BAB I V
H A S I L DAN PEMBAHASAN
4.1 Perancangan Modular Fixture
Perancangan Modular Fixture terdiri dari beberapa bagian diantaranya yaitu :
4.1.1 Perancangan Klemping
Perancangan klemping disesuaikan dengan dimensi base plate dari modular
fixture. Adapun pertimbangan yang perlu diperhatikan didalam membuat klemping
adalah: I . Mampu memegang benda kerja, dan 2. Tidak merusak/mendeformasi
benda kerja yang akan dipegang
Klemping ini ada dua jenis yaitu :
1. Klemp I : Baja dengan kekuatan tariknya 588 N/mm^ ukuraai 80x10x20 (mm)
sebanyak 2 buah. Jumlah lubangnya 1 buah dengan diameter 12 mm, dan
terdapat 1 buah slot dengan panjang 36 mm (gambar 4.1).
Gambar 4.1 Klemping 1
2. Klemp 2 : Baja dengan kekuatan Tariknya 588 N/mm^ ukuran 55x20x30 (mm)
sebanyak 2 buah. Jumlah lubangnya 3 buah dengan diameter 12 mm. Terdapat
juga sebuah slot dengan panjang 24 mm (gambar 4.2).
m
4.1.2 Perancangan Lokator
-Perancangan lokator juga disesuaikan dengan dimensi base plate dari modular
fixture. Lokator yang dirancang ada dua jenis yaitu:
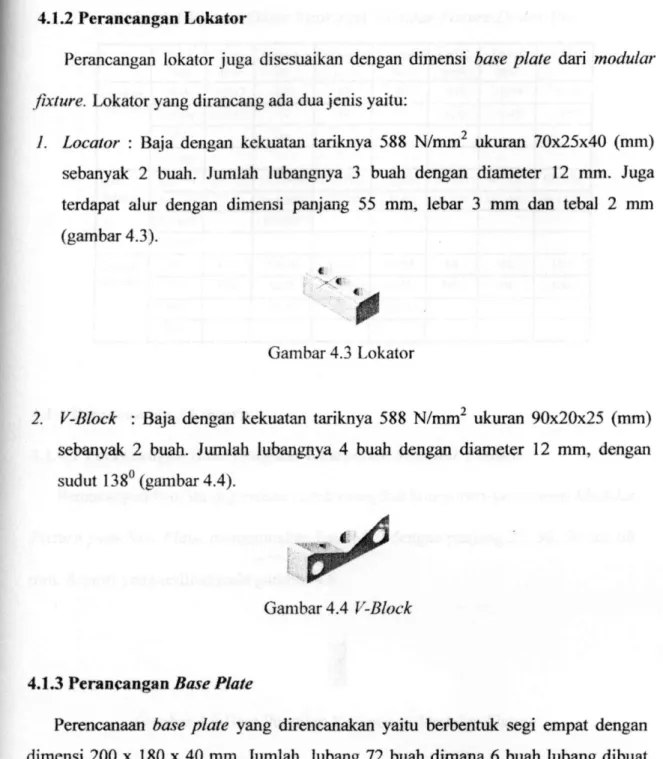
/. Locator : Baja dengan kekuatan tariknya 588 N/mm^ ukuran 70x25x40 (mm)
sebanyak 2 buah. Jumlah lubangnya 3 buah dengan diameter 12 mm. Juga
terdapat alur dengan dimensi panjang 55 mm, lebar 3 mm dan tebal 2 mm
(gambar 4.3).
Gambar 4.3 Lokator
2. V-Block : Baja dengan kekuatan tariknya 588 N/mm^ ukuran 90x20x25 (mm)
sebanyak 2 buah. Jumlah lubangnya 4 buah dengan diameter 12 mm, dengan
sudut 138^'(gambar 4.4).
Gambar 4.4 V-Block
4A.3VerBncangan Base Plate
Perencanaan base plate yang direncanakan yaitu berbentuk segi empat dengan
dimensi 200 x 180 x 40 mm. Jumlah lubang 72 buah dimana 6 buah lubang dibuat
slot dan 66 dibuat ulir dalam M l 2. Untuk lebih jelasnya bentuk base plate ini, dapat
dilihat pada gambar 4.5:
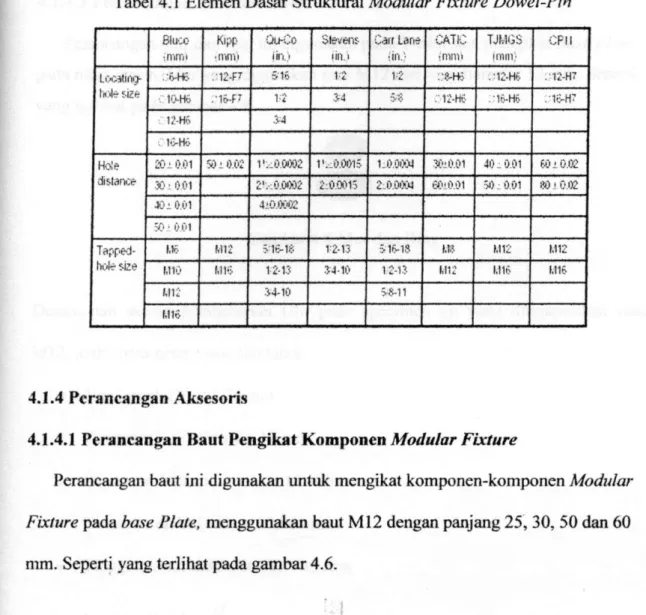
Tabel 4.1 Elemen Dasar Struktural Modular Fixture Dowel-Pin
Bluco Kipp Caif Ldne CATiC TJfvl(5S CPU •nUTM tiviirii iiri.;i iin,i •:ninii 1111111;
,-.>-H.-. ,-12-F7 SIC 1-2 1-2 .•12-Ht. .:12-H: ln;te i'.ize . lO-Ht 1-2 5 :•; , 12-h6 .•le-H'S .•i<;-H^
,54 . i-;^H.;.
Hole 20 • 0,01 a J 0.02 1'._0.0i>K 1'.,0,0015 ij.xoixy .•»'0,01 40 0,01 W0,02 '£' • 001 2'.-,0.0i>J2 2.0,0) 15 2i0,0i>:a tJJ'OOl 50 0,01 i» ! 0,02 X ' l Oi>1 4'':>,iX'02
yj • 0 01
Tfippe-d- i,v;- Ml 2 :-;1>;-1:r. 12-15 5i/:-i? M? M12 M12 holr size M10 Ml'-. 12'-13 .?.4-10 1 2-1 Ml 2 1,110 U15
Ml 2 5S-11
t,l1o
4.1.4 Perancangan Aksesoris
4.1.4.1 Perancangan Baut Pengikat Komponen Modular Fixture
Perancangan baut ini digunakan untuk mengikat komponen-komponen Modidar
Fixture pada base Plate, menggunakan baut M12 dengan panjang 25, 30, 50 dan 60
mm. Seperti yang terlihat pada gambar 4.6.
