OPTIMASI PRODUKSI FURFURAL DARI HIDROLISIS BAGAS TEBU DENGAN KATALIS ASAM ASETAT
Silvia Febriani1) dan Dewi A. Iryani1)
1) Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung
Jl. Prof. Dr. Soemantri Brodjonegoro No. 1 Bandar Lampung 35145 Surel: silviafebriani81@gmail.com
ABSTRACT
This study aimed to optimize the conditionsfor furfural production from hydrolysis of sugarcane bagasse using acetic acid as catalyst. The hydrolysis experiments of sugarcane bagasse were performed in autoclave batch type reactor at variable concentration (2-6% v/v), reaction time (1-6 hr), and temperature (140-160°C). Conditions were further optimized by using Response Surface Methodology (RSM). The results were then suggested that, optimum conditionfor furfural production by using hydrolysis processesat temperature andtime of hydrolysis were 140.01°C for 5.99 hours using acetic acid concentration of 5.99%. Under the optimal conditions, the furfural yield reached of the concentration of furfural of 7.75g/l. Under this conditions, the concentration of acetic acid were also increase 2 higher than the initial,due to acetyl bond degradation of hemicellulose.
Keywords: Furfural, Hydrolysis, Optimization, RSM, Sugarcane Bagasse. ABSTRAK
Penelitian ini bertujuan untuk mengoptimasi kondisi pada produksi furfural dari hidrolisis bagas tebu menggunakan katalis asam asetat. Hidrolisis bagas tebu dilakukan dalam reactor autoclave tipe batch pada variasi konsentrasi katalis (2-6% v/v), waktu reaksi (1-6 jam), dan temperature (140-160°C). Kondisi tersebut selanjutnya dioptimasi menggunakan Response Surface Methodology (RSM). Kondisi optimum yang diperoleh pada produksi furfural dengan menggunakan proses hidrolisis pada temperatur dan waktu hidrolisis 140,01°C dan 5,99 jam dengan konsentrasi katalis asam asetat 5,99%. Pada kondisi optimal tersebut, diperoleh konsentrasi furfural sebesar 7,75g/l. Pada kondisi ini, konsentrasi asam asetat meningkat sampai 2 kali lipat lebih tinggi daripada konsentrasi asam asetat awal yang digunakan, karena terdegradasinya ikatan acetyl pada hemiselulosa.
Kata kunci: Bagas Tebu, Furfural, Hidrolisis, Optimasi, RSM.
PENDAHULUAN
Menurut Gandana (1982), produksi gula menghasilkan bagas tebu sebesar 31,34% dari tebu yang telah diproses. Pemanfaatan bagas tebu selama ini masih terbatas
untuk makanan ternak, bahan baku pembuatan pupuk, pulp, particle board, dan untuk bahan bakar boiler (Iryani et al., 2012). Bagas tebu merupakan limbah lignosesulosa yang mengandung komponen kimia: selulosa 34,8%, lignin 20,2%, dan hemiselulosa (pentosan) 28,4% (Iryani, 2007).
Kandungan pentosan yang cukup tinggi pada bagas tebu diharapkan akan terkonversi terlebih dahulu menjadi furfural dengan penambahan katalis asam yang tepat, sedangkan selulosa sulit terhidrolisis karena memiliki ikatan glikosidik yang stabil. Furfural dihasilkan melalui reaksi hidrolisis pentosan. Hidrolisis merupakan proses dekomposisi kimia dengan menggunakan air untuk memisahkan ikatan kimia dari substansinya.
Selama ini produksi furfural dihasilkan melalui proses hidrolisis mengunakan asam kuat. Beberapa peneliti (Aguilar et al., 2002; Andaka, 2011; Artati, 2010; Megawati, 2009) telah melakukan penelitian hidrolisis menggunakan asam kuat H2SO4.
Hasil penelitian tersebut menunjukkan bahwa dengan adanya peningkatan temperatur dan waktu hidrolisis mengakibatkan terjadinya peningkatan yield furfural dan asam asetat. Berdasarkan hasil tersebut, diduga asam asetat juga berperan dalam pembentukkan furfural. Dugaan tersebut diperjelas dengan penelitian yang telah dilakukan Iryani (2013) tentang proses hidrolisis bagas tebuuntuk menghasilkan furfural tanpa menggunakan katalis asam atau hanya dengan menggunakan air bertekanan. Iryani (2013) menjelaskan bahwa asam asetat mempengaruhi perolehan furfural.
