Abstrak - Perkembangan industri dalam mempertahankan kredibilitas dan keunggulan perusahaan adalah dengan meningkatkan kualitas produk. Sebagai perusahaan manufaktur yang menekankan kualitas produk terbaik bagi konsumen, PT. X mengaplikasikan proses pengendalian kualitas sebagai upaya untuk menjaga kualitas produk lampu. Namun di awal tahun 2013, perusahaan memaparkan bahwa produk yang dihasilkan banyak mengalami penolakan pemesanan oleh konsumen. Karena pengukuran kualitas merupakan fase yang diperhatikan oleh perusahaan, maka MSA Gauge R&R dievaluasi penggunaannya pada penelitian ini. Analisis dilakukan pada jenis lampu vello, dengan menggunakan variabel penelitian cap length, collar height, ovality dan undulation. MSA Gauge R&R dengan metode ANOVA, rasio P/T, SNR dan DR dipilih untuk memutuskan bagaimana kondisi sistem pengukuran pada masing-masing variabel penelitian. Hasil MSA Gauge R&R memberikan kesimpulan bahwa sistem pengukuran tidak dapat diterima (measurement system unacceptable) pada ke-empat variabel penelitian. Oleh karena itu, perbaikan terhadap sistem pengukuran perlu dilakukan dengan mengimprovisasi kemampuan kerja operator ataupun kehandalan dari alat ukur. Kata Kunci — MSA Gauge R&R, vello, Metode ANOVA, Metode
Rasio P/T, Metode SNR, Metode DR.
I. PENDAHULUAN
ERKEMBANGAN perindustrian dalam upaya mempertahankan kredibilitas dan keunggulan perusahaan adalah dengan meningkatkan kualitas produk. Perlu adanya suatu proses yang dapat membandingkan ciri-ciri kualitas produk dengan spesifikasi produk yang telah ditentukan perusahaan [1]. Hasil perbandingan tersebut akan menghasilkan kesimpulan yang akan diambil sebuah tindakan apabila terdapat ketidaksesuaian antara penampilan akhir produk dengan standar yang telah ditetapkan. Sebagai perusahaan manufaktur yang menekankan kualitas produk terbaik bagi konsumen, PT. “X” mengaplikasikan proses pengendalian kualitas produk sebagai upaya untuk menjaga kualitas lampu. Namun di awal tahun 2013, manajer Product & Quality Department memaparkan bahwa 2 bulan pertama, produk yang dihasilkan mengalami penolakan pemesanan oleh konsumen. Ada indikasi yang menunjukkan bhawa MSA Gauge R&R di tahun 2012 diduga belum memberikan hasil yang tepat dalam hal keakuratan alat ukur dan hasil pengukuran oleh operator.
Proses measure merupakan fase yang mendapatkan perhatian dari perusahaan. Keakuratan alat ukur dan hasil pengukuran operator di fase ini dapat diketahui, karena aktivitas proses meliputi manajemen pengukuran data dan validasi sistem pengukuran. Pada fase measure bertujuan untuk memastikan bahwa sistem pengukuran telah diterima
(measurement system acceptable) [2]. Pada prosesnya, perusahaan menginstruksikan empat operator untuk melakukan pengukuran produk di lini produksi yang berjalan guna memberikan informasi mengenai kualitas produk yang dihasilkan saat itu. Adanya variasi produk yang diambil oleh operator serta interaksi dari produk dengan hasil pengukuran oleh operator diduga memberikan pengaruh terhadap nilai Gauge R&R yang dihasilkan, dimana hasil tersebut akan memberikan kesimpulan yang kurang tepat. Berdasarkan dugaan tersebut, penelitian akan dititikberatkan pada analisis MSA Gauge R&R di bidang SLG dengan memperhatikan nilai variasi produk dan nilai interaksi produk dan operator.
Penelitian dengan menggunakan metode MSA Gauge R&R dilakukan oleh Anggraini pada sistem pengukuran Cylinder Head di PT. Astra Honda Motor, dan memberikan hasil sistem pengukuran belum acceptable [3]. Dewi menerapkan Measurement System Analysis Repeatability dan Reproducibility (Gauge R&R) pada studi kasus di PT. Gaya Motor (Astra Group), dan memberikan hasil measurement system acceptable [4].
Terdapat dua permasalahan dalam penelitian di PT.”X” ini yaitu apakah terdapat pengaruh dari faktor operator dan produk (part) serta interaksinya terhadap hasil keakuratan pengukuran dan apakah measurement system untuk produk lampu bulb, vello dan danner telah diterima (acceptable). Batasan masalah dalam penelitian ini adalah alat ukur yang dianalisis hanya alat ukur setiap jenis lampu, dengan variabel pengamatan adalah HWD, Wall Thickness, Diameter, Cap Length, Collar Height, Ovality dan Undulation. Selain itu, data yang digunakan merupakan data yang diambil pada bulan November 2013.