Gambar 4.6 Baut Pengikat Komponen Modular Fixture
4.1.4.2 Perancangan Baut T-SIot
Perancanagan baut T-Slot ini digunakan untuk mengikat Base Plate pada meja
mesin. Baut yang digunakan baut MIO, seperti yang terlihat pada gambar 4.7.
4.1.4.3 Perancangan Mur dan Ring
Perancangan mur dan ring ini digunakan pada T-Slot saat mengikat Base Plate
pada meja mesin. Mur yang digunakan mur M12 dan ring diameter 12 mm. Seperti
yang terl i hat pada gam bar 4.8.
Gambar 4.8 Mur dan Ring
Desain dan skema pembebanan Ulir pada specimen uji yang direncanakan yaitu
M l 2 , maka parameter yang diketaliui:
• Jarak pitch (P) = 1.75 mm
• Diameter luar ulir (d) 12 mm
• Diameter dalam ulir (d 1) = 10J 06 mm
• Diameterefektif(d2)= 10,863 mm
• Tinggi keseluruhan ulir (H) = 35 mm
Jumlah ulir (z) =
P
35
= 20
1,75
• Tinggi profiI ulir (h) = d - d l
= 12-10,106
= 1,894 mm
• Maka tekanan kontak yang terjadi:
W
= ^200
;n:l 0.863x1.894x20
= 0.92N/mm^
• maka tegangan geser yang terjadi:
7T xd^xkx pxz
^ - 1200
;n:l 0.106x0.84x1.75x20
= 1.28N/mm^
• tegangan normal yang terjadi:
Tgsr = 0,65 X Cr,.,„
0,65
^ CL65
1.28 .
= 0.507 N/mm^
• Untuk memberi keamanan pada baut yang direncanakan, maka diberi factor
keamanan Sf = 1,5 karena baja yang digunakan menerima beban statis. Maka
dapat ditentukan kekuatan luluh sebesar:
f^y = f^mn X
Sf
= 0.507x 1.5
= 0.76N/mm^
• Maka kekuatan tarik dapat ditentukan dengan persamaan:
0.6
= 1.26 N/mm^
4.2 Proses Pembuatan dan Elemen Dasar Proses Pemesinan
4.2.1 Pembuatan Klemping 1
Untuk membentuk material yang akan dibuat klemping, maka pembentukan
material tersebut menggunakan proses pemesinan diantaranya yaitu dengan
menggunakan sekrap. gergaji, freis dan drill. Benda kerja yang akan dibentuk sesuai
dengan gambar benda kerja dimulai dari proses pengerjaan kasar (roughing) sampai
pengerjaan halus (finishing).
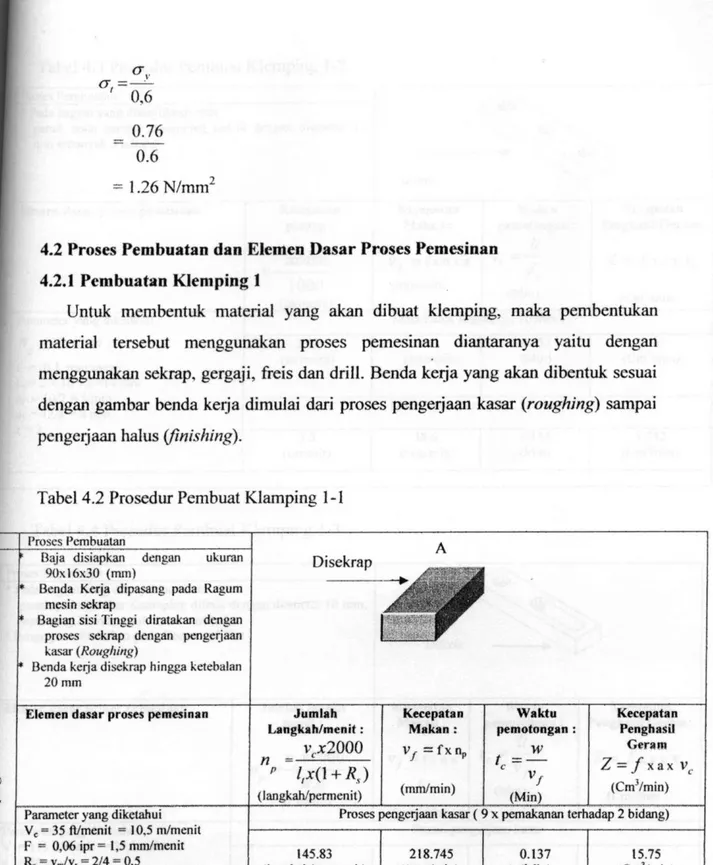
Tabel 4.2 Prosedur Pembuat Klamping l - I
I'roses Pembuatan
Baja disiapkan dengan ukuran 90x16x30 (mm)
Benda Kerja dipasang pada Ragum mesin sekrap
Bagian sisi Tinggi diratakan dengan proses sekrap dengan pengerjaan kasar (Roughing)
Benda kerja disekrap hingga ketebalan 20 mm
Disekrap
i e .
