PERHITUNGAN KOMPLEKSITAS PROSES
LOW PRESSURE DIE CASTING
Dian Nurdian
Department of Mechanical Engineering, University of Indonesia E-mail: [email protected]
Abstrak
Proses low pressure die casting merupakan salah satu jenis proses casting dimana pada proses ini parameter umum seperti tekanan, kecepatan, temperatur dan waktu diatur sedemikian rupa untuk mendapatkan hasil produk yang maksimal.
Indeks kompleksitas manufaktur memungkinkan orang dengan berbagai latar belakang untuk secara cepat mengevaluasi alternatif dan risiko sehubungan dengan produk, proses atau operasi. Indeks kompleksitas proses low pressure die casting (∑pcx) adalah indikator dari suatu proses manufaktur yang menggambarkan nilai kerumitan gabungan dari setiap urutan sub proses (pcx). Berdasarkan data riwayat produk, hasil penelitian dan diskusi dengan beberapa ahli diperoleh bahwa parameter utama yang berpengaruh adalah : temperatur, tekanan, kecepatan, die, core, dan material yang digunakan.
Metode yang digunakan adalah metode yang diperkenalkan oleh ElMaraghy dan Urbanic dimana penilaian dilakukan berdasarkan atas jumlah informasi, variasi informasi dan isi informasi. Perhitungan dilakukan terhadap tiga produk cylinder head, hasil perhitungan diperoleh nilai kompleksitas proses masing-masing yaitu 1TR = 6.18, 2TR = 6.01 dan 3SZ = 4.75. Nilai kompleksitas proses dapat digunakan sebagai pendekatan alternatif untuk mengurangi resiko tingkat kerumitan proses pada tahap proses desain. Sebagai contoh, dengan mengurangi konstruksi die yang awalnya terdiri dari 6 bagian menjadi 5 bagian dan penggunaan jumlah core dari 6 menjadi 5, berdasarkan hasil perhitungan ulang diperoleh indek kompleksitas 1TR dapat turun menjadi 6.09 atau 8.8 %.
Kata kunci : Low Pressure Die Casting , Kompleksitas proses, Pengambilan keputusan
Abstract
The process of low pressure die casting is one of the casting process in which the general process parameters such as pressure, speed, temperature and time are set in such a way as to obtain the maximum product quality.
The manufacturing complexity index allows people with diverse backgrounds to rapidly evaluate alternatives and risks with respect to the product, process or operation tasks. Complexity index of low pressure die casting process (Σpcx) is an indicator of a manufacturing process that describes the value
of the combined complexity of any sequence of sub-processes (pcx). Based on the history product data,
research and discussions with some experts found that the main parameters process are : temperature, pressure, speed, die, core, and materials.
The method used was introduced by ElMaraghy and Urbanic where the assessment is based on the amount of information, variety of information and the information content. Calculations performed on three different products of cylinder head, the result are 1TR = 6.18, 2TR = 6.01 and 3SZ = 4.75. Process complexity index can be used as an alternative approach for reducing the complexity risk during the design stages. For example by reducing the die construction which originally consisted of six parts into 5 parts and the used of cores from 6 to 5, based on the results obtained by recalculation 1TR complexity index can be reduced from 6.18 to 6:09 or 8.8%.
1. PENDAHULUAN
Dalam menghadapi persaingan dalam industri otomotif yang semakin meningkat yang menuntut peningkatan produktivitas dan pengurangan biaya, tentunya akan mempertimbangkan parameter-parameter penting dalam proses manufaktur low pressure die casting. Agar proses low pressure die casting menjadi relatif singkat maka kesulitan-kesulitan dalam proses itu sendiri haruslah dikurangi sehingga waktu akan berkurang dan biaya juga akan berkurang. Faktor kesulitan yang ada dapat diwujudkan kedalam bentuk angka, yang dikenal dengan sebutan Indeks Kompleksitas. Kompleksitas proses low pressure die casting (Σpcx) adalah factor kesulitan yang terdapat dalam langkah tiap – tiap sub proses low pressure die casting (pcx).
