Penanggulangan risiko)
9 I (Trivial)
Contoh: Pada instalasi listrik dengan kabel yang tidak teratur menyebabkan
risiko pada area tersebut, pengendaliannya dengan pipa
pembungkus kabel 16 II (Tolerable)
Contoh: Sisa perbaikan instalasi listrik, pengendaliannya dengan menyediakan
tempat sampah 18 II (Tolerable)
Contoh: Keamanan pada area parkir, pengendaliannya dengan adanya
penjagaan dari pihak security 21 II (Tolerable)
Contoh: Pada instalasi kabel dengan adanya genangan air, pengendaliannya
dengan Gate Valve (Saluran air) dibenahi 24 II (Tolerable)
Contoh: Instalasi listrik dengan akan terjadi konsleting, pengendaliannya dengan Rambu-rambu (sticker)
Tabel 5 Urutan Nilai Kategori Risko Pada
Area
OfficeTingkat Risiko Kategori Risiko Pengendalian Risiko (Cara Penanggulangan risiko)
4 I (Triviial)
Contoh: Mengapit telepon antara telinga dan bahu, pengendaliannya dengan Sticker / artikel ergonomi,
fatique
5 I (Triviial)
Contoh: Menggunakan telepon terlalu lama, pegendaliannya dengan Sticker / artikel ergonomi,
fatique 6 I (Trivial)
Contoh: File lama berdebu, pegendaliannya dengan Sticker / artikel ergonomi,
fatique 7 I (Trivial)
Contoh: Penggunaan AC, pegendaliannya dengan
rambu-rambu (sticker) 21 II (Tolerable)
Contoh: Pengambilan uang ke / dari bank, pegendaliannya dengan
pengawalan 4. Solusi Alternatif dengan Hazard
Identification Risk Assessment and Risk Control (HIRARC)
Untuk solusi alternatif dengan hazard identification risk assessment and risk control. Dengan menggunakan penilaian risiko kerja di perusahaan, dimana penilaian risiko adalah cara-cara yang digunakan oleh pimpinan perusahaan untuk dapat mengelola dengan baik risiko yang dihadapi oleh pekerjanya dan memastikan bahwa keselamatan dan kesehatan mereka tidak terkena risiko pada saat bekerja.
5.
Analisa Data dengan Metoda
Job Safety Analysis(JSA)
a. Area Produksi
1) Membuat cetakan (cetakan semen, cetakan pasir basah dan cetakan tapel), ada 2 potensi bahaya/risiko yang dihasilkan dari proses ini:
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
mempunyai potensi bahaya/risikonya kecil (low) karena dampak bahaya/risiko yang ditimbulkan tidak menyebabkan pekerja mengalami luka parah. b) Subaktifitas dari membakar cetakan
sebagai pekerjaan yang mempunyai potensi bahaya/risikonya tinggi (high) karena dampak bahaya/risiko yang ditimbulkan sangat fatal bagi pekerja.
2) Peleburan dengan dapur induksi
Proses peleburan ini dilakukan dengan menggunakan tanur induksi. Adapun potensi bahaya/risiko pada proses ini, yaitu: subaktifitas dari penimbangan bahan baku, penambahan unsur paduan, mengaduk bahan pada tanur induksi sebagai pekerjaan yang mempunyai potensi bahaya/risikonya tinggi (high) karena berdampak pada kesehatan atau mempengaruhi kinerja personil dalam jangka panjang perlu perawatan di rumah sakit. Contoh: tangan melepuh terkena percikan api dan serpihan logam panas.
3) Proses penuangan logam cair
Pada proses ini, penuangan logam cair ke dalam cetakan dilakukan menggunakan laddle. Adapun potensi bahaya/risiko pada proses ini, yaitu: subaktifitas dari mengambil logam cair dengan laddle lalu menuangkan kedalam cetakan yang sudah ada sebagai pekerjaan yang mempunyai potensi bahaya/risikonya tinggi (high) karena berdampak pada kesehatan atau mempengaruhi kinerja personil dalam jangka panjang perlu perawatan di rumah sakit. Contoh: terkena percikan api dan serpihan logam panas.
4) Pembongkaran cetakan (molding) Pada proses ini pembongkaran cetakan menggunakan alat pukul,
bertujuan agar cetakan retak dan pecah. Adapun potensi bahaya/risiko pada proses ini, yaitu: subaktifitas dari pembongkaran cetakan (molding) sebagai pekerjaan yang mempunyai potensi bahaya/risikonya kecil (low) dan tidak menyebabkan pekerja mengalami luka parah. Contoh: tangan terluka terkena alat pukul dan kemasukan debu.