is
Elemen dasar proses pemesinan Jumlah Langkah/menit:
v,.x2000
n
=-(langkah/permenit) Kecepatan Makan : Vj- = f x n p (mm/min) Waktu pemotongan (Min) Kecepatan Penghasil GeraniZ = / X a X
V^. (CmVmin)Parameter yang diketahui Ve = 35 ft/menit = 10.5 m/menit F = 0,06 i p r = 1,5 mm/menit R, = v J v , = 2 / 4 = 0,5 L, = 2 + 90 +4 = 96 W = 30 mm a = 1 mm^ (pengerjaan Kasar) a = 0,5 m m ' (pengerjaan halus)
Proses pengerjaan kasar ( 9 x pemakanan terhadap 2 bidang)
145.83 (langkah/permenit) 218.745 (mm/min) 0.137 (Min) 15.75 (CW/min)
Proses pengerjaan halus ( 1 x pemakanan x 2 bidang) 145.83 (langkah/permenit) 218.745 (mm/min) 0.137 (Min) 7.875 (CmVmin)
Waktu setting mesin Waktu Setting tool Waktu Setting benda kerja TOTAL
NB : A = Sisi Ketebalan Klemping I
3 menit 5 menit 8 menit
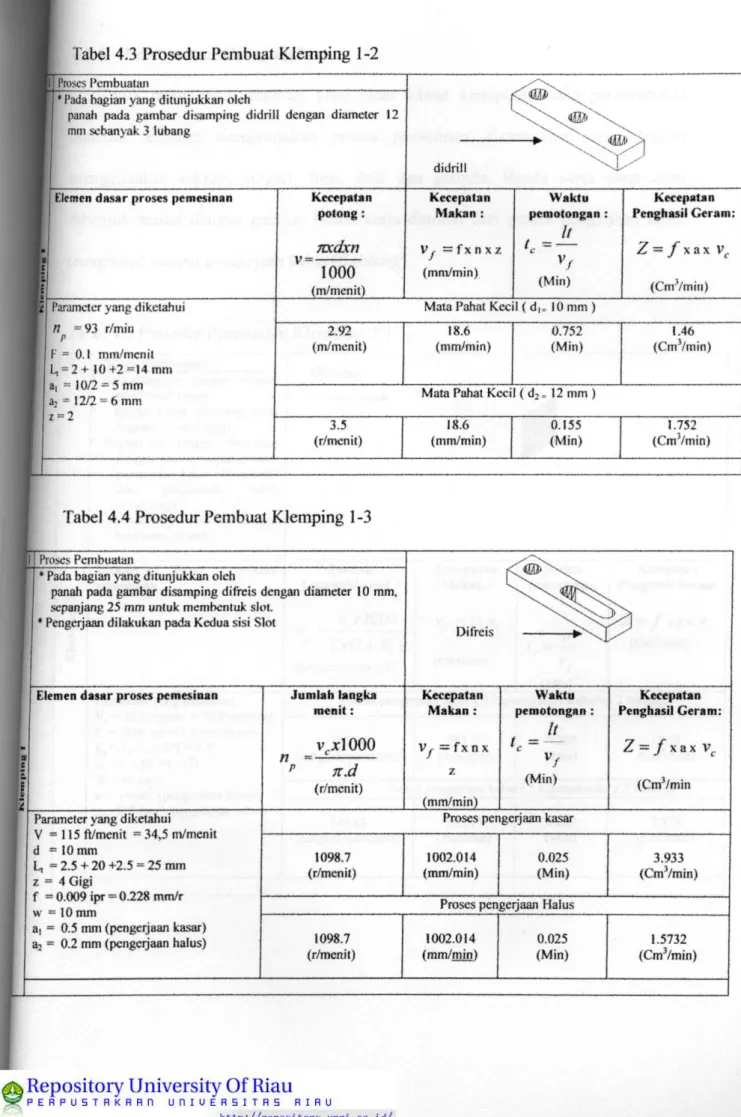
label 4.3 Prosedur Pembuat Klemping 1-2
1 Proses Pembuatiin
— • ^ \ ' ^ \ < f l : ^ > i * Pada bagian yang ditunjukkan oleh
panah pada gambar disamping didriil dengan diameter 12 mm sebanyak 3 lubang ,
didriil
— • ^ \ ' ^ \ < f l : ^ > i
Elemen dasar proses pemesinan Kecepatan potong :
TDcdxn
1000
(m/menit) Kecepatan Makan : Vy = f X n X z (mm/min) Waktu pemotongan ://
^'/ (Min) Kecepatan Penghasil Geram:Z-
/ X a X (CnrVmin) Parameter yang diketahuin =93 r/min ,,
p
4 . P = 0.1 mm/men it 1^ = 2 + 1 0 + 2 =14 mm a, = 10/2 = 5 mm a, = 12/2--6 mm ' ^ = 2Mala Pahat Kecil ( d , . 10 mm ) Parameter yang diketahui
n =93 r/min ,,
p
4 . P = 0.1 mm/men it 1^ = 2 + 1 0 + 2 =14 mm a, = 10/2 = 5 mm a, = 12/2--6 mm ' ^ = 2 2.92 (m/menit) 18.6 (mm/min) 0.752 (Min) 1.46 (Cm'/min) Parameter yang diketahuin =93 r/min ,,
p
4 . P = 0.1 mm/men it 1^ = 2 + 1 0 + 2 =14 mm a, = 10/2 = 5 mm a, = 12/2--6 mm ' ^ = 2Mata Pahat Kccil ( d , , 12 mm ) Parameter yang diketahui
n =93 r/min ,,
p
4 . P = 0.1 mm/men it 1^ = 2 + 1 0 + 2 =14 mm a, = 10/2 = 5 mm a, = 12/2--6 mm ' ^ = 2 3.5 (r/mcnit) 18.6 (mtn/min) 0.155 (Min) 1.752 (CmVmin)Tabel 4.4 Prosedur Pembuat Klemping 1 -3
l l Proses Pembuatan
Difreis ^ ^ ^ C ^ 1 * Pada bagian yang ditunjukkan oleh
1 panah pada gambar disamping difreis dengan diameter 10 mm, ' .scpanjang 25 mm untuk membentuk slot.
* Pengerjaan dilakukan pada Kedua sisi Slot
Difreis ^ ^ ^ C ^
Elemen dasar proses pemesinan
M 6. 2 Jumlah langka m e n i t : V r l O O O
n =—
" 7r.d
(r/menit) Kecepatan Makan : Vy- = f X n X z (mm/min) W a k t u pemotongan ://
^/
(Min) Kecepatan Penghasil Geram: Z = / X a X (CmVmin Parameter yang diketahuiV = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 +2.5 = 25 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm a, = 0.5 mm (pengerjaan kasar) a2 = 0.2 mm (pengerjaan halus)
Proses pengerjaan kasar Parameter yang diketahui
V = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 +2.5 = 25 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm a, = 0.5 mm (pengerjaan kasar) a2 = 0.2 mm (pengerjaan halus) 1098.7 (r/menit) 1002.014 (mm/min) 0.025 (Min) 3.933 (CmVmin) Parameter yang diketahui
V = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 +2.5 = 25 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm a, = 0.5 mm (pengerjaan kasar) a2 = 0.2 mm (pengerjaan halus)
Proses pengerjaan Halus Parameter yang diketahui
V = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 +2.5 = 25 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm a, = 0.5 mm (pengerjaan kasar) a2 = 0.2 mm (pengerjaan halus) 1098.7 (r/menit) 1002.014 (mm/min) 0.025 (Min) 1.5732 (CmVmin)
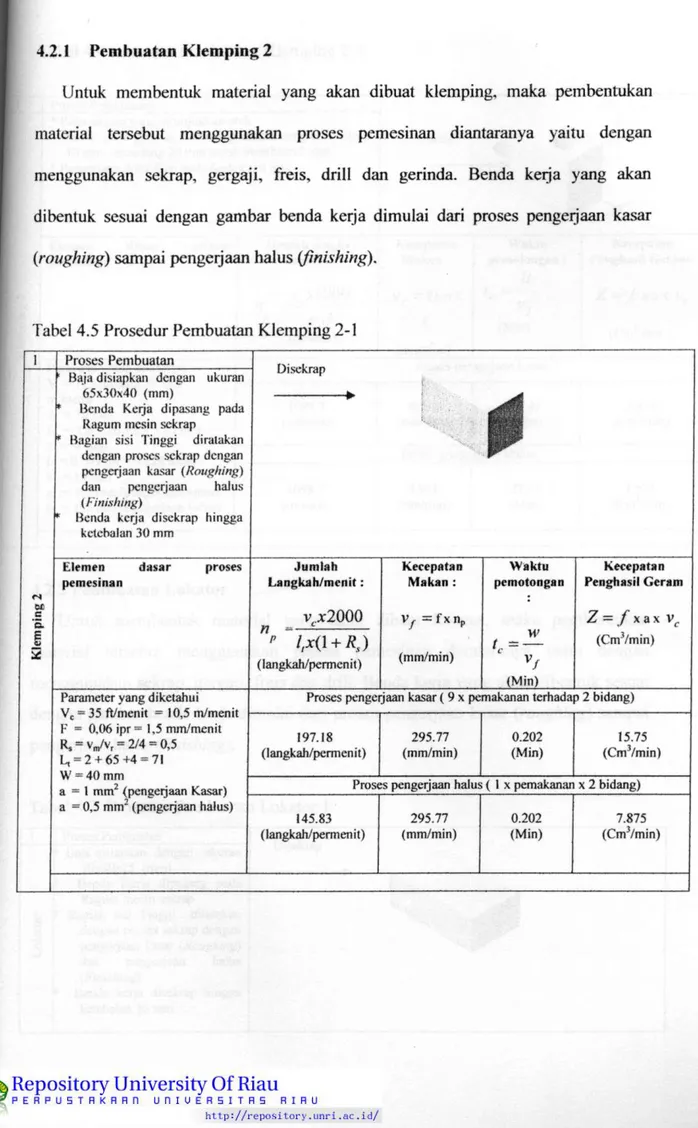
4.2.1 Pembuatan Klemping 2
Untuk membentuk material yang akan dibuat klemping, maka pembentukan
material tersebut menggunakan proses pemesinan diantaranya yaitu dengan
menggunakan sekrap, gergaji, freis, drill dan gerinda. Benda kerja yang akan
dibentuk sesuai dengan gambar benda kerja dimulai dari proses pengerjaan kasar
(rfw^/?wg) sampai pengerjaan halus (//«/.v/7/«^).