II. TINJAUANPUSTAKA A. Rancangan Percobaan
Rancangan percobaan yang digunakan adalah rancangan percobaan faktorial dengan dua faktor, yaitu faktor operator dan faktor jenis produk. Struktur data dari rancangan percobaan ini disajikan pada Tabel 1.
Tabel 1. Struktur Data Rancangan Faktorial Dua Faktor Faktor
Operator
Faktor Jenis Produk
𝑦𝑦𝑖𝑖.. 1 2 ⋯ 𝑏𝑏 1 𝑦𝑦111, 𝑦𝑦112, … , 𝑦𝑦11𝑛𝑛 𝑦𝑦121, 𝑦𝑦122, … , 𝑦𝑦12𝑛𝑛 ⋯ 𝑦𝑦1𝑏𝑏1, 𝑦𝑦1𝑏𝑏2, … , 𝑦𝑦1𝑏𝑏𝑛𝑛 𝑦𝑦1.. 2 𝑦𝑦211, 𝑦𝑦212, … , 𝑦𝑦21𝑛𝑛 𝑦𝑦221, 𝑦𝑦222, … , 𝑦𝑦22𝑛𝑛 ⋯ 𝑦𝑦2𝑏𝑏1, 𝑦𝑦2𝑏𝑏2, … , 𝑦𝑦2𝑏𝑏𝑛𝑛 𝑦𝑦2.. ⋮ ⋮ ⋮ ⋱ ⋮ ⋮ 𝑎𝑎 𝑦𝑦𝑎𝑎11, 𝑦𝑦𝑎𝑎12, … , 𝑦𝑦𝑎𝑎1𝑛𝑛 𝑦𝑦𝑎𝑎21, 𝑦𝑦𝑎𝑎22, … , 𝑦𝑦𝑎𝑎2𝑛𝑛 ⋯ 𝑦𝑦𝑎𝑎𝑏𝑏1, 𝑦𝑦𝑎𝑎𝑏𝑏2, … , 𝑦𝑦𝑎𝑎𝑏𝑏𝑛𝑛 𝑦𝑦𝑎𝑎.. 𝑦𝑦.𝑗𝑗. 𝑦𝑦.1. 𝑦𝑦.2. ⋯ 𝑦𝑦.𝑏𝑏. 𝑦𝑦…
PENERAPAN REPEATABILITY AND
REPRODUCIBILITY (MSA GAUGE R&R)
PADA PRODUK LAMPU DI PT.”X”
Anggrek Ayu Puspasari dan Sri Mumpuni Retnaningsih
Jurusan Statistika, Fakultas Matematika dan Ilmu Pengetahuan Alam, Institut Teknologi Sepuluh
Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111
E-mail: [email protected]
Faktor operator terdiri atas 𝑖𝑖-level (𝑖𝑖 = 1,2, … , 𝑎𝑎), sedangkan faktor jenis produk terdiri atas 𝑗𝑗-level (𝑗𝑗 = 1,2, … , 𝑏𝑏). Percobaan dilakukan berulang sebanyak 𝑘𝑘-pengulangan (𝑘𝑘 = 1,2, … , 𝑛𝑛).
B. Asumsi-Asumsi 1. Asumsi Keacakan
Pengujian asumsi ini digunakan untuk mengetahui apakah suatu pengamatan telah acak, dengan hipotesis awal adalah 𝑑𝑑ata dari suatu populasi diambil secara acak. Dimana statistik uji adalah sebagai berikut,
(
)
(
) (
)
. 1 n n n n n n n 2n n 2n 1 n n n 2n r Z 2 1 2 2 1 2 1 2 1 2 1 2 1 2 1 − + + − − + + − =Persamaan (1) digunakan karena jumlah pengamatan kelompok pertama (𝑛𝑛1) dan kelompok kedua (𝑛𝑛2) lebih besar dari 20. Dengan menggunakan α 5%, 𝐻𝐻0 ditolak jika 𝑍𝑍 > 𝑍𝑍𝛼𝛼
2 atau pvalue < α [5].
