DIVISI SEWING PT.TUPAI ADYAMAS INDONESIA
TUGAS AKHIR
Diajukan Untuk Memenuhi Syarat – syarat Mencapai Sebutan Ahli
Madya Program Studi DIII Manajemen Industri
Oleh :
ARIF YUDIYANTO
F 3507061
PROGRAM STUDI DIPLOMA III MANAJEMEN INDUSTRI
FAKULTAS EKONOMI
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
PERAN PENGENDALIAN KUALITAS PRODUK T-SHIRT PUMA PADA
DIVISI SEWING PT. TUPAI ADYAMAS INDONESIA
ARIF YUDIYANTO
F 3507061
Pengendalian kualitas memegang peran yang sangat penting dan merupakan kegiatan yang sangat perlu dilakukan oleh setiap perusahaan dalam proses produksi. Dalam upaya melakukan pengendalian kualitas hasil produksi, perusahaan perlu melakukan sistem pengendalian kualitas mulai dari bahan baku, proses produksi sampai barang jadi.
Dalam hal ini penulis melakukan penelitian kualitas t-shirt Puma tahun 2009 pada divisi sewing PT. Tupai Adyamas Indonesia Penelitian ini bertujuan untuk mengetahui rata – rata kerusakan, batas pengendalian atas ( UCL ) dan batas pengendalian bawah ( LCL ) apakah ada kerusakan yang out of control. Serta untuk mengetahui jenis kerusakan yang sering terjadi dan untuk mengetahui penyebab kerusakan.
Berdasarkan hasil penelitian yang telah dilakukan dari data jumlah produksi t-shirt Puma pada tahun 2009 sebanyak 176.287 unit dan data kerusakan sebanyak 4480 unit.dengan menggunakan bagan pengendalian, dapat diketahui rata – rata kerusakan yaitu sebesar 373,333 atau 373 unit, batas pengendalian atas ( UCL ) sebesar 430,93 atau 431 dan batas pengendalian bawah ( LCL ) sebesar 315,07. terdapat kerusakan produk yang out of control yaitu pada bulan Juni, Juli dan Oktober. Untuk kerusakan tertinggi pada bulan Juli sebesar 443 unit. Sedangkan analisis dengan diagram pareto diketahui jenis kerusakan yang sering terjadi yaitu jahitan tidak penuh sebesar 949 unit atau 21,20 %. Penyebab dari kerusakan paling dominan terjadi karena mesin yang sudah tua, kurang perawatan dan sering rusak.
Adapun saran yang dapat diberikan untuk perusahaan berdasarkan kesimpulan yang didapat, antara lain memberikan pelatihan kepada karyawan untuk pengoperasian dan perawatan mesin serta memaksimalkan pemeliharaan mesin – mesin produksi yang sudah tua.
Tugas Akhir dengan judul :
PERAN PENGENDALIAN KUALITAS PRODUK T-SHIRT PUMA PADA
DIVISI SEWING PT. TUPAI ADYAMAS INDONESIA
Surakarta , 25 Januari 2011
Telah disetujui oleh Dosen Pembimbing
Drs. Atmadji ,MM
commit to user
Tugas Akhir dengan judul :
PERAN PENGENDALIAN KUALITAS PRODUK T-SHIRT PUMA PADA
DIVISI SEWING PT. TUPAI ADYAMAS INDONESIA
Telah disahkan Oleh Tim Penguji Tugas Akhir Program Study Diploma III
Manajemen Industri Fakultas Ekonomi
Universitas Sebelas Maret
Surakarta, Mei 2011
Tim Penguji Tugas Akhir
Drs.Moch.Amien Gunadi,MP
NIP. 19561023186011001 ( Penguji )
Drs. Atmadji, MM
” Kaca,porselen,dan nama baik,adalah sesuatu yang gampang sekali pecah,dan tak
akan dapat direkatkan kembali tanpa bekas yang nampak ”
( Benjamin Franklin )
” Ada jalan yang disangka orang lurus,tetapi ujungnya menuju maut.Jalan orang
bodoh lurus menurut anggapannya sendiri,tapi siapa mendengarkan nasihat,ia
bijak. ”
( Phytagoras )
” Jadilah seperti burung hantu yang bijaksana.Semakin banyak ia melihat,semakin
sedikit ia bicara.Semakin sedikit ia bicara semakin banyak ia mendengar ”
( Penulis )
Karya ini dipersembahkan
kepada :
1. Bapak dan Ibu tercinta
2. Kakakku
3. Almameterku
commit to user
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena berkat rahmat dan ridhonya penulis dapat menyelesaikan penyusunan Tugas Akhir dengan judul
” PERAN PENGENDALIAN KUALITAS PRODUK T-SHIRT PUMA
PADA DIVISI SEWING PT. TUPAI ADYAMAS INDONESIA”
Tugas Akhir ini disusun untuk memenuhi syarat – syarat mencapai gelar
Ahli Madya pada program Diploma III program studi Manajemen Industri
Fakultas Ekonomi Universitas Sebelas Maret.
Pada kesempatan ini penulis ingin mengucapkan ungkapan terimakasih
kepada pihak yang telah membantu dalam penyusunan Tugas Akhir ini. Penulis
mengucapkan terimakasih kepada :
1. Prof. Dr. Bambang Sutopo, M. Com, Akt selaku Dekan Fakultas Ekonomi
Universitas Sebelas Maret.
2. Intan Novela QA, SE, M.Si selaku Ketua Program Studi Diploma III
Manajemen Industri Fakultas Ekonomi Universitas Sebelas Maret.
3. Drs.Atmadji,MM selaku Pembimbing Tugas Akhir yang telah memberikan
pengarahan selama penyusunan Tugas Akhir.
4. Seluruh Dosen Fakultas Ekonomi Universitas Sebelas Maret yang telah
membantu, membimbing dan menambah ilmu, serta segenap staf karyawan
yang telah membantu dalam bidang keakademisan.
5. Bapak Hartanto, selaku Manajer PT. TUPAI ADYAMAS INDONESIA yang
telah memberikan ijin untuk melakukan magang kerja pada PT. TUPAI
magang pada PT. TUPAI ADYAMAS INDONESIA yang banyak membantu
dalam proses magang kerja dan perolehan data guna penulisan Tugas Akhir.
7. Kedua orang tua dan kakakku, terimakasih telah memberikan dukungan dan
doanya.
8. Andina Permatasari, yang telah memberikan inspirasi dan semangat.
9. Teman – temanku semua yang telah memberikan semangat dan doanya
sehingga Tugas Akhir ini dapat diselesaikan.
10.Teman – teman MI angkatan 2007.
Penulis menyadari dengan sepenuh hati bahwa Tugas Akhir ini masih
banyak kekurangan dan jauh dari kesempurnaan. Harapan penulis, semoga karya
sederhana ini dapat bermanfaat bagi pihak yang membutuhkan.
