Uvajanje (JIT) koncepta ravno pravočasno v proizvodnji karoserijskih delov Adria Mobil d.d. : diplomsko delo visokošolskega strokovnega študija
Bebas
74
0
0
Teks penuh
(2) ZAHVALA Zahvaljujem se mentorju dr. Miruo Jeraju, izrednemu profesorju, za pomo nasvete pri izbiri vsebin in sestavi moje diplomske naloge.. in. Zahvaljujem se tudi lektorici gd . Barbari Lipold. Posebna zahvala velja moji ženi Martini, h erki Jasni in sinu Juretu, ki so me vzpodbujali v asu študija..
(3) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. POVZETEK Namen diplomske naloge je predstaviti sistem oskrbe proizvodnje linije s pomo jo menedžerskega orodja (JIT), s katerim lahko pove amo uspešnost poslovanja podjetja. Cilj diplomske naloge je predstaviti koncept, reševanja proizvodnjo logisti nih pretokov in predstaviti rešitev problema. Metoda dela obsega teoreti no razlago koncepta JIT, ki temelji tako na tuji, kot na slovenski literaturi. V drugem delu sledi opis konkretnega problema in uporaba metode JIT koncepta v Adria Mobil, kot metodao reševanja problemov. Diplomsko delo je razdeljeno na pet poglavji: v prvem poglavju bom predstavil razvoj koncepta JIT in poiskal njegove povezave z ostalimi proizvodnimi pristopi, v drugem poglavju bom koncept raz lenil na posamezne sestavne elemente in v tretjem poglavju bomo predstavili analizo problema. V etrtem poglavju bomo predstavili rešitev s pomo jo metode JIT oncepta v proizvodnji sendvi elemntov podjetja Adria Mobil, d.o.o.. Na koncu bom prakti ni del zaklju il sz predstavitvijo prihrankov in koristi rešitve. KLJU NE BESEDE prenova procesa intralogistika Adria Mobil uporaba JIT koncepta prihranki v logistiki. ZUSAMMENFASSUNG Der Zweck der vorliegenden Diplomarbeit ist die Darstellung einer taktgenauen Versorgung der Produktionslinie mithilfe von JIT-Strategie, einer Form von Produktionsmanagement, durch die die Leistungsfähigkeit des Unternehmens gesteigert werden kann. Das Ziel der vorliegenden Diplomarbeit ist ein Konzept zur Verbesserung der Logistikflüsse und die Problemlösung im Logistikbereich darzustellen. Die Vorgangsmethode umfasst eine theoretische Grundlage zum JIT-Konzept, die sowohl auf der fremdsprachlichen wie auch auf der slowenischen Literatur basiert. Im zweiten Teil folgt eine Auseinandersetzung mit dem konkreten Problem sowie die Anwendung der auf dem JIT-Konzept aufgebauten Methode in der Adria Mobil als Problemlösungsmethode. Die vorliegende Diplomarbeit wird in fünf Abschnitte unterteilt: im ersten Kapitel wird die JIT-Konzeptentwicklung sowie deren Verflechtung mit den sonstigen Produktionsansätzen dargestellt. Im zweiten Teil erfolgt eine Einteilung des JIT-.
(4) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Konzeptes in einzelne Bauteile und im dritten Teil eine Problemanalyse. Im vierten Kapitel wird die Problemlösung unter Anwendung der auf dem JIT-Konzept aufgebauten Methode in der Herstellung der Sandwich-Elemente des Unternehmens Adria Mobil d.o.o. dargestellt. Abschließend zum praktischen Teil der Diplomarbeit erfolgt eine Auflistung der Einsparungen bei der angewandten Problemlösungsmethode und der daraus resultierenden wirtschaftlichen Vorteile. SCHLAGWORTE: Prozesserneuerung Intralogistik Adria Mobil JIT-Konzeptanwendung Einsparungen in der Logistik.
(5) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. KAZALO: 1. UVOD 111151 1.1. Predstavitev problema 1.2. Predstavitev okolja 1.3 Predpostavke in omejitve raziskave 1.4. Uporabljene metode raziskovanja 2. TEORETI NE OSNOVE 777787 2.1. Koristi uporabe JIT koncepta 2.2. Koristi, ki jih prinese resni ni »ravno-pravo asno« 2.3. Prednosti in slabosti dobav ravno ob pravem asu 2.4. Sproš anje zalog in kapitala 2.5. JIT sistem v povezavi z ostalimi proizvodnimi pristopi 2.6. Osnovni sestavni Elementi JIT sistema 2.7 Razlika med tradicionalnim in JIT sistemom. 111151 111121 666676 666676. 888898 888898 9999109 101010101110 111111111211 131313131413 333232323332. 3. OBSTOJE E STANJE (OPIS PROBLEMA PRI SEDANJEM STANJU) 383837373838 3.1. Analiza nabave 414140404140 3.2. Analiza dobavitelja 424241414241 3.3. Analiza dostave blaga 434342424342 3.4. Analiza prevzema in skladiš enja 454544444545 3.5. Analiza dostave in oskrbe delovnega mesta 464645454645 3.6. Urejenost delovnega mesta 464645454646 4. PREDLOG REŠITVE PROBLEMA 515150505151 4.1. V nabavi 4.2 Pri dobavitelju 4.3 Ozna evanje 4.4 Pri prevzemu in skladiš enju 4.5 Pri dostavi in oskrbi delovnega mesta 4.6. Pri urejenosti delovnega mesta. 515150505151 515150505151 525251515252 555554545555 565655555656 575756565757. 5. ZAKLJU KI 626261616162 5.1 Ocena u inkov 5.2 Pogoji za uvedbo 5.3 Možnosti nadaljnega razvoja. 626261616262 656564646465 656564646565. 6. LITERATURA IN VIRI 666665656666 Kazalo slik. 676766666767. Kazalo tabel. 686867676868.
(6) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija.
(7) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. 1. UVOD 1.1. Predstavitev problema Neracionalno pakiranje in oblikovanje paketov zahteva dodatne logisti ne premike na relaciji dobavitelj – skladiš e - proizvodno delovno mesto. Kapaciteta transportne opreme ni zadovoljivo izkoriš ena. Oblikovanje paketov pri dobavitelju po sistemu »trenutne situacije« povzro i ponovno prepakiranje vsega prispelega blaga na delovnem mestu uporabe polizdelkov v nove embalažne enote, ki ustrezajo, da lahko delavcu pri izvajanju osnovne operacije omogo imo nemoten potek izvajanja naloge. Ponovna predpriprava polizdelkov zahteva dodatno delo - strošek, ki ga želimo zmanjšati. Neprimeren na in pakiranja vpliva na kvaliteto izvajanja del, saj delavci, zaradi podobnosti pri fazah nepotrebnega prepakiranja in premikov materialov, razli ne polizdelke poškodujejo, napa no vgradijo zaradi podobnosti in prepozno reagirajo na dele, ki so »izgubljeni«. Slabša izkoriš enost kapacitet in delovne sile predstavljajo zastoji, ki so posledice izjemno dolgegaih asaov, v primerih spremembe plana, ki narekuje prekinitev obstoje ega delovnega naloga in nadaljevanje z drugim delovnim nalogom. To povzro a velike dodatne logisti ne ase zamenjave materialov in ponovnoa pripravao – sortiranje blaga. Proces je na tak na in izjemno ranljiv, nefleksibilen in stroškovno neugoden. Produktivnost v novi tovarni bo ve ja, medtem ko so skladiš ni prostori manjši za 25 %. Za realizacijo ciljev moramo spremeniti sistem oskrbe proizvodnje, zlasti za material, ki prihaja od naših doma ih dobaviteljev ali dobaviteljev, ki so poslovno povezana podjetjae firme. Spremembo zahteva tudi nova tehnologija. Gre za spremembo - na novo zastavljen koncept, ki bo omogo al dostavo po sistemu JIT, dovoljeval ve jo fleksibilnost proizvodnega procesa in skrajšanje pripravljalno zaklju nih in logisti nih asov. 1.2. Predstavitev okolja Slovensko podjetje ADRIA MOBIL, d.o.o., iz Novega mesta je razvojno usmerjeno podjetje, ki že 40 let uspešno piše zgodbo razvoja izdelkov za aktivno preživljanje prostega asa. Svoje proizvode tržimo pod blagovno znamko ADRIA in kar 99 odstotkov svoje realizacije prodamo na zahtevne trge zahodne Evrope. S svojimi izdelki smo tako prisotni na vseh trgih, od Skandinavije do Gr ije. Na evropskem trgu imamo 6,5 % tržni delež, kar nas uvrš a na šesto mesto med najuspešnejšimi evropskimi proizvajalci po itniških prikolic in avtodomov. Osnovna proizvodna programa podjetja sta program po itniških prikolic in program avtodomov, katerima smo priklju ili še program mobilnih stanovanjskih enot. V programu po itniških prikolic se na trgu predstavljamo s štirimi serijami (Altea, Adora, Classica, Adiva), ki ponujajo preko 50 razli nih tlorisov, program avtodomov pa obsega 5 serij (Stargo, Izola, Coral, Serija 70, Adria Van) z ve kot 30 razli nimi tlorisi. V vseh teh letih smo proizvedli preko 530.000 po itniških prikolic in avtodomov za evropski trg. Adria Mobil letno proizvede in proda že ve kot 13.000 po itniških prikolic in avtodomov, vrednost letne prodaje pa presega 215 milijonov EUR.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 1.
