PARAMETER MESINEDM SINKINGUNTUK MENGOPTIMALKAN
RESPON PADA MATERIAL AISI H13 MENGGUNAKAN METODETAGUCHI
– FUZZY
Eko Yudo1, Diah Kusuma Pratiwi2
1Teknik Mesin, Polman Babel, Kawasan Industri Air Kantung, Bangka, 33211 2Teknik Mesin Fakultas Teknik Universitas Sriwijaya, Palembang, 30139
1email :[email protected] 2email :[email protected]
ABSTRACT
Technological developments in manufacturing and market demand vary across complex product requirements and high degree of precision and hardness of high strength materials in which many non-conventional machines such as EDM sinking are used for the manufacturing process. The purpose of this study is to determine the contribution of EDM process parameters in order to be able to determine the value of the right process parameter setting and simultaneously. Parameters varied current, on time, off time and machining voltage. This study used an experimental design of the Taguchi method with an orthogonal L16 44 matrix. The Taguchi-Fuzzy combination was used as an optimization method by experimenting 2 times. The optimization results show that the contribution of each parameter on all responses simultaneously is 41.35% current, 37.90% on time energy, 10.11% off time and 5% machining voltage. KPA with a certain target, maximum LPM, LKE and KP are both obtained minimum values of current 15A, energy on time 300µs, off time 5µs and machining voltage 12V.
Keywords: EDM sinking, final cutting depth (KPA), electrode wear rate (LKE), material erosion rate (LPM), surface roughness (KP), Taguchi-Fuzzy method.
ABSTRAK
Perkembangan teknologi di bidang manufaktur dan permintaan pasar bervariasi di antara persyaratan produk yang kompleks dan tingkat presisi dan kekerasan yang tinggi dari bahan dengan kekuatan tinggi dimana banyak mesin non-konvensional seperti EDM sinking digunakan untuk proses pembuatannya. Tujuan dari penelitian ini adalah untuk mengetahui kontribusi parameter proses EDM agar dapat mengetahui nilai parameter proses yang tepat dan sekaligus. Parameter bervariasi saat ini, tepat waktu, off time dan machining voltage. Penelitian ini menggunakan rancangan eksperimen metode Taguchi dengan matriks L16 44 ortogonal. Kombinasi Taguchi-Fuzzy digunakan sebagai metode optimasi dengan melakukan percobaan 2 kali. Hasil optimasi menunjukkan bahwa kontribusi masing-masing parameter pada semua tanggapan secara simultan adalah arus 41,35%, energi pasang 37,90%, waktu tempuh 10,11% dan tegangan mesin 5%. KPA dengan target tertentu, LPM maksimum, LKE dan KP keduanya memperoleh nilai minimum arus 15A saat ini, energi pada waktu 300s, off time 5s dan voltase mesin 12V
1. PENDAHULUAN
Mesin non konvensionalEDM (Electrical Discharge Machining)merupakan mesin yang menggunakan prinsip kerja melepas muatan listrik(electric discharge), pengikisan yang terjadi karena adanya sejumlah loncatan bunga api listrik. Loncatan bunga api listrik terjadi secara periodik pada celah di antara katoda (pahat) dengan anoda (benda kerja) di dalam cairan dielektrik.
DiprosesEDM, pengaruh dari pemilihan parameter mesin untuk melakukan proses pengikisan dalam mencapai kinerja pemesinan yang tepat sangatlah penting. Parameter proses pemesinan yang biasa digunakan ditentukan bedasarkan buku manual mesin bawaan dan pengalaman operator mesin tersebut. Pada proses EDM tidak dipengaruhi oleh sifat mekanik benda kerja, tetapi dipengaruhi oleh sifat konduktifitas dan titik lebur (melting point).
