BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sumatera Wood Industry merupakan salah satu perusahaan bergerak dalam bidang pembuatan kerajinan kayu berupa daun pintu kayu yang berkualitas ekspor. Pada awal pendiriannya bernama PT. Surya Mas berjalan ± 10 tahun,
kemudian terjadi pergantian kepemilikkan perusahaan serta perubahan anggaran dasar dalam perusahaan menjadi PT. Sumatera Wood Industry pada tanggal 20 Desember 2010 berdasarkan akte notaris No. 0012 Tahun 2010.
PT. Sumatera Wood Industry memasarkan hasil produksinya dengan mengekspor ke luar negeri seperti Malaysia, Singapura, dan negara-negara di
benua Afrika. Oleh karena itu, perusahaan selalu menjaga kualitas produksinya agar dapat bersaing di pasar luar negeri. Namun seiring perkembangannya,
perusahaan ini memilih untuk fokus memasarkan hasil produksinya hanya ke dalam negeri dengan tetap menjaga kualitas ekspornya. Dalam mendistribusikan produksinya, perusahaan menggunakan jalur transportasi darat ke wilayah di
sekitar kota Medan dan kota-kota besar di Pulau Sumatera.
2.2. Ruang Lingkup Bidang Usaha
diperoleh dari kota-kota di sekitar wilayah kota Medan. Bahan tambahan yang
digunakan dalam pengolahan kayu ini adalah bahan-bahan seperti label, karton pengaman siku, plastik, boraks, lem syntheco, dan tepung dempul yang dapat meningkatkan mutu dan kualitas secara lebih baik, sedangkan bahan penolong
yang digunakan berupa kayu bakar dan kertas amplas/kertas pasir untuk menghaluskan permukaan pintu dalam menunjang proses produksi.
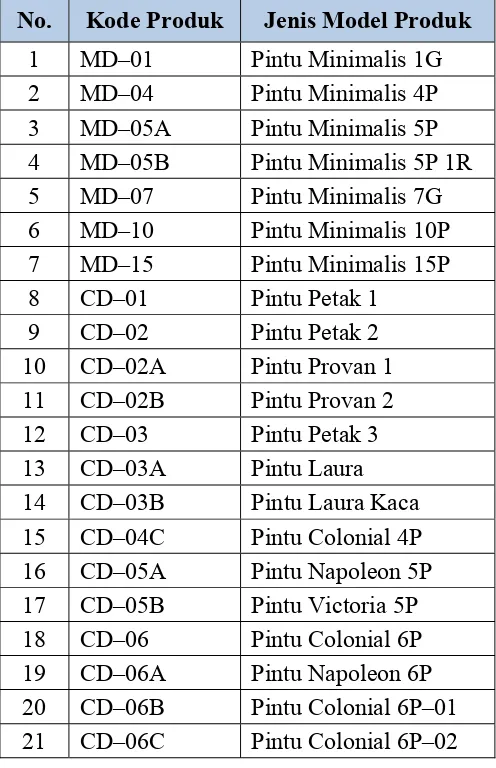
Adapun model-model produk yang diproduksi PT. Sumatera Wood Industry dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jenis Model Produk PT. Sumatera Wood Industry
Tabel 2.1. Jenis Model Produk PT. Sumatera Wood Industry (Lanjutan)
No. Kode Produk Jenis Model Produk 22 CD–08 Pintu Colonial 8P–01 23 CD–08C Pintu Colonial 8P–02 Sumber : PT. Sumatera Wood Industry
Adapun gambar dari tiap-tiap model produk yang diproduksi PT. Sumatera Wood Industry terlampir pada Lampiran I.
Perusahaan melaksanakan produksinya berdasarkan pesanan, khususnya
dari CV. Jaya Wood yang merupakan distributor tunggal sesuai dengan model pintu, jenis kayu, dan ukurannya.
2.3. Lokasi Perusahaan
PT. Sumatera Wood Industry beralamat di Jalan Mariendal Pasar IV Gang Baru No. 1, Kecamatan Patumbak, Medan, Sumatera Utara, Indonesia. Kantor pusat yang juga berada di lokasi pabrik, hal ini dilakukan agar memudahkan aktivitas komunikasi di dalam menunjang kelancaran usaha dalam mencapai
tujuan perusahaan.