(8) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Svojo prisotnost na trgih razvitih evropskih držav želimo razširiti tudi na neevropske trge, za kar smo se opredelili tudi v strategiji dolgoro nega razvoja. Izmed neevropskih trgov smo že osvojili Japonsko, v letu 2005 pa se nam je odprla pot tudi v Avstralijo. Število držav, povezanih v Adriino prodajno mrežo, tako nenehno raste, vsako leto pa na rtujemo svojo prisotnost razširiti za vsaj en trg. Dolgoro ni cilj razvoja je postati tretji najve ji proizvajalec vozil za prosti as v Evropi. V preteklih letih delovanja smo se uspešno prilagajali dinami nim spremembam na trgu, pri emer je obseg prodaje naših produktov rasel hitreje kot trg sam, ki je na programu prikolic v nekaterih letih celo stagniral. Zadnjih deset let podjetje dosega 20-odstotno stopnjo rasti, posebej pa velja poudariti lanskoletne rezultate, ko smo obseg proizvodnje pove ali za 25-odstotkov, promet pa smo pove ali za ve kot 35odstotkov. Po kazalcih donosnosti in rasti sodimo med deseterico najuspešnejših slovenskih podjetij, z upoštevanjem ostalih pomembnih kazalcev poslovanja pa sodimo med 25 najuspešnejših slovenskih podjetij. Za letošnje leto smo si kot cilj zadali zmerno rast poslovanja s stopnjo 5 -odstotkov, v sklopu 40- - letnega jubileja podjetja pa smo že izvedli prenovo celostne podobe podjetja, v okviru katere je bila pred kratkim predstavljena tudi nova spletna stran, vrhunec praznovanja 40 -letnice pa bo gotovo otvoritev nove tovarne, ki nam bo omogo ala izvajanje dolgoro ne strategije zmerne rasti in razvoja. Z vse boljšimi poslovnimi rezultati smo okrepili notranjo stabilnost podjetja, ki je s asoma omogo ila širjenje podjetja navzven in nastala je urejena in stabilna skupina ADRIA MOBIL, v okviru katere deluje danes deluje devet h erinskih podjetij. Skupina ADRIA MOBIL ima tako že ve kot 1.200 zaposlenih in iz osnovnega programa proizvodnje po itniških prikolic in avtodomov preraš a v skupino proizvajalcev opreme za prosti as in potovanja. Svoje poslanstvo, postati »partner za prosti as«, udejanja preko izvajanja prodajno-servisnih storitev, turisti nih storitev, proizvodne dejavnosti in s širjenjem prodajne mreže v tujini. V o eh kupca želi biti Adria Mobil sinonim visoke kakovosti, užitka in prostosti. Skupina ADRIA MOBIL je od leta 2004 del poslovnega sistema Autocommerce, d.d., holdinga, ki se ukvarja z gospodarjenjem z naložbami. Teh se je nabralo že 38 in so razpršene na pet poslovnih podro ij, izmed katerih je proizvodnja, katere nosilec je ravno Adria Mobil, dobila izjemno pomembno vlogo. S tem strateškim lastniškim vstopom v družbo je Autocommerce, d.d., pridobil na lastni vrednosti in hkrati dal novo vrednost tako lastnemu gospodarskemu profilu, kot tudi profilu Adrie Mobil, predstavlja pa tudi smiselno nadaljevanje sicer že ve letnega poslovnega sodelovanja obeh družb na novih temeljih.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 2.
(9) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Poslovni sistem Adria Poslovne in kapitalske povezave sistema ADRIA ADRIA MOBIL, d.o.o. Novo mesto. ADRIA CARAVAN, d.o.o. Novo mesto 100%AM. ADRIA CARAVAN Aps DANSKA 100%AM. PODGORJE, d.o.o. Šentjernej 98,3%AC, 1,7%zaposleni. FLEETWOOD CARAVANS LIMITED VELIKA BRITANIJA 100%AM. ADRIA PLUS, d.o.o. Novo mesto 100%AM. ADRIA EVENT, d.o.o. Novo mesto 75%AM. ADRIA MORE, d.o.o. HRVAŠKA 100% AM. ADRIA MOBIL CH, GmbH. ŠVICA 100%AM. ADRIA STAR, d.o.o. HRVAŠKA 100%AM. Vir: UDOK, nadzor in upravljanje dokumentacije Slika 1: Kapitalske povezave sistema ADRIA. Odvisne družbe Adrie Mobil PODGORJE, d.o.o., Šentjernej Družba PODGORJE, d.o.o., Šentjernej je 98,6 % v lasti ADRIE CARAVAN, d.o.o., Novo mesto, ostali 1,7 %-ni delež pa imajo zaposleni oz. bivši zaposleni. Poslovno je družba neposredno vezana na ADRIO MOBIL in je dobavitelj - kooperant za pohištvene elemente, katere ta vgrajuje v proizvode. Ve ino prodaje ustvarja do ADRIE MOBIL, razliko pa do drugih kupcev, ve inoma v tujini. Osnovni cilj družbe v sezoni 2006 bo nemotena in popolna oskrba Adrie Mobil sz pohištvenimi elementi. Rezultat je planiran v višini 1.023 tiso EUR. Adria Plus, d.o.o., Novo mesto Družba ADRIA PLUS, d.o.o., je obvladovana družba in v 100 % lasti ADRIE MOBIL, d.o.o.. Družba je še vedno v fazi stabilizacije in definiranja poslovnih dejavnosti. V letu 2003 je prodajala in servisirala osebnaih vozila iz programa FLAR. V letu 2004 je postala še pooblaš eni prodajalec in serviser za vozila Hyundai in Opel ter pridobila status posrednika turisti nih storitev. V letu 2005 pa bodo aktivnosti usmerjene tudi v iskanje dodatnih programov v zvezi s programom in blagovno znamko ADRIA (turisti na dejavnost skupaj z družbo ADRIA MORE, d.o.o., HR in drugo). Cilj družbe v sezoni 2006 bo opravljanje popolnega servisa za celotni sistem Adria. Z rastjo Adrie Mobil pa se bo pove al tudi obseg storitev Adrie Plus.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 3.
(10) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Adria CARAVAN Aps, Danska Družba je v popolni lasti družbe ADRIA MOBIL in opravlja trženje proizvodov ADRIA na lokalnem trgu, z namenom ohranjanja vodilne vloge blagovne znamke ADRIA na njem. Tudi v letu 2004 bo nadaljevala aktivnosti pove anja obsega storitev na trgu in z uravnavanjem bilance sredstev in virov s tem, da bomo ohranjali enak nivo naložb in kapitala (usklajena prva podbilanca). Cilj družbe v sezoni 2006 je ohranitev prvega mesta pri prodaji prikolic na lokalnem trgu. Adria CARAVAN, d.o.o., Novo mesto Družba ADRIA CARAVAN, d.o.o., Novo mesto je lastnik osnovnih sredstev oz. predvsem nepremi nin na sedanji lokaciji in lastnik poslovnih prostorov, ki jih ve inoma najema ADRIA MOBIL. Cilj poslovanja kot najemodajalca je dosegati rezultat na nivoju pozitivne ni le. Nadaljnje odlo itve bodo sledile doseganju optimalnih poslovnih u inkov sistema ADRIA MOBIL. Glede na to, da pa bo družba dolgoro no izgubila vlogo lastnika neprem i nin, bo to pomenilo morebitno ukinitev, ali pa prevzem izvajanja enega od programov v sistemu. Adria More, d.o.o., Hrvaška Družba je bila ustanovljena v za etku leta 2003 in je v popolni lasti družbe ADRIA MOBIL. Poslovno podro je in program, s katerim se ukvarja, je dajanje proizvodov ADRIA v prodajo in najem oz. arter s ciljem razširiti program in image blagovne znamke ADRIA s turisti nim programom. V sezoni 2006 bodo aktivnosti usmerjene v pove anje ponudbe iz programa nudenja storitev za prosti as, tudi z organiziranjem prodaje in storitev v kampih (lastnem v Pakoštanih in v drugih, najetih). program). Cilj družbe v sezoni 2006 je popolna tržna in finan na konsolidacija na lokalnem trgu. Fleetwood Caravanc Ltd, Velika Britanija V letu 2003 kupljeno proizvodno podjetje s sedežem v Angliji. ADRIA MOBIL je v letu 2004 odkupila 50 % delež in postala 100 % lastnik podjetja, ki proizvaja in prodaja prikolice višjega cenovnega razreda. Osnovna aktivnost podjetja v sezoni 2006 je pospešena širitev prodaje proizvodov programa ADRIA na britanskem trgu in ob ohranjanju programa pod blagovno znamko Fleetwood v obstoje i ali spremenjeni proizvodnji. Adria Mobil Schweiz Gmbh, Švica Konec leta 2003 je družba ADRIA MOBIL ustanovila v Švici lastno podjetje, ki je v njeni popolni lasti. Osnovni namen ustanovitve je bil konsolidacija prodajnih aktivnosti na lokalnem trgu. Družba se bo ukvarjala predvsem s trgovanjem produktov za prosti as iz programa ADRIA (prikolice, avtodomi, plovila in drugi artikli za potovalni in kamping).. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 4.
(11) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Skupna prodaja (koli insko). Q 16.000 14.000 12.000 10.000. 8.883. 13.839. ocena 2004. plan 2005. 10.549. 7.772. 8.000 6.000 4.000. 9.720. 13.328. 3.520. 3.523. 1995. 1996. 4.320. 5.151. 5.932. 2.000 0 1997. 1998. 1999. 2000. 2001. 2002. 2003. Slika 2: Skupna prodaja (koli insko) od leta 1995 do 2005. Vir: Iinterni viri - plan in analize Število zaposlenih: 771. 800. 654. 700. 583. 600. 464. 500. 540. 362. 400. 262. 300 200. 791. 214. 278. 100 0. Rast. 1996 1997 1998 1999 2000 2001 2002 2003 ocena plan 2004 2005. Slika 3: Število zaposlenih od 1996 do 2005. Vir: Iinterni viri - plan in analize. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 5.
(12) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. 1.3 Predpostavke in omejitve raziskave Podjetje ADRIA Mmobil, d.o.o., se soo a z vedno ve jo konkurenco. To vzpodbuja k iskanju novih možnosti, saj noben proces ni tako dobro organiziran, da s spremembami ne bilo možno dose i boljših rezultatov dela. Najprej pa moramo samo spoznati, kakšne so. To omogo a analiza procesa oskrbe dobavitelj - kupec, ki do sedaj ni bila opravljena. V tržnem gospodarstvu je preoblikovanje procesov osnova za ve jo konkure nost. Glavni namen tovrstnega preoblikovanja je znižanjeti stroškove in skrajšanjeti logisti no tehnološke ase. Meje raziskave za rtujejo: prou evanje dela dobavitelja, analizo logisti nega procesa dobavitelj - kupec, analizo obstoje e tehnologije. 1.4. Uporabljene metode raziskovanja Predmet raziskave narekuje uporabo spleta znanstvenoraziskovalnih metod. Raziskava je osredoto ena na konkretno podjetje, in sicer v proizvodno karoserijskih delov za prikolice. Analiza se izvaja na osnovi tehnoloških podatkov, analiz delovnih mest, slikovnega gradiva, podatkov, pridobljenih iz internih virov podjetja. Metoda raziskovanja bo potekala v okviru analiti nega pristopa. Analiza bo obsegala kvalitativni in kvantitativni del. Na osnovi sklepov obstoje ega stanja bomo predlagali rešitve problema in izvedli tudi prikaz koristi prenove procesa. Podatke bomo zbirali s pomo jo knjižni no informacijskega sistema prek osebnega ra unalnika, s pomo jo interneta in s pregledovanjem knjig, u benikov, revij in drugih publikacij v knjižnicah in na sedežu podjetja.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 6.