Tabel 4.5 Prosedur Pembuatan Klemping 2-1
1 Proses Pembuatan 111 &-^jkL' w^'\w\ ' Baja disiapkan dengan ukuran
65x.3(),\4() (mm)
* lienda Kerja dipasang pada Ragum mesin sekrap
' Ragiiui sisi Tinggi diratakan dengan proses sekrap dengan pengerjaan kasar (Roughing) dan pengerjaan iialus
(Finishing)
* Benda kerja disekrap hingga ketebalan 30 mm L/lSCKTap
•
r< M C '5.ic
Elemen dasar proses pemesinan ^ , Jumlah Langkah/menit:
v^x2000
(langkah/permenit) Kecepatan Makan : Vy- = f x n p (mm/min) Waktu pemotongan W (Min) Kecepatan Penghasil Geram Z = f XSLW^ (CmVmin) r< M C '5.ic
Parameter yang diketahui Vc = 35 ft/menit = 10,5 m/menit F = 0,06 ipr = 1,5 min/mcnit R, = v„/v, = 2/4 = 0,5 U = 2 + 6 5 + 4 = 71 W = 40 mm a = 1 mm^ (pengerjaan Kasar) a = 0,5 mm" (pcngeijaan halus)
Proses pengerjaan kasar ( 9 x pemakanan terhadap 2 bidang)
r< M C
'5.
ic
Parameter yang diketahui Vc = 35 ft/menit = 10,5 m/menit F = 0,06 ipr = 1,5 min/mcnit R, = v„/v, = 2/4 = 0,5 U = 2 + 6 5 + 4 = 71 W = 40 mm a = 1 mm^ (pengerjaan Kasar) a = 0,5 mm" (pcngeijaan halus) 197.18 (langkah/permenit) 295.77 (mm/min) 0.202 (Min) 15.75 (CmVmin) r< M C '5.
ic
Parameter yang diketahui Vc = 35 ft/menit = 10,5 m/menit F = 0,06 ipr = 1,5 min/mcnit R, = v„/v, = 2/4 = 0,5 U = 2 + 6 5 + 4 = 71 W = 40 mm a = 1 mm^ (pengerjaan Kasar) a = 0,5 mm" (pcngeijaan halus)
Proses pengerjaan halus ( 1 x pemakanan x 2 bidang)
r< M C
'5.
ic
Parameter yang diketahui Vc = 35 ft/menit = 10,5 m/menit F = 0,06 ipr = 1,5 min/mcnit R, = v„/v, = 2/4 = 0,5 U = 2 + 6 5 + 4 = 71 W = 40 mm a = 1 mm^ (pengerjaan Kasar) a = 0,5 mm" (pcngeijaan halus) 145.83 (langkah/permenit) 295.77 (mm/min) 0.202 (Min) 7.875 (CmVmin)
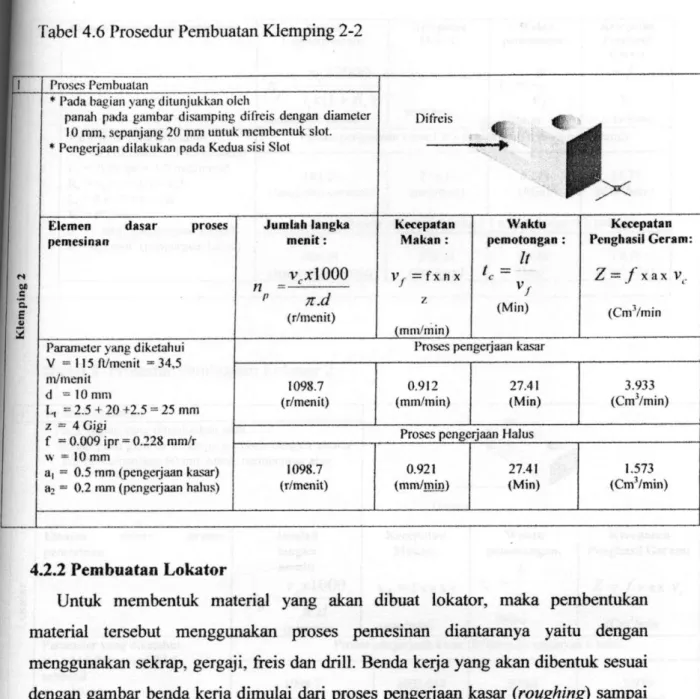
Tabel 4.6 Prosedur Pembuatan Klemping 2-2
' 1 Proses I'embtialan
* Pada bagian yang ditunjukkan oleh
panah pada gambar disamping difreis dengan diameter 10 mm. sepanjang 20 mm untuk membentuk slot. * Pengerjaan dilakukan pada Kedua sisi Slot
Difreis * Pada bagian yang ditunjukkan oleh
panah pada gambar disamping difreis dengan diameter 10 mm. sepanjang 20 mm untuk membentuk slot. * Pengerjaan dilakukan pada Kedua sisi Slot
1 1
i
Elemen dasar proses pemesinan Jumlah langka menit: Kecepatan Makan : Waktu pemotongan :
//
(Min) Kecepatan Penghasil Geram: M C 'o. EvxlOOO
n
7t.d
(r/menit) = f X n X z (mm/min) Waktu pemotongan ://
(Min)Z =
. / " X a X V , (Cm'/min M C 'o. EParameter yang diketahui V = 115 ft/menit =34,5 m/menit d = 1 0 mm L, = 2.5 + 20 +2.5 = 25 mm 7. - 4 Gigi f = 0.009 ipr = 0.228 mm/r \v = 1 0 mm a, = 0.5 mm (pengerjaan kasar) •d2 = 0.2 mm (pengerjaan hahis)
Proses pengerjaan kasar Parameter yang diketahui