Surakarta, 22 Januari 2011
commit to user
Halaman
HALAMAN JUDUL ... i
ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN ... iv
HALAMAN MOTO DAN PERSEMBAHAN ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
BAB I PENDAHULUAN A. Latar Belakang Masalah ... 1
B. Perumusan Masalah ... 3
C. Tujuan Penelitian ... 3
D. Manfaat Penelitian ... 3
E. Kerangka Pemikiran ... 4
F. Metode Penelitian ... 5
A. Pengertian Kualitas ... 10
B. Pengertian Pengendalian Kualitas ... 11
C. Faktor-Faktor yang Mempengaruhi Kualitas ... 12
D. Penentuan Standar Kualitas ... 13
E. Tujuan Pengendalian Kualitas ... 14
F. Teknik Pengendalian Kualitas ... 15
BAB III ANALISIS DATA DAN PEMBAHASAN A. Gambaran Umum Perusahaan ... 22
B. Laporan Magang Kerja ... 33
C. Pembahasan ... 37
BAB IV PENUTUP A. Kesimpulan ... 52
B. Saran ... 53
DAFTAR PUSTAKA
commit to user
Tabel Halaman
III.1 Jumlah Karyawan PT. Tupai Adyamas Indonesia ... 29
III.2 Jam Kerja Karyawan PT. Tupai Adyamas Indonesia ... 30
III.3 Data Kerusakan Produk Akhir T-Shirt PUMA ... 38
III.4 Jenis Kerusakan T-Shirt PUMA ... 42
Gambar Halaman
I.1 Kerangka Pemikiran ... 4
II.1 Diagram Pareto ... 20
II.2 Diagram Sebab – Akibat ( Fishbone Chart ) ... 21
III.1 Struktur Organisasi PT.Tupai Adyamas Indonesia ... 25
III.2 Hasil Analisis C-chart POM for Windows ... 40
III.3 Grafik C-chart Kerusakan Produk Akhir T-Shirt PUMA ... 40
III.4 Diagram Pareto ... 45
III.5 Diagram Sebab-Akibat (Fishbone Chart ) ... 46
III.6 Siklus Penyelesaian Masalah ... 49
commit to user ABSTRAK
PERAN PENGENDALIAN KUALITAS PRODUK T-SHIRT PUMA PADA
DIVISI SEWING PT. TUPAI ADYAMAS INDONESIA
ARIF YUDIYANTO
F 3507061
Pengendalian kualitas memegang peran yang sangat penting dan merupakan kegiatan yang sangat perlu dilakukan oleh setiap perusahaan dalam proses produksi. Dalam upaya melakukan pengendalian kualitas hasil produksi, perusahaan perlu melakukan sistem pengendalian kualitas mulai dari bahan baku, proses produksi sampai barang jadi.
Dalam hal ini penulis melakukan penelitian kualitas t-shirt Puma tahun 2009 pada divisi sewing PT. Tupai Adyamas Indonesia Penelitian ini bertujuan untuk mengetahui rata – rata kerusakan, batas pengendalian atas ( UCL ) dan batas pengendalian bawah ( LCL ) apakah ada kerusakan yang out of control. Serta untuk mengetahui jenis kerusakan yang sering terjadi dan untuk mengetahui penyebab kerusakan.
Berdasarkan hasil penelitian yang telah dilakukan dari data jumlah produksi t-shirt Puma pada tahun 2009 sebanyak 176.287 unit dan data kerusakan sebanyak 4480 unit.dengan menggunakan bagan pengendalian, dapat diketahui rata – rata kerusakan yaitu sebesar 373,333 atau 373 unit, batas pengendalian atas ( UCL ) sebesar 430,93 atau 431 dan batas pengendalian bawah ( LCL ) sebesar 315,07. terdapat kerusakan produk yang out of control yaitu pada bulan Juni, Juli dan Oktober. Untuk kerusakan tertinggi pada bulan Juli sebesar 443 unit. Sedangkan analisis dengan diagram pareto diketahui jenis kerusakan yang sering terjadi yaitu jahitan tidak penuh sebesar 949 unit atau 21,20 %. Penyebab dari kerusakan paling dominan terjadi karena mesin yang sudah tua, kurang perawatan dan sering rusak.
BAB I
PENDAHULUAN
A.Latar belakang masalah
Di dalam perkembangan perusahaan baik pada perusahaan
kecil,menengah maupun besar,persoalan produk atau jasa perusahaan yang
bersangkutan tersebut akan ikut menentukan pesat dan tidaknya
perkembangan perusahaan tersebut.Bahkan di dalam sebuah pemasaran yang
semakin ketat persaingannya peranan kualitas produk perusahaan ini akan
semakin besar produk atau jasa dari suatu perusahaan tidak dapat
diabaikan,apabila perusahaan yang bersangkutan menginginkan terdapatnya
perkembangan positif pada tahun-tahun yang akan datang.
Pada saat seperti ini manajemen perusahaan berkembang
berlomba-lomba untuk memenuhi itu semua dengan benar-benar melakukan pengelolaan
perusahaan dengan baik,pada hakekatnya manajemen adalah pengelola
perusahaan,sehingga bertahan atau tidaknya suatu perusahaan tentang
bagaimana cara menangani atau bagaimana suatu perusahaan menjalankan
fungsi manajemennya. Adapun fungsi manajemen yaitu
perencanaan,pengorganisasian,pengarahan,pengkoordinasian dan pengawasan
atau pengendalian.
Dalam mempertahankan usaha yang sedang dijalankan perusahaan
menghadapi masalah yang bermacam-macam hanya mereka yang memang
commit to user
ini perusahaan perlu mempertahankan fungsi manajemen yang teratur yaitu
dengan pengawasan atau pengendalian yang ketat agar sesuatu yang
dihasilkan nanti sesuai tanpa memperhatikan kualitas,kehancuran perusahaan
akan merasa kecewa atau tidak puas.Bila pelanggan merasa tidak puas
maka,mereka akan lari ke perusahaan lain yang dapat memberikan kepuasan
yaitu berkualitas,hal ini menjadikan pendapatan perusahaan menurun dengan
pendapatan perusahaan yang terus menurun perusahaan akan mengalami
kerugian dan tidak dapat mempertahankan kelangsungan hidup perusahaan
sehingga hal ini menjadi tantangan bagi perusahaan untuk dapat menghasilkan
produk yang bermutu tinggi.
Sehubungan fenomena pada P.T. Tupai Adyamas Indonesia yang
merupakan perusahaan yang menghasilkan produk yang berupa pakaian hal itu
sebagai tantangan dan peluang untuk P.T. Tupai Adyamas Indonesia
melakukan upaya-upaya untuk menghasilkan produk yang
berkualitas,sehingga mendapat kepercayaan dari pelanggan.
Salah satu bagian yang terkait dalam masalah ini adalah di bagian
Quality Control pada P.T Tupai Adyamas Indonesia karena pada bagian ini
merupakan bagian yang bertanggung jawab terhadap kualitas produk yang
dihasilkan perusahaan.Oleh karena itu berkesempatan melakukan magang
kerja di P.T. Tupai Adyamas Indonesia ingin mengambil judul”PERAN
PENGENDALIAN KUALITAS PRODUK T-SHIRT PUMA PADA
B.Perumusan masalah
Dari latar belakang yang telah diuraikan di atas penulis merumuskan
masalah sebagai berikut:
1. Berapa rata-rata kerusakan produk per bulan?
2. Apakah kerusakan yang terjadi masih dalam batas pengendalian
kualitas?
3. Apa saja jenis-jenis kerusakan yang sering terjadi dan apa
penyebabnya?
C.Tujuan penelitaian:
Berdasarkan rumusan masalah di atas,maka tujuan yang ingin dicapai
melalui penelitian adalah sebagai berikut:
1. Mengetahui rata-rata kerusakan produk per bulan.
2. Mengetahui kerusakan dalam batas pengendalian atau tidak.
3. Mengetahui jenis kerusakan yang sering terjadi dan penyebabnya.
D.Manfaat penelitian
1. Dengan penelitian ke perusahaan langsung penulis dapat
menerapkan teori-teori yang diperoleh selama kuliah serta
membantu dalam penyusunan Tugas Akhir.
2. Hasil penelitian ini diharapkan dapat sebagai bahan pertimbangan
bagi perusahaan dalam menjalankan pengendalian kualitas dan
commit to user
3. Hasil penelitian ini juga diharapkan sebagai tambahan referensi
bagi pembaca.
E.Kerangka Pemikiran
Gambar I.1 Kerangka Pemikiran Penulisan Tugas Akhir
Dalam melakukan proses produksi perusahaan menentukan standar
kualitas yang digunakan sebagai tolak ukur pengendalian kualitas dalam
produksi pakaian pengawasan dimulai dari proses produksi sampai dengan
produk akhir yang dihasilkan.Maka menggunakan standar kualitas sebagai
pedoman batasan apakah produk akhir dapat dikatakan baik atau rusak,produk
dikatakan rusak apabila tidak memenuhi standar kualitas yang diterapkan.
Standar Kualitas
Pengendalian Kualitas
F.Metode Penelitian
1. Desain penelitian
Desain penelitian yang digunakan yaitu dengan metode studi kasus yaitu
penelitian secara mendalam suatu kasus dan melakukan penelitian yang
dilakukan dengan mencari sumber pustaka di perpustakaan.
2. Obyek Penelitian
Penelitian ini dilakukan di PT.TUPAI ADYAMAS INDONESIA yang
terletak di Jl. Merbabu Km. 1 BOYOLALI.