(13) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. 2. TEORETI NE OSNOVE V tem poglavju bomo prikazal razvoj JIT koncepta, kakšne so njegove koristi, prednosti in slabosti. Na koncu poglavja bomo predstavili, kako JIT koncept lahko sodeluje z ostalimi proizvodnimi pristopi. Koncept JIT je zaživel v 80-ih letih prejšnjega stoletja, in sicer v avtomobilski industriji na Japonskem, kjer sta Taiichi Ohno in Shigeo Shingo oblikovala Toyotin proizvodni proces, ki so ga kasneje preoblikovali v današnjo razli ico JIT. Toyota, kot tudi celotna japonska avtomobilska industrija sta postali zgled za racionaliziranje nabavnih stroškov materiala in zalog ter transportno-logisti nih stroškov. Zakaj se je JIT razvil ravno na Japonskem? Odgovore lahko najdemo v teh dejstvih (Jakomin, Veselko, 2004, str. 6): vojaška in gospodarska agresivnost, majhnost doma ega trga, malo cenjena delovna sila, stroga hierarhija, ob utek obveznosti, velika moralna spodbuda, visoka stopnja šolanih ljudi v proizvodnji, zelo u inkovita infrastruktura, usmerjenost k sistemski organizaciji v podjetju. V socialnem in zemljepisnem pogledu pa je bilo pomembno (Jakomin, Veselko, 2004, str. 6): velika koncentracija poseljenosti na majhni površini, zelo omejeni naravni viri, visoka stopnja uvoza, kar je pripeljalo k nagnjenosti do stopnje nepotrebnega zapravljanja na vseh podro jih.. im nižje. Taiichi Ohno, podpredsednik Toyotine avtomobilske industrije v 70-ih letih, je za etnik razvoja JIT. Zaradi tega je koncept JIT poznan tudi kot The Toyota production system in je danes cenjen kot eden izmed najboljših svetovnih proizvodnih sistemov. V svoji najosnovnejši obliki JIT zahteva natan no koli ino proizvodov ob dolo enem asu proizvedenih, z dolo eno kakovostjo narejenih. Pri konceptu JIT moramo upoštevati, da proizvodnja ene enote ve ali enote manj, kot je bilo na rtovano, zvišuje stroške poslovanja, prav tako se stroški ve ajo, e kon amo proizvodnjo dolo ene koli ine proizvodov dan prezgodaj ali prepozno. Material, proizvodi in kon ni proizvodi morajo biti dostavljeni Just in time oziroma takrat, ko jih potrebujejo. To so osnovne ideje koncepta JIT. Koncept JIT je varljivo enostaven, ob predpostavki, da proizvedeš na rtovano koli ino v na rtovanem asu, je možnost za napake zelo majhna. Vendar, da JIT deluje, mora biti izpolnjenih še kar nekaj pogojev: stabilna proizvodnja, prilagodljiva Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 7.
(14) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. delovna sila, visoka kakovost, dobra vzdržljivost strojev, zanesljivi dobavitelji, hitra menjava orodij na strojih, ob tem pa je potrebno tudi kontinuirano vzdrževanje za vzdrževanje ostalih elementov poslovanja. JIT sistem je najbolj poznan kot koncept poslovanja brez zalog, vendar JIT vsebuje številne tehnike, katerih cilj ni zgolj zmanjšanje zalog, temve neprestano izboljševanje poslovanja. Ve ina avtorjev pojmuje JIT tudi kot novo proizvodno filozofijo, zaradi številnih razlik v konceptih JIT v primerjavi s tradicionalno veljavnimi koncepti v proizvodnji. (Rusjan, 1997, str. 146). Za koncept JIT lahko re emo, da temelji na naslednjih izhodiš ih (Didovi , 1996, str. 9): opuš a model ekonomi ne koli ine in teži k stanju, v katerem je možna tudi serija enega kosa, zaloge ne obravnava ve kot zaš ito proizvodnega sistema pred motnjami in trdi, da so zaloge absolutno zlo, saj samo dodajajo stroške in, kar je najpomembnejše, zakrivajo dejanske vzroke problemov in ne odprave posledic, zavra a tradicionalno obravnavo pojma kakovosti izdelka, opredeljeno s spremenljivo ravnjo kakovosti, cilj mora biti ni napak. Proizvodnja brez napak je uresni ljiva, vendar le v sistemu celovitega zagotavljanja kakovosti v vseh fazah proizvodnega procesa,. najpomembnejši vir uspeha je lovek, ki je sposoben prispevati mnogo ve , kot mu je omogo al prejšnji sistem. 2.1. Koristi uporabe JIT koncepta Kadar so izboljšave, ki jih je prineslo »ravno pravo asno«, in, kadar so o njih morali govoriti, so se soo ili z dilemo: ali jih je treba objaviti take, kot so, ali nasprotno, jih je treba zmanjšati, da bi bile bolj verjetne? Industrijska podjetja so navajena misliti, da se znižanje zalog za 10 ali 15 % ob uti kot uspeh, da se roki ne dajo skrajšati, da jim manjka proizvodnih površin, da ne morejo prenašati okvar strojev. Razmišljajo tako, ker so se vedno poskušali boriti proti posledicam problemov, namesto da bi obvladovala njihove vzroke. Tudi kadar podjetja prvi slišijo govoriti o koristih, ki jih prinaša »ravno pravo asno«, imajo težavoa pri tem, da bi jim verjela. (Beranger,1989, str. 112) 2.2. Koristi, ki jih prinese resni ni »ravno-pravo asno« Ob pogoju, da prehod na »ravno pravo asno« spremlja izboljšanje razmestitve strojev, znižanje asov menjave orodij, znižanje naklju nih dogodkov in utrditev tesnejših odnosov z glavnimi dobavitelji, daje naslednje rezultate: (Beranger,1989, str.113) 75 do 95 % znižanje rokov in zalog; 15 do 25 % zvišanje splošne produktivnosti; 25 do 50 % zmanjšanja proizvodnih površin; 75 do 95% zmanjšanja asov menjave orodij; Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 8.
(15) Univerza v Mariboru - Fakulteta za organizacijske vede. 75 do 90 % zmanjšanja motenj;. Diplomsko delo visokošolskega strokovnega. študija. asov zastojev, kot posledica okvar ali. 75 do 90 % zmanjšanja števila napak. Ti rezultati so bilio doseženi po dveh ali treh letih uvajanja, ki je bilo izvajano z vso nepopustljivostjo in odlo nostjo. Na koncu prvega leta so lahko opazovane koristi že zelo znatne. Skupen vpliv vseh teh izboljšav lahko pomeni znižanje lastne cene za 10 do 15 %, ko je podjetje resni no na »ravno pravo asno«. Ni potrebno omejevati koristi, pridobljenih z »ravno pravo asno« z izboljšanjem delovanja tovarn in znižanjem proizvodnih stroškov. Konkuren nost podjetja je znatno pove ana, ne le z znižanjem stroškov, ampak tudi z zelo mo nim znižanjem rokov in izboljšanjem kakovosti proizvodnje. (Beranger, 1989, str. 113) 2.3. Prednosti in slabosti dobav ravno ob pravem asu Koristi, ki jih prinaša koncept dobav ravno ob pravem prihranki, so naslednji (Lysons, 2000, str. 249):. asu, in s tem povezani. nižji stroški materiala – tako stroški izmeta, kot stroški skladiš enja, hitra detekcija in korektivne aktivnosti vodijo do ve je kakovosti kupljenih delov, zagotovljen je hiter odziv na spremembe v specifikacijah, vhodna kontrola materiala postane nepotrebna, kar pripelje do nižjih stroškov, zaradi manjšega števila dobaviteljev se manjšajo tako administrativni stroški tako izdaje, naro il in komunikacije, kot kontrole kakovosti vhodnih materialov, produktivnost se pove a, zaradi manjšega izmeta v proizvodnji, potreba po kapitalu se manjša, zaradi manjših zalog. Po drugi strani, pa je uvedba tega koncepta v nekaterih podjetjih povzro ila dolo ene probleme (Lysons, 2000, str. 250): slaba napoved povpraševanja in nezmožnost dobaviteljev na spremembe plana,. hitrega odziva. slaba in nezadostna komunikacija med proizvodnjo in nabavo ter nabavo in dobavitelji, lahko povzro i motnje v procesu oskrbe, podjetja z majhno varnostno zalogo so precej ranljiva na motnje v dobavah, nabavljanje brez zalog je lahko zelo tvegano, saj lahko primanjkljaj cenovno nepomembnega materiala razreda C povzro i zastoj proizvodnje enako kot primanjkljaj kakšnega zelo dragega materiala razreda A, nabavljanje ve jih koli in po nižjih cenah lahko odtehta prihranke JIT dobav, saj so dobavitelji primorani zvišati cene, zaradi višjih stroškov transporta, skladiš enja in administracije, Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d. 9.