Gambar 1. Skema proses EDM sinking (Lin et al. 2002)
Sebuah metode taguchi dikembangkan oleh Genichi Taguchi untuk meningkatkan kualitas dari hasil produksi. Optimasi multi respon dapat dilakukan dengan menggunakan metode Taguchi digabung dengan logika fuzzy. Logika Fuzzy pertama kali diperkenalkan oleh Prof. Lotfi Zadeh seorang kebangsaan Iran yang menjadi guru besar di University of California at Berkeley pada tahun 1965. Metode ini terbukti berguna untuk mencari informasi yang tidak pasti dan samar-samar. Definisi karakteristik respon seperti smaller the better, higher the better dan nominal the best mengandung tingkat ketidakpastian tertentu dan ketidak jelasan. Oleh karena itu, optimasi multi respon dengan logikafuzzymenjadi pertimbangan dalam penelitian ini.
Metode Taguchi Fuzzy digunakan oleh (Tzeng & Chen 2007) untuk melakukan penelitian mengenai optimasi multi parameter pada proses EDM berkecepatan tinggi. Penelitian ini juga menghasilkan kombinasi setting optimal dari parameter-parameter prosesnya, sehingga dapat meningkatkan prosentase Multiple Performance Characteristics Index (MPCI)hingga 54,21 %.
Penelitian tentang penentuan setting parameter proses padaEDM sinking dilakukan untuk mengoptimalkan laju keausan alat potong/elektroda (LKE), laju pengikisan material (LPM), kedalaman pemotongan akhir (KPA) dan kekasaran permukaan (KP). Material yang digunakan adalah baja AISI H13. Parameter yang divariasikan adalah current,energi time(on time &off time), machining voltage (gap voltage).Rancangan percobaan ditetapkan berdasarkan metode Taguchi. Metode optimasi yang digunakan adalah logikafuzzy.
2. BAHAN DAN METODE PENELITIAN
2.1 Bahan/material Penelitian
Bahan atau material yang digunakan pada penelitian ini material baja AISI H13 dengan dimensi25 x 19.
Gambar 2. Benda kerja
Tabel 1. Spesifikasi umum AISI H13
AISI H13 merupakan alat baja kombinasi yang sangat baik dari ketangguhan tinggi dan kelelahan resistensi, AISI H13 kerja panas baja alat yang digunakan lebih dari yang lain alat baja dalam aplikasi perkakas.
Tabel 2. Sifat Baja Teknik AISI H13
2.2 Elektroda/Pahat
Gambar 3. Elektroda (Pahat)
2.3 Metode Penelitian
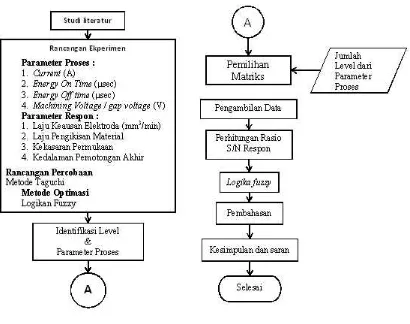
Penelitian dilakukan dengan beberapa tahap yang digunakan untuk pedoman penelitian, langkah awal dimulai dari studi-studi literatur yang didapat dari jurnal ilmiah. internet, handbook, text book ,manual book. Selanjutnya data-data studi literature dipelajari dan dijadikan referensi untuk melakukan penelitian. Uraian langkah-langkah tersebut tertuang pada diagram alir gambar 7.
2.4.1 Pemilihan matrik ortogonal
Pemilihan derajat kebebasan pada matriks ortogonal harus bernilai sama atau lebih besar dari pada total derajat kebebasan parameter proses dan level yang telah ditetapkan.