Metode perhitungan kompleksitas proses yang dikembangkan oleh Urbanic dan W.ElMaraghy adalah model heuristik yang berfokus pada parameter–parameter di dalam proses manufaktur. Model ini terdiri dari tiga komponen dasar yaitu jumlah informasi, variasi informasi dan isi informasi untuk mencapai hasil yang diperlukan [2]
Gambar 1.1 Elemen penyusun kompleksitas (sumber : ElMaraghy, Urbanic., 2003)
Beberapa kajian yang telah dilakukan hingga saat ini dalam pengembangan penilaian kompleksitas industri, antara lain: Pengaruh Design for Assembly (DFA) Pada Perhitungan Kompleksitas Produk dan Proses untuk Injection Molding., Penggabungan Design for Manufacture and Assembly (DFMA) Dalam Kompleksitas Produk dan Proses Untuk Sand Casting. Studi Kasus: Flange Yoke, Pengaruh Material Terhadap Indeks Kompleksitas Proses Assembly pada Komponen Otomotif, Pengaruh Perubahan Desain Pada Nilai Kompleksitas Dies Panel Roof., Pengembangan model Penilaian Kompleksitas Proses Manufaktur Press Part.
Dari uraian diatas, penelitian dan pengembangan yang akan dilakukan adalah “Perhitungan Nilai Kompleksitas Proses Low Pressure Die Casting”. Produk yang akan dijadikan bahan penelitian yaitu cylinder head, diharapkan hasil penelitian ini dapat dijadikan data referensi untuk untuk proses desain produk tersebut di massa yang akan datang.
Tujuan Penelitian 1.1
Tujuan dari penelitian ini adalah :
1. Mengidentifikasi parameter-paremeter penting yang berkaitan dengan proses low pressure die casting dan menganalisis pengaruh tiap parameter terhadap keseluruhan proses, untuk memilih parameter mana yang paling mempengaruhi kompleksitas proses. 2. Mengukur nilai tiap parameter dan melakukan
pembobotan dengan metode normalisasi berdasarkan data riwayat produk yang pernah dibuat oleh perusahaan.
3. Menghitung nilai kompleksitas proses. 4. Melakukan analisa dan pengujian terhadap
hasil perhitungan.
2. METODE PENELITIAN
Tahapan penelitian untuk mendapatkan nilai kompleksitas proses low pressure die casting dapat dilihat pada gambar 2.1.
3
Dalam penelitian ini metode yang digunakan adalah sebagai berikut :1. Melakukan studi pendahuluan mengenai proses dan produk low presure die casting. 2. Menentukan produk yang akan diamati dan
ditelilti.
3. Mengidentifikasi informasi yang berkaitan dengan proses manufaktur low pressure die casting.
4. Mengidentifikasi dan menganalisa parameter dan aspek penting dalam produksi low pressure die casting .
5. Mengidentifikasi parameter fisik dan non fisik yang digunakan dalam proses low pressure die casting.
6. Pembuatan tabel pembobotan untuk menghitung nilai parameter in process feature dan in process spesification dengan metode normalisasi berdasarkan data riwayat produk yang dibuat di perusahaan.
7. Penghitungan nilai kompleksitas tiap sub proses (pcx) low pressure die casting dan menggabungkannya untuk mendapat nilai kompleksitas proses keseluruhan (Σpcx). 5. Analisa nilai hasil perhitungan kompleksitas
proses produksi low pressure die casting . Identifikasi Parameter Proses 2.1
Menurut El-Maraghy ada dua parameter utama dalam perhitungan kompleksitas proses :
1. Parameter fisik yaitu parameter yang berasal dari komponen fisik atau peralatan yang dipakai selama berlangsungnya suatu proses diantaranya : fixtures, tools, gauges dan machine.
2. Parameter non-fisik adalah parameter yang berbentuk nilai nominal yang digunakan dalam proses yang terdiri dari in process feature dan in process spesification.
a. In process feature adalah parameter yang diberikan ke dalam proses dengan tujuan agar produk tersebut terbentuk secara shape, geometri dan tolerance dengan kualitas standar.
b. In process specification adalah parameter yang diberikan kedalam proses dengan tujuan agar produk yang dihasilkan memiliki nilai lebih dibanding kualitas standar produk tersebut
3. HASIL DAN PEMBAHASAN
Perhitungan kompleksitas proses low pressure die casting dilakukan terhadap 3 produk cylinder head yang saat ini sedang berlangsung di PT.D yaitu tipe : 1TR, 2TR dan 3SZ.