(16) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. JIT dobave navadno niso primerne za materiale, ki imajo kratek življenjski cikel in so podvrženi pogostim oblikovnim spremembam, koncept dobav v pravem asu zahteva imbolj nemoten tok proizvodnje, zato je potrebno temu prilagoditi proizvodnjo, kar pa je povezano z dolo enimi stroški, uvedba sistema JIT zahteva popolno vklju itev ljudi razli nih podro ij in s tem premostitev pregrad med posameznimi oddelki, kar zahteva investiranje v izobraževanje in usposabljanje zaposlenih, pogoste dobave v manjših koli inah povzro ajo ve je stroške transporta, ustvarjajo prometne zamaške in pomenijo dodatno obremenjevanje okolja. 2.4. Sproš anje zalog in kapitala V današnjem asu sta poudarjeni pomembnost in uporabnost sistema JIT, misle , da je mogo e tako, in sicer z izlo itvijo škodljivih in odve nih elementov procesa, pove ati kakovost izdelka in pa lokalizirati neu inkovitost proizvodne linije. Teoreti no ni nobenega dvoma, da zgornja trditev drži. S sistemom JIT se v podjetju zaloge zmanjšujejo na minimalno raven in tako se sproš a kapital, ki je bil prej vezan v njih. Podjetju tako ostaja ve sredstev za druge dejavnosti, kot na primer investiranje na kapitalskem trgu, v projekte podjetja in nenazadnje v raziskave in razvoj. Vprašati pa se je treba, ali je tako tudi v praksi, saj kljub pozitivnim u inkom, lahko nastanejo kriti ne motnje proizvodnega procesa. Koncept ima tudi svojo negativno stran, ki se kaže v napa ni razlagi in zato tudi neprimernem upravljanju. Pred uvajanjem tega koncepta je treba v podjetjih spet prou iti poslovno politiko, predvsem politiko zalog. Sproš anje v zaloge vezanega kapitala in zmanjševanje nepotrebnih presežnih zalog sta glavna cilja, ki naj bi ju koncept dosegal. Gre za to, da podjetje vzdržuje le tako imenovano varnostno zalogo, hkrati pa ne nastajajo zastoji v dobavah. Pomembno je vedeti, da obsežne zaloge povzro ajo spremenljivost proizvodnega procesa, predvsem toleranco pri doseganju proizvodnih standardov, in pa spremenljivost dobavnih asov. JIT te zaloge zmanjšuje, izpostavlja to ke neu inkovitosti in spodbuja odpravljanje. Slepo zmanjšanje zalog lahko v kriti nem trenutku povzro i pomanjkanje materiala in surovin, polizdelkov, zaustavljanje v proizvodnji ter manj kon nih izdelkov in izgubo tržnega položaja. To pomeni, da je bolje imeti ve je zaloge. Treba je pravilno oceniti izvedljivost izni evanja variabilnosti, ki zahteva pove anje zalog, in dodatno oceniti vlogo distribucije in oskrbovalnih verig, saj je poudarek na zmanjševanju zalog povzro il potrebo po ve ji frekvenci prevozov in zmanjševanju velikosti tovorov. Sistem JIT ni samo naravnanost na lastno podjetje, uvaja širši spekter delovanja, tudi vklju evanje v oskrbovalne verige, ki pa je lahko za podjetje velik finan ni zalogaj, celo ve ji, kakor stroški zaradi zalog (Jakomin, Veselko, 2004 str. 6-8).. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.10.
(17) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. 2.5. JIT sistem v povezavi z ostalimi proizvodnimi pristopi Glavni pristopi v proizvodnji, ki jih podjetje ponavadi uporablja, so (Wheatley, 1998, str. 9): 1. Reorder Point Control (ROP) oz. kontrolna to ka naro anja je stanje zalog, pri katerem izdamo naro ilo za nabavo novih koli in materiala. Uporabljajo ga podjetja s klasi no, tradicionalno organizirano proizvodnjo. Osnova tega pristopa je sistem dveh zabojnikov, ki vsebujeta zalogo materiala (polproizvodov ali surovin), ki je potrebna za nadaljnjo proizvodnjo. Postopek je slede : ko izpraznimo prvi zabojnik pride do ponovnega naro ila materiala, ki prispe ravno v asu, ko izpraznimo drugi zabojnik, tako ponovno napolnimo oba. To je kompleksen sistem, v katerem je možnost za napake velika. Zaloge razli nih materialov med seboj niso povezane, zaradi tega prihaja pri naro ilih do napak in posledi no do zastojev v proizvodnji. 2. Mateials Requirements Planning (MRP) oz planiranje materialnih potreb. Primerna je zlasti za serijsko proizvodnjo sestavnih delov ali tudi celih proizvodov. Gre predvsem za odvisno povpraševanje, torej za proizvode, pri katerih je povpraševanje po enem proizvodu, pogojeno s povpraševanjem po drugem oz. drugih. MRP je uporabna tehnika planiranja predvsem takrat, kadar gre za proizvodnjo sestavnih delov, podsistemov, komponent, ki so kasneje vgrajene v nek celoten proizvod, ki pa je sestavljen iz drugih komponent. Kadar gre za odvisnoi povpraševanje, pomeni, da gre za povpraševanje po proizvodih ali storitvah, katerih proizvodnja je odvisna od delovanja nižjih ravni proizvodnega sistema. Te ravni so odvisne od celotnega povpraševanja in se na podlagi tega se lahko natan no predvidi, kakšne koli ine morajo proizvesti. MRP je namenjen prav temu, da povpraševanje po celotnem proizvodu razdelimo na povpraševanje po posamezni nižji ravni. Tako s pomo jo MRP dobimo natan no dolo ene koli ine posameznih polproizvodov, datume, do kdaj jih je treba izdelati ali kupiti, ter primerjavo teh zahtev z razpoložljivimi zalogami teh sestavin. Shemati no je MRP prikazana na sliki 1. Kaže poudariti, da je uporaba MRP tehnike operativno zahtevna in zato so bile pri uporabi razvite ra unalniške podpore. Grobo je MRP mogo e razdeliti na tri sestavine (Kav i : 2000, str. 254): vhodni podatki (inputi), ki obsegajo podatke o povpraševanju, zalogah int. prera unavanje, ki ga opravi ra unalnik na podlagi standardnega programa. izhodni podatki, ki so predvsem terminski plani, poro ila int.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.11.
(18) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Slika 4:Temeljna struktura MRP. Vir: Kav i : 2000, str. 255 3. Manufactoring Resource Planning (MRP II), kar bi lahko prevedli, kot planiranje proizvodnih virov. Je pa MRP II po zasnovi dosti širša, kompleksnejša tehnika planiranja, ki vklju uje razenpoleg vhodnih podatkov (kot pri MRP) vklju uje tudi ra unovodske podatke o stroških, distribucijo gotovih izdelkov, vzdrževanje, tehnološko razvojne podatke in kontrolo. Temeljna logika je, da celotni plan proizvodnje nastaja na podlagi naro il kupcev (znano povpraševanje) in napovedi povpraševanja, ki je vedno povezano s tveganjem oziroma negotovostjo. Je pa celotni plan proizvodnje temeljno gibalo vsega ostalega planiranja. Najpogostejša oblika MRP II je predstavljena na slikia 2. MRP II je celovita tehnika planiranja, kontrole in koordinacije vseh pomembnih vidikov proizvodnje. Kot je razvidno iz prikazane vsebine, gre za sitem planiranja, ki ga usmerja povpraševanje. Njegova uporaba zahteva ra unalniško podporo. Obseg podatkov in izra unavanj druga e ni obvladljiv. Na razpolago so razli ni standardni paketi za razli ne vrste ra unalnikov. MRP II je npr. uporabila NASA pri programiranju poletov vesoljskih raketoplanov (space shutle), (Kav i : 2000, str. 258). 4. Optimised production technology (OPT) oz. optimalna proizvodna tehnologija je koncept, ki skrbi za nemoten pretok proizvodnje, odpravlja zožena mesta v procesu proizvodnje, zmanjšuje stroške in pove uje kvaliteto proizvodov, (Wheatley, 1998, str. 12).. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.12.
(19) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Z uporabo teorije omejitev so v mnogih organizacijah pri planiranju dosegli dobre rezultate, vendar ne povsod. Kriti ni vidik pri uporabi teorije omejitev je osredoto enje na ozka grla in razdelitev serij na transferje, da bi pove ali preto nost sistema, ter zahteva po razli nih velikostih serij na razli nih stopnjah proizvodnega procesa. Osredoto enje planiranja na ozka grla lahko zmanjša prizadevanja za odpravo ozkih grl. Razdelitev procesne serije na ve transfernih serij pa odpira problem uskladitve. (Kav i : 2000, str. 254) Zaradi navedenih razlogov je povezava z JIT proizvodnjo o itna. Vprašanje, kateriret koncept je najboljši, si verjetno zastavlja veliko menedžerjev. Problem je, da to vprašanje ni najboljše, saj so ti koncepti namenjeni razli nim tipom proizvodnje oziroma poslovanja. Boljše vprašanje je, kateri koncept je primernejši za dolo en tip podjetja. ROP koncept je primernejši za podjetja, ki uporabljajo koncept masovne proizvodnje. MRP in MRP II sta bolj prilagodljiva sistema, primerna za masovno proizvodnjo. 65. Optimised production technology (OPT) oz. optimalna proizvodna tehnologija je koncept, ki skrbi za nemoten pretok proizvodnje, odpravlja zožena mesta v procesu proizvodnje, zmanjšuje stroške in pove uje kvaliteto proizvodov, (Wheatley, 1998, str. 12). Z uporabo teorije omejitev so v mnogih organizacijah pri planiranju dosegli dobre rezultate, vendar ne povsod. Kriti ni vidik pri uporabi teorije omejitev je osredoto enje na ozka grla in razdelitev serij na transferje, da bi pove ali preto nost sistema, ter zahteva po razli nih velikostih serij na razli nih stopnjah proizvodnega procesa. Osredoto enje planiranja na ozka grla lahko zmanjša prizadevanja za odpravo ozkih grl. Razdelitev procesne serije na ve transfernih serij pa odpira problem uskladitve (Kav i : 2000, str. 254). Zaradi navedenih razlogov je povezava z JIT proizvodnjo o itna. Vprašanje, kateriret koncept je najboljši, si verjetno zastavlja veliko menedžerjev. Problem je, da to vprašanje ni najboljše, saj so ti koncepti namenjeni razli nim tipom proizvodnje oziroma poslovanja. Boljše vprašanje je, kateri koncept je primernejši za dolo en tip podjetja. ROP koncept je primernejši za podjetja, ki uporabljajo koncept masovne proizvodnje. MRP in MRP II sta bolj prilagodljiva sistema, primerna za masovno proizvodnjo. 2.6. Osnovni sestavni Elementi JIT sistema JIT koncept je nov na in delovanja celotnega podjetja in ga ne moremo omejiti le na proizvodno funkcijo. To je filozofija, ki dejansko prežema vsa podro ja v podjetju, zato je nujno, da jo podjetja vklju ujejo v svoje celovite poslovne strategije. Poslovna strategija podjetja je strategija za dolo eno strateško poslovno enoto oziroma skupino proizvodov. Njeno bistvo je opredeljevanje poti do konkuren ne prednosti podjetja, od katere bo odvisna njena uspešnost. Na podlagi visoke u inkovitosti in visoke ravni storitev v smislu kakovosti izdelkov, distribucije in odnosa do kupcev podjetja dosežejo prednosti pred konkurenti (Pu ko, 1993, str. 222).. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.13.