2. Asumsi Distribusi Normal
Untuk mengetahui apakah suatu pengamatan berdistribusi normal dengan mean µ dan varian 𝜎𝜎2, maka dilakukan pengujian menggunakan Kolmogorov Smirnov, dengan hipotesis awal data berdistribusi normal. Dimana statistik uji adalah sebagai berikut,
𝐷𝐷 = 𝑠𝑠𝑠𝑠𝑠𝑠𝑥𝑥|𝐹𝐹𝑒𝑒(𝑥𝑥) − 𝐹𝐹𝑜𝑜(𝑥𝑥)|
Dengan menggunakan α 5%, 𝐻𝐻0 ditolak jika 𝐷𝐷 > 𝐷𝐷𝛼𝛼 atau pvalue < α [6].
3. Asumsi Homogenitas
Metode yang digunakan dalam pengujian kehomogenan data adalah uji levene. Uji ini digunakan karena merupakan metode yang robust digunakan pada sampel data kecil [7]. Hipotesis awal pengujian ini data pengamatan telah homogen, dengan statistic uji sebagai berikut,
∑∑
∑
= = = − − − − = x u N v u uv x u u u u Z Z u Z Z N u N W 1 1 2 . 1 2 .. . ) ( ) 1 ( ) ( ) (Dengan menggunakan α 5%, 𝐻𝐻0 ditolah jika 𝑊𝑊 > 𝐹𝐹(𝛼𝛼,𝑢𝑢−1,𝑁𝑁−𝑢𝑢) [7].
C. Analysis of Variance
Model dari rancangan faktorial dua faktor dapat dinyatakan dengan persamaan (4).
𝑦𝑦𝑖𝑖𝑗𝑗𝑖𝑖= 𝜇𝜇 + 𝜏𝜏𝑖𝑖+ 𝛽𝛽𝑗𝑗+ (𝜏𝜏𝛽𝛽)𝑖𝑖𝑗𝑗+ 𝜀𝜀𝑖𝑖𝑗𝑗𝑖𝑖 �
𝑖𝑖 = 1,2, … 𝑎𝑎 𝑗𝑗 = 1,2, … , 𝑏𝑏 𝑘𝑘 = 1,2, … , 𝑛𝑛
Pengujian terhadap hasil pengamatan dari rancangan percobaan dilakukan dengan menggunakan tabel analysis of variance (ANOVA) seperti pada Tabel 2.
Formula yang digunakan untuk mendapatkan nilai sum of square pada tabel ANOVA dinyatakan oleh persamaan (5) sampai (9) [8].
Tabel 2. ANOVA Rancangan Faktorial Dua Faktor Sumber
Variasi
Jumlah Kuadrat
Derajat
Bebas Rata-Rata Kuadrat 𝐹𝐹0 Operator 𝑆𝑆𝑆𝑆𝑂𝑂 𝑎𝑎 − 1 𝑀𝑀𝑆𝑆𝑂𝑂= 𝑆𝑆𝑆𝑆𝑂𝑂 𝑎𝑎 − 1 𝑀𝑀𝑆𝑆𝑂𝑂 𝑀𝑀𝑆𝑆𝐸𝐸 Jenis Produk 𝑆𝑆𝑆𝑆𝑃𝑃 𝑏𝑏 − 1 𝑀𝑀𝑆𝑆𝑃𝑃= 𝑆𝑆𝑆𝑆𝑃𝑃 𝑏𝑏 − 1 𝑀𝑀𝑆𝑆𝑃𝑃 𝑀𝑀𝑆𝑆𝐸𝐸 Interaksi 𝑆𝑆𝑆𝑆𝑂𝑂𝑃𝑃 (𝑎𝑎 − 1) (𝑏𝑏 − 1) 𝑀𝑀𝑆𝑆𝑂𝑂𝑃𝑃= 𝑆𝑆𝑆𝑆𝑂𝑂𝑂𝑂 (𝑎𝑎−1)(𝑏𝑏−1) 𝑀𝑀𝑆𝑆𝑂𝑂𝑃𝑃 𝑀𝑀𝑆𝑆𝐸𝐸 Error 𝑆𝑆𝑆𝑆𝐸𝐸 𝑎𝑎𝑏𝑏 (𝑛𝑛 − 1) 𝑀𝑀𝑆𝑆𝐸𝐸=𝑎𝑎𝑏𝑏(𝑛𝑛 − 1)𝑆𝑆𝑆𝑆𝐸𝐸 Total 𝑆𝑆𝑆𝑆𝑇𝑇 𝑎𝑎𝑏𝑏𝑛𝑛 − 1 𝑆𝑆𝑆𝑆𝑇𝑇= ∑ ∑ ∑𝑛𝑛𝑖𝑖=1𝑦𝑦𝑖𝑖𝑗𝑗𝑖𝑖2 −𝑦𝑦… 2 𝑎𝑎𝑏𝑏𝑛𝑛 𝑏𝑏 𝑗𝑗=1 𝑎𝑎 𝑖𝑖=1 𝑆𝑆𝑆𝑆𝑂𝑂= �𝑦𝑦𝑖𝑖.. 2 𝑏𝑏𝑛𝑛 𝑎𝑎 𝑖𝑖=1 −𝑎𝑎𝑏𝑏𝑛𝑛𝑦𝑦…2 𝑆𝑆𝑆𝑆𝑃𝑃= �𝑦𝑦.𝑗𝑗. 2 𝑎𝑎𝑛𝑛 𝑏𝑏 𝑖𝑖=1 −𝑎𝑎𝑏𝑏𝑛𝑛𝑦𝑦…2 𝑆𝑆𝑆𝑆𝑂𝑂𝑃𝑃= � �𝑦𝑦𝑖𝑖𝑗𝑗. 2 𝑛𝑛 − 𝑦𝑦…2 𝑎𝑎𝑏𝑏𝑛𝑛 − 𝑆𝑆𝑆𝑆𝐴𝐴− 𝑆𝑆𝑆𝑆𝐵𝐵 𝑏𝑏 𝑗𝑗=1 𝑎𝑎 𝑖𝑖=1 𝑆𝑆𝑆𝑆𝐸𝐸= 𝑆𝑆𝑆𝑆𝑇𝑇− 𝑆𝑆𝑆𝑆𝑂𝑂− 𝑆𝑆𝑆𝑆𝑃𝑃− 𝑆𝑆𝑆𝑆𝑂𝑂𝑃𝑃