V = 115 ft/menit =34,5 m/menit d = 1 0 mm L, = 2.5 + 20 +2.5 = 25 mm 7. - 4 Gigi f = 0.009 ipr = 0.228 mm/r \v = 1 0 mm a, = 0.5 mm (pengerjaan kasar) •d2 = 0.2 mm (pengerjaan hahis) 1098.7 (r/menit) 0.912 (mm/min) 27.41 (Min) 3.933 (Cm7min) Parameter yang diketahui
V = 115 ft/menit =34,5 m/menit d = 1 0 mm L, = 2.5 + 20 +2.5 = 25 mm 7. - 4 Gigi f = 0.009 ipr = 0.228 mm/r \v = 1 0 mm a, = 0.5 mm (pengerjaan kasar) •d2 = 0.2 mm (pengerjaan hahis)
Proses pengerjaan Halus Parameter yang diketahui
V = 115 ft/menit =34,5 m/menit d = 1 0 mm L, = 2.5 + 20 +2.5 = 25 mm 7. - 4 Gigi f = 0.009 ipr = 0.228 mm/r \v = 1 0 mm a, = 0.5 mm (pengerjaan kasar) •d2 = 0.2 mm (pengerjaan hahis) 1098.7 (r/menit) 0.921 (mm/min) 27.41 (Min) 1.573 (Cm'/min)
4.2.2 Pembuatan Lokator
Untuk membentuk material yang akan dibuat lokator, maka pembentukan
material tersebut menggunakan proses pemesinan diantaranya yaitu dengan
menggunakan sekrap, gergaji, freis dan drill. Benda kerja yang akan dibentuk sesuai
dengan gambar benda kerja dimulai dari proses pengerjaan kasar (roughing) sampai
pengerjaan halus (finishing).
Tabel 4.7 Prosedur Pembuatan Lokator 1
1
o
Proses Pembuatan
Baja disiapkan dengan ukuran 70x40x25 (mm)
Benda Kerja dipasang pada Ragum mesin sekrap
Bagian sisi Tinggi diratakan dengan pn.,.;es sekrap dengan pengerjaan kasar (Roughing) dan pengerjaan halus
(Finishing)
Benda kerja disekrap hingga ketebalan 20 mm
Elemen dusar proses pemesinan Jumlab Langka h/mrnil:
v^.jc2000
(langkah/permenit) Kecepntan Makan:= fxnp
(mm/min) Waktu pemotongan: (Min) Kecepatan Penghasil Geram7,
— j
X a X (CmVmin) Parameter yang diketahuiVc = 35 fl/menit = 10,5 m/menit i ' = 0.06 ipr = 1,5 mm/menit
R, = v„,/v, = 2/4 = 0,5
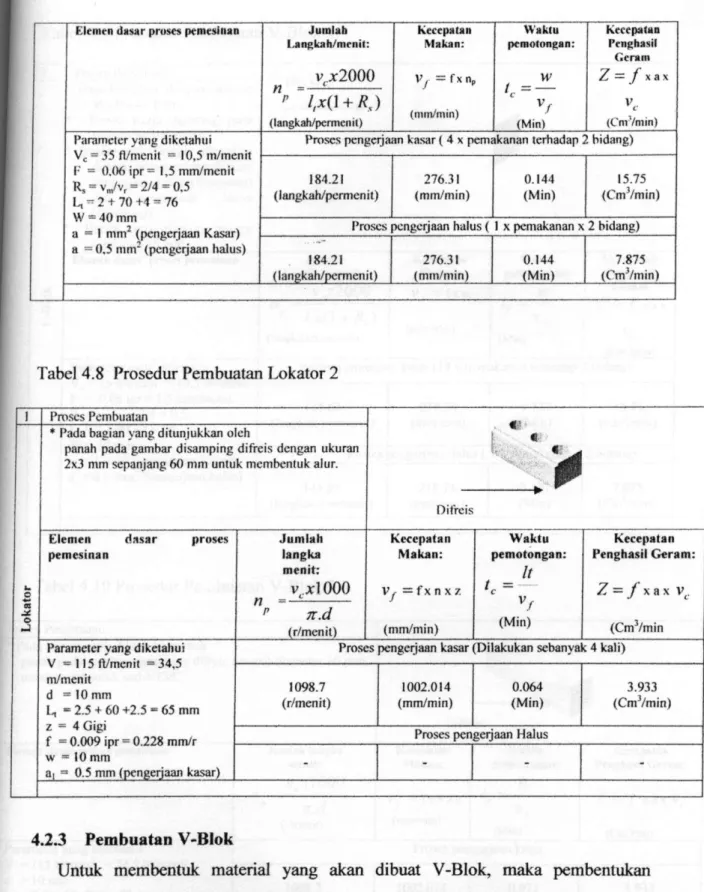
1^-2 + 70+4 = 76 W = 40 mm a = 1 m m ' (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus)Proses pengerjaan kasar ( 4 x pemakanan terhadap 2 bidang) Parameter yang diketahui
Vc = 35 fl/menit = 10,5 m/menit i ' = 0.06 ipr = 1,5 mm/menit
R, = v„,/v, = 2/4 = 0,5
1^-2 + 70+4 = 76 W = 40 mm a = 1 m m ' (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus) 184.21 (langkah/permenit) 276.31 (mm/min) 0.144 (Min) 15.75 (CmVmin) Parameter yang diketahuiVc = 35 fl/menit = 10,5 m/menit i ' = 0.06 ipr = 1,5 mm/menit
R, = v„,/v, = 2/4 = 0,5
1^-2 + 70+4 = 76 W = 40 mm a = 1 m m ' (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus)Proses pengerjaan halus ( 1 x pemakanan x 2 bidang) Parameter yang diketahui
Vc = 35 fl/menit = 10,5 m/menit i ' = 0.06 ipr = 1,5 mm/menit
R, = v„,/v, = 2/4 = 0,5
1^-2 + 70+4 = 76 W = 40 mm a = 1 m m ' (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus) 184.21 (langkah/permenit) 276.31 (mm/min) 0.144 (Min) 7.875 (CmVmin)Tabel 4.8 Prosedur Pembuatan Lokator 2
1 Pro.ses Pembuatan Mi3
* Pada bagian yang ditunjukkan oleh
panah pada gambar di.samping difreis dengan ukuran 2x3 mm sepanjang 60 mm untuk membentuk alur.