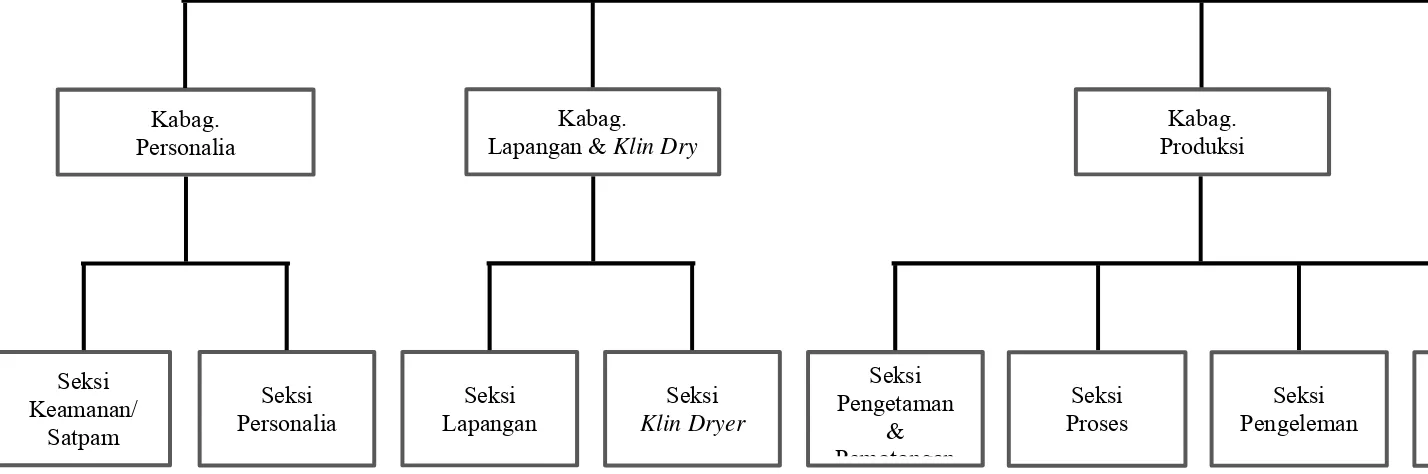
2.4. Organisasi dan Manajemen Perusahaan 2.4.1. Struktur Organisasi Perusahaan
jawab kerja berdasarkan fungsi masing-masing bagian, dan tidak ada perintah
kerja langsung dari direktur terhadap para pekerja di lantai produksi. Tipe fungsional juga ditandai dengan adanya hubungan horizontal antara kepala bagian, di mana kepala bagian yang satu tidak berhak memerintah kepala bagian
yang lainnya tetapi dalam melakukan pekerjaannya saling terhubung, artinya bahwa pekerjaan yang satu akan mempengaruhi pekerjaan yang lain. Struktur
Gambar 2.1. Struktur Organisasi PT. Sumatera Wood Industry Seksi
Klin Dryer
Seksi Pengetaman
& Pemotongan
Seksi Proses
Seksi Pengeleman Seksi
Keamanan/ Satpam
Seksi Personalia
Seksi Lapangan Kabag.
Personalia
Kabag.
Lapangan & Klin Dry
2.4.2. Uraian Tugas
Penguraian tugas pada PT. Sumatera Wood Industry dibagi menurut fungsi yang telah ditetapkan. Uraian tugas ini dikenal dengan job description, di mana pekerjaan berdasarkan posisi dan jabatan di dalam perusahaan. Adapun fungsi
masing-masing dari struktur organisasi perusahaan tersebut, yaitu :
1. Direktur yaitu bertugas dalam mengatur dan memonitor seluruh kegiatan yang
menyangkut di perusahaan.
2. Kepala Bagian Personalia mengatur beberapa bagian, seperti :
a. Seksi Keamanan/Satpam adalah pekerja-pekerja yang bertugas menjaga
seluruh keamanan yang ada di perusahaan.
b. Seksi Personalia adalah bagian yang mengawasi dan membentuk suatu
sistem yang memadai dalam hal pencarian, penyeleksian, penempatan, perotasian, promosi, degradasi, dan pemberhentian karyawan di perusahaan.
3. Kepala Bagian Lapangan mengatur beberapa bagian, seperti :
a. Seksi Lapangan adalah pekerja-pekerja yang bekerja di bagian proses
vacuuming (pemasakkan) balok kayu di mesin vacuum.
b. Seksi Klin Dry adalah pekerja-pekerja yang bekerja di bagian proses pengeringan bahan baku kayu pada alat pengering (klindryer).
4. Kepala Bagian Produksi mengatur beberapa bagian, seperti :
a. Seksi Pengetaman dan Pemotongan adalah pekerja-pekerja yang bertugas mengetam dan memotong bahan baku kering sesuai dengan ukuran-ukuran
b. Seksi Proses adalah pekerja-pekerja yang bertugas memproses setiap
komponen-komponen yang diperlukan dalam pembuatan pintu kayu.
c. Seksi Pengeleman adalah pekerja-pekerja yang bertugas memberi pengeleman di sisi-sisi tertentu pada setiap komponen yang akan dirakit.
d. Seksi Perakitan adalah pekerja-pekerja yang bertugas merakit seluruh komponen-komponen yang diperlukan untuk menjadi satu kesatuan yaitu
pintu kayu jadi.