Berdasarkan studi literatur di atas, terlihat bahwa asam asetat dapat digunakan sebagai katalis dalam proses hidrolisis. Selain itu, penggunaan asam organik relatif lebih ramah lingkungan, bersumber dari sumber daya alam yang dapat diperbaharui (renewable natural resource) dan relatif tidak korosif terhadap alat dibandingkan
dengan menggunakan H2SO4. Sehingga, penelitian yang akan dilakukan oleh penulis
adalah proses hidrolisis pentosan pada bagas tebumenjadi furfural dengan menggunakan katalis asam asetat glasial. Penelitian ini bertujuan untuk mengoptimasi produksi furfural dengan memvariasikan temperatur dan waktu hidrolisis, serta konsentrasi katalis asam asetat glasial.
BAHAN DAN METODE
Penelitian ini dilaksanakan di Laboratorium Ilmu Tanaman Fakultas Pertanian Universitas Lampung dari bulan Februari hingga Mei 2015. Bahan yang digunakan dalam penelitian ini terdiri atas bahan tanam dan bahan media kultur. Bahan tanam yang digunakan adalah seedling anggrek Cattleya hibrida yang berumur 3 BST (bulan setelah tanam) yang berukuran 0,7−1 cm. Bahan media kultur yang digunakan terdiri atas pupuk lengkap Growmore (32:10:10) dan bahan-bahan addenda organik (tomat, wortel, nanas, dan pisang ambon). Alat-alat yang digunakan adalah laminar air flow cabinet (LAFC), magnetic stirrer, pH meter, timbangan, labu erlenmeyer, botol kultur,
petridish, keramik, gelas ukur, serta alat-alat diseksi seperti pinset, spatula, skalpel, dan blade.
Perlakuan disusun secara faktorial 2x4. Faktor pertama adalah dua taraf konsentrasi Growmore (32:10:10) 2 g/l dan 3 g/l yang digunakan sebagai media dasar. Faktor kedua adalah berbagai jenis addenda organik yaitu nanas 200 g/l, tomat 200 g/l, wortel 200 g/l, dan pisang ambon 100 g/l. Percobaan dilakukan dengan rancangan teracak sempurna (RTS). Masing-masing perlakuan diulang sebanyak 3 kali. Setiap ulangan terdiri atas 2 botol, dan setiap botol terdiri atas 10 seedling. Homogenitas data diuji dengan uji Bartlett. Apabila asumsi terpenuhi, dilakukan analisis ragam.
Pemisahan nilai tengah dilakukan dengan menggunakan uji beda nyata terkecil (BNT) pada taraf nyata 5%.
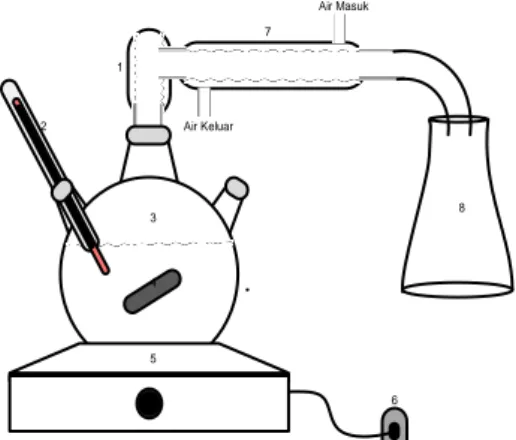
Pengamatan dilakukan pada awal subkultur dan satu bulan sekali hingga tanaman berumur 3 bulan (4 MST, 8 MST, dan 12 MST). Variabel pengamatan melipui jumlah tunas, jumlah akar, panjang akar, tinggi seedling, bobot basah seedling dan persentase albino. Penelitian dilaksanakan di Laboratorium Kimia Organik Jurusan Kimia Fakultas MIPA Universitas Lampung dan Laboratorium Operasi Teknik Kimia Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung dari bulan Oktober 2014 – Agustus 2015.Bagas tebu diambil dari PT. Gunung Madu Plantation Lampung Tengah. Mula – mula dicuci dan dikeringkan, lalu dikecilkan ukurannya sampai 18 mesh. Kadar pentosan ditentukan dengan memasukkan 5 g bagas tebu ke dalam labu leher tiga (rangkaian alat dapat dilihat pada Gambar 1), kemudian ditambah 100 ml HCl 3,85 N dan 20 g NaCl. Kemudian dihidrolisis selama ±3 jam dan setiap 10 menit sekali diikuti dengan penambahan HCl 3,85 N ke dalam labu leher tiga. Hidrolisis dihentikan sampai diperoleh distilat sebanyak ±225ml. Distilat ditambah HCl 3,85 N sampai 250 ml. Kemudian ditambahkan 20 ml bromata bromida, kocok dan diamkan 5 menit. Setelah itu tambah indikator amilum dan titrasi dengan Na2S2O3 0,1 N.