5) Pembersihan logam hasil coran
Setelah dibongkar dilakukan pembersihan dari sisa pasir yang menempel. Adapun potensi bahaya/risiko pada proses ini, yaitu: subaktifitas dari pemberihan logam hasil coran sebagai pekerjaan yang mempunyai potensi bahaya/risikonya kecil (low) dan tidak menyebabkan pekerja mengalami luka parah. Contoh: tangan terluka terkena alat pukul dan kemasukan debu.
6) Pembubutan
Proses ini dilakukan untuk memberikan ketepatan ukuran diameter sambungan agar sesuai dengan yang dikehendaki. Adapun potensi bahaya/risiko pada proses ini, yaitu: subaktifitas mempunyai potensi bahaya/risikonya tinggi (high) karena fatal bagi si pekerja mengakibakan cacat permanen bagi si pekerja. Contoh: terkena mata pahat mesin bubut.
7) Pengeboran
8) Penggerindaan
Proses ini dilakukan untuk pengahalusan benda kerja. Adapun potensi bahaya/risiko pada proses ini, yaitu: subaktifitas mempunyai potensi bahaya/risikonya tinggi (high) karena fatal bagi si pekerja mengakibakan cacat permanen bagi si pekerja. Contoh: terkena mesin gerinda.
Dari tahap proses produksi ini, untuk tindakan pengendalian yang telah ada di perusahaan yaitu menyediakan alat pelindung diri (APD) standar, akan tetapi pada proses pembongkaran cetakan tidak ada pengendalian.
Untuk analisa pada area parkir dan area office langkah sama dengan analisa di area produksi.
6. Analisa Data dengan Metode Hazard Identification Risk Assessment and Risk Control (Hirarc)
a. Area Produksi
1) Membuat cetakan (cetakan semen, cetakan pasir basah, dan cetakan tapel. a) Subaktifitas membuat cetakan
sesuai pola, potensi bahayanya kemasukan debu, memiliki nilai tingkat risiko yaitu 9 termasuk kategori risiko I (trivial).
b) Subaktifitas menumbuk pasir dengan alat penumbuk, potensi bahayanya tangan terluka dan kemasukan debu, memiliki nilai tingkat risiko yaitu 9 termasuk kategori risiko I (trivial).
c) Subaktifitas mengambil pasir dengan handtruck, potensi bahayanya tertimpa handtruck, memiliki nilai tingkat risiko yaitu 15 termasuk kategori risiko II (tolerable).
d) Subaktifitas mencampur bahan dengan menggunakan mixer, potensi
bahayanya terkena mesin mixer, memiliki nilai tingkat risiko yaitu 15 termasuk kategori risiko II (tolerable).
e) Subaktifitas membakar cetakan potensi bahayanya tebakar api dan asap, memiliki nilai tingkat risiko yaitu 24 dan 9 termasuk kategori risiko II (tolerable) dan kategori risiko I (trivial).
2) Peleburan dengan dapur induksi
a) Subaktifitas penimbangan bahan baku (besi, scrap dll), potensi bahayanya tertimpa bahan baku, memiliki nilai tingkat risiko 18 termasuk kategori risiko II (tolerable).
b) Subaktifitas penambahan unsur paduan, potensi bahayanya terkena percikan api, memiliki nilai tingkat risiko 15 termasuk kategori risiko II (tolerable).
c) Subaktifitas mengaduk bahan baku pada tanur induksi, potensi bahayanya serpihan logam panas, melepuh dan terkena percikan api, memiliki nilai tingkat risiko 18, 15 dan 15 termasuk kategori risiko II (tolerable).
d) Untuk suhu ruangan, potensi bahayanya panas, memiliki nilai tingkat risiko 9 termasuk kategori risiko I (trivial).
3) Proses penuangan logam cair
a) Subaktifitas mengambil logam cair dengan laddle, potensi bahayanya terkena percikan api dan asap, memiliki nilai tingkat risiko yaitu 12 dan 9 termasuk kategori risiko II (tolerable) dan kategori risiko I (trivial).
Evaluasi Penilaian Risiko Pekerja Dengan Menggunakan Pendekatan Job Safety Analysis (JSA) Dan Hazard Identification Risk Assessment And Risk Control (HIRARC)
Maret 2013
panas dan melepuh, memiliki nilai tingkat risiko 15 dan 12 termasuk kategori risiko II (tolerable).
4) Pembongkaran cetakan (molding) Subaktifitas molding dengan menggunakan alat pukul, potensi bahayanya tangan terluka dan kemasukan debu, memiliki nilai tingkat risiko 9 termasuk kategori risiko I (trivial).
5) Pembersihan logam hasil coran
Subaktifitas pembersihan menggunakan alat pukul, potensi bahayanya tangan terluka dan kemasukan debu, memiliki nilai tingkat risiko 9 termasuk kategori risiko I (trivial).