5. Kepala Bagian Finishing mengatur beberapa bagian, seperti :
a. Seksi Packing adalah pekerja-pekerja yang bertugas memberi label dan karton pengaman pada pintu kayu untuk dibungkus dengan plastik.
b. Seksi Quality Control adalah bagian yang bertugas untuk mengawasi kualitas dari hasil produk yang dihasilkan oleh pekerja.
6. Kepala Bagian Pembelian Bahan Baku mengatur beberapa bagian, seperti : a. Seksi Persediaan adalah bagian yang bertugas untuk mengawasi
persediaan-persediaan yang dibutuhkan di perusahaan.
b. Seksi Pembelian adalah bagian yang melakukan pembelian bahan-bahan yang diperlukan di perusahaan.
7. Kepala Bagian Pemasaran mengatur beberapa bagian, seperti :
a. Seksi Pemasaran adalah bagian yang bertugas memasarkan dan
mendistribusikan produk hasil produksi yang dipesan oleh konsumen. 8. Kepala Bagian Keuangan mengatur beberapa bagian, seperti :
b. Seksi Collector adalah bagian yang menagih hutang dari konsumen.
c. Seksi Kasir adalah bagian yang menangani jumlah keuangan yang terdapat dalam kas berupa transaksi jual beli dalam kurun waktu per hari.
9. Kepala Bagian Teknik mengatur beberapa bagian, seperti :
a. Seksi Perawatan Mesin adalah bagian yang bertugas memeriksa dan memelihara mesin secara berkala. Serta memperbaiki mesin apabila terjadi
kerusakan.
b. Seksi Listrik adalah bagian yang mengawasi kelistrikan di perusahaan.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Sumatera Wood Industry terdapat beberapa jenis pekerja, yaitu :
1. Tenaga kerja langsung
Tenaga kerja langsung meliputi semua tenaga kerja yang langsung
berhubungan dengan proses pembuatan produk, seperti pekerja di bagian produksi.
2. Tenaga kerja tidak langsung
Tenaga kerja tidak langsung meliputi semua karyawan/tenaga kerja tidak langsung berhubungan pembuatan produk, seperti bagian administrasi,
keamanan, dan lain-lain. 3. Tenaga kerja honorer
Tenaga kerja honorer adalah tenaga kerja yang dibutuhkan untuk hal-hal
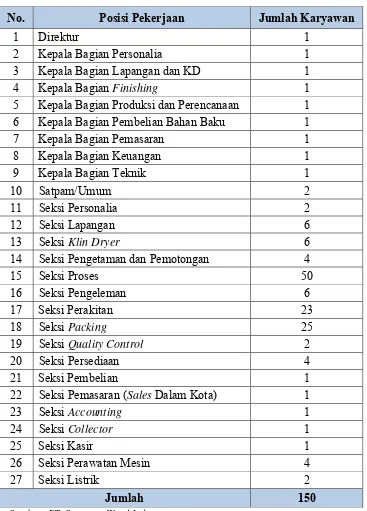
Rincian jumlah tenaga kerja yang ada pada PT. Sumatera Wood Industry dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jumlah Tenaga Kerja PT. Sumatera Wood Industry
No. Posisi Pekerjaan Jumlah Karyawan
1 Direktur 1
2 Kepala Bagian Personalia 1 3 Kepala Bagian Lapangan dan KD 1
4 Kepala Bagian Finishing 1 5 Kepala Bagian Produksi dan Perencanaan 1
6 Kepala Bagian Pembelian Bahan Baku 1 7 Kepala Bagian Pemasaran 1
14 Seksi Pengetaman dan Pemotongan 4
15 Seksi Proses 50
Dengan berlakunya peraturan DEPNAKER (Departemen Tenaga Kerja)
nomor KEP. 102/MEN/VI/2004 bahwa jam kerja seorang karyawan dalam perusahaan adalah 40 jam kerja per minggu, selebihnya akan dikira sebagai jam lembur. Maka, pengaturan jam kerja karyawan yang berlaku di PT. Sumatera Wood Industry adalah sebagai berikut :
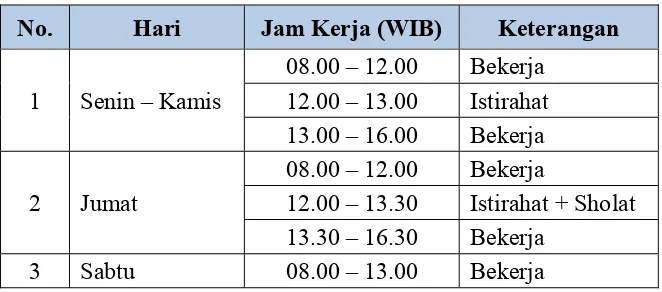
1. Karyawan Kantor dan Karyawan Bagian Produksi
Jam kerja karyawan kantor dan karyawan bagian produksi dapat dilihat pada Tabel 2.3.