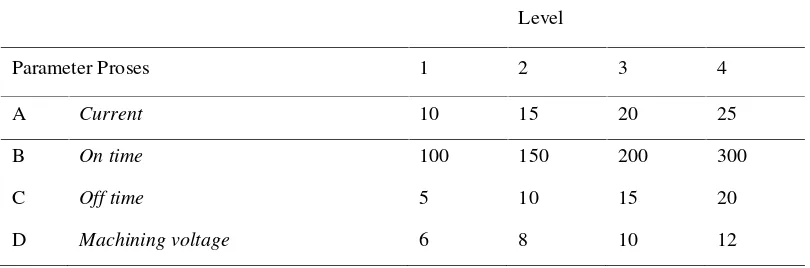
Tabel 1. Parameter & level proses Level
Parameter Proses 1 2 3 4
A Current 10 15 20 25
B On time 100 150 200 300
C Off time 5 10 15 20
D Machining voltage 6 8 10 12
Tabel 2. Parameter konstan
Parameter Konstan Nilai
1 HV Ampere 0
2 HV Voltage 2
3 Polarity +
Tabel 3. Total derajat kebebasan
No Parameter Proses Jumlah Level (k) υfl(k-1)
1 Current(A) 4 3
2 On time(B) 4 3
3 Off time(C) 4 3
4 Energy voltage(D) 4 3
Total derajat kebebasan 12
Tabel 4. Matrik ortogonal L1644 duakali pengulangan percobaan atau replikasi.
Tabel 5. Hasil pengujian
3 1 3 3 3 1,461 1,452 0,026 0,033 12,028 15,043 6,399 6,395
4 1 4 4 4 1,517 1,459 0,011 0,035 12,848 15,864 5,268 5,586
5 2 1 2 3 1,435 1,461 0,272 0,233 23,046 21,444 7,003 7,169
6 2 2 1 4 1,417 1,417 0,130 0,066 12,755 14,931 8,315 8,158
7 2 3 4 1 1,388 1,417 0,070 0,062 27,601 27,282 6,131 6,179
8 2 4 3 2 1,512 1,418 0,033 0,051 26,752 23,104 5,470 7,541
9 3 1 3 4 1,393 1,394 1,169 0,879 34,804 35,623 7,685 7,640
10 3 2 4 3 1,545 1,509 0,391 0,407 42,430 48,292 9,261 9,042
11 3 3 1 2 1,403 1,327 0,086 0,233 19,402 21,895 9,175 9,257
13 4 1 4 2 1,401 1,484 2,610 2,361 61,465 58,245 8,694 8,604
14 4 2 3 1 1,478 1,501 0,973 1,119 52,357 40,421 9,832 9,767
15 4 3 2 4 1,468 1,426 0,712 1,585 40,617 41,826 9,538 9,817
16 4 4 1 3 1,514 1,374 0,224 0,235 45,966 27,556 11,09 11,122
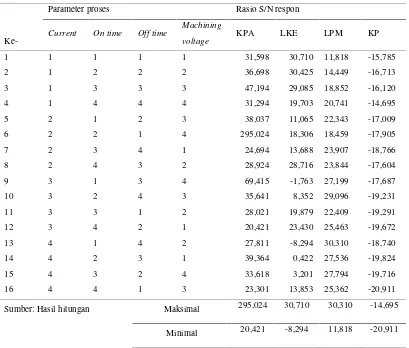
3.2 Rasio S/N
Rasio S/N merupakan rancangan yang digunakan untuk melakukan transformasi pengulangan data ke dalam suatu nilai ukuran variasi yang timbul. Nilai rasio S/N tergantung pada jenis karakteristik kualitas dari masing-masing parameter respon (Soejanto 2009). Perhitungan nilai rasio S/N pada penelitian ini dilakukan dengan cara sebagai berikut:
1. Untuk respon KPA yang memiliki Karakteristik kualitas dengan nilai atau target tidak nol dan terbatas. Atau dengan kata lain nilai yang mendekati suatu nilai yang ditentukan adalah yang terbaik (nominal is the best)