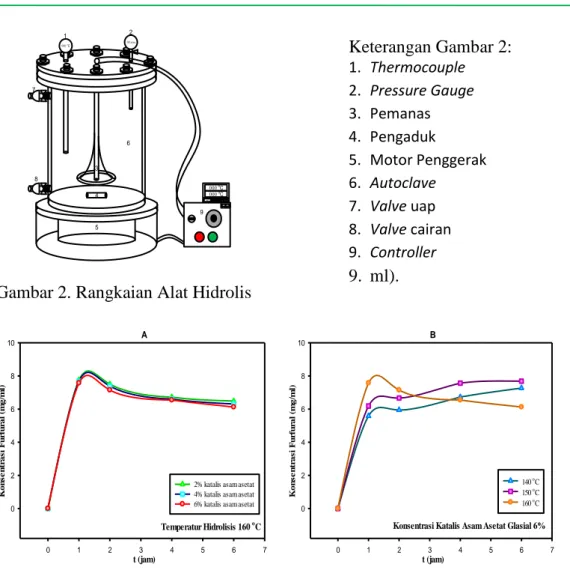
Proses hidrolisis dilakukan dengan mencampurkan 100 g bagas tebu dan 1000 ml asam asetat encer ke dalam autoclave (rangkaian alat dapat dilhat pada Gambar 2). Variabel yang digunakan pada penelitian ini adalah temperatur hidrolisis 140 – 160 oC, waktu hidrolisis 1 – 4 jam, dan konsentrasi katalis asam asetat glasial 2 – 6 %.
Analisis dilakukan menggunakan metode volumetri. Hidrolisat sebanyak 10 ml dilarutkan dengan larutan HCl 12% hingga volume 100 ml dalam erlenmeyer. Kemudian 5 ml reagen (bromat bromida) dimasukkan ke dalam erlenmeyer dan ditutup,
kemudian disimpan di tempat yang gelap selama 1 jam. Setelah itu ditambahkan dengan amilum sebagai indicator dan KI 10%, lalu dititrasi dengan menggunakan Na2S2O3 0,1
N. Sebagai pembanding, dibuat blanko tanpa penambahan sampel menggunakan prosedur yang sama (Dunlop, 1948). Residu (produk padat) dengan perolehan konsentrasi furfural terbaik pada masing – masing konsentrasi katalis asam asetat glasial diuji menggunakan FT-IR. Menurut Dunlop (1948), kandungan furfural dapat dihitung dengan persamaan:
% 𝑃𝑒𝑛𝑡𝑜𝑠𝑎𝑛 =[7,5. (𝑉2− 𝑉1). N] − 1
𝐵 . 100% (1)
Jumlah furfural dalam filtrat =(b − a). 0,1.
BMfurfural
4 . 2,5 faktor pengenceran
10 (2)
Konsentrasi furfural =Jumlah furfural dalam filtrat
Volume filtrat (3) Σ furfural dalam hidrolisat = Konsentrasi furfural x Volume hidrolisat (4) Σ pentosan dalam bagas tebu = Kadar pentosan x Berat sampel bagas tebu (5) Yield furfural =Jumlah total furfural dalam hidrolisat
Jumlah pentosan dalam bagas tebu .100% (6) Keterangan:
V1 :Volume larutan baku natrium tiosulfat untuk penetapan contoh uji (ml)
V2 : Volume larutan baku natrium tiosulfat untuk penetapan blanko (ml)
N : Normalitas natrium tiosulfat Na2S2O3
B : Berat sampel
𝑎 : volume titrasi sampel 𝑏 : volume titrasi blanko
Kemudian dilakukan optimasi kondisi dengan menggunakan Response Surface
Methodology (RSM). Keunggulan optimasi dengan RSM adalah dapat diketahui
bagaimana variabel-variabel yang dioptimasi memiliki pengaruh satu sama lain.