D. Measurement System Analysis (MSA)
Sistem pengukuran (measurment system) merupakan sekumpulan ukuran dan peralatan, prosedur, manusia, dan lingkungan yang menjadi faktor penentu utama suatu keadaan menjadi terukur. Ketika proses sistem pengukuran diaplikasikan, penyebab variasi yang mengalami ketidaktepatan pengukuran akan lebih mudah teridentifikasi [9]. Metode Gauge R&R digunakan untuk memperoleh hasil pengukuran alat atau unit secara berulang dengan operator yang sama serta hasil pengukuran alat atau unit dengan operator yang berbeda-beda [10].
1. MSA Type 1
Measurement System Analysis Type I (MSA Tipe I) merupakan salah satu tipe MSA yang digunakan ketika suatu pengukuran telah diketahui karakteristik datanya dan telah diketahui pula berapa kali pengukuran akan dilakukan. Capability gauge (Cg) dan capability gauge yang terdiri dari gauge variation dan bias (Cgk) secara matematis dapat ditulis pada (10) dan (11).
𝐶𝐶
𝑔𝑔=
ℎ .(𝐵𝐵𝑆𝑆𝐴𝐴−𝐵𝐵𝑆𝑆𝐵𝐵)6 𝑠𝑠𝑚𝑚𝐶𝐶
𝑔𝑔𝑖𝑖=
ℎ . (𝐵𝐵𝑆𝑆𝐴𝐴−𝐵𝐵𝑆𝑆𝐵𝐵) − �𝑥𝑥3 𝑠𝑠𝑚𝑚 𝑚𝑚−𝑥𝑥𝑔𝑔�Dimana ℎ menyatakan prosentase toleransi, BSA dan BSB adalah batas spesifikasi atas dan batas spesifikasi bawah, 𝑠𝑠𝑚𝑚 merupakan nilai standar deviasi data pengukuran, 𝑥𝑥𝑚𝑚 merupakan mean dari pengukuran, dan 𝑥𝑥𝑔𝑔 merupakan reference value [11].
2. MSA Tipe II
MSA tipe II disebut juga dengan gauge reproducibility and repeatablity atau Gauge R&R. Repeatability adalah variasi dari hasil pengukuran oleh operator dan alat yang sama, sedangkan reproducibility adalah variasi dari hasil pengukuran oleh operator yang berbeda [12].
Gauge repeatability dan reproducibility merupakan salah satu jenis Measurement System Analysis yang (10) (11) (1) (2) (5) (6) (7) (8) (9) (3) (4)
digunakan untuk mengetahui kualitas dari sistem pengukuran. Secara umum, total variasi hasil pengukuran dinyatakan pada persamaan (12)
2 2 2
Total Part gauge
σ
=
σ
+
σ
Montgomery memaparkan 4 metode yang memberikan informasi mengenai kondisi suatu measurement system, yaitu sebagai berikut.