3. Jenis Data
Data sekunder
Merupakan data yang tidak diperoleh secara langsung dari sumber
pertama, melainkan data yang diperoleh melalui studi pustaka yang berupa
keterangan – keterangan atau fakta – fakta dengan cara mempelajari buku,
dokumen – dokumen, laporan – laporan, jurnal perusahaan dan yang
berkaitan dengan masalah yang diteliti, diantaranya tentang sejarah
perusahaan, struktur organisasi dan data kerusakan.
Data yang diambil berupa:
a. sejarah perusahaan
commit to user
4. Teknik pengumpulan data
Tehnik dokumentasi
Tehnik dokumentasi yaitu pencarian data melalui catatan atau arsip
perusahaan yang dilakukan berkaitan dengan objek perusahaan
maupun perpustakaan.Data yang diambil yaitu:
a. Struktur Organisasi.
b. Sejarah Perusahaan.
c. Data produksi.
d. Data kerusakan produk.
G.Metode Pembahasan
Ada 3 hal pokok yang dibahas dalam pelaksanaan pengendalian
kualitas terhadap produk akhir T-SHIRT PUMA pada PT.TUPAI ADYAMAS
INDONESIA.
1. Menghitung rata-rata kerusakan produk per bulan dengan menggunakan
metode C-Chart.
Control chart adalah grafik yang digunakan untuk menentukan apakah
suatu proses berada dalam keadaan in control atau out of control yang
meliputi batas atas dan batas bawah.Grafik ini dapat membantu kita untuk
menggambarkan performansi yang diharapkan dari suatu proses tersebut
konsisten.Langkah-langkah yang digunakan yaitu:
Menghitung produk yang rusak pada data yang terdapat pada
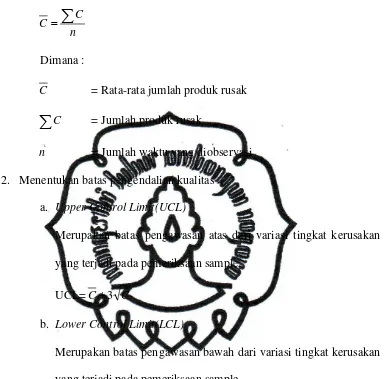
Menentukan rata-rata dari kerusakan (Ariani,2004:152)
n C C =
å
Dimana :
C = Rata-rata jumlah produk rusak
å
C = Jumlah produk rusakn = Jumlah waktu yang diobservasi
2. Menentukan batas pengendalian kualitas
a. Upper Control Limit(UCL)
Merupakan batas pengawasan atas dari variasi tingkat kerusakan
yang terjadi pada pemeriksaan sample.
UCL=C+3 C
b. Lower Control Limit(LCL)
Merupakan batas pengawasan bawah dari variasi tingkat kerusakan
yang terjadi pada pemeriksaan sample.
LCL=C-3 C
c. Membuat grafik C-Chart
Grafik C-Chart dibuat untuk mengetahui tingkat pengendalian
kualitas yang dilakukan perusahaan serta
penyimpangan-penyimpangan yang terjadi untuk ditindak lanjuti mencari
commit to user
3. Menentukan jenis-jenis kerusakan dan apa penyebabnya
a. Diagram Pareto
Diagram pareto digunakan untuk memperbandingkan berbagai
kategori kejadian yang disusun menurut ukurannya,dari yang
paling besar di sebelah kiri ke yang paling kecil di sebelah kanan.
Diagram ini digunakan untuk mengetahui jenis dan tingkat
kerusakan pada produk akhir T-SHIRT PUMA PT.TUPAI
ADYAMAS INDONESIA. Langkah-langkah pembuatan diagram
pareto sebagai berikut:
1) Menentukan presentase kerusakan untuk setiap jenis kerusakan.
2) Membuat diagram pareto dengan mengurutkan jenis kerusakan
dari jumlah paling kecil dari kiri ke kanan.
b.Diagram sebab akibat (fishbone chart)
Diagram sebab akibat ini menjelaskan bahwa akibat dari suatu
permasalahan akan dapat dicari penyebabnya,baik itu berasal dari
unsur manusia,alat atau mesin,metode dan material. Dengan
meneliti setiap unsur tersebut maka akan dapat dianalisis penyebab
timbulnya masalah,jadi dengan penjelasan tersebut diagram sebab
akibat dapat bermanfaat untuk:
1) Membantu mengidentifikasi kan penyebab suatu masalah.
2) Membantu membuat solusi suatu masalah.
Diagram sebab akibat digunakan untuk menganalisa suatu masalah dan
yang dominant maka dapat dicari penyelesaiannya.Permasalahan adanya
kerusakan produk dapat diketahui penyebabnya dengan membuat diagram
sebab akibat.
Diagram sebab akibat dapat dijadikan sebagai bagan yang menjelaskan
commit to user BAB II
TINJAUAN PUSTAKA
A.Pengertian Kualitas
Kualitas atau mutu suatu hasil sangat berperan dalam kelangsungan
hidup perusahaan.Untuk itu sebelumnya kita mengetahui arti dari kualitas itu
sendiri.Definisi kualitas dapat diartikan bermacam-macam sesuai dengan
kebutuhan atau penggunaannya.
Menurut Assauri (2008:291) Kualitas adalah”sebagai faktor-faktor
yang terdapat dalam suatu barang atau hasil yang menyebabkan barang atau
hasil tersebut sesuai dengan tujuan untuk apa barang atau hasil itu
dimaksudkan atau dibutuhkan”.
Menurut Rander dan Heizer (2005:253) Kualitas
adalah”keseluruhan fitur dan karakteristik produk atau jasa yang mampu
memuaskan kebutuhan yang terlibat atu tersamar”.
Berdasarkan pengertian kualitas diatas, dapat disimpulkan bahwa
pengertian kualitas menurut sudut pandang produsen berarti kesesuaian
dengan spesifikasi. Sedangkan menurut konsumen, kualitas berarti kecocokan
dalam menggunakan. Secara obyektif pengertian kualitas adalah standar
khusus dimana kemampuan, kinerja, kendala pemeliharaan dan karakteristik
B.Pengertian Pengendalian Kualitas
Peranan pengendalian kualitas sangat diperlukan untuk dapat
meningkatkan keefisienan dan kualitas produk.Pengendalian kualitas
memerlukan pengertian dan perlu dilaksanakan oleh perancang bagian
inspeksi,bagian produksi sampai pendistribuan produk ke konsumen.Untuk itu
perlu mengetahui definisi pengendalian kualitas agar lebih jelas.
1. Pengendalian kualitas menurut Purnomo (2003:162)”Aktivitas
pengendalian proses untuk mengukur cirri-ciri kualitas produk
membandingkannya dengan spesifikasi atau persyaratan,dan mengambil
tindakan penyehatan yang sesuai apabila ada perbedaan antara penampilan
yang sebenarnya dan yang standar”.
2. Pengendalian kualitas menurut Ahyari (2002:338)”Merupakan suatu
aktivitas (manajemen perusahaan) untuk menjaga dan mengarahkan agar
kualitas produk perusahaan dapat dipertahankan sebagai mana yang telah
direncanakan”
Dari beberapa pengertian diatas, dapat disimpulkan bahwa
pengendalian kualitas merupakan usaha mengintregasi, mengembangkan,
memelihara, serta perbaikan atas kualitas yang dihasilakan suatu perusahaan
baik pada produk, jasa, tenaga kerja, proses dan lingkungannya agar sesuai
commit to user C.Faktor-faktor yang menpengaruhi kualitas
Kualitas pada dasarnya dipengeruhi oleh beberapa faktor diantaranya
sebagai berikut (Assauri,2008:293):
1. Fungsi suatu barang
Suatu barang yang dihasilkan hendaknya memperhatikan fungsi untuk apa
barang tersebut digunakan atau dimaksudkan.Dengan
demikian,barang-barang yang dihasilkan harus dapat benar-benar memenuhi fungsi tersebut.
2. Wujud luar
Salah satu faktor yang penting dan sering digunakan oleh konsumen dalam
melihat suatu barang pertama kalinya untuk menentukan mutu barang
tersebut,adalah wujud luar barang tersebut.