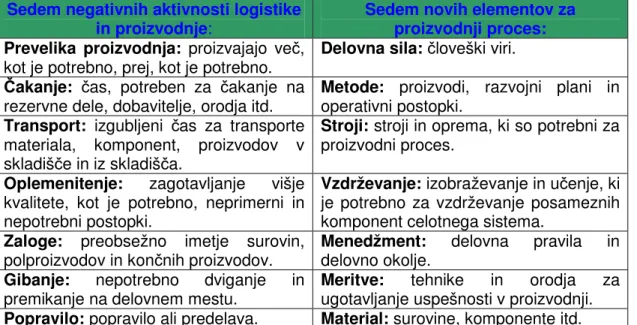
(20) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Bistvena lastnost nove poslovno-proizvodne strategije je poudarek na aktivnostih, ki pove ujejo vrednost proizvoda. Ostale aktivnosti, ki zgolj pove ujejo stroške poslovanja, ne prispevajo pa k pove anju vrednosti proizvoda, je treba postopoma ukiniti. Strategija temelji na odpravljanju vseh nedonosnih aktivnosti v logisti nih (nabava, skladiš enje, transport, distribucija) in proizvodnih funkcijah. V preglednici 1 so podrobneje opisane negativne aktivnosti tradicionalne proizvodnje in osnovni elementi, ki so potrebni za uspešni proizvodni proces z vidika koncepta JIT. Sedem negativnih aktivnosti logistike in proizvodnje: Prevelika proizvodnja: proizvajajo ve , kot je potrebno, prej, kot je potrebno. akanje: as, potreben za akanje na rezervne dele, dobavitelje, orodja itd. Transport: izgubljeni as za transporte materiala, komponent, proizvodov v skladiš e in iz skladiš a. Oplemenitenje: zagotavljanje višje kvalitete, kot je potrebno, neprimerni in nepotrebni postopki. Zaloge: preobsežno imetje surovin, polproizvodov in kon nih proizvodov. Gibanje: nepotrebno dviganje in premikanje na delovnem mestu. Popravilo: popravilo ali predelava.. Sedem novih elementov za proizvodnji proces: Delovna sila: loveški viri. Metode: proizvodi, razvojni plani in operativni postopki. Stroji: stroji in oprema, ki so potrebni za proizvodni proces. Vzdrževanje: izobraževanje in u enje, ki je potrebno za vzdrževanje posameznih komponent celotnega sistema. Menedžment: delovna pravila in delovno okolje. Meritve: tehnike in orodja za ugotavljanje uspešnosti v proizvodnji. Material: surovine, komponente itd.. Tabela št.1: Negativne aktivnosti tradicionalne proizvodnje in logistike ter osnovni elementi, ki so potrebni za uspešni proizvodni proces z vidika JIT, (Vir: Brinker, 2000, str. 615). JIT koncept vpliva in u inkuje tudi na vse ostale poslovne funkcije v podjetju. Na primer: na oddelku za trženje JIT prinaša nove standarde v odnosu do kupca. Kupci zaradi razvoja ra unalniškega komuniciranja zmanjšujejo as naro il ter pove ujejo število naro il, kar je rezultat naro anja manjših serij izdelkov. Prihaja do novih oblik sodelovanja med proizvajalci in prevozniki. Manjše serije izdelkov pove ujejo nakupe pri dobaviteljih in nakupe s strani kupcev, kar vpliva na finan no funkcijo. JIT v najširšem smislu lahko lo imo na JIT znotraj podjetja in JIT v odnosu do okolja. Pomembnejše je podro je znotraj podjetja, kjer se uresni evanje JIT tudi za ne. Najpomembnejši cilji so dejansko uresni ljivi le, e se JIT v podjetje uvede kot sistem. Glede na to, da je funkcija JIT usmerjati, upravljati in kontrolirati vse pomembne proizvode in distribucijske tokove po na elu ravno pravem asu, mora imeti vse nujne dele in pogoje takega sistema. Elementi sistema JIT naj bi bili (Jakomin, Veselko, 2004, str. 8): neizogibno potrebna investicija: ljudje, metode za uravnavanje z zalogami, sistem vle enja,. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.14.
(21) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. sistem kanban, majhne serije proizvodov, hitra menjava orodij kakovost odnosi med dobavitelji in kupci Neizogibno potrebna investicija: ljudje JIT proizvodnja zahteva veliko stopnjo sodelovanja in pripadnosti vseh zaposlenih. Za njeno uspešnost so potrebni zaposleni z druga nimi vrednotami kot v tradicionalni proizvodnji. e je za tradicionalno proizvodnjo zna ilna zahteva po ozki usposobljenosti posameznega delavca in s tem specializaciji zaposlenih, je v JIT proizvodnji druga e. Potrebni so zaposleni s širokimi znanji in sposobnostmi, fleksibilni, sposobni reševati probleme. JIT naravnanost spodbuja timsko delo in kooperativne odnose med lani tima. To pa je mogo e dose i ne le z boljšim usposabljanjem zaposlenih, ampak tudi z upoštevanjem njihovih predlogov in zahtev, z njihovim sodelovanjem v procesu uvajanja sprememb (izboljšav) in z zmanjšanjem statusnih razlik med njimi (Kav i : 2000, str. 275). Danes so hipoteze tayloristi ne filozofije popolnoma preživele in se nih e ve ne hvali z njimi. Kljub temu so v številnih podjetjih še vidne njene posledice, ki se nanašajo predvsem na izkoriš enost strojev, specializacijo osebja, normirane ase in kakovost. Dolo ene posledice še danes nasprotujejo želenim izboljšavam. Zato je potrebo izobraževanje in usposabljanje zaposlenih, ki je temeljni klju podjetja za prehod v JIT sistem. Zaposlenim je treba vcepiti nove cilje in nova pravila delovanja. Pripraviti je treba ve stransko usposobljenost zaposlenih, razviti sposobnost skupinskega dela, prikazati na ine za obvladovanje kakovosti in rokov proizvodnje (Beranger: 1989, str. 123). Z JIT konceptom dosežemo ve jo motivacijo pri zaposlenih in pove amo željo po izboljšavah v proizvodnji in ostalih aktivnostih v podjetju. Pri delovni sili se hitro dolo ijo aktivnosti, ki ne prispevajo k pove anju vrednosti proizvoda. Štiri najpogostejše negativne aktivnosti zaposlenih so (Wheatley, 1998, str. 16): nepotrebne delovne naloge, nepotrebni deli delovnih nalog, hitrejše dokon anje delovnih nalog, enostavnejše delovne naloge. Prilagodljiva in gibljiva delovna sila pomeni, da je premikanje zaposlenih po delovnih mestih enostavnejše, doseženo z manj truda. Zaposleni sprejemajo tudi ve jo odgovornost, saj jim delo na ve delovnih mestih nudi boljši pregled nad delovnim procesom. Baron in Kreps sta opredelila štiri klju na podro ja, na katere se morajo podjetja osredoto iti, da dosežejo cilje, kot sta predana in gibljiva delovna sila, ki je osnova za JIT proizvodnjo. Ta podro ja so (Wheatley, 1998, str. 16): rekrutiranje, izobraževanje, Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.15.
(22) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. usposabljanje in motivacija.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.16.
(23) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Tabela št. 2: rekrutiranje, izobraževanje in motivacija zaposlenih v JIT konceptu Udejanjenje podro ja v praksi Zagotovila zaposlenim Enakost v besedah in dejanjih Skupinsko delo Razširjenje delovnih zadolžitev nagrajevanje Spodbuda za ve jo storilnost Pospešena socializacija in izobraževanje Menjava delovnih mest Hitrost in dosegljivost informacij Odprte možnosti za komunikacijo Podpora JIT osnovi v podjetju Liberalizacija zaposlitvene funkcije Zmanjšanje mo i menedžmenta (agency relationships) Vir: Baron, Kreps, 1999, str. 618. Opis posameznih podro ji Kako je dosežena idealna raven zaposlenih, ni potrebe za odpuš anje, razen v izjemnih primerih. Odprava statusnih razlik med zaposlenimi. Poudarek na skupinskem delu in omogo anje skupinam, da sprejemajo odlo itve. Pove ani obseg odgovornosti in zadolžitev. Predstavitev u inkovitosti pla in dodatkov k pla am. Povezanost in sodelovanje z delovno skupino in s podjetjem kot celoto. Izobraževanje, usmerjanje in povezovanje v skladu z JIT na eli. Poudarek je na ve namenskem delavcu s celovitim pogledom na podjetje. Doseganje transparentnosti v vseh aktivnostih znotraj podjetja. Spodbujanje in sodelovanje vseh zaposlenih, da ugotovijo in odpravijo vse negativne aktivnosti, ki so prisotne pri poslovanju v podjetju. Povezava s cilji JIT (brez napak, zadovoljstvo kupcev,…). Iskanje ljudi, ki imajo podobno usmeritev, kot podjetje samo. Prednost in poudarek na lastništvu (simboli nem in finan nem) in ne na miselnosti najetega menedžmenta.. Za delavca, ki opravlja delo na ve strojih, je pomembno dodatno šolanje. Potrebne pa so tudi posamezne prilagoditve na delovnih strojih. Primer za to so stikala, vgrajena v stoje, katerih namen je avtomati na izklju itev teh strojev, ko je posamezna serija proizvodov kon ana. Prav tako, kot delovna sila, tudi stroji opravljajo dolo ene aktivnosti, ki ne prispevajo k pove anju vrednosti proizvoda. Vloga menedžerjev je, da izklju ijo te nepotrebne aktivnosti iz proizvodnih postopkov. To dosežejo predvsem na tri na ine (Russell, Taylor, 1998, str. 715): z zmanjšanjem operativnega asa, z enostavnejšo in hitrejšo menjavo orodij,. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.17.