S/N= -
2. Untuk respon LKE yang memiliki karakteristik kualitas semakin kecil semakin baik(smaller is better).
3. Untuk respon LPM yang memiliki karakteristik kualitas semakin besar semakin baik(larger is better).
4. Untuk respon KP yang memiliki karakteristik kualitas semakin kecil semakin baik(smaller is better)
Tabel 6. Rasio S/N masing masing respon
Ke-Parameter proses Rasio S/N respon
Current On time Off time Machining
voltage KPA LKE LPM KP
1 1 1 1 1 31,598 30,710 11,818 -15,785
2 1 2 2 2 36,698 30,425 14,449 -16,713
3 1 3 3 3 47,194 29,085 18,852 -16,120
4 1 4 4 4 31,294 19,703 20,741 -14,695
5 2 1 2 3 38,037 11,065 22,343 -17,009
6 2 2 1 4 295,024 18,306 18,459 -17,905
7 2 3 4 1 24,694 13,688 23,907 -18,766
8 2 4 3 2 28,924 28,716 23,844 -17,604
9 3 1 3 4 69,415 -1,763 27,199 -17,687
10 3 2 4 3 35,641 8,352 29,096 -19,231
11 3 3 1 2 28,021 19,879 22,409 -19,291
12 3 4 2 1 20,421 23,430 25,463 -19,672
13 4 1 4 2 27,811 -8,294 30,310 -18,740
14 4 2 3 1 39,364 0,422 27,536 -19,824
15 4 3 2 4 33,618 3,201 27,794 -19,716
16 4 4 1 3 23,301 13,853 25,362 -20,911
Sumber: Hasil hitungan Maksimal 295,024 30,710 30,310 -14,695
Minimal 20,421 -8,294 11,818 -20,911
Hasil prosesdefuzzificationyang berupa nilai FRG untuk tiap-tiap kombinasi faktor ditunjukkan pada Tabel 8. FRG akan digunakan sebagai variabel respon yang mewakili parameter respon KPA, LKE, LPM dan KP secara serentak.
Tabel 8. FRG( Fuzzy Reasoning Grade)
No Respon FRG
KPA LKE LPM KP
1 31,598 30,710 11,818 -16,713 0,428
2 36,698 30,425 14,449 -18,766 0,386
3 47,194 29,085 18,852 -16,120 0,542
4 31,294 19,703 20,741 -14,695 0,564
5 38,037 11,065 22,343 -17,009 0,470
6 295,024 18,306 18,459 -18,443 0,602
7 24,694 13,688 23,907 -15,785 0,547
8 28,924 28,716 21,853 -14,816 0,628
10 35,641 8,352 29,096 -19,231 0,438
11 28,021 19,879 22,409 -19,291 0,474
12 20,421 23,430 25,463 -19,672 0,490
13 25,270 -7,567 29,447 -18,407 0,342
14 39,364 0,422 27,536 -19,824 0,380
15 33,618 3,201 27,794 -19,716 0,407
16 23,301 13,853 25,362 -20,911 0,536
Sumber: Hasil perhitungan
Penentuan kombinasi parameter terbaik diawali dengan membuat tabel parameter proses dari FRG. Perhitungan nilai FRG pada masing-masing level dari parameter proses ditunjukkan pada tabel 9.
Tabel 9. Rata rata FRG
Parameter proses Level 1 Level 2 Level 3 Level 4
Current 0,480 0,562 0,459 0,416
On Time 0,419 0,452 0,474 0,555
Off time 0,510 0,438 0,496 0,473
Machining Voltage / gap
voltage 0,461 0,458 0,497 0,502
Rata-rata: 0,478
Sumber: Hasil perhitungan
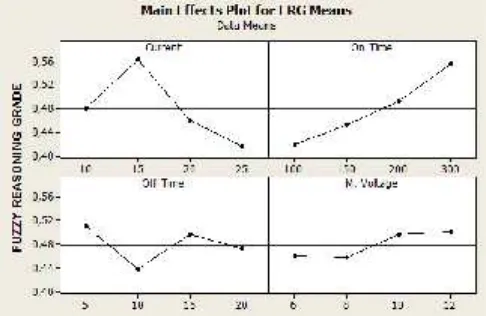
Kemudian hasil FRG diplot menggunakan aplikasi Minitab. Plot untuk nilai FRG pada masing-masing level dari parameter proses, yaitu Current (A), On Time (s), Off time(s) danMachining Voltage/gap voltage(V) ditunjukkan pada gambar 12.