3. Biaya barang
Pada umumnya biaya barang dapat menentukan kualitas barang
tersebut.Hal ini terlihat dari barang-barang yang mempunyai biaya atau
harga yang mahal,dapat mewujudkan bahwa mutu barang tersebut relative
D.Penentuan Standar kualitas
Standar kualitas merupakan standar yang berhubungan dengan usaha
yang dilakukan terus –menerus untuk dapat menentukan syarat-syarat mutu
yang harus dipenuhi dalam proses pembuatan suatu produk.Render, Barry dan
Heizer 2004:255)
Langkah-langkah dalam penentuan standar kualitas:
1. Mempertimbangkan persaingan produk dari perusahaan pesaing.
2. Mempertmbangkan kegunaan produk akhir.
3. Kualitas produk yang dihasilkan harus sesuai dengan harga jual.
4. Diperlukan tim yang berkecimpumg dalam bidang:
a. Penjualan yang mewakili konsumen.
b. Tehnik yang mengatur desain dan kualitas teknis.
c. Pembelian yang menentukan kualitas bahan baku.
d. Produksi yang memerlukan ongkos untuk memproduksi dalam
commit to user E.Tujuan Pengendalian Kualitas
Pengendalian kualitas merupakan kegiatan yang terpadu dalam
perusahaan untuk menjaga dan mengarahkan kualitas produk yang dihasilkan
dapat berjalan baik dan hasil sesuai dengan standar yang ditetapkan.
Menurut Handoko (2000:45) adalah:
1. Mengurangi kesalahan dan meningkatkan mutu.
2. Mengilhami kerja tim yang lebih baik.
3. Mendorong ketertiban dalam tugas.
4. Meningkatkan motivasi pada karyawan.
5. Menciptakan kemampuan memecahkan masalah.
6. Menimbulkan sikap-sikap mencegah masalah.
7. Memperbaiki komunikasi dan mengembangkan hubungan manajer dan
karyawan.
8. Mengembangkan kesadaran akan keamanan yang tinggi.
9. Memajukan karyawan dan mengembangkan kepemimpinan.
F.Teknik Pengendalian Kualitas
1. Inspeksi
Menurut Render, Barry dan Heizer ( 2004:269 ) Inspeksi merupakan jalan
untuk memastikan bahwa sebuah operasi menghasilkan tingkat kualitas
yang diharapkan. Inspeksi meliputi : pengukuran, perasaan, peradapan,
penimbangan, serta pengecekan produk. Tujuannya adalah menemukan
proses yang buruk sesegera mungkin dan menghentikan pembuatan
komponen yang rusak.
2. Acceptancesampling
Acceptance sampling berarti penerimaan atau penolakan keseluruhan
kumpulan produk atau jasa atas dasar jumlah cacat dalam sample.
Sampling penerimaan acak dari kumpulan atau ”Lot” produk yang telah
ditentukan sebelumnya. Sampling lebih ekonomis dari pada melakukan
inspeksi 100%.
3. Control Chart ( Bagan Kendali )
Pengendalian kualitas dilakukan setelah diketahui variabel / atribut yang
menentukan tinggi rendahnya kualitas produk. Teknik pengendalian
kualitas yang digunakan dalam pelaksanaan pengendalian kualitas adalah
control chart.
a. Bagan kendali untuk atribut
Bagan control ini digunakan bila pengukuran dari unit sample di
commit to user
1) P – Chart
Digunakan untuk pengukuran kualitas produk selama proses
produksi apakah produk yang dihasilkan masih dalam batas yang
disyaratkan dan ukuran cacat berupa proporsi, pengukuran
didasarkan pada sampel yang diambil.
a) Menentukan proporsi rata – rata kerusakan ( p )
b) Menentukan Standar Deviasi
sr
=(
)
n
= Besarnya ukuran samplec) Menentukan Batas Pengendalian
Batas Kendali Atas ( Upper Control Limit )
UCL =
p
+ 3(
)
-Batas Kendali Bawah ( Lower Control Limit )
LCL =
p
- 3(
)
n p p.1
-Batas pengawasan UCL dan LCL merupakan batas pengawasan
dari penyimpangan kerusakan yang terjadi. Apabila kerusakan
diatas atau dibawah batas kendali, maka telah terjadi
penyimpangan kerusakan dan harus dilakukan koreksi atau
perbaikan terhadap pelaksanaan pengendalian kualitas.
d) Membuat Grafik P-Chart
grafik P – chart dibuat untuk mengetahui tingkat pengendalian
kualitas yang dilakukan perusahaan dalam mengidentifikasi
penyimpangan yang terjadi untuk mencari penyebab dan cara
memperbaiki.
2) C – Chart
Diagram ini digunakan untuk mengendalikan jumlah produk per
unit hasil suatu proses. Bagan pengendalian c – chart berguna
dalam pengawasan kerusakan – kerusakan ( cacat ). Adapun
langkah – langkah bagan pengendalian kualitas c – chart sebagai
berikut :
a) Menentukan Rata – rata kerusakan
C =
commit to user
C = Rata – rata jumlah kerusakan
å
C = Jumlah Kerusakann
= Jumlah waktu yang diobservasib) Menentukan Standar Deviasi
c
s
=c
Keterangan :
c
s
= Standar Deviasic
= Rata – rata jumlah produk rusakc) Menentukan Batas Pengendalian
Batas kendali atas ( Upper Control Limit )
UCL = C + 3
c
Batas kendali bawah ( Lower Control Limit )
LCL = C - 3
c
Apabila kerusakan berada dibawah batas pengendalian ( LCL ),
maka hal ini merupakan prestasi yang bagus dan kerusalakan
mendekati nol ( 0 ). Apabila kerusakan berada diatas batas
pengendalian atas ( UCL ), maka berarti terjadi penyimpangan
kualitas produk yang dihasilkan. Bila terjadi hal seperti itu,
maka segera diadakan tindakan perbaikan terhadap pelaksanaan
d) Membuat Grafik C – Chart
Grafik c – chart dibuat untuk mengetahui tingkat pengendalian
kualitas yang dilakukan perusahaan dalam mengidentifikasi
penyimpangan yang terjadi untuk mencari penyebab dan cara
memperbaikinya.
b. Bagan Kendali untuk Variable
Variable control chart adalah variable bersambung yang dapat diukur,
misalnya berat dan volume. Variable control chart yang umum
digunakan adalah :
1) Range Chart ( R-Chart )
Digunakan untuk menujukan perbedaan antara pengukuran terbesar
dan terkecil.
2) Mean Chart ( X-Chart )
Digunakan untuk pengukuran rata – rata suatu proses produksi dari
sample.
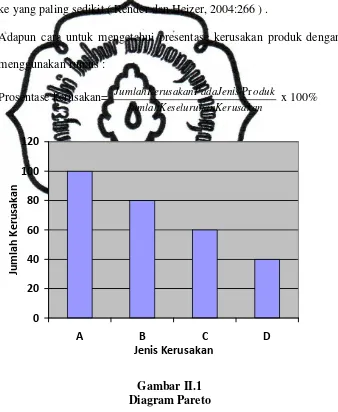
c. Diagram Pareto
Diagram pareto adalah metode untuk mengolah kesalahan, masalah
atau cacat untuk membantu memusatkan perhatian pada usaha
penyelesaian masalah. Tujuan dari penggunaan diagram pareto adalah
untuk mencari permasalahan kualitas yang pada umumnya sering
terjadi, kemudian merangking permasalahan yang ada. Tahapan
commit to user
yang paling sedikit. Setelah menemukan porsi permasalahan yang
terjadi, langkah selanjutnya adalah dengan membuat grafik dari porsi
permasalahan yang ada.
Diagram pareto berbentuk seperti batang, dimana setiap batangnya
menunjukan porsi permasalahan yang terjadi dari yang paling banyak
ke yang paling sedikit ( Render dan Heizer, 2004:266 ) .
Adapun cara untuk mengetahui presentase kerusakan produk dengan
menggunakan rumus :
1) Menentukan jumlah kerusakan untuk setiap jenis kerusakan.
Kerusakan B jumlah kerusakannya 80, kerusakan C jumlah
kerusakannya 60 dan Kerusakan D jumlah kerusakannya 40.