Tabel. 2.3. Sistem Pembagian Jam Kerja Karyawan Kantor dan Karyawan Bagian Produksi
No. Hari Jam Kerja (WIB) Keterangan
1 Senin – Kamis Sumber : PT. Sumatera Wood Industry
2. Karyawan Bagian Keamanan (Satpam)
Jam kerja karyawan bagian keamanan (satpam) dapat dilihat pada Tabel 2.4.
Tabel. 2.4. Sistem Pembagian Jam Kerja Karyawan Bagian Keamanan
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Sumatera Wood Industry diatur berdasarkan status pekerja, apakah karyawan tetap atau tenaga kerja harian. Pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, dan prestasi kerja dari
karyawan yang bersangkutan. Sedangkan untuk besarnya upah terendah yang diberikan kepada pekerja sesuai dengan kebijaksanaan pemerintah tentang upah
minimum regional (UMR).
Pengupahan pada perusahaan PT. Sumatera Wood Industry terdiri atas : 1. Upah pokok.
2. Tunjangan insentif.
3. Tunjangan transportasi, makan, dan lain-lain.
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur (TUL). Selain itu kesejahteraan bagi pegawai, karyawan perusahaan juga diperhatikan dengan memberikan suatu
jaminan sosial (jamsostek) dan tunjangan bagi karyawan. Adapun tunjangan yang diberikan antara lain :
1. Tunjangan Hari Raya dan Tahun Baru.
2. Biaya pengobatan/kesehatan. 3. Tanggungan kecelakaan kerja.
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan/Produk
Standar mutu bahan/produk yang diterapkan PT. Sumatera Wood Industry adalah suatu sistem yang dapat mengendalikan produk ataupun bahan baku agar
tidak menjauhi spesifikasi standar yang telah ditetapkan oleh perusahaan. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang dipasarkan.
Pembagian tingkatan mutu ini dilihat berdasarkan cacat kayu atau produk dari lubang, keretakan, perenggangan, warna, dan ukuran-ukuran yang akan digunakan.
Lubang kayu adalah cacat kayu yang diakibatkan oleh serangga-serangga kayu. Lubang paling banyak terjadi adalah lubang jarum yang ukurannya sangat
kecil tetapi sangat berpengaruh sekali pada mutu kayu.
Warna kayu dapat terlihat tidak baik karena adanya noda-noda akibat jamur, hal ini dapat dicegah dengan melakukan pengeringan secara cepat sehingga
persentase air pada balok kayu menjadi 10–12%. Pengeringan seperti ini sulit dilakukan secara alami karena proses pengeringan lambat, sehingga pengeringan dilakukan dengan alat pengering (kiln dryer) agar prosesnya lebih cepat.
Kondisi kayu yang terdapat pecah-pecah dan celah-celah halus juga dapat mengurangi mutu kayu. Pecah dan celah pada kayu ada tiga jenis yaitu :
1. Pecah pada permukaan kayu
Pecah pada permukaan kayu ini terjadi akibat permukaan kayu gergajian mengering lebih cepat daripada bagian dalamnya. Permukaan kayu akan
Serat-serat kayu dipaksa meregang oleh renggangan yang tidak merata di
permukaan. 2. Celah-celah
Celah-celah terjadi karena pengeringan kurang baik ataupun gergajian akan
mengering tetapi terjadi perubahan lebar pada permukaan kayu tersebut. 3. Pecah di bagian ujung
Pecahan yang terjadi pada permukaan kayu yang dikeringkan secara alami. Cacat lain yang dapat mempengaruhi mutu kayu adalah mata kayu. Mata kayu timbul pada dahan-dahan yang bersambung pada batang pohon.
Ada beberapa jenis mutu produk daun pintu kayu. Namun pada PT. Sumatera Wood Industry ini menggunakan mutu produk pada Grade C, yaitu : 1. Pin Hole (lubang jarum) pada satu pintu terdapat maksimum 50 buah dan
tidak boleh menumpuk pada satu tempat. Pin hole ini harus didempul dengan baik sehingga warna dempulan hampir sama dengan warna kayu.
2. Shot Hole (lubang korek) pada satu pintu terdapat maksimum 30 buah dan harus disisip dengan kayu sehingga warna hampir sama dengan warna kayu. 3. Colour Matching boleh mendekati (little match), diupayakan agar sewarna. 4. Konstruksi pintu tidak diperbolehkan renggang.