Cylinder Head 3SZ Cylinder Head 1TR
Cylinder Head 2TR Gambar 3.1 Tipe Cylinder Head
Berdasarkan hasil penelitian di lapangan, tahapan proses low pressure die casting untuk produk cylinder head di PT.D adalah sebagai berikut :
Gambar 3.2 Tahapan Proses Low Pressure Die Casting Parameter Fisik
3.1
Berdasarkan hasil studi di lapangan jenis dan jumlah peralatan yang dipakai untuk proses produk cylinder head adalah sama. Di bawah ini adalah hasil perhitungan pcxenvirontment untuk proses low pressure die castingcylinder head : Tabel 3.1 Perhitungan Parameter Fisik
Setting Filling Solidification Handling
To t al in fo r m asi (N) In fo r m asi yan g u n ik (n ) Fixture 1 1 Tools 8 5 Gauges 3 3 Machines 6 5 TOTAL 18 14
Parameter Non-fisik 3.2
Dari hasil studi di lapangan dan data hasil penyebaran kuesioner diperoleh data parameter penting setiap sub proses dari sisi In-Process feature dan In-Process Specification sebagai berikut :
Tabel 3.2 Parameter Penting Non Fisik
Pembobotan dan Perhitungan 3.3
Di bawah ini adalah hasil pembobotan parameter non fisik dengan metode normalisasi dengan acuan data riwayat produk yang pernah dibuat di PT.D :
Tabel 3.3 Pembobotan Kompleksitas Proses Cylinder Head Tipe 1TR Proses setting
Die cavity Core Core Die cavity
Konstruksi die Jumlah core Core surface roughness Die surface roughness
Panjang Panjang
Lebar Lebar
Weight (kg)
Proses filling
Pressure Temperature Velocity Material Pressure Die cavity
Tekanan awal (P1) Temperatur die Kecepatan awalan (v1) Melting point Holding time Diameter gate
Tekanan pengisian (P2) Temperatur cairan Kecepatan pengisian (v2) Gas ventilation
Proses solidification
In-Process feature In-Process Specification
Temperature Cooling
Temperatur die Cooling type
Temperatur cairan Cooling time
Proses handling
Die cavity Core Produk
Konstruksi die Jumlah core Berat produk
Panjang Panjang Panjang
Lebar Lebar Lebar
Weight
In-Process feature In-Process Specification
In-Process feature In-Process Specification
In-Process feature
Perhitungan kompleksitas Parameter Proses
J = Variabel Aspect feature
Pressure Temperature Velocity Die cavity Core Produk Material
Setting 2 1.00 0.96 1.96 0.98 Filling 1 0.70 0.58 0.44 0.55 2.27 0.57 Solidification 1 0.58 0.58 0.58 Handling 2 1.00 0.96 1.00 2.96 0.99 K = Variabel Aspect specification
Pressure Die cavity Core Cooling
Setting 2 0.76 0.31 1.07 0.54 Filling 1 0.97 1.00 1.97 0.99 Solidification 1 0.75 0.75 0.75 Handling 2 Feature Complexity Weighted Feature Complexity Setting 0.76 0.25 0.25 Filling 0.78 0.13 0.12 Solidification 0.66 0.11 0.11 Handling 0.49 0.16 0.16 SUM Sub-Process SUM/J (SCF) SUM/J (FCF) Sub-Process Number SUM Number
5
Tabel 3.4 Hasil Akhir Pembobotan Kompleksitas Proses Cylinder Headr Tipe 2TR
Tabel 3.5 Pembobotan Kompleksitas Cylinder Head Tipe 3SZ
Perhitungan kompleksitas Parameter Proses
J = Variabel Aspect feature
Pressure Temperature Velocity Die cavity Core Produk Material