1. Metode ANOVA
Variabilitas dari proses measurement system dijabarkan sebagai berikut,
2 2 2
gauge repeatability reproducibility
σ
=
σ
+
σ
Nilai repeatability, nilai reproducibility, nilai variasi produk, nilai variasi interaksi dan nilai variasi Gauge R&R dari persamaan (13) dapat dihitung menggunakan rumus pada persamaan (14) sampai (18). EV=k MSE O OP MS MS AV k bn − = P OP MS MS PV k an − = OP E MS MS IV k n − =
( ) ( ) ( )
2 2 2 & R R k= EV + AV + IVCara pertama untuk mengetahui kondisi measurement system adalah dengan mengintepretasikan hasil Gauge R&R menggunakan statistik uji pada persamaan (19) [13].
( ) ( ) ( )
% 100 2 2 2 & % x LSL USL IV AV EV R R TotalGauge − + + =Menurut AIAG, measurement system dikatakan acceptable jika nilai % Study Var Total Gauge R&R kurang dari sama dengan 10%. Measurement system dikatakan acceptable dengan syarat tertentu jika nilai % Study Var Total Gauge R&R berada pada nilai 10% sampai 30%. Sedangkan Measurement system dikatakan unacceptable jika nilai % Study Var Total Gauge R&R lebih dari 30%. Pada kondisi ini perlu dilakukan perbaikan dalam sistem.
Selain dengan study variation, kesimpulan dapat diambil dengan menggunakan prosentase contribution variation. Measurement system dikatakan acceptable jika nilai % contribution variation Gauge R&R kurang dari sama dengan 1%. Measurement system dikatakan acceptable dengan syarat tertentu jika nilai % contribution variation Gauge R&R berada pada nilai 1% sampai dengan 9%. Sedangkan Measurement system dikatakan unacceptable jika nilai % contribution variation Gauge R&R kurang dari sama dengan 9%. Pada kondisi ini perlu adanya perbaikan dalam sistem.
Minitab menjelaskan bahwa penggunaan prosentase study variation atau prosentase contribution variation untuk mengevaluasi suatu sistem pengukuran bergantung pada tujuan dari analisis tersebut dilakukan [14]. Jika sistem pengukuran digunakan untuk proses pengukuran (mengurangi variasi dari part-to-part), maka prosentase study variation digunakan untuk mengestimasi presisi dari pengukuran. Jika sistem pengukuran digunakan untuk
mengevaluasi kedekatan produk dengan spesifikasi yang ditentukan, maka prosentase contribution variation digunakan sebagai besaran yang tepat.
Selanjutnya, cara kedua yang dapat digunakan untuk mengetahui kondisi measurement system adalah dengan menggunakan number distinct categories atau classification rasio yang secara matematis dituangkan pada persamaan (20). & 1, 41 part R R ndc σ σ = ×
Measurement system dikatakan acceptable apabila number of distinct categories lebih besar dari 5.
2. Precision-to-tolerance (P/T) Ratio
Precision-to-tolerance (P/T) ratio sering juga disebut sebagai rasio dari
𝑘𝑘𝜎𝜎�
𝐺𝐺𝑎𝑎𝑢𝑢𝑔𝑔𝑒𝑒 dengan batas toleransi. Precision-to-tolerance (P/T) ratio secara matematis dinyatakan pada persamaan (21).𝑃𝑃/𝑇𝑇 =
6 . 𝜎𝜎�𝐺𝐺𝐺𝐺𝐺𝐺𝑔𝑔𝐺𝐺𝐵𝐵𝑆𝑆𝐴𝐴−𝐵𝐵𝑆𝑆𝐵𝐵
Berdasarkan persamaan (21), BSA dan BSB menyatakan batas spesifikasi atas dan batas spesifikasi bawah, sedangkan 6 menyatakan nilai dari standar deviasi dari batas toleransi suatu populasi yang mengikuti distribusi normal.
Nilai P/T menunjukkan 0,1 atau kurang biasanya memberikan kesimpulan bahwa hasil estimasi kapabilitas dari alat ukur cukup baik. Dengan kata lain, sebuah alat ukur capable dalam mengukur suatu produk dengan akurat dan presisi, sehingga analisis dari hasil pengukuran dapat memberikan kesimpulan dengan tepat.
3. Signal-to-noise Ratio (SNR)
Ukuran lain yang dapat digunakan untuk melihat kondisi suatu measurement system adalah signal-to-noise ratio (SNR). Seacar matematis, SNR ditunjukkan pada persamaan (22)
𝑆𝑆𝑆𝑆𝑆𝑆 = �2 . 𝜌𝜌�𝑂𝑂𝐺𝐺𝑃𝑃𝑃𝑃
1−𝜌𝜌�𝑂𝑂𝐺𝐺𝑃𝑃𝑃𝑃 (22) AIAG (2002) menjelaskan bahwa SNR menunjukkan nilai dari perbedaan level atau kategori, yang diperoleh dari pengukuran. Nilai yang direkomendasikan adalah 5 atau lebih (SNR > 5), dan nilai yang kurang dari 2 (SNR < 2) mengindikasikan bahwa alat ukur kurang capable.