5. Sap Wood yang terang (tidak mati warna) pada satu pintu terdapat maksimum 50% dari lebar komponen, warna biru dan hitam yang diperbolehkan.
6. Jenis kayu harus sesuai dengan permintaan sesuai kontrak kerja. 7. Moisture Content (MC) harus sesuai dengan kontrak.
9. Tidak diperbolehkan Any unsound defect (setiap cacat unsound), seperti pecah dalam (honey combing), retak memanjang, mata kayu mati, dan lain-lain. 10.Tidak diperbolehkan Decay (busuk).
2.5.2. Bahan yang Digunakan
Adapun bahan-bahan yang digunakan untuk memperlancar terjadinya
proses produksi di PT. Sumatera Wood Industry dapat dikelompokkan atas bahan baku, bahan penolong, dan bahan tambahan.
1. Bahan Baku
PT. Sumatera Wood Industry menggunakan bahan baku berupa kayu setengah jadi atau kayu belahan dengan jenis kayu sembarang kampung, meranti, kapur,
dan sebagainya yang diperoleh dari kota-kota di sekitar wilayah kota Medan. 2. Bahan Penolong
Bahan penolong yang digunakan PT. Sumatera Wood Industry berupa kayu bakar pada pembakaran tungku untuk alat pengering (kiln dryer) dan kertas amplas/kertas pasir yang digunakan untuk menghaluskan permukaan pintu yang dihasilkan agar mutu produk menjadi lebih baik.
3. Bahan Tambahan
Adapun bahan tambahan yang digunakan dalam proses produksi adalah :
a. Label, digunakan untuk menunjukkan merek dan spesifikasi dari produk yang akan dikirim.
b. Karton Pengaman Siku, digunakan untuk melindungi daun pintu kayu dari
c. Plastik, digunakan untuk membungkus keseluruhan daun pintu kayu agar
tidak terjadi goresan antar pintu jika ditumpuk saat pengiriman.
d. Plat Baja/Plat Plastik, digunakan untuk mengikat bundelan daun pintu yang telah dibungkus plastik.
e. Boraks, berupa cairan yang dicelupkan pada balok kayu untuk kemudian diproses pada mesin vacuum.
f. Lem Syntheco, digunakan sebagai bahan perekat antara komponen-komponen profil kayu dalam penyambungan rail, mullion, dan style dengan menggunakan dowel.
g. Tepung Dempul, digunakan untuk menutupi sambungan dari kayu supaya produk yang terbentuk kelihatannya satu bagian. Untuk pemakaian tepung
dempul biasanya dicampur dengan air sebelum digunakan.
2.5.3. Uraian Proses
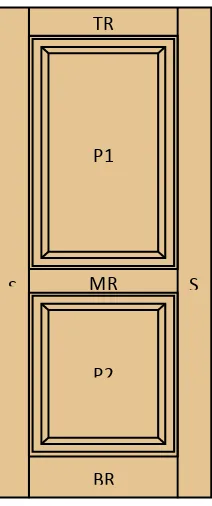
Uraian proses produksi dapat dilihat berdasarkan contoh model daun pintu kayu petak dua (CD–02), karena proses produksinya memberikan gambaran terhadap proses produksi model daun pintu lainnya dan keseluruhan dari proses
Gambar 2.2. Model Daun Pintu Kayu Petak Dua (CD–02)
Keterangan untuk setiap komponen-komponen daun pintu kayu tersebut
adalah sebagai berikut :
1. Style (ST) merupakan bingkai paling luar dari sebuah pintu sebelah kiri dan kanan. Pada sebuah daun pintu kayu terdapat dua buah style yang masing-masing beralur yang sudah dibor pada kedua ujungnya sebagai tempat pasak yang disebut dowel. Setiap jenis daun pintu kayu model apapun selalu hanya terdapat dua unit ST yaitu ST kiri dan kanan.
2. Top Rail (TR) merupakan komponen yang beralur pada salah satu sisinya dan pada kedua ujungnya. TR berada dibagian atas daun pintu dan digabungkan
dengan komponen ST kiri dan kanan dengan Panel. Setiap jenis daun pintu kayu model apapun selalu hanya terdapat satu unit TR.
TR
MR
BR P2 P1
3. Medium Rail (MR) merupakan komponen yang beralur pada kedua sisi dan ujungnya. MR digabungkan dengan komponen ST kiri dan kanan dengan Panel atas dan bawah. Pada daun pintu kayu petak dua (CD–02) terdapat satu unit MR.