Setting 2 0.90 0.96 1.86 0.93 Filling 1 0.68 0.75 0.43 0.60 2.47 0.62 Solidification 1 0.58 0.58 0.58 Handling 2 0.90 0.96 0.95 2.82 0.94 K = Variabel Aspect specification
Pressure Die cavity Core Cooling
Setting 2 0.76 0.31 1.07 0.54 Filling 1 0.50 0.70 1.20 0.60 Solidification 1 0.75 0.75 0.75 Handling 2 Feature Complexity Weighted Feature Complexity Setting 0.73 0.24 0.24 0.24 Filling 0.61 0.10 0.09 0.10 Solidification 0.66 0.11 0.11 0.24 Handling 0.47 0.16 0.16 0.16
Relative Proses Complexity cproses,x 0.60 0.60 0.764315
SUM/J (SCF) SUM Sub-Process Number SUM/J (FCF)
Sub-Process Number SUM
Perhitungan kompleksitas Parameter Proses
J = Variabel Aspect feature
Pressure Temperature Velocity Die cavity Core Produk Material
Setting 2 0.20 0.33 0.54 0.27 Filling 1 0.36 0.58 0.50 0.55 1.99 0.50 Solidification 1 0.58 0.58 0.58 Handling 2 0.20 0.33 0.39 0.93 0.46 K = Variabel Aspect specification
Pressure Die cavity Core Cooling
Setting 2 0.76 0.31 1.07 0.54 Filling 1 0.13 0.37 0.50 0.25 Solidification 1 0.43 0.43 0.43 Handling 2 Feature Complexity Weighted Feature Complexity Setting 0.40 0.13 0.13 Filling 0.37 0.06 0.06 Solidification 0.50 0.08 0.08 Handling 0.23 0.08 0.04
Relative Proses Complexity cproses,x0.31 0.31
SUM SUM/J (SCF) SUM SUM/J (FCF) Sub-Process Number Sub-Process Number
Dari hasil pembobotan diperoleh nilai kompleksitas proses relative (cproses, x) kemudian disatukan dengan nilai rasio variasi informasi (DRproses) dan entropi dari informasi (Hproses) yang diperoleh dari nilai phsicall parameter, dengan menggunakan rumus El-Maraghy didapat nilai kompleksitas proses (∑pcx) sebagai berikut :
Tabel 3.6 Rangkuman Perhitungan Kompleksitas Proses Low Pressure Die Casting
Berdasarkan hasil perhitungan di atas diperoleh proses yang memiliki indek kompleksitas paling tinggi yaitu 1TR dengan nilai sebesar 6.18, sedangkan untuk 2TR dan 3SZ masing – masing sebesar 6.01 dan 4.75.
4. ANALISA
Perbandingan Nilai kompleksitas 4.1
Terhadap Parameter Proses
Untuk memastikan bahwa produk tipe 1TR memiliki tingkat kerumitan proses yang lebih tinggi analisa dimulai dengan melihat grafik tekanan terhadap waktu antara ketiga produk tersebut. Pada gambar 4.4 terlihat bahwa tekanan yang diberikan untuk produk 1TR dan 2TR lebih besar dibanding produk 3SZ.
Gambar 4.1 Parameter Proses Filling dan Solidification
Produk 1TR dan 2TR pada prosesnya mengalami 2 tahapan penekanan yaitu holding time dan keeping time. Berdasarkan grafik tersebut dapat diasumsikan bahwa proses tipe 1TR dan 2TR memiliki tingkat kerumitan yang lebih tinggi dibanding 3SZ, dan kondisi tersebut sesuai dengan hasil perhitungan indek kompleksitas yang diperoleh.
Pada gambar 4.5 terlihat perbandingan nilai kompleksitas sub proses tiap produk. Dengan
proses setting memiliki pengaruh yang besar terhadap nilai kompleksitas proses keseluruhan, hal ini dikarenakan pada proses ini sangat dipengaruhi oleh aktivitas setting die cavity dan pemasangan core pada parameter in process feature seperti terlihat pada grafik 4.6 di bawah ini.