Difreis
w
o « o
Elemen dnsar proses pemesinan Jumlah langka menit:
V xlOOO
n =—
^ n.d
(r/menit) Kecepatan M a k a n : = f x n X z (mm/min) W a k t u pemotongan://
h =
(Min) Kecepatan Penghasil Geram: Z = / X a X V^. (Cm7min Parameter yang diketahuiV = 115 ft/menit =34,5 m/menit d = 1 0 mm = 2.5 + 60 +2.5 = 65 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar)
Proses pengerjaan kasar (Dilakukan sebanyak 4 kali) Parameter yang diketahui
V = 115 ft/menit =34,5 m/menit d = 1 0 mm = 2.5 + 60 +2.5 = 65 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar) 1098.7 (r/menit) 1002.014 (mm/min) 0.064 ( M i n ) 3.933 (CmVmin)
Parameter yang diketahui V = 115 ft/menit =34,5 m/menit d = 1 0 mm = 2.5 + 60 +2.5 = 65 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar)
Proses pengerjaan Halus Parameter yang diketahui
V = 115 ft/menit =34,5 m/menit d = 1 0 mm = 2.5 + 60 +2.5 = 65 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar)
-
-
-
-4.2.3 Pembuatan V-BIok
Untuk membentuk material yang akan dibuat V-Blok, maka pembentukan
material tersebut menggunakan proses pemesinan diantaranya yaitu dengan
menggunakan sekrap, gergaji, freis dan drill. Benda kerja yang akan dibentuk sesuai
dengan gambar benda kerja dimulai dari proses pengerjaan kasar (roughing) sampai
pengerjaan halus (finishing).
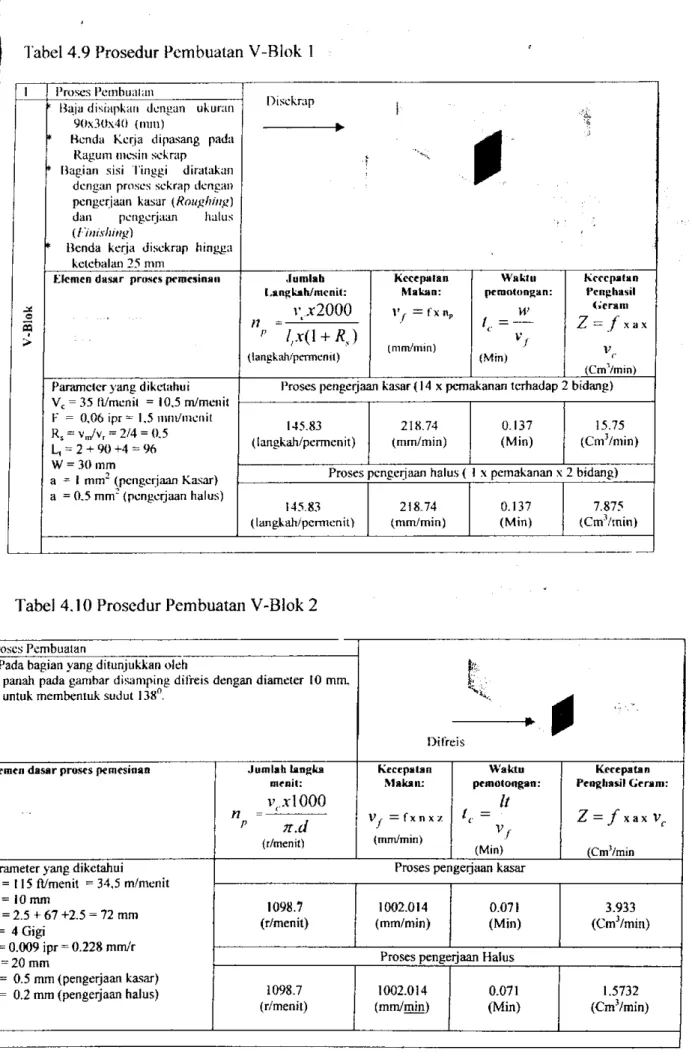
label 4.9 Prosedur Pembuatan V-Blok 1
I I'roses Pembualan
i
• Baja disiapkan dengan ukuran 90x30x40 (nim)'^
* Benda Kerja dipasang pada Ragum mesin sekrap
* Bagian sisi I'inggi diratakan dengan proses sekrap dengan pengerjaan kasar (Roughiii};) dan pengerjaan halus
(I'inixliing)
* Benda kerja disekrap hingga ketebalan 25 mm Disekrap •
i
o >Elemen dasar proses pemesinan .lumlah Langkali/mcnit: 1 V X 2 0 0 0 (langkah/permenit) Kecepatan Makan: = f X Hp (mm/min) Waktu pemotongan: W (Min) Kecepatan Penghasil <>cram
Z = f \
a\ (CmVmin) o >Parameter yang diketahui Vc = 35 It/menit = 10,5 m/menit F = 0,06 i p r = 1,5 mm/menit Rs = v„,/v, = 2/4 = 0.5 L, = 2 + 90 +4 = 96 W = 30 mm a = 1 mm" (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus)
Proses pengerjaan kasar (14 x pemakanan terhadap 2 bidang)
o >
Parameter yang diketahui Vc = 35 It/menit = 10,5 m/menit F = 0,06 i p r = 1,5 mm/menit Rs = v„,/v, = 2/4 = 0.5 L, = 2 + 90 +4 = 96 W = 30 mm a = 1 mm" (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus) 145.83 (langkah/permenit) 218.74 (mm/min) 0.137 (Min) 15.75 (CmVmin) o >
Parameter yang diketahui Vc = 35 It/menit = 10,5 m/menit F = 0,06 i p r = 1,5 mm/menit Rs = v„,/v, = 2/4 = 0.5 L, = 2 + 90 +4 = 96 W = 30 mm a = 1 mm" (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus)
Proses pengerjaan halus ( 1 x pemakanan x 2 bidang)
o >
Parameter yang diketahui Vc = 35 It/menit = 10,5 m/menit F = 0,06 i p r = 1,5 mm/menit Rs = v„,/v, = 2/4 = 0.5 L, = 2 + 90 +4 = 96 W = 30 mm a = 1 mm" (pengerjaan Kasar) a = 0.5 mm" (pengerjaan halus) 14.5.83 (langkah/permenit) 218.74 (mm/min) 0.137 (Min) 7.875 (CmVmin) o >
Tabel 4.10 Prosedur Pembuatan V-Blok 2
Proses Pembuatan
' Pada bagian yang ditunjukkan oleh
panah pada gambar disamping difreis dengan diameter 10 mm. untuk membentuk sudut 138".