4. Bottom Rail (BR) merupakan komponen yang beralur pada salah satu sisinya dan kedua ujungnya. BR berada pada bagian bawah pintu dan digabungkan
dengan komponen ST kiri dan kanan dengan Panel. Setiap jenis daun pintu kayu model apapun selalu hanya terdapat satu unit BR.
5. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi profil
bentuk sudut, di mana terdapat dua unit panel pada daun pintu kayu petak dua (CD–02).
Kertas "ST, TR, MR, dan BR"
Gambar 2.3. Block Diagram Proses Produksi Daun Pintu Kayu Petak Dua (CD–02)
Adapun keterangan proses produksi daun pintu kayu petak dua (CD–02) sesuai dengan block diagram di atas adalah sebagai berikut :
1. Vacuumming (Pemasakkan)
Vacuumming merupakan pemasakkan balok kayu di dalam mesin Vacuum yang dicampur cairan boraks (obat anti serangga/rayap) agar balok kayu terhindar dari serangan serangga/rayap yang dapat merusak kualitas produk. 2. Pengeringan
Tujuan proses pengeringan dalam pengolahan kayu adalah : a. Meminimumkan kadar air pada balok kayu menjadi 10–12%.
b. Mencegah serangan jamur dan serangga perusak balok kayu. c. Meningkatkan kekuatan kayu agar mudah dikerjakan.
Proses pengeringan yang dilakukan di PT. Sumatera Wood Industry adalah pengeringan dalam ruangan pengering atau Kiln Dryer (KD). Proses pengeringan ini dilakukan dengan diangkut balok-balok kayu dari mesin
vacuum ke KD dengan forklift. Kiln Dryer (KD) berjumlah 8 kamar, di mana proses pengeringan ini dilakukan selama ± 20 hari dengan suhu 70–80º yang bertujuan untuk mengurangi kadar air hingga menjadi 10–12%. Untuk
mengukur kadar air digunakan alat ukur jenis tokok yang bentuknya seperti jarum suntik yang dimasukkan ke dalam kayu sehingga kadar air dapat diketahui. Balok kayu hasil pengeringan di KD kemudian diangkut ke gudang
3. Penyortiran
Tujuan proses ini adalah untuk menyortir/memilih batangan kayu berdasarkan
spesifikasi yang telah ditetapkan. Proses penyortiran ini dilakukan di gudang bahan kering.
4. Blanking (Pengetaman Dua Sisi)
Blanking merupakan proses pengetaman awal, di mana bagian yang diketam adalah sisi atas dan sisi bawah dari balok kayu. Mesin yang digunakan pada
proses ini adalah Blanking Planner. Balok kayu hasil pengetaman awal ini kemudian dibawa ke bagian pemotongan (cutting).
5. Cutting (Pemotongan)
Balok kayu yang telah mengalami proses pengetaman awal kemudian dipotong dengan menggunakan mesin Under Cut sesuai dengan ukuran yang ditentukan dan dilebihkan sebanyak 2–3 cm per komponen.
6. Rolling (Pelurusan)
Balok kayu yang telah dipotong kasar, kemudian dibawa ke bagian rolling yang bertujuan untuk meluruskan kayu-kayu yang bengkok dengan mesin Rolling.
7. Laminating (Penyambungan)
Proses ini dilakukan untuk panel atau untuk komponen-komponen yang lebarnya kurang dari bahan baku. Dalam proses ini kayu yang telah dipotong
penyambungan yang disebut dengan laminating. Mesin yang digunakan adalah Hot Press. Pada proses ini kayu yang digabungkan adalah kayu yang grade dan warnanya sama sehingga tidak mengurangi mutu kayu tersebut. 8. Pemotongan bersih
Pada bagian ini, kayu dipotong sesuai dengan ukurannya yang disesuaikan dengan spesifikasi produk yang telah ditetapkan untuk diproduksi. Setelah
dilakukan pemotongan bersih, kayu dibawa ke bagian moulding untuk proses selanjutnya.
9. Moulding (Pengetaman Empat Sisi)
Pada proses ini, balok kayu diketam pada keempat permukaan sisinya. Proses ini bertujuan untuk mencegah adanya permukaan yang tidak rata akibat
pemotongan pada kayu. Moulding berbeda dengan Blanking, selain menggunakan mesin yang berbeda, blanking hanya bertujuan untuk menghaluskan dua sisi permukaan saja yaitu sisi atas dan sisi bawah
sedangkan pada proses moulding bertujuan untuk menghaluskan keempat sisinya.
10.Pembuatan Profil
Proses ini bertujuan untuk membuat profil/pola. Pembuatan profil ada dua yaitu pembuatan profil panjang dengan menggunakan mesin Shaper dan profil pendek dengan menggunakan mesin Double End.
11.Pengeboran
Proses pengeboran dilakukan untuk masing-masing komponen, komponen
MR, dan BR menggunakan mesin Double Head Bor dan Single Bor/One Head Bor.