Gambar 4.2 Komposisi Nilai Kompleksitas Proses
Pada gambar 4.5 sampai dengan 4.8 terlihat perbandingan nilai kompleksitas proses terhadap nilai kompleksitas tiap sub proses. Dengan bantuan software excel dan pemilihan tipe regresi linear diperoleh bahwa peningkatan kompleksitas tiap sub proses berbanding lurus (linear) terhadap peningkatan nilai kompleksitas sub prosesnya. Dengan metode regresi exponential menunjukan hasil yang sedikit lebih tinggi untuk sub proses setting R2= 0.9981, solidification R2= 0.989 dan handling R2 = 0.989, secara keseluruhan nilai kompleksitas proses berbanding lurus terhadap
Produk : Cylinder Head 3SZ
Total informasi (N) Informasi yang unik (n) Fixture 1 1 Tools 9 6 Gauges 3 3 Machines 6 5 TOTAL 19 15 Hprocess, x 4.32 DR process, x 0.79
Relative Proses Comp. cproses,x 0.31
4.75 ∑Pcx = (DR process, x + c proses, x)
* H process, x
Produk : Cylinder Head 1TR
Total informasi (N) Informasi yang unik (n) Fixture 1 1 Tools 9 6 Gauges 3 3 Machines 6 5 TOTAL 19 15 Hprocess, x 4.32 DR process, x 0.79
Relative Proses Comp. cproses,x 0.64
6.18 ∑Pcx = (DR process, x + c proses, x) * H
process, x
Produk : Cylinder Head 2TR
Total informasi (N) Informasi yang unik (n) Fixture 1 1 Tools 9 6 Gauges 3 3 Machines 6 5 TOTAL 19 15 Hprocess, x 4.32 DR process, x 0.79
Relative Proses Comp. cproses,x 0.60
6.01 ∑Pcx = (DR process, x + c proses, x) * H
7
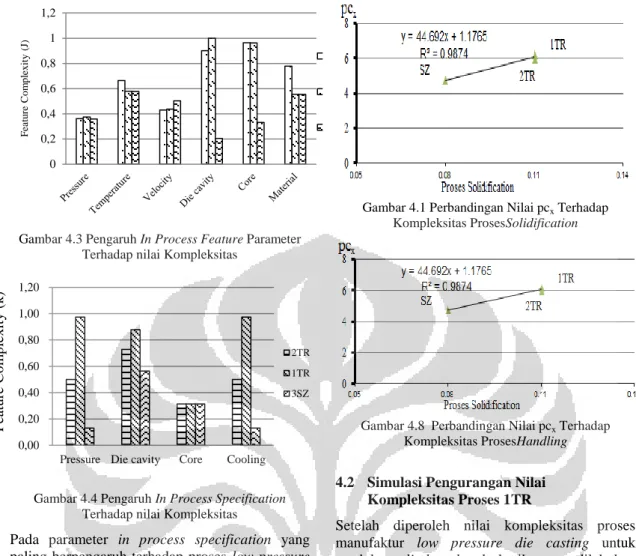
Gambar 4.3 Pengaruh In Process Feature Parameter
Terhadap nilai Kompleksitas
Gambar 4.4 Pengaruh In Process Specification
Terhadap nilai Kompleksitas
Pada parameter in process specification yang paling berpengaruh terhadap proses low pressure die casting adalah cooling, pressure dandie cavity seperti terlihat pada gambar 4.7 di atas.
Gambar 4.5 Perbandingan Nilai pcx Terhadap
Kompleksitas ProsesSetting
Gambar 4.6 Perbandingan Nilai pcx Terhadap
Kompleksitas Proses Filling
Gambar 4.1 Perbandingan Nilai pcx Terhadap
Kompleksitas ProsesSolidification
Gambar 4.8 Perbandingan Nilai pcx Terhadap
Kompleksitas ProsesHandling
Simulasi Pengurangan Nilai 4.2
Kompleksitas Proses 1TR
Setelah diperoleh nilai kompleksitas proses manufaktur low pressure die casting untuk produk cylinder head berikutnya dilakukan analisa bagaimana caranya agar kompleksitas proses tersebut dapat diturunkan. Dengan melihat grafik pada gambar 4.2 untuk produk 1TR diperoleh bahwa penyumbang nilai kompleksitas terbesar yaitu proses setting yang sangat dipengaruhi oleh konstruksi die dan jumlah core yang digunakan seperti terlihat pada gambar 4.3. Jika dilakukan penyederhanaan konstruksi desain die yang saat ini terdiri dari 6 bagian menjadi 5 bagian dan pengurangan jumlah penggunaan core dari 6 menjadi 5 unit. Berdasarkan hasil simulasi perhitungan ulang diperoleh bahwa nilai kompleksitas proses 1TR dapat diturunkan menjadi 6.09 atau turun sebesar 8.8%.