2) Membuat diagram pareto dengan mengurutkan jenis kerusakan
yang jumlahnya paling besar ke jumlah yang paling kecil, dimulai
dari kiri ke kanan. Misalnya kerusakan paling banyak A, lalu B,
lalu C dan paling kecil D.
d. Diagram Sebab – akibat ( Fishbone Chart )
Diagram sebab akibat dikenal sebagai diagram tulang ikan ( Fishbone
Chart ) yaitu sebuah alat untuk mengenal elemen proes ( penyebab )
yang mungkin memberikan pengaruh pada hasil. Diagram ini
menggambarkan sebuah diagram yang bentuknya menyerupai tulang
ikan. Setiap ” Tulang ” mewakili sumber kesalahan. Manajer operasi
memulai dengan empat kategori, yaitu material, Machine, Man dan
Method
Gambar II.2
Method Man
Material Machine
commit to user BAB III
ANALISIS DATA dan PEMBAHASAN
A. Gambaran Umum Perusahaan
1. Sejarah Berdirinya PT. Tupai Adyamas Indonesia
PT. Tupai Adyamas Indonesia berdiri pada hari kamis, 19
September 1991 dengan sistem kerjasama Joint Venture antara tiga
perusahaan lainnya (dua perusahaan asing dan satu perusahaan dalam
negeri), yaitu :
a. Milano Knit Company Limited dari Osaka, Jepang,
b. Teijin Shoji Kaisha Limited dari Osaka, Jepang dan
c. PT. Ade Textile Industries (ADETEX) dari Bandung, Indonesia.
Dengan modal dasarnya sebesar Rp. 2.935.500.000,- . Modal dasar
ini dijual kepada umum dengan nilai Rp. 1.957.000,- per saham, jadi
perusahaan ini memiliki 1500 saham publik. Ketiga perusahaan tersebut
merupakan perusahaan tekstil yang cukup besar. Dengan struktur
kepemimpinan President Director Mr. Yoshinisa Matsui, Vice President
Mr. T. Mashimoto, Director Mr. Y. Kajimura dan Production Supervisor
Mr. T. Okuto, sedangkan Manajer Umum untuk mengurusi segala sesuatu
dengan badan pemerintahan dan pihak terkait di Indonesia adalah Bapak
Harianto Budiman.
PT. Tupai Adyamas Indonesia merupakan suatu perusahaan yang
dihasilkan oleh PT. Tupai Adyamas Indonesia diekspor ke berbagai negara
antara lain : Jepang, Taiwan, Amerika, Korea, Hongkong.
Produk-produk yang dihasilkan berupa T-Shirt yang terdiri dari
beberapa merek yaitu : Puma, Embro, Xebio.
2. Lokasi dan Data Perushaan PT. Tupai Adyamas Indonesia
Dalam penelitiian ini penulis melakukan penelitian pada
perusahaan pakaian jadi (garmen) PT. Tupai Adymas Indonesia di
Winong, Boyolali. Data selengkapnya dari PT. Tupai Adyamas Indonesia
adalah sebagai berikut:
Nama Perusahaan : PT. TUPAI ADYAMAS INDONESIA
Alamat Perusahaan : Jl. Merbabu KM.1, Winong, Boyolali
57315 Jawa Tengah, indonesia.
Telepon/Faximile perusahaan : (0276) 321325 (Hunting) / (0276) 321431.
Jenis Perusahaan : Garmen (pakaian jadi).
Nomor Izin Usaha Industri : 123/T/INDUSTRI/1994.
3. Tujuan Perusahaan
a. Mendirikan dan menjalankan perusahaan-perusahaan dan usaha-usaha
dalam bidang industri garmen.
b. Menjalankan pemasaran hasil dari kegiatan sub a tersebut di atas di
luar negeri dengan tidak mengurangi persetujuan-persetujuan yang
commit to user
c. Menetapkan lapangan kerja baru bagi masyarakat sekitar sebagai
wujud pengabdian dalam membangun dan meningkatkan kualitas
Sumber Daya Manusia.
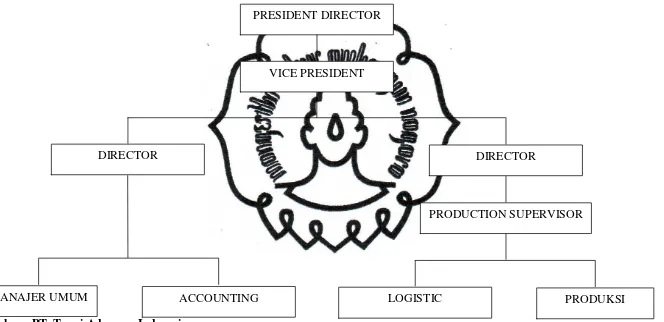
4. Struktur Organisasi
Definisi dari struktur organisasi itu sendiri adalah
mekenisme-mekenisme formal dengan mana organisasi dikelola, yaitu menunjukkan
kerangka dan perwujudan pola tetap hubungan antar fungsi, bagian dan
posisi, maupun orang-orang yang menunjukan kedudukan, tugas
wewenang yang berbeda-beda dalam suatu organisasi (T.Hani Handoko,
1995:169).
Struktur organisasi PT. Tupai Adyamas Indonesia menunjukkan
penjelasan wewenang dan pengaturan pertanggung jawaban organisasi
perusahaan, agar tugas masing-masing bagian menjadi lebih jelas sehingga
dapat menunjang efektifitas dan efisiensi perusahaan dalam mencapai
tujuan yang telah ditetapkan oleh perusahaan.
Dalam menjalankan tugas dan kewajibannya itu, masing-masing
bagian juga harus bertanggung jawab kapada supervisor, kemudian
pertanggungjawaban terakhir berada di tangan Manajer dan Direktur.
Bentuk struktur organisasi PT.Tupai Adyamas Indonesia sendiri adalah
Sumber : PT. Tupai Adyamas Indonesia
Gambar III.1 Struktur Organisasi PT. Tupai Adyamas Indonesia
PRODUCTION SUPERVISOR
DIRECTOR DIRECTOR
PRODUKSI
ACCOUNTING LOGISTIC
MANAJER UMUM
PRESIDENT DIRECTOR
commit to user
Tugas dan Tanggung Jawab
Secara garis besar struktur organisasi di PT. Tupai Adyamas
Indonesia mempunyai tugas, wewenang dan tanggung jawab sebagaai
berikut :
a. President Director
1) Memimpin perusahaan dan semua karyawan
2) Memberikan keputusan terakhit terhadap suatu masalah yang
dihadapi perusahaan.
3) Bertanggung jawab atas semua kegiatan perusahaan
4) Membina hubungan baik dengan pihak luar perusahaan dan mitra
kerja agar terciptanya suatu hubungan yang baik.
b. Vice Director
1) Membantu tugas-tugas dari President Director.
2) Mengganti tugas President Director apabila berhalangan.
3) Membina hubungan baik dengan pihak luar perusahaan dan mitra
kerja agar terciptanya hubungan yang baik.
c. Director
1) Menjalankan instruksi dari President Director dan Vice President.
2) Memberikan laporan jalannya kegiatan perusahaan.
3) Ikut mengawasi jalannya perusahaan dan memastikan lancarnya
kegiatan di perusahaan.
d. Production Supervisor
1) Mengawasi jalannya kelancaran produksi.
2) Memastikan ketepatan proses produksi.
3) Mengkoordinasi kelancaran pemesanan.
e. Manajer Umum
1) Mengkoordinasikan kegiatan di dalam perusahaan
2) Melakukan pengawasan ke setiap departemen.
3) Mengontrol semua kegiatan, baik keluar maupun kedalam dengan
persetujuan Direktur.
4) Melaksanakan meeting bulanan untuk mengkoordinasi
permsalahan yang dihadapi.
f. Accounting
1) Mengatur semua kegiatan keuangan perusahaan, baik keluar
maupun ke dalam dengan persetujuan manajer umum.
2) Mencatat kegiatan keuangan harian.
3) Membuat laporan keuangan mingguan kegiatan perusahaan.
4) Melaporkan kegiatan keuangan perusahaan perbulan.