12.Perakitan
Komponen-komponen MR, BR, Panel, dan dowel dirakit secara manual. Setelah itu dilakukan penyatuan/perakitan komponen-komponen tersebut dengan ST dan TR dengan menggunakan mesin Door Press.
13.Shanding (Penghalusan)
Setelah dilakukan perakitan, produk tersebut dibawa ke bagian shanding, proses ini bertujuan untuk menghaluskan permukaan pintu, mesin yang
digunakan adalah mesin Shanding, dan selain itu juga dilakukan pembersihan abu kayu dengan menggunakan air gun.
14.Finishing (Pendempulan)
Proses ini dilakukan secara manual yaitu melakukan pendempulan pada bagian yang kasar atau untuk menutupi lubang-lubang kecil yang ada di
permukaan pintu. 15.Packing
Proses ini diawali dengan pemberian label dan karton pengaman, kemudian
2.5.4. Mesin dan Peralatan Produksi
Adapun mesin dan peralatan yang digunakan untuk kelancaran proses produksi di lantai produksi pada PT. Sumatera Wood Industry adalah sebagai berikut :
2.5.4.1.Mesin Produksi
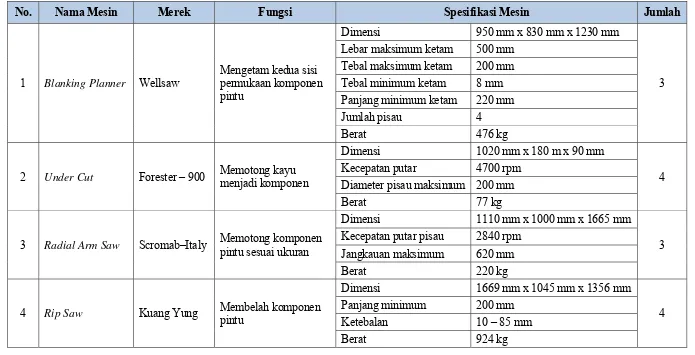
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
1 Blanking Planner Wellsaw
Mengetam kedua sisi permukaan komponen pintu
Dimensi 950 mm x 830 mm x 1230 mm
3 Lebar maksimum ketam 500 mm
Tebal maksimum ketam 200 mm Tebal minimum ketam 8 mm Panjang minimum ketam 220 mm
Jumlah pisau 4 Kecepatan putar 4700 rpm
Diameter pisau maksimum 200 mm
Berat 77 kg
3 Radial Arm Saw Scromab–Italy Memotong komponen
pintu sesuai ukuran
Dimensi 1110 mm x 1000 mm x 1665 mm
3 Kecepatan putar pisau 2840 rpm
Jangkauan maksimum 620 mm
Berat 220 kg
4 Rip Saw Kuang Yung Membelah komponen
pintu
Dimensi 1669 mm x 1045 mm x 1356 mm
4 Panjang minimum 200 mm
Ketebalan 10 – 85 mm
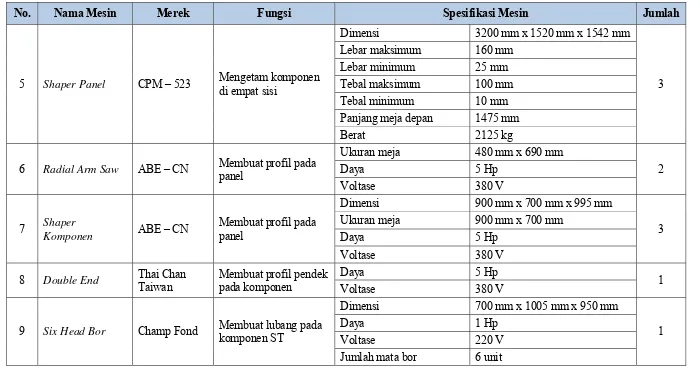
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry (Lanjutan)
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
5 Shaper Panel CPM – 523 Mengetam komponen
di empat sisi
Dimensi 3200 mm x 1520 mm x 1542 mm
3 Lebar maksimum 160 mm