HASIL DAN PEMBAHASAN
Berdasarkan analisis pendahuluan yang telah dilakukan dalam penelitian ini diperoleh kadar air bagas tebu 16,42%, kadar pentosan 24,5% dan kecepatan pengadukan 800 rpm. Analisis kualitatif dilakukan dengan uji warna menggunakan anilin asetat. Berdasarkan hasil pengamatan uji warna furfural menunjukkan bahwa warna yang dihasilkan pada uji tersebut sama dengan warna uji furfural secara teoritis yaitu furfural yang semula berwarna kuning kecokelatan setelah penambahan anilin-asetat menjadi berwarna merah tua, hal ini menunjukkan hidrolisat yang diuji mengandung furfural.
Dari hasil titrasi tersebut diperoleh konsentrasi furfural dalam hidrolisat pada masing-masing variabel. Diperoleh konsentrasi furfural tertinggi untuk masing – masing konsentrasi katalis asam asetat glasial 2%; 4%; dan 6%, secara berturut – turut adalah 7,75 g/l; 7,69 g/l; dan 7,69 g/l. Semakin tinggi temperatur dan waktu hidrolisis yang digunakan, maka semakin tinggi pula perolehan konsentrasi furfural. Temperatur dan waktu hidrolisis berpengaruh terhadap perolehan konsentrasifurfural karena bertambahnya temperatur dan waktu hidrolisis mengakibatkan lebih banyaknya pentosan yang terkonversi menjadi furfural. Namun, pada temperatur hidrolisis 160 oC terjadi penurunan konsentrasi furfural seiring bertambahnya waktu hidrolisis. Hal ini disebabkan karena adanya suatu kondisi dimana hemiselulosa terdekomposisi menjadi furfural. Dimana, produk berupa furfural juga ikut terdekomposisi menjadi produk lain,
yaitu hidroksimetil furfural (Parajo et al., 1995). Pengaruh variabel terhadap perolehan konsentrasi furfural dapat dilihat pada Gambar 3.
Selain digunakan sebagai katalis dalam proses hidrolisis pentosan untuk memperoleh furfural, asam asetat dihasilkan dari heksosan yang terkandung dalam bagas tebu. Asam asetat adalah asam karboksilat yang ditemukan dalam hidrolisat. Kenaikan molaritas asam asetat dikarenakan asam asetat juga merupakan produk hidrolisis yang dibentuk dari terputusnya ikatan asetil/gula yang terdapat dalam hemiselulosa. Kenaikan molaritas asam asetat rata-rata dua kali lipat molaritas asam asetat awal yang digunakan.
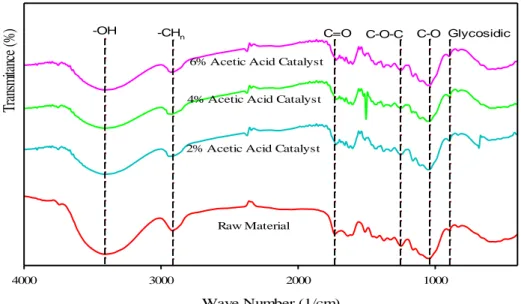
Residu diidentifikasi komponen penyusunnya dengan menggunakan alat spektrofotometer Fourier Transform Infra-Red (FT-IR) SHIMADZU 8201-PC dengan teknik KBr disk, di Laboratorium Kimia Organik Universitas Gajah Mada, Yogyakarta. Spektra data FT-IR dikonfirmasi berdasarkan beberapa literatur (Kobayashi et al., 2009; Wang et al., 2010; Iryani, 2013). Peak gugus fungsi –OH terekam pada wave number mendekati 3300 cm-1, menurun dengan penambahan konsentrasi katalis asam asetat. Hal ini mengindikasikan bahwa molekul air dalam residu secara bertahap menghilang dan reaksi dehidrasi terjadi. Peak pada wave number 2916 s.d. 2974 cm-1 merupakan gugus
fungsi –CH, dan peak tersebut menurun akibat adanya penambahan konsentrasi katalis asam asetat. Peningkatan konsentrasi katalis menyebabkan ikatan gugus fungsi hemiselulosa terdegradasi menjadi monomer gula sederhana. Selanjutnya, monomer tersebut melarut ke dalam air dan terdekomposisi menjadi senyawa lain seperti furfural, asam organik, dan senyawa lain.