5) Membuat catatan hutang-piutang perusahaan.
6) Membuat keuangan input-output perusahaan.
7) Melaporkan kondisi keuangan perusahaan ke Manajer untuk
perkembangan perusahaan.
commit to user
g. Logistic
1) Melakukan pemeriksaan bahan baku
2) Mengatur pengadaan bahan baku kebutuhan produksi sesuai
dengan order serta tanggugna jawab atas kualitas bahan baku yang
dibeli.
3) Mengatur pengadaan bahan, distribusi dan pemeliharaan peralatan
produksi serta menjaga keamanan semua bahan dan peralatan
produksi.
h. Produksi
1) Mempersiapkan kegiatan-kegiatan proses produksi dan
pengkoordinasi semua kegiatan yang berhubungan dengan proses
produksi.
2) Bertanggung jawab atas kualitas produksi yang akan dihasilkan.
3) Mengawasi administrasi pabrik.
5. Kepersonaliaan
a. Tenaga Kerja
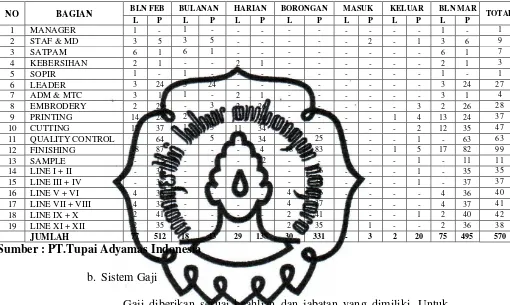
PT. Tupai Adyamas Indonesia memiliki 570 karyawan, dari tahun
ke tahun jumlah karyawan relatif stabil. Usia karyawan produktif di
PT.Tupai Adyamas Indonesia, berkisar antara 18-55 tahun. Secara garis
besar daftar karyawan PT.Tupai Adyamas Indonesia per Februari 2010
Tabel III.1
Jumlah Karyawan PT. Tupai Adyamas Indonesia Bulan : Februari 2010
Periode 21 Februari s/d 20 Maret 2010
NO BAGIAN BLN FEB BULANAN HARIAN BORONGAN MASUK KELUAR BLN MAR TOTAL L P L P L P L P L P L P L P
Sumber : PT.Tupai Adyamas Indonesia
b. Sistem Gaji
Gaji diberikan sesuai keahlian dan jabatan yang dimiliki. Untuk
gaji karyawan bagian produksi, PT. Tupai Adyamas Indonesia
menerapkan sistem pengupahan sama seperti pabrik pada umumnya
dengan gaji sesuai standar Upah Minimum Regional (UMR). Gaji,
dibayarkan pada setiap akhir bulan. Untuk karyawan borongan, gaji di
hitung harian dan dibayarkan setiap minggunya atau bulanan. Bila ada
tambahan kerja lembur dan tambahan untuk tetap masuk pada Hari
Raya, Hari Libur Nasional dan pada hari Minggu, upah akan
commit to user
c. Jam Kerja Karyawan
Pada PT. Tupai Adyamas Indonesia, jam yang berlaku dari hari
senin sampai dengan sabtu, tetapi hari efektif yang digunakan Senin
sampai dengan Jum’at. Pada hari Senin sampai dengan Sabtu, jam kerja
dimulai pukul 07.30 WIB sampai pukul 16.15 WIB. Jam istirahat dari
hari Senin sampai dengan hari Sabtu, dimulai pukul 12 WIB sampai
dengan 12.45 WIB selama 45 menit.
Khusus untuk hari Minggu dan Hari Besar Nasional, semua
karyawan diliburkan. Tetapi jika ada pesanan yang belum selesai
produksinya, maka karyawan akan lembur sampai dengan waktu yang
tidak ditentukan tergantung dari selesainya pemenuhan target
pengiriman. Secara garis besar bagan jam kerja PT. Tupai Adyamas
Indonesia adalah sebagai berikut :
Tabel III.2
Jam kerja karyawan PT. Tupai Adyamas Indonesia
HARI JAM KERJA JAM ISTIRAHAT
Senin 07.30 WIB-16.15 WIB 12.00 WIB-12.45 WIB Selasa 07.30 WIB-16.15 WIB 12.00 WIB-12.45 WIB Rabu 07.30 WIB-16.15 WIB 12.00 WIB-12.45 WIB Kamis 07.30 WIB-16.15 WIB 12.00 WIB-12.45 WIB Jum’at 07.30 WIB-16.15 WIB 12.00 WIB-12.45 WIB Sabtu 07.30 WIB-16.15 WIB 12.00 WIB-12.45 WIB Sumber : PT.Tupai Adyamas Indonesia
d. Fasilitas dan Kesejahteraan Karyawan
Untuk menunjang aktivitas kerja dan kesejahteraan dari staf dan
semua karyawan PT. Tupai Adyamas Indonesia menyediakan fasilitas,
1) Jaminan sosial tenaga kerja (Jamsostek).
2) Tunjangan hari raya.
3) Cuti tahunan.
4) Ijin untuk meninggalkan pekerjaan dengan alasan tertentu.
5) Pada bagian kantor, untuk staf disediakan komputer, printer, mesin
foto kopi, telephone dan faximile.
6. Proses Produksi
a. Marker
Pada tahap ini dilakukan perancangan model atau bentuk desain
T-Shirt yang akan dibuat.
b. Gelar Kain
Menyiapkan kain untuk masuk tahap pemotongan.
c. Potong
Pemotongan bahan sesuai dengan model yang telah ditentukan.
d. Numbering
Pemberian tanda sesuai pada bagian-bagian yang akan dijahit.Seperti
pada bagian map atau body depan, ushiro atau body belakang, sode
migi atau lengan kanan, dan sode hidari atau lengan kiri.
e. Cek Kain
Pengecekan kain bila ada cacat.
f. Embroidery
commit to user
g. Transfer Print
Penempelan logo dengan menggunakan press mesin atom spa.
h. Printing
Pemberian warna sesuai dengan desain yang telah ditentukan.
i. Sewing
Menjahit bagian atau bahan yang telah di beri tanda atau numbering.
j. Trimming
Pemotongan sisa-sisa jahitan.
k. Kensa
Pengecekan kualitas jahitan.
l. Ukur
Pengecekan kesesuaian ukuran yang telah ditentukan.
m. Iron
Penyetrikaaan T-Shirt yang telah jadi agar terlihat rapi dan bagus.
n. Lipat
Melipat T-Shirt yang telah disetrika untuk masuk tahap yang terakhir.
o. Packing
T-Shirt yang telah dilipat kemudian dimasukkan ke dalam
plastik-plastik pembungkus agar tetap bersih dan siap dikirim.
Mesin yang digunakan dalam proses di atas antara lain :
1) Mesin spreading
2) Cutting besar & cutting kecil
4) Mesin atom spa
5) Mesin embro
6) Diyer mesin
7) Single needle
8) Obras benang
9) Overdeck kepala kecil
10)Bartax
11)Mesin iron
B. Laporan Magang Kerja
1. Pengertian Magang Kerja
Magang kerja merupakan kegiatan penunjang perkuliahan yang
wajib dilaksanakan oleh mahasiswa dengan diterjunkan secara langsung ke
dunia kerja secara nyata dengan tujuan agar mahasiswa dapat meneliti
secara langsung aplikasi dari berbagi teori yang telah didapat pada saat
perkuliahan.
2. Tujuan Magang Kerja
Magang Kerja mempunya tujuan sebagai berikut :
a. Memperoleh pengalaman kerja dengan terjun secara langsung ke
dalam dunia kerja secara kenyataan.
b. Dapat menambah pengalaman dan ilmu yang di gunakan dalam
commit to user
c. Agar mahasiswa dapat mengetahui memahami permasalahan yang
dihadapi dalam dunia kerja seraca kenyataan.
d. Agar dapat bekerja secara berkelompok atau dapat berinteraksi
terhadap masyarakat di dalam dunia kerja.
3. Obyek magang kerja
Dalam laporan ini obyek magang kerja adalah PT. Tupai Adyamas
Indonesia.
a. Jenis obyek magang kerja
Obyek kerja berupa perusahaan manufaktur yang proses
produksinya dilaksanakan secara manual dan menggunakan mesin.