Lebar minimum 25 mm Tebal maksimum 100 mm Tebal minimum 10 mm Panjang meja depan 1475 mm
Berat 2125 kg
Membuat profil pada panel
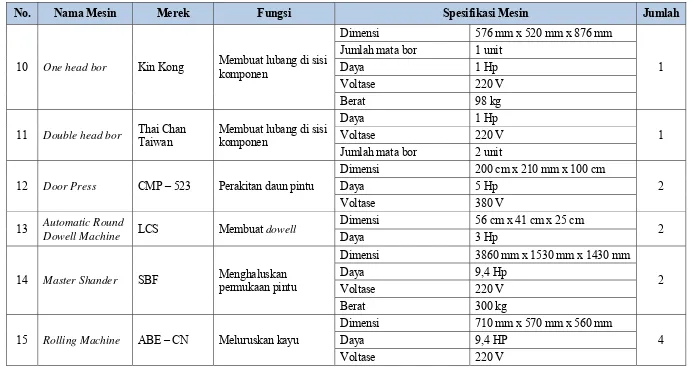
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry (Lanjutan)
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
10 One head bor Kin Kong Membuat lubang di sisi
Membuat lubang di sisi komponen
13 Automatic Round
Dowell Machine LCS Membuat dowell
Dimensi 56 cm x 41 cm x 25 cm
2
Daya 3 Hp
14 Master Shander SBF Menghaluskan
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry (Lanjutan)
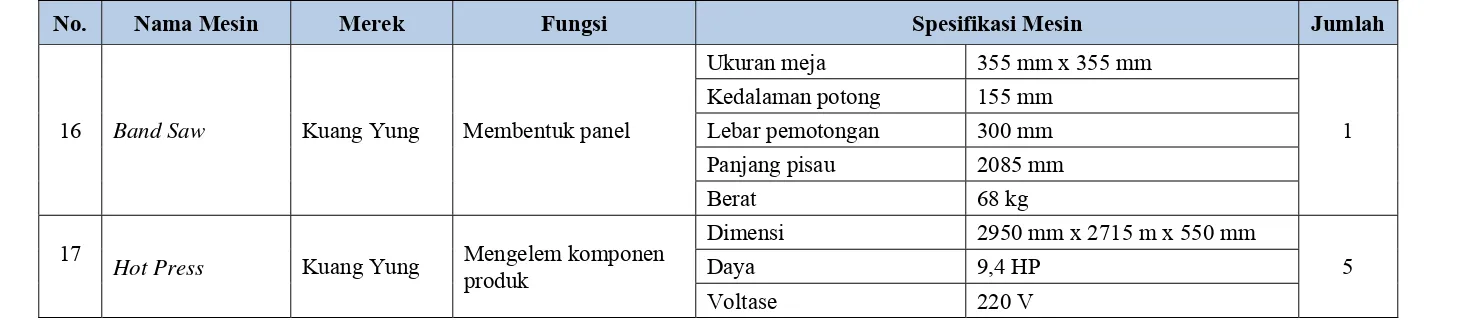
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
16 Band Saw Kuang Yung Membentuk panel
Ukuran meja 355 mm x 355 mm
1 Kedalaman potong 155 mm
Lebar pemotongan 300 mm Panjang pisau 2085 mm
Berat 68 kg
17
Hot Press Kuang Yung Mengelem komponen
produk
Dimensi 2950 mm x 2715 m x 550 mm
5
Daya 9,4 HP
Voltase 220 V
2.5.4.2.Peralatan
Adapun peralatan yang digunakan PT. Sumatera Wood Industry untuk melakukan proses produksi dapat dilihat pada Tabel 2.6.
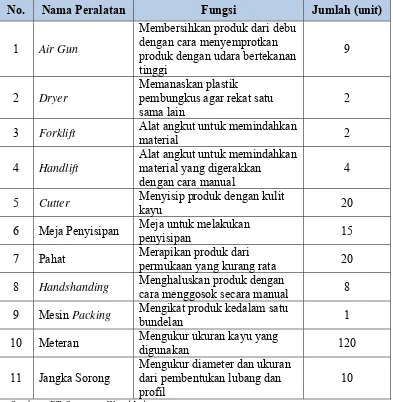
Tabel 2.6. Daftar Peralatan yang Digunakan PT. Sumatera Wood Industry
No. Nama Peralatan Fungsi Jumlah (unit)
1 Air Gun
Membersihkan produk dari debu dengan cara menyemprotkan produk dengan udara bertekanan tinggi
9
2 Dryer
Memanaskan plastik
pembungkus agar rekat satu sama lain
2
3 Forklift Alat angkut untuk memindahkan
material 2
4 Handlift
Alat angkut untuk memindahkan material yang digerakkan
dengan cara manual
4
5 Cutter Menyisip produk dengan kulit
kayu 20
6 Meja Penyisipan Meja untuk melakukan
penyisipan 15 7 Pahat Merapikan produk dari
permukaan yang kurang rata 20 8 Handshanding Menghaluskan produk dengan
cara menggosok secara manual 8 9 Mesin Packing Mengikat produk kedalam satu
bundelan 1
10 Meteran Mengukur ukuran kayu yang
digunakan 120
11 Jangka Sorong
Mengukur diameter dan ukuran dari pembentukan lubang dan profil