4. Discrimination Ratio (DR)
Estimasi terhadap kapabilitas alat ukur dapat menggunakan ukuran discrimination ratio (DR). Secara matematis, DR dinyatakan pada persamaan (23).
𝐷𝐷𝑆𝑆 =1+𝜌𝜌�𝑂𝑂𝐺𝐺𝑃𝑃𝑃𝑃
1−𝜌𝜌�𝑂𝑂𝐺𝐺𝑃𝑃𝑃𝑃 (23) Beberapa sumber menunjukkan bahwa suatu alat ukur dinyatakan capable bila nilai DR harus lebih besar dari 4 (DR > 4).
E. Uji 2 Sampel t
Uji 2 sampel t digunakan untuk mengetahui apakah observasi kelompok pertama dengan observasi kelompok lainnya memiliki mean pengukuran yang sama atau signifikan berbeda. Pengujian hipotesis mengenai perbedaan mean observasi dengan hipotesis awal 𝜇𝜇kelompok ke−c= 𝜇𝜇𝑖𝑖𝑒𝑒𝑘𝑘𝑜𝑜𝑚𝑚𝑘𝑘𝑜𝑜𝑖𝑖 𝑖𝑖𝑒𝑒−𝑑𝑑 . Dimana statistik uji untuk varian homogen (12) (13) (19) (20) (21) (14) (15) (16) (17) (18)
adalah
(
)
( ) (
c d)
p d c n n s x x t 1 1 + − = , dengan(
)
(
)
2 1 1 2 2 2 − + − + − = d C d d c c p n n s n s ns dan derajat bebas
.
2
−
+
=
n
cn
dv
Sedangkan statistik uji untuk varian tidak homogen adalah
sebagai berikut
(
)
(
c c) (
c d)
d c n s n s x x t 2 2 + − = , dengan derajat bebas(
)
(
) (
)
. 1 1 2 2 2 2 2 2 2 − + − + = d d d c c c d d c c n n s n n s n s n s vDengan α 5%, 𝐻𝐻0 ditolak apabila nilai 𝑡𝑡 > 𝑡𝑡𝛼𝛼,𝑣𝑣 atau nilai p-value < 𝛼𝛼 [15].
III. METODOLOGIPENELITIAN
Data yang digunakan dalam penelitian adalah primer yang diambil secara langsung di area produksi pada bulan Oktober sampai dengan November 2013, dimana di setiap lini diambil 10 produk untuk diperiksa oleh masing-masing operator. Pengambilan produk diulang sebanyak 2 kali.
Struktur data untuk produk Bulb A19 dengan variabel pengamatan HWD dapat dilihat pada Tabel 3, dimana 𝑦𝑦𝑖𝑖𝑗𝑗𝑖𝑖 merupakan hasil pengukuran operator ke-𝑖𝑖 (𝑖𝑖 = 1,2,3,4), produk ke-𝑗𝑗 (𝑗𝑗 = 1,2,3, ⋯ ,10) dan pengulangan ke-𝑘𝑘 (𝑘𝑘 = 1,2). Jenis produk lampu danner dan vello memiliki struktur data yang sama dengan jenis produk lampu bulb.
Tabel 3. Struktur Data Produk Bulb dengan Variabel Pengamatan HWD
Operator Bulb A19 dengan Variabel Pengamatan HWD
1 2 3 ⋯ 10 1 𝑦𝑦111 𝑦𝑦121 𝑦𝑦131 ⋯ 𝑦𝑦1101 𝑦𝑦112 𝑦𝑦122 𝑦𝑦132 ⋯ 𝑦𝑦1102 2 𝑦𝑦211 𝑦𝑦221 𝑦𝑦231 ⋯ 𝑦𝑦2101 𝑦𝑦212 𝑦𝑦222 𝑦𝑦232 ⋯ 𝑦𝑦2102 3 𝑦𝑦311 𝑦𝑦321 𝑦𝑦331 ⋯ 𝑦𝑦3101 𝑦𝑦312 𝑦𝑦322 𝑦𝑦332 ⋯ 𝑦𝑦3102 4 𝑦𝑦411 𝑦𝑦421 𝑦𝑦431 ⋯ 𝑦𝑦4101 𝑦𝑦412 𝑦𝑦422 𝑦𝑦432 ⋯ 𝑦𝑦4102
Variabel yang digunakan pada penelitian ini adalah : 1. HWD, yaitu besaran yang menunjukkan ukuran
ketebalan dinding atas produk bulb, dengan spesifikasi 50 + 16 mm.