Proses produksi dilaksanakan berdasarkan faktor penjualan dan
permintaan konsumen.
b. Kriteria obyek magang kerja
Kriteria obyek magang kerja, yaitu perusahaan PT. Tupai
Adyamas Indonesia adalah sebagai berikut :
i. Berdiri dan beroperasi lebih dari dua puluh tahun.
ii. Bersedia menerima kedatangan peserta magang kerja serta
bersedia membimbing peserta magang kerja di obyek magang
kerja.
4. Pelaksanaan magang kerja
a. Tempat kegiatan Magang Kerja
Penulis melakukan magang kerja di PT. Tupai Adyamas
Indonesia yang beralamat di Jalan Merbabu km 1, Winong,
Boyolali. Magang dilaksanakan selama satu bulan, di mulai dari
tanggal 08 Februari 2010. Magang dimulai dari pukul 08.00 WIB
sampai dengan 12.00 WIB.
Waktu magang tersebut merupakan kesepakatan yang telah
disetujui antara pihak perusahaan dengan pihak mahasiswa sebagai
peserta magang, sesuai dengan bidang kami yaitu Manajemen
Industri.
b. Kegiatan Magang Kerja
Pelaksanaan magang kerja diarahkan pada kegiatan terjun ke
lapangan secara langsung. Sebagai acuan dalam menyusun tugas
akhir, kegiatan yang kami laksanakan di lokasi produksi adalah :
1) Mengamati berlangsungnya proses produksi.
2) Melakukan tugas sesuai dengan jadwal yang telah diberikan.
3) Mendapatkan pengarahan dan pembimbing lapangan.
4) Melakukan wawancara.
commit to user
5. Manfaat Magang Kerja
Dalam pelaksanaan magang kerja banyak manfaat yang diperoleh
penulis antara lain :
a. Mengetahui secara langsung proses produksi pada PT. Tupai
adyamas Indonesia.
b. Mengetahui secara langsung pekerjaan karyawan.
c. Mengetahui peralatan proses produksi pada PT. Tupai
Adyamas Indonesia.
d. Memperoleh data untuk penulisan tugas akhir.
Demikian laporan magang kerja yang telah dilaksanakan di PT. Tupai
Adyamas Indonesia sebagai obyek penulisan Tugas Akhir. Data yang
dipakai untuk penulisan tugas akhir adalah tentang proses produksi T-Shirt
C. Pembahasan
Berdasarkan hasil pengumpulan data yang diperoleh dari PT.
TUPAI ADYAMAS INDONESIA pada periode Januari sampai dengan
Desember 2009 pada produk T-SHIRT PUMA,maka dilakukan
pembahasan mengenai pengendalian kualitas terhadap produk T-SHIRT
PUMA dengan menggunakan analisis c-chart. Analisis ini digunakan
untuk mengetahui dan menentukan apakah kerusakan produk T-SHIRT
PUMApada tahun 2009 masih dalam batas kendali atau belum.
1. Menghitung rata-rata kerusakan produk per bulan
Analisis control chart
Analisis control chart dapat digunakan untuk menghitung
jumlah produk cacat dan juga digunakan untuk menentukan apakah
produk akhir masih dalam batas kendali atau tidak.
Berdasarkan hasil pengumpulan data yang diperoleh dari PT. TUPAI
ADYAMAS INDONESIA bulan Januari sampai dengan Desember
commit to user Tabel III.3
Data Kerusakan Produk Akhir T-SHIRT PUMA
Periode Januari – Desember 2009 PT. TUPAI ADYAMAS INDONESIA
NO BULAN
Dari data diatas kemudian dilakukan perhitungan dengan
menggunakan metode c-chart dengan langkah – langkah sebagai
berikut :
Menentukan rata – rata kerusakan:
2. Menentukan Batas Pengendalian Kualitas
a. Batas Pengendalian Atas ( UCL )
UCL = C + 3
c
= 373 + 3
373
= 373 + 3 ( 19,31 )
= 373 + 57,93
= 430,93 =(431)
b. Batas Pengendalian Bawah ( LCL )
LCL = C - 3
c
= 373 – 3
373
= 373 – 3 ( 19,31 )
= 373 – 57,93
commit to user Gambar III.2
Hasil Analisis C – Chart POM for Windows
Gambar III.3
Grafik C-chart kerusakan produk T-SHIRT PUMA pada tahun
Berdasarkan data dan perhitungan yang telah dilakukan dengan
jumlah t-shirt yang diteliti sebanyak 176.287 unit dengan
menggunakan bagan pengendalian c-chart, menunjukan bahwa selama
tahun 2009 produksi t-shirt puma dapat diketahui rata – rata kerusakan
produk.
UCL adalah garis yang berada diatas CL, yang mana apabila
berada diatas CL maka kerusakan semakin besar. Sebaliknya, LCL
merupakan garis yang berada dibawah CL, yang mana apabila berada
dibawah CL maka kerusakan semakin kecil.
Dari data diatas, untuk UCL ( Upper Limit Control ) sebesar
430,93 atau 431 dan rata – rata kecacatan produk sebesar 373,333 atau
373 unit. Produk yang out of control terjadi pada bulan Juni, Juli dan
commit to user
3. Menentukan jenis-jenis kerusakan dan apa penyebabnya
a. Analisis Diagram Pareto
Tabel III.4
Jenis Kerusakan T-SHIRT PUMA
Tahun 2009
Sumber : PT.Tupai Adyamas Indonesia
1) Menghitung Persentase jenis kerusakan
(b) Bagian lengan loncat
(e) Jahitan tidak penuh
commit to user
Presentase Jenis Kerusakan T-SHIRT PUMA
Tahun 2009
Jenis Kerusakan Jumlah Kerusakan (unit)
Sumber: PT.Tupai Adyamas Indonesia
Dari tabel diatas dapat diketahui data mengenai kerusakan
T-SHIRT PUMA selama setahun. Jenis kerusakan terbanyak adalah
jahitan tidak penuh sebesar 949 unit atau 21,20 % , sedangkan
untuk jenis kerusakan terendah adalah krah loncat/putus sebesar
801 unit atau 17,87 %.
2) Dari perhitungan diatas, maka akan terlihat diagram pareto sebagai
Gambar III.4 Diagram Pareto
Berdasarkan analisis data diatas dalam diagram pareto,
maka dapat diketahui dalam proses produksi T-Shirt Puma pada
tahun 2009 untuk tingkat kerusakan tertinggi yang terjadi adalah
jahitan tidak penuh sebesar 949 unit atau 21,20 %. Sedangkan di
urutan kedua adalah kancing lepas sebesar 936 unit atau 20,89 %,
untuk urutan ketiga adalah bagian lengan loncat sebesar 922 unit
atau 20,58 %, urutan keempat adalah bahu kendor sebesar 872 unit
atau 19,46 % dan urutan terakhir adalah krah loncat/putus sebesar
801 unit atau 17,87%.
b. Diagram Sebab – Akibat ( Fishbone Chart )
Diagram sebab – akibat atau sering disebut Fishbone Chart
merupakan alat untuk mengidentifikasi masalah kualitas dan
commit to user
t-shirt Puma dibagian sewing PT.Tupai Adyamas Indonesia, diketahui
terdapat empat kategori yang menjadi penyebab terjadinya kerusakan
t-shirt Puma yaitu process, Machine, Method dan Man .
Mesin rusak Desain proses lemah
Perawatan mesin
efektif menyebabkan kualitas produk yang dihasilkan kurang
baik.Karena desain proses yang lemah dapat mempengaruhi proses
produksi.Karena proses produksi tidak satu atap,sebaiknya seluruh
kegiatan proksi dijadikan satu tempat.
2) Machine ( Mesin )
Mesin merupakan peralatan utama dalam poses produksi. Pada saat
terjadi gangguan yang serius pada mesin, proses produksi harus
dihentikan beberapa saat untuk memperbaikinya mesin. Kancing
lepas,krah loncat,bahu kendor dan jahitan tidak penuh merupakan
kerusakan yang disebabkan oleh gangguan pada mesin saat proses
produksi.Untuk mengatasi masalah tersebut, sebaiknya perusahaan
melakukan perawatan yang serius dan berkala terhadap mesin yang
digunakan dalam proses produksi, sehingga masalah kemacetan
mesin dapat dihindarkan dan proses produksi dapat berjalan
dengan lancar.