6) Pembubutan
a) Subaktifitas memberikan ketepatan ukuran diameter produk, potensi bahayanya terkena mata pahat mesin bubut, memiliki nilai tingkat risiko 21 termasuk kategori risiko II (tolerable).
b) Untuk suasana ruangan, potensi bahayanya kebisingan, memiliki nilai tingkat risiko 9 termasuk kategori risiko I (trivial).
7) Pengeboran
a) Subaktifitas memberi lubang sebagai tempat dudukan mur-baut, potensi bahayanya terkena mata bor, memiliki nilai tingkat risiko 15 termasuk kategori risiko II (tolerable).
b) Untuk suasana ruangan, potensi bahayanya kebisingan, memiliki nilai tingkat risiko 9 termasuk kategori risiko I (trivial).
8) Penggerindaan
a) Subaktifitas penghalusan benda kerja, potensi bahayanya terkena mesin gerinda, memiliki nilai
tingkat risiko 11 termasuk kategori risiko II (tolerable).
b) Untuk suasana ruangan, potensi bahayanya kebisingan, memiliki nilai tingkat risiko 9 termasuk kategori risiko I (trivial).
Dari analisa diatas, untuk area produksi terdapat 2 kriteria potensi bahaya/risiko, yaitu:
a) Trivial (score 1-9) untuk kategori I. Untuk pengendalian risiko yaitu prosedur kerja yang aman, pemberian rambu-rambu.
b) Tolerable (score 10-25) untuk kategori II. Untuk pngendalian risiko yaitu instruksi kerja, sticker (peringatan).
Kesimpulan dan Saran 1. Kesimpulan
a. Dengan menggunakan metode Job Safety Analysis (JSA) dapat menggelompokkan potensi bahaya secara aktual di perusahaan. Serta dengan adanya pengendaiaan yang telah ada, seperti penggunaan alat pelindung diri dapat mengetahui subaktifitas pekerjaan tersebut mengganggu prroses produksi atau tidak. b. Dengan menggunakan metode Hazard
Identification Risk Assessment and Risk Control (Hirarc) dapat mengetahui dampak risiko. Ada 2 kategori risiko, yaitu:
1) Trivial (score 1-9) untuk kategori I. Untuk pengendalian risiko yaitu prosedur kerja yang aman, pemberian rambu-rambu.
2. Saran
a. Diharapkan perusahaan mengembangkan metode identifikasi bahaya dan penilaian risiko yang lebih detail dan terperinci pada tiap proses kerja.
b. Diharapkan perusahaan selalu mensosialisasikan APD yang baru ke para karyawan yang bekerja pada area produksi PT Aneka Adilogam Karya. Jika masih ada yang melanggar sebaiknya diberi peringatan atau sanksi yang tegas dan yang telah mematuhi diberi reward.
Daftar Pustaka
Ridley, John. 2008.
Ikhtisar Kesehatan &Keselamatan Kerja Edisi Ketiga
.
Jakarta: Erlangga.
Suma’mur. 1996.
Higene Perusahaan danKesehatan Kerja
. Jakarta: PT. Toko
Gunung Agung
Ramli, Soehatman. 2009.
Sistem Manajemen Keselamatan & Kesehatan KerjaOHSAS 18001
. Jakarta: Dian Rakyat
Iskandar, duddy dan anastasia deviani. 2008.
Jenis-jenis Alat Pelindung Diri
(APD)
.
Diunduh
dari
http://duddyiskandar.blogspot.com/20
08/12/jenis-jenis-alat-pelindung-diri-apd.html , pada tanggal 11 Desember
2012 jam 02:59
Munir, Muh. Sirojul. 2012.
Penilaian risikodi Tempat Kerja
. Diunduh dari
http://msmunir-
ina.blogspot.com/2012/01/penilaian-risiko-di-tempat-kerja.html,
Pada
tanggal 21 Maret 2013 jam 13.30
Rahmawati, Fitri. 2007.
Job Safety Analysis.
Diunduh
dari
http://batikyogya.wordpress.com/200
7/07/20/job-safety-analysis/
,pada
tanggal 20 November 2012 jam 13:00
Ihsan.
2011.
Planning For Haza rd Identification, Risk Assessment AndRisk Control
(
Hirarc). Diunduh dari
http://www.q-hse.com/health-safety-
a-environment/ohsas-18001-2007/61-
ohsas%20%2018000-clause-43-planning
, pada tanggal 20 Nov 2012
jam 17:20
Putranto,
Novi
Marhaendra.
2010.
Identifikasi bahaya bekerja pada
daerah bertegangan (Switchyard
150kv) Dengan pendekatan job safety
analysis (Jsa) Dan ha zard
identification risk assesment and risk
control (Hira rc)
.
Tugas
Akhir.
Teknik Keselamatan dan Kesehatan
Kerja ITS Surabaya