(24) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. z odpravo prekomerne proizvodnje. Veliko podjetij kupuje stroje, ki so specializirani, namenjeni za eno vrsto dela. Nekatera druga podjetja, ki sledijo JIT na elom, kot recimo Toyota, kupujejo raje ve namenske stroje in s tem prihranijo as, potreben za premikanje zaposlenih med razli nimi stroji, pripravo razli nih strojev in postopno izklapljanje posameznih strojev. Metode za uravnavanje z zalogami Pri dolo anju zalog gre za odlo anje o koli ini naro ila in o asu, v katerem bo naro ilo izpolnjeno. Planiranje optimalne ravni zalog se navadno naslanja na enega od dveh poznanih sistemov naro anja, tj. sistem periodi nega naro anja in sistem to ke ponovnega naro ila. Pri prvem gre za periodi no kontroliranje zalog (npr. enkrat mese no), ko na podlagi pri akovanega prihodnjega povpraševanja v tem obdobju in obstoje e ravni zalog dolo imo velikost naro ila. e pa se odlo imo za drugo varianto, pa zalog ne pregledujemo periodi no, ampak naro ilo sprožimo, ko pade zaloga neko raven. Torej v tem primeru predstavlja klju ni problem velikost naro ila, ki mora biti optimalna, asi naro anja pa varirajo glede na dejansko povpraševanje. Za dolo anje optimalne koli ine je poznanih vrsta pristopov. Bolj ali manj pa je vsem skupno to, da iš ejo tisto koli ino, ki predstavlja minimum stroškov naro anja in držanja zalog (Pu ko, 1993, str. 433). Planiranje zalog glede na uporabljeni model odlo a o velikosti serij in rokih ponovnega naro ila, ali pa o razdobjih, v katerih preverimo višino zalog in se odlo imo o novem naro ilu (Rozman, Rusjan, 1996, str. 18). Ko govorimo o pristopih k uravnavanju zalog, govorimo o delitvi teh dveh na dve glavni skupini, ki so v osnovi razdeljeni glede na vrsto potreb po materialih.. METODE ZA URAVNAVANJE Z ZALOGAMI. SISTEM ZALOG NEODVISNEGA POVPRAŠEVANJA. SISTEM S FIKSNO NARO ILNO KOLI INO. SISTEM ZALOG ODVISNEGA POVPRAŠEVANJA. PERIODI NI SISTEM NADOMESTITVE. JIT. MRP. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.18.
(25) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Slika: 5 metode za uravnavanje z zalogami Vir: Rusjan, 1999, str. 142. Sistem uravnavanja zalog, povezanih z neodvisnim povpraševanjem Pri tej vrsti povpraševanja se v zvezi z zalogami pojavljata dve osnovni vprašanji (Rusjan, 1999, str. 142): kolikšno koli ino naj podjetje naro a oziroma proizvede in kdaj naj sproži naro ilo oziroma proizvodnjo. Odgovor je odvisen od predpostavk; ali gre za znano - deterministi no ali negotovo – stohasti no povpraševanje. Modeli zalog, ki predpostavljajo deterministi no povpraševanje V deterministi nem primeru se predpostavlja, da so koli ine zalog, ki bodo potrebne v poznejših obdobjih, poznane z gotovostjo. e je povpraševanje po produktih (zalogah) konstantno skozi enake asovne intervale, govorimo o enakomernem povpraševanju, oziroma o neenakomernem, e je povpraševanje po zalogah spremenljivo. Modeli zalog, ki predpostavljajo stohasti no povpraševanje V veliki ve ini primerov povpraševanje vnaprej ni znano, kot smo to predpostavljali pri deterministi nem povpraševanju. Torej gre za negotovo povpraševanje v prihodnjem obdobju, kar obravnavajo modeli stohasti nega povpraševanja. Namesto povpre nega povpraševanja v asu dobavnega roka bomo upoštevali predvideno povpraševanje v asu dobavnega roka, ker slednje vklju uje sezonska nihanja in trend. Poznamo dva osnovna modela, in sicer za enakomerno in neenakomerno stohasti no povpraševanje (Rusjan, 1999, str. 143). Sistem uravnavanja zalog, povezanih z odvisnim povpraševanjem Pri sistemu uravnavanja zalog, povezanih z odvisnim povpraševanjem, imamo na voljo dva osnovna pristopa (Rusjan, 1999, str. 143): sistem planiranja potreb po materialih - sistem MRP (Materials Requirement Planning), ki je mogo zaradi razvoja na podro ju ra unalništva. S tem se je bistveno izboljšala možnost avtomatske obdelave podatkov;. sistem proizvodnje ob pravem asu (Just-in-time = JIT), ki je nastal z uvajanjem novejših proizvodnih na el. MRP sistem naro anja. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.19.
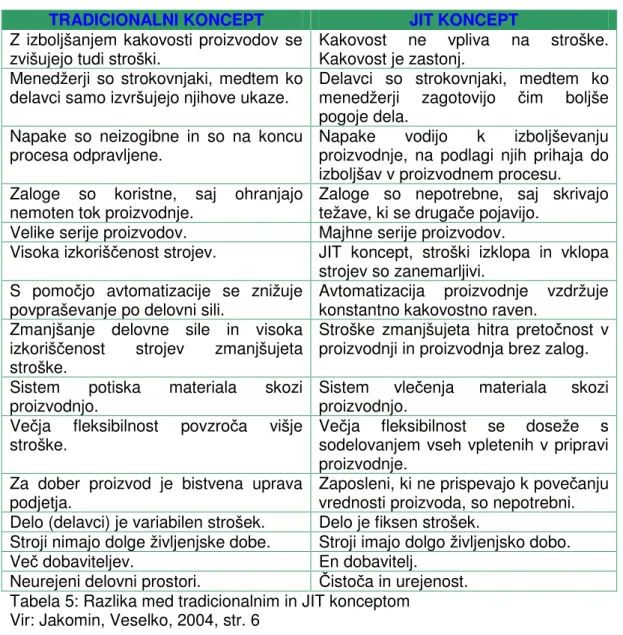
(26) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. MRP je tehnika za dolo anje komponent, potrebnih za izvedbo operativnega plana, kjer za izhodiš e dolo anja komponent vzamemo koli ine in termine dokon anih proizvodov iz tega plana. S pomo jo te tehnike opredelimo potrebne komponente za izvedbo plana, koliko vsake od njih in kdaj jo bomo potrebovali ter kdaj jih moramo naro iti, da bodo pravo asno dobavljene. V primeru širokega proizvodnega programa in kompleksnih proizvodov si moramo pomagati z ra unalnikom, saj so ti izra uni prezahtevni in preobsežni, da bi to ra unali ro no. MRP sistem omogo a zmanjšanje višine zalog in boljši izkoristek dela ter izboljša postrežbo kupcev. Sistem ima tri prednosti (Krajewski, Ritzman, 1996, str. 665): omogo a statisti no napovedovanje za komponente z neenakomernim povpraševanjem z dolgoro nim napovedovanjem nepravilnosti, ki nastanejo v povpraševanju. Izra una odvisno povpraševanje po komponentah iz plana produkcije predhodnih komponent, z namenom boljše napovedi potreb po njih;. daje menedžerjem uporabne informacije za planiranje zmogljivosti in oceno potrebnih finan nih sredstev;. avtomati no spremlja gibanje zalog in opozori planerja, kadarkoli je potrebna dobava katerekoli komponente. JIT sistem naro anja JIT sistem naro anja omogo a minimizacijo zalog in im hitrejši pretok materialov skozi proizvodni proces, kjer materiali vstopajo v proizvodni proces v trenutku in na mestu, kjer so potrebni. Za obstoj tega sistema je potrebna tesna povezava podjetja z dobavitelji. Nekatere poglavitne razlike med klasi nim nabavnim sistemom in JIT nabavnim sistemom prikazuje tTabela 2. Nabavne dejavnosti Izbira dobavitelja Izstavitev naro ila Sprememba naro il. Izpeljava naro il. Vhodna kontrola Vrednotenje dobavitelja Izdajanje ra unov. Tradicionalni pristop Najmanj dva dobavitelja; bistvena je cena Z naro ilom dolo ijo rok dobave in kakovost Rok dobave in kakovost pogosto spreminjajo v zadnjem trenutku Številni telefonski pogovori za reševanje dobavnih problemov Kontrola kakovosti in koli in skoraj za vsako dobavo Kakovostno vrednotenje; v asih so dovoljene tudi do 10 % razlike pri dobavi Pla ilo vsakega naro ila. JIT pristop Pogosto en lokalni dobavitelj; pogoste dobave Letno naro ilo; dobave na odpoklic po potrebi Rok dobave in kakovost sta stalna, koli ino prilagajajo po potrebi v okviru v naprej dolo enih omejitev Malo dobavnih problemov zaradi usklajenih pogodb; kakovostnih in dobavnih problemov ne dovoljujejo Za etna kontrola vzorca; kontrola kasneje ni potrebna Odmikov ne sprejemajo; cena je dolo ena fiksno na podlagi odprte kalkulacije Ra une zbirajo in pla ujejo. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.20.
(27) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. vsak mesec Tabela 3: Razlike med tradicionalnim in JIT nabavnim sistemom. Vir: Weele, 1998, str. 193. V okviru JIT je zelo poznan Toyota proizvodni sistem. Temelji na prepri anju, da je stroške mogo e znižati predvsem z odpravljanjem vseh nepotrebnih elementov v proizvodnji. Pogosto ga opisujejo kot »izcejanje vode iz suhe brisa e«. V celotnem procesu je torej potrebno ugotoviti vse tisto, kar za sam proces ni nujno, in potem poiskati ukrepe, s katerimi bi bilo to možno odpraviti. Nepotrebna proizvodnja ali proizvodnja v preveliki koli ini je seveda ista izguba, prav tako pa težave povzro a tudi nepravo asna proizvodnja. JIT sistem pomeni, da morajo potrebni deli priti na proizvodnjo linijo to no takrat in v takšni koli ini, kot jo tam potrebujejo. e princip JIT realiziramo v celotnem proizvodnem sistemu, je možno popolnoma odpraviti nepotrebne zaloge. To zmanjšuje skladiš ne stroške in pove a obra anje sredstev (Andrej i et al., 1998, str. 168). Mnogi ena ijo Toyota proizvodni sistem in Kanban metodo. Toyota proizvodni sistem je na in izdelave proizvodov, medtem ko Kanban omogo a zagotavljanjeoviti to neo in pravo asnoe oskrbeo in s tem just-in-time proizvodnjo. V bistvu je Kanban sistem informacijski sistem za harmoni no kontrolo proizvodnih koli in v vsakem procesu (Kaltnekar, 1989, str. 306). Za to metodo je zna ilno, da se na podlagi dejanskega stanja sproži proizvodnja in nabava (sistem vle enja materiala v proizvodnjo) ter ne na podlagi izdelanega plana, kot je to zna ilno za MRP (na elo potiskanja materiala v proizvodnjo). JIT sistem je predvsem uveljavljen med podjetji JV Azije, v tradicionalno evropska in ameriška podjetja pa so ga za ela vpeljevati japonska podjetja. Zanj je zna ilno, da podjetja oblikujejo svoje nakupne strategije na osnovi dolgoro nih odnosov z dobavitelji. To je ravno obratno od tradicionalnega mišljenja, da lahko trajnejše povezave pove ujejo odvisnost podjetja od dobavitelja, kar naj bi bilo za podjetje škodljivo. Vendar so sedanje konkuren ne razmere prisilile podjetja v uvajanje takega sistema. Razlike med doma imi evropskimi in ameriškimi podjetji ter podjetji JV Azije prikazuje tabela 3. Japonsko japonski. Japonsko ameriški. Ameriško ameriški. Evropski. 4,. 8,1. 16,3. 1,6. 1,6. 0,7. 238. 509. 442. 35,4. 14,8. 7,9. 98,0. 69,3. 32,9. Raven zaloge (v 1,5 dneh) Št. JIT dobav na 7,9 dan Št. dobaviteljev na 170 proizvodni obrat Delež delov dobavljenih po 45,0 sistemu JIT (v %) Delež delov od enega dobavitelja 12,1 (v %) Vir: Womack, Jones, Roos, 1991, str. 157.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.21.