Difreis
0
Elemen dasar proses pemesinan Jumlah langka menit:
v'.vlOOO
p7t.d
(r/menit) Kecepatan Makan: V^ — f X n X z (mm/min) Waktu pemotongan:It
C =
-(Min) Kecepatan Penghasil Geram: Z^ f xax (CmVmin Parameter yang diketahuiV = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 67 +2.5 = 72 mm z = 4 Gigi f = 0.009 ipr = 0.228 mm/r w = 2 0 mm a, = 0.5 mm (pengerjaan kasar)
&2 = 0.2 mm (pengerjaan halus)
Proses pengerjaan kasar
1098.7 (r/menit) 1002.014 (mm/min) 0.071 (Min) 1098.7 (r/menit)
Proses pengerjaan Halus 1002.014 (mm/min) 0.071 (Min) 3.933 (CmVmin) 1.5732 (CmVmin)
Tabel 4.11 Prosedur Pembuatan V-Blok 3
1 Proses Pcmbualaii
* I'ada bagian yang ditunjukl<an oleh
panah pada gambar disamping didriil dengan diameter 12
diiii 15 mm sebanyak 2 lubang didriil —
J
Elemen dasar proses pemesinan Kecepatan potong :
mdxn
1000
(m/menit) Kecepatan Makan : V1 = f x n ^ (mm/min) Waktu pemotongan : // (Min) Kecepatan Penghasil Geram: Z = / ' X a X V^. (CmVmin)Parameter yang diketahui Mata Pahat Kecil ( d , , 12 mm )
n =93 r/min /' F = 0.1 mm/menit ' . , 3.5 (m/mcnit) 0,2 (mm/min)
no
(Min) 2.1 (CmVmin) I ^ , = 2 + 18+2 = 22 mm I ^ : = 2 + 8 + 2 = 12 mmMata Pahat Kecil ( d , . 15 mm ) a, = 12/2 = 6 mm •dj = 15/2 = 7.5 mm n, = 2 4.38 (m/menit) 0.2 (mm/min) 60 (Min) 3.28 (CmVmin)
4.2.4 Pembuatan Base-Plate
Untuk membentuk material yang akan dibuat Base-Plate, maka pembentukan
material tersebut menggunakan proses pemesinan diantaranya yaitu dengan
menggunakan sekrap, gergaji, freis dan drill. Benda kerja yang akan dibentuk sesuai
dengan gambar benda kerja dimulai dari proses pengerjaan kasar {roughing) sampai
pengerjaan halus (finishing).
Tabel 4.12 Prosedur Pembuatan Base-Platel
a, 03
Proses Pembuatan
Baja disiapkan dengan ukuran 210x210x50 (mm)
Benda Kerja dipasang pada Ragurh mesin sekrap
Bagian sisi Lebar diratakan dengan proses sekrap dengan pengerjaan kasar (Roughing) dan pengerjaan halus
(Finishing)
Benda kerja disekrap hingga ketebalan 200 mm
Elemen dasai- proses pemesinan .lumlah Langkah/menit:
v^,x2000
(langkah/pemicnit) Kecepatan Makan: = fx np (mm/min) Waktu pemotongan: W (Min) Kecepatan Penghasil (Jcram Z = f X a X V^. (CmVmin) Parameter yang diketahuiVc = 35 n/menit = 10,5 m/menit l" = 0.06 i p r = 1,5 mm/menit R, = v„/vv = 2/4 = 0,5 L, = 2 + 210+4 = 216 W = 50 mm a = 1 mm" (pengerjaan Ka.sar) a = 0.5 mm' (pengerjaan halus)
Proses pengerjaan kasar ( 9 x pemakanan terhadap 2 bidang) Parameter yang diketahui
Vc = 35 n/menit = 10,5 m/menit l" = 0.06 i p r = 1,5 mm/menit R, = v„/vv = 2/4 = 0,5 L, = 2 + 210+4 = 216 W = 50 mm a = 1 mm" (pengerjaan Ka.sar) a = 0.5 mm' (pengerjaan halus) 64.81 (langkah/permenit) 97.21 (mm/min) 0.514 (Min) 15.75 (CmVmin) Parameter yang diketahui
Vc = 35 n/menit = 10,5 m/menit l" = 0.06 i p r = 1,5 mm/menit R, = v„/vv = 2/4 = 0,5 L, = 2 + 210+4 = 216 W = 50 mm a = 1 mm" (pengerjaan Ka.sar) a = 0.5 mm' (pengerjaan halus)
Proses pengerjaan halus ( 1 x pemakanan x 2 bidang) Parameter yang diketahui
Vc = 35 n/menit = 10,5 m/menit l" = 0.06 i p r = 1,5 mm/menit R, = v„/vv = 2/4 = 0,5 L, = 2 + 210+4 = 216 W = 50 mm a = 1 mm" (pengerjaan Ka.sar) a = 0.5 mm' (pengerjaan halus) 64.81 (langkah/permenit) 97.21 (mm/min) 0.514 (Min) 7.875 (CmVmin)
Tabel 4.13 Prosedur Pembuatan Base-Plate 2
Proses Pembuatan
Baja disiapkan dengan ukuran 180x200x50 (mm) Benda Kerja dipa.sang pada
chuk rahang empat pada
mesin bubut
Bagian sisi Tinggi diratakan dengan proses bubut dengan pengerjaan kasar (Roughing) Benda kerja dibubut hingga
ketebalan 48 mm
Dibubut
a,
I
Elemen dasar proses pemesinan Jumlah Langkah/menit:
vxIOOO
n = —
nxd
(langkah/permenit) Kecepatan Makan: = f x n (mm/min) Waktu pemotongan:L ,
t^. =
— (Min) Kecepatan Penghasil Geram Z = f X a x V^, (CmVmin) Parameter yang diketahuiVc = 190 ft/menit = 57 m/menit d = 268 mm (diagonal benda) F = 0.015 ipr = 0.381 mm/menit L, = 200 mm a = 1 m m ' (pengerjaan Ka.sar) a = 0,5 m m ' (pengeijaan halus)
Proses pengerjaan kasar ( 2 x pemakanan terhadap 1 bidang)
67.73 (langkah/permenit) 25.8 (mm/min) 7.75 (Min) 21.71 (Cm7min)
Proses p 5ngerjaan halus
Tabel 4.14 Prosedur Pembuatan Base-Plate 3
I
65Proses Pembuatan
* Pada bagian yang ditunjukkan oleh
panah pada gambar disamping didriil dengan diameter 10
Klenien dasar proses pemesinan Kecepatan potong: TDcdxn
1000
(m/mcilit) Kecepatan Makan: V f fx n, (nim/inin) Waktu pemotongan:It
t^.