2. Wall Thickness, yaitu besaran yang menunjukkan ketebalan dinding dalam dari produk danner, dengan spesifikasi 0,5 + 0,05 mm.
3. Diameter, yaitu besaran yang menunjukkan ukuran diameter dari kedua ujung produk danner, dengan spesifikasi 26 + 0,7 mm.
4. Cap Length, yaitu besaran yang menunjukkan panjang cap dari produk vello, dengan spesifikasi 5,5 + 0,5 mm. 5. Collar Height, yaitu besaran yang menunjukkan tinggi
kerah dari produk vello, dengan spesifikasi 4,5 + 0,8 mm. 6. Ovality, yaitu besaran yang menunjukkan ukuran
keovalan dari produk vello, dengan spesifikasi 0,7 + 0,6 mm.
7. Undulation, yaitu besaran yang menunjukkan ukuran kemiringan dari produk vello, dengan spesifikasi 1 + 0,8 mm.
Metode analisis yang digunakan dalam penelitian ini adalah ANOVA dua faktor, MSA Gauge R&R dan pengujian 2 populasi.
IV. HASILDANPEMBAHASAN
Sebelum dilakukan analisis lebih jauh, terlebih dahulu dilakukan pengujian asumsi apakah asumsi yang diperlukan oleh suatu metode telah terpenuhi atau belum.
A. Pengujian Asumsi
Analisis MSA Gauge R&R memerlukan beberapa asumsi yang harus terpenuhi, yaitu data hasil pengamatan terambil secara acak, berdistribusi normal dan homogen. Pengujian data acak dilakukan dengan run test, sedangkan pengujian data berdistribusi normal dengan menggunkaan Kolmogorov-Smirnov dan pengujian homogenitas data menggunakan Uji Levene.
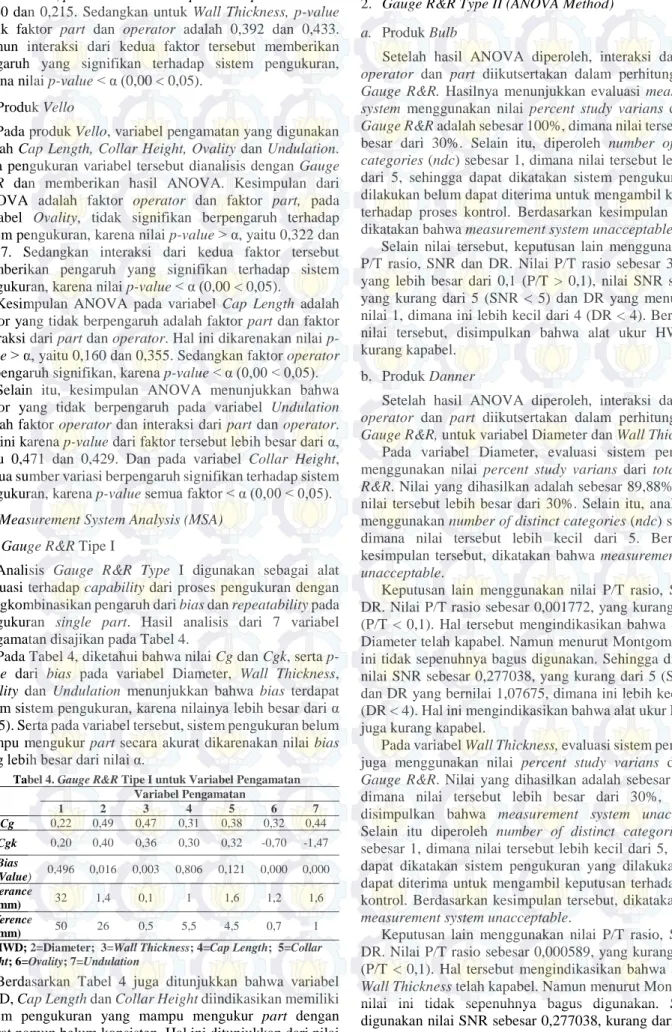
Pada variabel HWD, Diameter, Wall Thickness, Cap Length, Collar Height, Ovality dan Undulation, nilai p-value untuk run test secara berurutan adalah 0,548; 0,146; 0,102; 0,083; 0,056; 0,465 dan 0,050. Nilai tersebut mengindikasikan bahwa 10 produk yang diambil untuk pengambilan pertama dan kedua, telah diambil secara acak.