(28) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Po asen prodor JIT sistema v zahodno-evropska in ameriška podjetja je posledica dejstva, da tak sistem temelji na popolnoma druga ni proizvodni filozofiji in zahteva nov pristop k poslovanju (Dimitrovi , 1996, str. 38).. Sistem vle enja Klasi en pristop zagovarja planiranje in koordiniranje pretoka potrebnega materiala v skladu z operativnim planom. Operativni plan dolo a nabavo materiala in plasiranje proizvodnih nalog. Ko je material enkrat v proizvodnji, ga je potrebno potiskati skozi razli ne operacije v proizvodnji (angl.The Push System), dokler ne dobimo kon nega proizvoda. Problemi se pojavljajo predvsem s spremembami naro il in s tem povezanim pospeševanjem nujnih naro il. V praksi to pogosto pripelje do kumuliranja materialov za dolo eno obdobje (dan ali teden), operativni organ pa dolo a vrstni red obdelave teh nalog. JIT koncept zagovarja princip vle enja materialov skozi proizvodnjo (angl. The Pull System). V tem primeru ne lansiramo proizvodnih nalogov glede na nek terminski plan, kot je to zna ilno za MRP, temve potrebe v kasnejših operacijah sprožajo proizvodnjo v prejšnjih operacijah. Izhodiš e sprožanja proizvodnje vsake od komponent je torej potreba po montaži dokon anega proizvoda. Sistem vle enja tako prepre uje preveliko in ravno tako premajhno proizvodnjo (Rusjan, 1997, str. 151). Tak sistem kontrole proizvodnje imenujemo kanban. Sistem KANBAN KANBAN1 je enostaven sistem kontrole proizvodnje, ki temelji na principu vle enja materialov od enega do drugega delovnega centra. Lahko re emo, da je uporaba kanbana bistvo IT. Kanban je japonska beseda za kartico, ki kontrolira izvajanje del v zaporednih procesih. Sistem je bil pred leti razvit v podjetju Toyota Motors Company in je uvedel posebno plastificirano kartico2. Naro anje je potekalo tako, da je dolo eni delovni center poslal kartico s podatki o potrebnem materialu predhodnem delovnemu centru. Podatki so se nanašali na vrsto in koli ino materiala. Glavna naloga in hkrati cilj kanbana je sporo anje delovnim centrom, da obstaja potreba po proizvodnji dolo enih komponent in zagotavljanje, da bodo te komponente pravo asno na razpolago za uporabo v nadaljnjih proizvodnih ali montažnih operacijah. To zagotovimo z izvajanjem principa vle enja skozi proizvodnjo. Osnova sistema je mese ni plan montaže, na podlagi katerega se dolo a koli ina posameznega kanbana in njihovo število. Te kartice so edina avtoriteta za naro ilo proizvodnji. Lahko imamo sistem z dvema ali eno vrsto kanbana, lahko imamo sistem samo med proizvodnimi fazami, lahko mu dodamo. 1. V delu uporabljamo KANBAN z velikimi rkami kot sinonim za sistem, kanban z malimi rkami pa kot sinonim za oznako ali kartico, ki nadomeš a naro ilo. 2 Veliko podjetij na Japonskem sistema KANBAN danes ne uporablja. Uporabljen je v podjetju Toyota Motor Company, ni pa splošno zna ilen za vsa japonska podjetja. Veliko japonskih in tudi ameriških podjetij uporablja sistem vleke v povezavi s kakšno drugo metodo.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.22.
(29) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. skladiš a in v idealnem primeru na isti na in poslujemojo z dobavitelji. KANBAN3 je enostaven sistem kontrole proizvodnje, ki temelji na principu vle enja materialov od enega do drugega delovnega centra. Lahko re emo, da je uporaba kanbana bistvo IT. Kanban je japonska beseda za kartico, ki kontrolira izvajanje del v zaporednih procesih. Sistem je bil pred leti razvit v podjetju Toyota Motors Company in je uvedel posebno plastificirano kartico4. Naro anje je potekalo tako, da je dolo eni delovni center poslal kartico s podatki o potrebnem materialu predhodnem delovnemu centru. Podatki so se nanašali na vrsto in koli ino materiala. Glavna naloga in hkrati cilj kanbana je sporo anje delovnim centrom, da obstaja potreba po proizvodnji dolo enih komponent in zagotavljanje, da bodo te komponente pravo asno na razpolago za uporabo v nadaljnjih proizvodnih ali montažnih operacijah. To zagotovimo z izvajanjem principa vle enja skozi proizvodnjo. Osnova sistema je mese ni plan montaže, na podlagi katerega se dolo a koli ina posameznega kanbana in njihovo število. Te kartice so edina avtoriteta za naro ilo proizvodnji. Lahko imamo sistem z dvema ali eno vrsto kanbana, lahko imamo sistem samo med proizvodnimi fazami, lahko mu dodamo skladiš a in v idealnem primeru na isti na in poslujejo z dobavitelji. Poleg mese nega plana se izdeluje še kon ni plan montaže, ki pokriva obdobje do enega tedna in je fiksen. Kanbani so povezani z na inom skladiš enja vmesnih zalog. Vsak zabojnik, v katerem skladiš imo material ali komponente, ima prirejen kanban. Takoj, ko se zaradi porabe na montaži izprazni zabojnik dolo ene komponente, se kanban lansira v oddelek izdelave te komponente. Koli ina in vrsta komponente na kanbanu predstavlja naro ilo za proizvodnjo. Praviloma se proizvaja v zaporedju prihajanja kanbanov v oddelek. Uporaba KANBANA in JIT koncepta prinaša številne prednosti pri planiranju in kontroli proizvodnje. Potrebnih je manj vhodnih podatkov. Strukture teh podatkov so enostavne. Planiranje rokov je poenostavljeno ali celo odpravljeno. Detajlno obremenjevanje kapacitet ni potrebno. Planska dokumentacija od nivoja montaže nazaj ni ve potrebna, zamenjujejo jo kanbani, kontrola zalog je enostavna in zanesljiva. Kot smo že omenili, poznamo ve razli nih tipov in variacij KANBAN sistema. Najbolj razvit in najve krat kopiran je dvojni KANBAN sistem, ki so ga razvili pri Toyoti. Toyota uporablja proizvodni kanban in transportni kanban (ker uporablja dva razli na tipa kanban sistema, gre za dvojni KANBAN sistem), ki je tudi predstavljen in viden na sliki 2. Prvi ima pooblastila za proizvodnjo, drugi pa za premikanje proizvodov. Vsak kanban je fizi no pritrjen na zabojnik (Rusjan, 1997, str. 163).. 3. V delu uporabljamo KANBAN z velikimi rkami kot sinonim za sistem, kanban z malimi rkami pa kot sinonim za oznako ali kartico, ki nadomeš a naro ilo. 4 Veliko podjetij na Japonskem sistema KANBAN danes ne uporablja. Uporabljen je v podjetju Toyota Motor Company, ni pa splošno zna ilen za vsa japonska podjetja. Veliko japonskih in tudi ameriških podjetij uporablja sistem vleke v povezavi s kakšno drugo metodo.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.23.
(30) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Slika 6: Dvojni KANBAN sistem. Vir: Russell, Taylor, 1998, str. 721 Delo v dvojnem Kanban sistemu poteka po slede em vrstnem redu (Russell, Taylor, 1998, str. 721): proces B sprejme proizvodni kanban. Proizvesti mora dovolj proizvodov, da zapolni zabojnik, na katerem je pritrjen proizvodni kanban,. da zadostijo potrebam proizvodnje, proces B prazni zabojnik polproizvodov in, ko je potrebno, naro a nove pri predhodnem delovnem mestu, to je pri procesu A,. potreba po novih polproizvodih spodbudi premik transportnega kanbana iz procesa B v proces A,. v procesu A napolnijo zabojnik s polproizvodi, pritrdijo transportni kanban ter zabojnik hitro pošljejo do procesa B,. proizvodni kanban, ki je prvotno spremljal poln zabojnik, je sedaj dolo en praznemu zabojniku, kjer spodbuja proizvodnjo pri procesu A,. proizvodnja v procesu A potrebuje zabojnik materiala. Novo naro ilo materiala ni potrebno, saj sta na razpolago še dva zabojnika materiala. Med posameznimi delovnimi centri so zaloge nedokon ane proizvodnje v majhnih zabojnikih, število zabojnikov pa je to no dolo eno. Ko so vsi zabojniki na dolo enem delovnem mestu napolnjeni, se proizvodnja ustavi in stoji, dokler se komponente iz kateregakoli zabojnika ne porabijo v nadaljnjih operacijah. Zaloge nedokon ane proizvodnje so torej omejene s številom zabojnikov (Rusjan, 1997, str. 164). Število zabojnikov omejuje zaloge nedokon ane proizvodnje, zato je zelo pomembno, kako njihovo število izra unamo. Kolikšno število zabojnikov bomo uporabili, je odvisno od hitrosti porabe, velikosti zabojnikov in asa kroženja zabojnika.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.24.