Peak pada wave number 1720 s.d. 1747 cm-1 mewakili gugus fungsi karbonil (C=O) mulai bergeser, dimana komponen hemiselulosa juga menurun dengan
penambahan konsentrasi katalis asam asetat, artinya semakin banyak furfural yang terbentuk. Peak pada wave number sekitar 1050 cm-1 menunjukkan adanya peristiwa
dekomposisi gugus fungsi hemiselulosa dan selulosa, dimana terlihat peak bervibrasi setelah penambahan konsentrasi katalis asam asetat. Hasil analasis FT-IR seperti ditunjukkan pada Gambar 4.
Berdasarkan optimasi yang telah dilakukan dengan Response Surface
Methodology (RSM) menggunakan Software Design Expert 7.0.0. diprediksi kondisi
optimum untuk memperoleh furfural dari proses hidrolis pentosan dalam penelitian ini adalah pada temperatur dan waktu hidrolisis 140,01 oC selama 5,99 jam pada konsentrasi katalis asam asetat glasial sebesar 5,99% dengan perolehan konsentrasi furfural sebesar 7,75 g/l pada molaritas asam asetat 2,94 mol/ml, dengan persamaan matematis sebagai berikut:
Konsentrasi Furfural = –22,2897 + 0,18844X1 + 4,92148X2
+ 1,58429X3 – 0,0319X1X2– 0,010134X1X3
– 0,000509X2X3
Molaritas Asam Asetat = 24,188 – 0,332 X1 – 0,767 X2 + 0,0000795 X3
+ 0,00813 X1X2 + 0,0014 X1X3 + 0,0216 X2X3 +
0,001125 X12 – 0,0277 X22 + 0,000 X32
Keterangan:
Y = Konsentrasi Furfural (mg/ml) X1 = Temperatur Hidrolisis (oC)
X2 = Waktu Hidrolisis (jam)
KESIMPULAN DAN SARAN
1. Waktu dan temperatur hidrolisis, serta konsentrasi katalis asam asetat glasial yang semakin tinggi akan menghasilkan konsentrasi furfural yang semakin tinggi. Namun, pada temperatur hidrolisis 160 oC terjadi penurunan konsentrasi furfural seiring bertambahnya waktu hidrolisis, karena furfural terdekomposisi menjadi produk lain.
2. Molaritas asam asetat miningkat rata – rata 2 kali lipat dari molaritas asam asetat awal yang digunakan.
3. Optimasi dilakukan dengan Response Surface Methodology (RSM) menggunakan
Software Design Expert 7.0.0. diprediksi kondisi optimum untuk memperoleh
furfural dari proses hidrolis pentosan dalam penelitian ini adalah pada temperatur dan waktu hidrolisis 140,01 oC selama 5,99 jam pada konsentrasi katalis asam
asetat glasial sebesar 5,99% dengan perolehan konsentrasi furfural sebesar 7,75 g/ldan molaritas asam asetat 2,94 mol/ml.
DAFTAR PUSTAKA
Aguilar R et.al. 2002. Kinetic study of the acid hydrolysis of sugar cane bagasse. J. of
Food Engineering. 55(2002): 309–318.
Andaka G. 2011. Hidrolisis Ampas tebu menjadi furfural dengan katalisator asam sulfat. J. Teknologi. 4(2): 180–188.
Artati. 2010. Konstanta Kecepatan Reaksi sebagai Fungsi Suhu pada Hidrolisa Selulosa dari Ampas Tebu dengan Katalisator Asam Sulfat. Jurusan Teknik Kimia. FT Universitas Sebelas Maret.
Dunlop AP. 1948. Furfural formation and behavior. Ind. Eng. Chem. 40: 204–209. Gandana SG. 1982. Pengawasan Giling Cara Hawaii pada Kondisi di Indonesia.