3) Method ( Metode )
Faktor metode juga tidak kalah pentingnya, karena apabila
instruksi kerja pada karyawan kurang jelas dan kurang
menyeluruh, maka akan berpengaruh pada keberhasilan proses
produksi. Jenis kerusakan yang disebabkan oleh faktor metode
adalah krah loncat/putus,dan kancing lepas. Untuk mengatasi hal
tersebut, sebaiknya instruksi kerja diberikan pada karyawan secara
tertulis dan disertai pula penjelasan secara lisan. Instruksi kerja
commit to user
4) Man ( Manusia )
Kurangnya konsentrasi, kelalaian karyawan dan kelelahan
menyebabkan proses produksi yang berlangsung banyak terjadi
kerusakan. Masalah tersebut dapat menyebabkan jahitan tidak
Pengendalian Kualitas Total (
Total Quality Control
)
Adalah sistem manajemen dengan mengikut sertakan seluruh karyawan
dari semua tingkat di dalam sebuah organisasi,pengendalian kualitas di semua
bidang,agar produk yang dihasilkan sesuai dengan keinginan konsumen sehingga
konsumen puas dengan prduk yang dihasilkan.
Ø Pengendalian kualitas bukan hanya di bagian produksi,melainkan seluruh
bagian dalam perusahaan.
Ø keterlibatan semua fungsi dalam kegiatan kualitas.
Ø keterlibatan semua level dari manajemen puncak sampai karyawan dalam
memperhatikan kualitas.
Ø melakukan perbaikan yang berkesinambungan.
Ø orientasi pada pelanggan yang kuat.
Ø kualitas ditentukan sudut pandang pelanggan(kepuasan pelanggan)
Ø perbaikan terus menerus.
Ø pengendalian kualitas belum berhenti apabila pelanggan belum puas.
Maka di PT.Tupai Adyamas Indonesia dalam proses produksinya
melakukan pengendalian kualitas pada setiap bagian proses produksinya,sehingga
kecacatan yang terjadi dapat dikurangi atau bahkan dapat dihilangkan,sehingga
hasil produksi sesuai dengan keinginan pelanggan.kepuasan pelanggan dapat
dicapai.
Serta melakukan perbaikan secara terus menerus pada penyebab
kerusakan yang terjadi,yaitu pada mesin,metode,desain produk,dan peningkatan
commit to user
Lingkaran Pengendalian Kualitas
(Quality Control Circle)
Dalam proses produksi di PT.Tupai Adyamas Indonesia yang terjadi
penyimpangan dilakukan perbaikan dengan membuat kelompok yang terdiri dari
3-8 orang dari seluruh bagian proses produksi untuk mencari permasalahan yaitu
dengan membuat rencana perbaikan,kemudian kerjakan perbaikan,periksa
kembali dari perbaikan yang telah dikerjakan,apabila terjadi penyimpangan
diambil tindakan untuk mencari penyelesaiannya.Sehingga kerusakan dalam
proses produksi dapat di kurangi.
Gambar III. 6
Siklus Penyelesaian Masalah
Rencanakan (mengenali perbaikan dan membuat rencana)
Masalah kualitas
Tindakan (menerapkan rencana)
Kerjakan (menguji rencana)
· Perusahaan tidak membuat solusi perbaikan terhadap produk yang
gagal,tetapi hanya mengadakan bazar pada bulan-bulan tertentu,yaitu guna
menjual produk yang rusak/cacat.Tetapi hanya dikhususkan untuk
karyawan perusahaan(tidak untuk umum).
· Menurut saya sebaiknya dilakukan perbaikan pada produk tersebut,karena
agar kerusakan yang terjadi dapat dikurangi atau bahkan dihilangkan.Yaitu
dengan melakukan perbaikan terus menerus pada bagian-bagian yang
dapat menyebabkan kerusakan.Serta melibatkan seluruh karyawan dalam
pengendalian kualitas.Pada bagian mesin,metode,proses,berkumpul dan
commit to user BAB IV
PENUTUP
A. Kesimpulan
Berdasarkan analisis dan pembahasan mengenai pengendalian kualitas
produk t-shirt puma pada PT. Tupai Adyamas Indonesia dengan menggunakan
metode c-chart, maka dapat diambil kesimpulan sebagai berikut :
1. Berdasarkan data yang diperoleh dari perhitungan yang telah dilakukan
dengan jumlah produk t-shirt puma tahun 2009 sebanyak 176.287 unit dan
kerusakan T-Shirt Puma sebanyak 4480 unit.Dengan menggunakan bagan
kendali c-chart, hasil perhitungan diperoleh rata – rata kerusakan produk
akhir sebesar 373,333 atau 373 unit.
2. Dengan menggunakan metode c-chart dapat diketahui kerusakan pada
produk T-Shirt yang berada diluar batas pengendalian atas (UCL) pada
bulan Juni,Juli,dan Oktober. Kerusakan tertinggi terjadi pada bulan Juli,
sebesar 443 unit.
3. Diagram Pareto dapat digunakan untuk mengetahui jenis kerusakan
berdasarkan urutan besarnya kerusakan hingga urutan terkecil jumlah
kerusakan. Tingkat kerusakan paling besar yaitu jahitan tidak penuh,
sebesar 949 unit atau 21,20%, hal ini disebabkan oleh tingkat konsentrasi
karyawan yang kurang dan kerusakan mesin karena perawatan mesin
kurang rutin. Sedangkan tingkat kerusakan terkecil krah loncat sebesar 801
dengan menggunakan Fishbone chart, dapat diketahui penyebab
kerusakan terbesar karena machine ( Mesin ). Kondisi mesin yang sudah
tua, kurangnya perawatan pada mesin yang mengakibatkan sering
terjadinya kerusakan pada mesin mempengaruhi kualitas produk akhir
T-Shirt Puma.
B. Saran
Berdasarkan pembahasan analisis data dan kesimpulan penelitian yang
dikemukakan diatas, maka peneliti memberi saran yang diharapkan dapat
memberikan masukan kepada pihak perusahaan untuk menentukan langkah
lebih lanjut mengenai pengendalian kualitas. Dengan masih adanya kerusakan
produk T-Shirt Puma yang berada diluar batas kendali, maka penulis
memberikan saran kepada pihak perusahaan sebagai berikut :
1. Perusahaan sebaiknya lebih memperhatikan pemeliharaan terhadap mesin
– mesin produksi dengan melakukan pemeriksaan secara rutin dan berkala
agar proses produksi berjalan lancar dan tidak terkendala oleh mesin yang
tiba – tiba mengalami kerusakan pada saat proses produksi.
2. Perusahaan sebaiknya melampirkan instruksi atau tata cara menggunakan
mesin produksi yang disertai dengan penjelasan secara lisan, sehingga
diharapkan dengan adanya instruksi maka pekerja dapat mengoperasikan
mesin perusahaan dengan baik.
3. Perusahaan sebaiknya membuat standar kualitas pada setiap proses
commit to user
pengecekan pada setiap kegiatan produksi.Dimulai dari marker desain
model t-shirt harus sesuai dengan model t-shirt yang akan dibuat.
Kemudian gelar kain harus rata/tidak terlipat. Pada bagian pemotongan
harus sesuai dengan ukuran yang ditentukan. Numbering,proses
numbering harus sesuai pada bagian yang akan dijahit. Embroidery mesin
bordir dicek dulu, ada kerusakan atau tidak,agar hasilnya baik.Transfer
print, mesin press atom spa dilakukan pengecekan. Printing, dilakukan
pengecekan pada mesin print. Sewing (jahit) pengecekan pada mesin jahit.
(Trimming) pemotongan sisa-sisa jahitan. Kualitas jahitan dilakukan
pengecekan(kensa).Ukur, pengecekan ukuran harus sesuai dengan ukuran
yang ditentukan. Iron, mesin iron dilakukan pengecekan dulu. (Lipat)
proses melipat t-shirt harus rapi, karyawan harus teliti dan hati-hati.