(31) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. Tako lahko uporabimo naslednjo ena bo: (DT) n = -------C kjer je: n = število zabojnikov D = hitrost porabe v uporabniškem delovnem centru C = velikost zabojnika v številu komponent T = as, potreben, da zabojnik opravi en krog, od proizvodnje in polnjenja, akanja v izhodnem skladiš u, notranjega transporta, akanja v vhodnem skladiš u, porabe do vra ila praznega zabojnika. Maksimalna zaloga je v tem primeru: maksimalna zaloga = n * C = D * T Zaloga je dolo ena s številom in velikostjo zabojnikov, zmanjšamo jo lahko predvsem s skrajšanjem asa, potrebnega, da zabojnik opravi en krog. Lahko re emo, da KANBAN povezuje vsa delovna mesta in dobavitelje in je najbolj primeren za proizvodnjo z enakomernim povpraševanjem, s standardnimi opcijami izdelkov. Primerna je organizacija proizvodnje v obliki proizvodnih celic. Izkušnje so pokazale, da uporaba ni primerna le za JIT proizvodnjo, ampak da sistem KANBAN lahko samostojno ali v kombinaciji z drugimi sistemi planiranja in kontrole proizvodnje pogosto uporabljamo. Zaradi preglednosti in enostavnosti doživlja vse širšo uporabo (Rusjan, 1997, str. 165). Majhne serije proizvodov Temeljno izhodiš e dosedanjega razvoja sistemov upravljanja proizvodnje je bil model optimalne ali ekonomi ne koli ine (EOQ; Economic Order Quantity). Osnovna filozofija modela temelji na upoštevanju klju nih spremenljivk, ki vplivajo na ekonomi nost serije ali naro ila. Te so (Didovi , 1996, str. 17): stroški posameznega naro ila ali razpisa serije, stroški zalog in skladiš enja, stroški nastavitve strojev in menjave orodij. V sodobnem okolju postaja prikazan model vse manj uporaben. V pogojih, ko se serije enakih izdelkov manjšajo, se pojavi vprašanje, ali je optimalno proizvodno koli ino sploh mogo e realizirati na tržiš u in ali bi s proizvodnjo optimalne serije še zadovoljili zahtevane dobavne roke itd. Razviti so bili tudi številni ra unalniško podprti sistemi upravljanja proizvodnje, najbolj znana sta že omenjena MRP/1 in MRP/2. Koncept oz. strategija JIT v osnovi zavra a pristop, ki temelji na modelu optimalne ali ekonomi ne proizvodne koli ine. Izhaja iz ugotovitve, da ob bistvenem zmanjšanju spremenljivk, ki v tem modelu pove ujejo serijo (to so as menjave orodij in nastavitve strojev, as in stroški posamezne serije), postane optimalna koli ina pravzaprav en sam kos, saj so tedaj stroški zalog najmanjši. Cilj JIT je dodajanje vrednosti in ne stroškov. Prednost Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.25.
(32) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. koncepta JIT je dejansko v njeni preprostosti in razumljivosti, preproste metode in tehnike pa jo omogo ajo tudi uresni iti. Majhne serije proizvodov zahtevajo tudi manj prostora in manjše kapitalske vložke. Proces proizvodnje lahko poteka na dosti manjšem prostoru, kar pomeni, da je transport med delovnimi mesti krajši, prav tako je možnost, da pride do napak, manjša. Delavci so pri manjših serijah proizvodov bolj pozorni, lažje in hitreje zaznavajo proizvode z napakami. Zaradi tega so delovna mesta med seboj bolj povezana; posledica tega je boljše sodelovanje med njimi, kar pripelje do hitrejšega odpravljanja ozkih grl in ostalih napak v proizvodnji. eprav lahko podjetja proizvajajo majhne serije brez uporabe sistema vle enja ali kanban sistema, je to veliko težje, kajti koordinacija med majhno serijo in potisnim sistemom je zahtevnejša. Iz kanban formule je razvidno, da zmanjšanje števila kanbanov potrebuje ustrezno zmanjšanje varnostnih zalog. Potreba po varnostnih zalogah se zmanjša, e sta povpraševanje in nabava usklajena, v proizvodnji pa ne prihaja do zastojev. Prilagodljivi viri (delavci, stroji) omogo ajo sistemu hitrejšo in boljše predvidevanje in s tem boljše reakcije ob spremembah povpraševanja. Spremembe povpraševanja se lahko kontrolirajo tudi s konstruktivnim in recipro nim odnosom med podjetjem in kupci. as priprave proizvodnje (angl. lead time) je sestavljen iz štirih komponent (Clark, Fujimoto, 1991, str. 385): obdelovalni as, transportni as, akalni as, as, porabljen za menjavo orodij. Obdelovalni as lahko skrajšamo z zmanjšanjem števila proizvodov in z ve jo u inkovitostjo delavcev in strojev. Transportni as se skrajša, e so stroji postavljeni bolj skupaj, e so postopki premikanja poenostavljeni, e so transportne poti standardizirane ali e transport ni ve potreben. Na krajši akalni as vpliva boljši razpored materiala, delavcev, strojev ter zadovoljive kapacitete. Po asna menjave orodij je v ve ini podjetij glavni razlog za zastoje v proizvodnji. Zmanjšanje asa, porabljenega za menjavo orodij, je pomemben sestavni del JIT. Kakovost Kakovost opredeljujemo kot skladnost z zahtevami. Ta opredelitev zajema najrazli nejša podro ja, od poslovanja celotnega podjetja do samega izdelka. Podjetje pravzaprav najbolj zanima prav kvaliteta izdelka. Kvaliteten izdelek pomeni izdelek, katerega lastnosti in opravljanje dolo ene funkcije se ujema z zahtevami in standardi, ki jih postavijo projektanti izdelka na podlagi tržnih zahtev (Rozman, 1994, str. 258). Tema JIT in kakovost sta velikokrat predstavljeni logi no druga od druge. e se kakšno podjetje zadovolji z vplivanjem na kakovost, ne da bi se preobrazilo na JIT, bo uresni ilo le del izboljšav, nezadostnih za njegov proizvodni proces. Dobilo bo le manjši del možnih koristi v zvezi z znižanjem rokov, zalog in stroškov. Zmanjšanje. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.26.
(33) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. izmeta je tudi omejeno, ker proizvodnji proces ni poenostavljen, racionaliziran in povezan v duhu JIT. Obratno pa napredek JIT terja zanesljivost procesa in izboljšuje kakovost. JIT in kakovost sta torej nerazdružljiva. JIT omogo a obvladovanje nepogrešljive kakovosti. Vendar omogo a iti veliko dlje z vidika izboljšav u inkovitosti in konkuren nosti (Beranger, 1989, str. 116). Kakovost praviloma opredeljujemo v povezavi s pri akovanji kupcev. Kakovosten izdelek naj bi zadovoljil ali celo presegel zahteve, pri akovanja kupcev. Na kakovost torej vpliva pri akovanje kupcev in je s tem vedno v dolo eni meri subjektivna. Pogosto pojem kakovosti zamenjujemo z razredom, klaso izdelka. Tako mercedes kot hyundai sta lahko kakovostna avtomobila v svojem razredu, eprav je mercedes udobnejši in ima ve dodatne opreme. Važno je, v kolikšni meri oba zadovoljita pri akovanja kupcev. Na to pa v veliki meri vpliva odnos med skupkom lastnosti proizvoda in ceno proizvoda. Ohno je klasificiral dimenzije kakovosti tako, da je prikazal elemente kakovosti tako z notranjega kot tudi zunanjega vidika kakovosti. Lo i osem dimenzij kakovosti (Ohno,1988, str.127): delovanje izdelka: sem uvrš a predvsem operativne lastnosti izdelka,. dodatki: predstavljajo dodatne lastnosti izdelka, ki niso osnovni del funkcionalnosti izdelka, pripomorejo pa k ve jemu zadovoljstvu kupca,. zanesljivost: predstavlja verjetnost, da ne pride do okvare v dolo enem obdobju,. izdelava: gre za stopnjo upoštevanja specifikacij izdelka pri njegovi izdelavi,. trajnost: meri življenjsko dobo izdelka,. storitve: sem uvrš amo predvsem poprodajne storitve,. estetika: vklju uje zgled, zvok, vonj, okus, prijetnost in podobno. Predstavlja izrazito subjektivno dimenzijo,. kup evo dojemanje kakovosti: kupec praviloma nima na razpolago popolne informacije o izdelku. Na dojemanje kakovosti tako pogosto vplivajo dejavniki, kot so podoba podjetja, reklamiranje, blagovna znamka in podobno, tudi e je dejansko stanje glede kakovosti druga no. Za dojemanje kakovosti je torej bistveno kup evo mišljenje glede kakovosti, ki pa ni zasnovano na popolni realni informaciji. Visoka kakovost proizvodov je osnovno vodilo JIT sistemov. V sodobni družbi je kakovost proizvodov postala najvplivnejši dejavnik uspeha. To trditev preprosto ponazarjamo s sliko 3, ki prikazuje povezave med kakovostjo in njenim vplivom na uspešnost poslovanja.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.27.
(34) Univerza v Mariboru - Fakulteta za organizacijske vede. Diplomsko delo visokošolskega strokovnega. študija. VISOKA KAKOVOST. NIŽJI STROŠKI: manj izmeta, manj popravil, napak,, zastojev, zamud, boljši izkoristek strojev oin materiala. VIŠJA PRODUKTIVNOST. VIŠJI TRŽNI DELEŽ, VISOKA KAKOVOST IN NIŽJA CENA VE JE MOŽNOSTI RAZVOJA PODJETJA Slika 7: Vpliv kakovosti na uspešnost podjetja. Vir: Hutchins, 1989, str. 107.. Ivan Sepaher: Uvajanje (JIT) koncepta ravno pravo asno v proizvodnji karoserijskih delov. Adria Mobil d.d.28.
Gambar
Dokumen terkait
Langkah selanjutnya adalah memberikan kesempatan kepada masing-masing dosen dan mahasiswa untuk menganalisis dan menyampaikan pendapat mereka mengenai nilai-nilai
Abstrak. Film Eat Pray Love mengambil latar belakang di Pulau Bali dikarenakan pembuat film ingin melakukan pertukaran budaya dengan cara memahami hasil budaya
SIG sebagai suatu kumpulan yang terorganisir dari perangkat keras komputer, perangkat lunak, data geografi, dan personil yang dirancang secara efisien untuk memperoleh,
Disamping itu digunakan untuk mengetahui tingkat status gizi seseorang dengan melakukan pemeriksaan fisik yaitu tanda (sign) dan gejala (symptom) atau riwayat
Siswa yang menggunakan kemampuan representasi matematis visual dan simbolik ( VsSi ) dalam menyelesaikan masalah matematis dapat memahami dan memperjelas masalah pada soal dengan
BAB 2 LANDASAN TEORI. berhubungan di mana dirancang untuk memperoleh informasi yang diperlukan dalam
Inheritance digunakan untuk menggambarkan hubungan dua atau lebih aktor dalam satu sistem dengan sebuah aktor abstrak untuk menyederhanakan diagram karena aktor
Kesetaraan Gender (gender equality) adalah posisi yang sama antara laki-laki dan perempuan memperoleh akses, partisipasi, kontrol, dan manfaat dalam aktifitas kehidupan baik