Iryani. 2007. Penentuan Kondisi Optimum Reaksi Hidrolisis Baggase (Ampas Tebu) Menjadi Furfural. Universitas Lampung. Bandar Lampung.
Iryani, et. al. 2012. Overview of Indonesian Sugarcane Industry and Utilization of its
Solid Waste. Kyushu University. Japan.
Iryani, 2013. Hot compressed water treatment of solid waste material from sugar industry for valuable chemical production. International Journal of Green
Energy.
Kobayashi, et. al. 2009. Characteristics of solid residues obtained from hot-compressed-water treatment of woody biomass. Industrial and Engineering Chemistry
Research. 48: 373–79.
Megawati. 2009. Kinetika Reaksi Hidrolisis Ranting Kering dengan Asam Encer pada Kondisi Non-Isotermis. D3 Teknik Kimia. FT Universitas Negeri Semarang. Parojo JC, Alonso JL et al. 1995. On The Behavior of Lignin and Hemicelluloses
During The Acetsolv Processing of Wood. Resource Technology.
Wang B, Wang X, & Feng H. 2010. Deconstructing recalcitrant miscanthus with alkaline peroxide and electrolyzed water. Bioresources Technology. 101: 752– 60. 1 2 3 4 5 6 7 8 Air Masuk Air Keluar
Gambar 1. Rangkaian Alat Uji Pentosan
Keterangan Gambar 1: 1. Konektor
2. Termometer
3. Labu Leher Tiga (500 ml) 4. Magnetic Stirrer
5. Hot Plate 6. Sumber Listrik 7. Kondensor
5 000 oC 00 atm 000 oC 000 oC SET 4 on off 1 2 3 6 7 8 9
Gambar 2. Rangkaian Alat Hidrolis
t (jam) 0 1 2 3 4 5 6 7 K o n s e n tr a s i F u rf u ra l (m g /m l) 0 2 4 6 8 10
2% katalis asam asetat 4% katalis asam asetat 6% katalis asam asetat
Temperatur Hidrolisis 160 oC A t (jam) 0 1 2 3 4 5 6 7 K o n s e n tr a s i F u rf u ra l (m g /m l) 0 2 4 6 8 10 140 oC 150 oC 160 oC Konsentrasi Katalis Asam Asetat Glasial 6%
B
Gambar 3. Pengaruh Variabel terhadap Perolehan Konsentrasi Furfural Keterangan Gambar 2: 1. Thermocouple 2. Pressure Gauge 3. Pemanas 4. Pengaduk 5. Motor Penggerak 6. Autoclave 7. Valve uap 8. Valve cairan 9. Controller 9. ml).
Wave Number (1/cm) 1000 2000 3000 4000 Raw Material 6% Acetic Acid Catalyst 4% Acetic Acid Catalyst 2% Acetic Acid Catalyst
-OH -CHn C=O C-O-C C-O Glycosidic
Tr an sm ita nc e (% )
Gambar 4. Grafik Hasil Analisis Bahan Baku dan Residu dengan Menggunakan FT-IR
Temperatur 150 oC selama 6 jam dengan Konsentrasi Katalis 2%
Temperatur 160 oC selama 1 jam dengan Konsentrasi Katalis 4%
Temperatur 160 oC selama 1 jam dengan Konsentrasi Katalis 6%
Bahan Baku Bagas Tebu
Gambar 5. Grafik Permukaan Respon Konsentrasi Furfural terhadap Temperatur Hidrolisis (X1) dan Waktu Hidrolisis (X2) pada Konsentrasi Katalis Asam Asetat
Glasial Optimum (X3) Desi gn-Expert® Software
Konsentrasi Furfural 7.74677 4.98436 X1 = A: X1 X2 = B: X2 Actual Factor C: X3 = 5.99 140.00 145.00 150.00 155.00 160.00 1.00 2.25 3.50 4.75 6.00 5.5 6.075 6.65 7.225 7.8 K on se nt ra si F ur fu ra l A: X1 B: X2 Design-Expert® Software Konsentrasi Furfural 7.74677 4.98436 X1 = A: X1 X2 = B: X2 Actual Factor C: X3 = 5.99 160.00 5.5 6.075 6.65 7.225 7.8 K o n s e n tr a s i F u rf u ra l