= (Min) ^ . / Kecepatan Penghasil Geram:Z =
/ X a X (CniVmin) I'arainelcr yang diketahuin = 9 3 r/min F = 0.1 mm/menit L, = 2 + 40 +2 =44 mm a, = 10/2 = 5 mm ^L^ = 12/2 = 6 mm = 2
Mata Pahat Kecil ( d|= 10 mm ) I'arainelcr yang diketahui
n = 9 3 r/min F = 0.1 mm/menit L, = 2 + 40 +2 =44 mm a, = 10/2 = 5 mm ^L^ = 12/2 = 6 mm = 2 2.92 (m/menit) 0.2 (mm/min) 220 (Min) 14.15 (CmVmin)
1
I'arainelcr yang diketahui
n = 9 3 r/min F = 0.1 mm/menit L, = 2 + 40 +2 =44 mm a, = 10/2 = 5 mm ^L^ = 12/2 = 6 mm = 2
Mata Pahat Kecil ( d,^ 20 mm ) I'arainelcr yang diketahui
n = 9 3 r/min F = 0.1 mm/menit L, = 2 + 40 +2 =44 mm a, = 10/2 = 5 mm ^L^ = 12/2 = 6 mm = 2 2.92 (m/menit) 0.2 (mm/min) 220 (Min) 28.3 (CmVmin)
1
Tabel 4.15 Prosedur Pembuatan Base-Plate 4
Proses Pembuatan
Difreis C - t - : - ' '""Y * Pada bagian yang diiunjukkan oleh
pajiah pada gambar di.samping difreis dengan diameter 12 mm. sepanjang 26 mm untuk membentuk slot sebanyak 6 buah.
Difreis C - t - : - ' '""Y
Klemen dasar proses pemesinan Jumlah langka menit:
v.xlOOO
n =—n.d
(r/mcnit) Kecepatan Makan: V ^ = f X n X z (mm/min) Waktu pemotongan://
? , = (Min) ^ / Kecepatan Penghasil Geram:Z
= / X a X (CmVmin Parameter yang diketahuiV = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 -^2.5 = 25 mm z = 4 Gigi f =0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar) a, = 0.2 mm (pengerjaan halus)
Proses pengerjaan kasar Parameter yang diketahui
V = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 -^2.5 = 25 mm z = 4 Gigi f =0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar) a, = 0.2 mm (pengerjaan halus) 1098.7 (r/menit) 1002.014 (mm/min) 0.025 (Min) 3.933 (CmVmin) Parameter yang diketahui
V = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 -^2.5 = 25 mm z = 4 Gigi f =0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar) a, = 0.2 mm (pengerjaan halus)
Proses pengerjaan Halus Parameter yang diketahui
V = 115 ft/menit = 34,5 m/menit d = 10 mm L, = 2.5 + 20 -^2.5 = 25 mm z = 4 Gigi f =0.009 ipr = 0.228 mm/r w = 10 mm ai = 0.5 mm (pengerjaan kasar) a, = 0.2 mm (pengerjaan halus) 1098.7 (r/menit) 1002.014 (mm/min) 0.025 (Min) 1.5732 (CmVmin)
4.3. Perakitan, Pengujian dan Analisa
4.3.1 Perakitan
Modular fixture yang dirancang dan dibuat, dapat digunakan untuk berbagai meja
mesin perkakas seperti freis, gurdi, bubut, sekrap dll. baik yang konvensional
maupun non-konvensional (CNC).
Langkah-langkah perakitan adalah sebagai berikut:
• Pcmilihan komponen-komponen yang diperlukan untuk pemegang benda kerja
seperti klamp, lokator, pengunci seperti baut, pin dll. \
• Pemasangan benda kerja yang akan dipegang pada modular fixture
• Benda kerja sudah terpasang dan tercekam dengan baik. ?
• Benda kerja yang dipegang dengan modular fixture siap untuk dilakukan
pemesinan.
Gambiu- 4.9 Asembeling Modular Fixture
4.3.2 Pengujian
Hasil yang didapat dari pengujian alat. Pengujian tersebut dilakukan dengan
membandingkan antara penggunaan ragum biasa dengan Modular Fixture.
Tabel 4.16 Pengujian
Mesin Perkakas Benda Kerja Waktu No Jenis Pencekaman MesinPerkakas Benda Kerja Loading (S) Unloading (S) Keterangan 1 Ragum Konvensional Modular Fixtures Freis Silindris
n
= 10.1 s T2 = 8.2 s T3 = 9.2 s Trata-rata = 9.2 s Tl = 40 sn =
32.3
s T3 = 37 s Trata-rata = 36.4 s Tl = 7.5 s T2 = 8.5 s r3 = 6.5 s Trata-rata = 7.5 s Tl = 24 s T2 =35
s T 3 = 18.8 s Trata-rata = 25.9 s Pengeijaan spie 2 Ragum Konvensional Modular Fixtures Freis Plat Tl = 7.1 s T2 = 6 s T3 = 8 s Trata-rata = 7.03 s Tl = 5.9 s T2 = 4.5 sT3=
6 s Trata-rata = 5.5 s T l = 10.1 s Pengerjaan pengurangan sisi benda keijaT 2 = 39.1 s T3 = 30 s Trata-rata = 34.5 s T 2 = 8.2 s T3 = 9.2 s Trata-rata = 9.2 s 3 Ragum Konvensional Modular Fixtures
Freis Roda Gigi Tl = T2 = T3= Tratarata = -Tl = 23 s 12= 14.8 s T 3 = 12.6 s Trata-rata = 16.8 s Tl = T 2 = T 3 = -Trata-rata = Tl = 10.1 s 1-2 = 8.2 s T3 = 9.2 s Trata-rata = 9.2 s Pengerjaan lubang dan spie Pada pencekam konvensional tidak dapat diiakukan,karena besar maksimum pencekaman ragum konvensional tidak memenuhi ukuran benda <erja Keterangan: waktu dihitung pada saat alat pencekam sudah dipasang pada meja mesin.
4.3.3 Analisa ,
Dari pengujian yang dilakukan maka didapatkan analisa seperti pada tabel 4.17.
Tabel 4.17 Analisa
NO Jenis Pencekaman Mesin Perkakas Benda Kerja Kesimpulan 1 • Ragum Konvensional - Modular Fixtures Freis Freis Silindris Silindris
• Pada permukaan benda kerja terjadi cacat permukaan
• Benda yang dicekam tidak kuat posisinya
• Waktu yang digunakan pada saat seting benda kerja cukup cepat.
• Arab proses pemotongan benda kerja lebih leluasa - Tidak terjadi cacat permukaan
- Benda yang dicekam posisinya kuat
- Waktu yang digunakan pada saat seting benda kerja lama.
- Arab proses pemotongan benda kerja tidak leluasa 2 • Ragum Konvensional - Modular Fixtures Freis Freis Plat Plat
• Benda yang dicekam menggunakan bantalan • Waktu yang digunakan pada saat seting benda kerja
cukup cepat.
• Arab proses pemotongan benda kerja lebih leluasa - Tidak terjadi cacat permukaan
- Benda yang dicekam posisinya kuat tanpa bantalan. - Waktu yang digunakan pada saat seting benda kerja
lama.
- Arab proses pemotongan benda kerja tidak leluasa • Ragum Konvensional - Modular Fixtures Freis Freis Roda Gigi Roda Gigi
• Tidak dapat dicekam
- Hanya menggunakan klem dan 2 buah baut L - Waktu sangat singkat dalam perakitannya - Tidak terjadi cacat permukaan