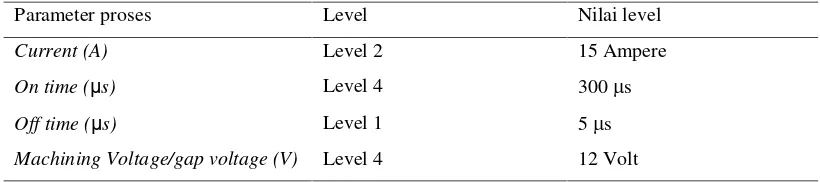
Berdasarkan nilai rata-rata dari FRG dan plotting nilai tersebut pada masing-masing level parameter proses, dapat ditentukan nilai level untuk kombinasi variabel yang menghasilkan respon yang optimum. Kombinasi parameter tersebut ditunjukkan pada tabel 10.
Tabel 10. Kombinasi parameter proses untuk respon optimum
Parameter proses Level Nilai level
Current (A) Level 2 15 Ampere
On time (µs) Level 4 300s
Off time (µs) Level 1 5s
Machining Voltage/gap voltage (V) Level 4 12 Volt
Sumber: Plot nilai FRG
Analisis variansi (ANOVA) digunakan untuk mengetahui parameter proses yang memiliki kontribusi dalam mengurangi variasi respon KPA, LKE, LPM dan KP benda kerja secara serentak. Pada penelitian ini, ANOVA dilakukan pada FRG yang merupakan parameter respon yang mewakili keseluruhan respon seperti ditunjukkan pada tabel 11.
Tabel 11. Anova pada FRG
Source DF SS MS F SS’ % Kontribusi (ρ)
Current 3 0,044703 0,014901 37,67 0,043515 41,35
On time 3 0,041074 0,013691 34,61 0,039886 37,90
Off time 3 0,011831 0,003944 9,97 0,010643 10,11
Machining Voltage 3 0,006449 0,002150 5,43 0,005261 5,00
Error 3 0,001187 0,000396 5,64
Total 15 0,105243 100
Sumber:Analysis of Variance for SN ratios
4. KESIMPULAN
1. Kombinasi level parameter proses yang tepat pada EDM sinking secara signifikan terhadap KPA, LKE, LPM dan KP secara serentak adalah parameter proses:
Current15A.
Machining voltage (gap voltage)12V.
2. Kontribusi dari parameter proses yang berpengaruh secara signifikan untuk memaksimalkan target KPA, memaksimalkan LPM dan meminimalkan LKE serta KP secara serentak adalah:
Currentmemiliki kontribusi sebesar 41,35%. Energy on timememiliki kontibusi sebesar 37,90%. Energy off timememiliki kontribusi sebesar 10,11%.
Machining voltage (gap voltage)memiliki kontribusi hanya sebesar 5%.
5. DAFTAR PUSTAKA
Kusumadewi, S. & Purnomo, H., 2010. Aplikasi Logika Fuzzy untuk Pendukung Keputusankedua ed., Yogyakarta: Graha Ilmu.
Lin, C.L., Lin, J.L. & Ko, T.C., 2002. Optimisation of the EDM Process Based on the Orthogonal Array with Fuzzy Logic and Grey Relational Analysis Method. journal of Advance Manufacturing Technology, pp.271–277.
Lin, C.L., Lin, J.L. & Ko, T.C., 2002. Optimisation of the EDM Process Based on the Orthogonal Array with Fuzzy Logic and Grey Relational Analysis Method. journal of Advance Manufacturing Technology, pp.271–277.
Lin, J.L. & Lin, C.L., 2002. The use of the orthogonal array with grey relational analysis to optimize the electrical discharge machining process with multiple performance characteristics. International Journal of Machine Tools & Manufacture, 42, pp.237–244.
Lin, J.L. & Lin, C.L., 2005. The use of grey-fuzzy logic for the optimization of the manufacturing process. Journal of Materials Processing Technology 160, 160, pp.9–14.
Lin, J.L. & Lin, C.L., 2005. The use of grey-fuzzy logic for the optimization of the manufacturing process. Journal of Materials Processing Technology 160, 160, pp.9–14.
Lin, J.L. et al., 2000. Optimization of the electrical discharge machining process based on the Taguchi method with fuzzy logics.journal of Material Processing Technology, 102, pp.48–55.