Setiap perubahan pada desain parameter proses akan berpengaruh terhadap kompleksitas pada proses lainnya. Sebagai contoh jika konstruksi die 1TR disederhanakan, meskipun secara proses low pressure die casting nilai kompleksitasnya menjadi turun tetapi kemungkinan akan meningkatkan nilai kompleksitas pada proses manufacturing die 1TR. Begitu juga dengan perubahan susunan core pada produk 1TR kemungkinan akan meningkatkan nilai kompleksitas proses pembuatan core. Sehingga diperlukan kajian yang lebih mendalam mengenai efek yang ditimbulkan dengan adanya perubahan 0 0,2 0,4 0,6 0,8 1 1,2 F ea tu re C om pl exit y ( J) 2TR 1TR 3SZ 0,00 0,20 0,40 0,60 0,80 1,00 1,20
Pressure Die cavity Core Cooling
Featu re C o m p lex ity ( k ) 2TR 1TR 3SZ
pada parameter sub proses tersebut. Untuk mengetahui seberapa besarnya perubahan yang terjadi harus dilakukan perhitungan kompleksitas untuk proses manufakturing pembuatan die dan proses pembuatan core.
5. KESIMPULAN DAN SARAN
Kesimpulan 5.1
Berdasarkan hasil perhitungan dan analisis yang dilakukan terhadap proses low pressure die casting untuk produk cylinder head di PT.D, maka dapat disimpulkan bahwa :
1. Parameter penting dalam proses low pressure die casting dari segi feature proses yaitu : tekanan, temperatur, kecepatan, die, coredan material, sedangkan parameter penting dari sisi spesifikasi adalah : tekanan, core, die dan pendinginan.
2. Jika dilihat dari nilai kompleksitas proses relatif (cproses, x) diperoleh bahwa proses setting memiliki pengaruh besar terhadap nilai kompleksitas proses cylinder head, nilai tersebut dipengaruhi oleh dua parameter yaitukonstruksidie cavity danjumlah core. 3. Perhitungan kompleksitas proses low pressure
die casting untuk produk cylinder head di PT.D dengan metode El-Maraghy diperoleh nilai sebagai berikut :
pcx (cylinder head 3SZ) = 4.75 pcx (cylinder head 1TR) = 6.18 pcx (cylinder head 2TR) = 6.01
4. Dengan membandingkan nilai kompleksitas total terhadap nilai kompleksitas sub prosesnya diperoleh bahwa peningkatan nilai kompleksitas sub proses berbanding lurus terhadap peningkatan kompleksitas proses keseluruhan.
Saran 5.2
1. Dengan diketahuinya nilai kompleksitas proses di PT.D maka data tersebut bisa digunakan sebagai data acuan untuk desain produk cylinder head di massa yang akan datang, sebagai contoh dengan melakukan pengurangan konstruksi die dan jumlahcore. 2. Setiap perubahan pada parameter proses low
pressure die casting akan berpengaruh terhadap kompleksitas proses di sisi yang lain sehingga diperlukan analisa yang lebih mendalam mengenai efek yang ditimbulkan
terhadap kompleksitas proses
manufacturingpembuatan die dan proses pembuatan core yang akan muncul sebagai akibat dari penyederhanaan konstruksi die dan pengurangn jumlah core.
DAFTAR ACUAN
1. El-Maraghy, W. H., R. J. Urbanic., 2006, “Modeling of Manufacturing Process Complexity” Intelligent Manufacturing Systems (IMS) Centre, Faculty of Engineering University of Windsor, Windsor, Ontario, Canada
2. El-Maraghy, W. H., R. J. Urbanic., 2003, “Modelling of Manufacturing Systems Complexity”, Intelligent Manufacturing Systems (IMS) Centre, Faculty of Engineering University of Windsor, Windsor, Ontario, Canada
3. J. T. Black, Ronald A. Kohser, 2007, “DeGarmo's Materials and Processes in Manufacturing”, Tenth Edition, John Willey, USA