Pengujian menggunakan Kolmogorov Smirnov dan hasilnya hanya satu variabel pengamatan yang berdistribusi normal, yaitu HWD dengan p-value lebih besar dari 0,05 (0,087 > 0,05). Oleh sebab itu, pengujian asumsi homogenitas data menggunakan Uji Levene.
Pada variabel penelitian Diameter, Wall Thickness, Cap Length dan Undulation. P-value pada variabel tersebut secara urut adalah 0,102; 0,081; 0,194 dan 0,087. Nilai tersebut menunjukkan bahwa data yang diambil telah homogen. Sedangkan variabel penelitian HWD dan Collar Height memiliki nilai p-value masing-masing 0,000. Nilai ini menunjukkan bahwa data yang diambil pada variabel tersebut tidak homogen. Berdasarkan hasil tersebut, data yang tidak terpenuhi dianalisis lebih lanjut dengan metode Gauge R&R. Selain itu, pada variabel yang telah memenuhi asumsi, analisis Gauge R&R tetap dilakukan sebagai metode yang bertujuan untuk mengevaluasi sistem pengukuran sebelum sistem tersebut digunakan sebagai improvement pada proses produksi.
B. Analysis of Variance (ANOVA) 1. Produk Bulb
Pada produk Bulb, variabel pengamatan yang digunakan adalah HWD. Data pengukuran variabel tersebut dianalisis dengan Gauge R&R. Analisis memberikan hasil ANOVA. Hasil ANOVA memberikan kesimpulan bahwa faktor operator dan faktor part tidak signifikan berpengaruh terhadap sistem pengukuran, karena nilai p-value > α, yaitu 0,713 dan 0,915. Namun interaksi dari kedua faktor tersebut memberikan pengaruh yang signifikan terhadap sistem pengukuran, karena nilai p-value < α (0,00 < 0,05).
2. Produk Danner
Pada produk Danner, variabel pengamatan yang digunakan adalah Diameter dan Wall Thickness. Data pengukuran variabel tersebut dianalisis dengan Gauge R&R. Analisis memberikan hasil ANOVA yang menunjukkan bahwa faktor operator dan faktor part, pada variabel
Diameter dan Wall Thickness, tidak signifikan berpengaruh terhadap sistem pengukuran, karena nilai p-value > α (0,05). Pada Diametr, p-value untuk faktor part dan operator adalah 0,060 dan 0,215. Sedangkan untuk Wall Thickness, p-value untuk faktor part dan operator adalah 0,392 dan 0,433. Namun interaksi dari kedua faktor tersebut memberikan pengaruh yang signifikan terhadap sistem pengukuran, karena nilai p-value < α (0,00 < 0,05).
3. Produk Vello
Pada produk Vello, variabel pengamatan yang digunakan adalah Cap Length, Collar Height, Ovality dan Undulation. Data pengukuran variabel tersebut dianalisis dengan Gauge R&R dan memberikan hasil ANOVA. Kesimpulan dari ANOVA adalah faktor operator dan faktor part, pada variabel Ovality, tidak signifikan berpengaruh terhadap sistem pengukuran, karena nilai p-value > α, yaitu 0,322 dan 0,977. Sedangkan interaksi dari kedua faktor tersebut memberikan pengaruh yang signifikan terhadap sistem pengukuran, karena nilai p-value < α (0,00 < 0,05).
Kesimpulan ANOVA pada variabel Cap Length adalah faktor yang tidak berpengaruh adalah faktor part dan faktor interaksi dari part dan operator. Hal ini dikarenakan nilai p-value > α, yaitu 0,160 dan 0,355. Sedangkan faktor operator berpengaruh signifikan, karena p-value < α (0,00 < 0,05).
Selain itu, kesimpulan ANOVA menunjukkan bahwa faktor yang tidak berpengaruh pada variabel Undulation adalah faktor operator dan interaksi dari part dan operator. Hal ini karena p-value dari faktor tersebut lebih besar dari α, yaitu 0,471 dan 0,429. Dan pada variabel Collar Height, semua sumber variasi berpengaruh signifikan terhadap sistem pengukuran, karena p-value semua faktor < α (0,00 < 0,05). C. Measurement System Analysis (MSA)
1. Gauge R&R Tipe I
Analisis Gauge R&R Type I digunakan sebagai alat evaluasi terhadap capability dari proses pengukuran dengan mengkombinasikan pengaruh dari bias dan repeatability pada pengukuran single part. Hasil analisis dari 7 variabel pengamatan disajikan pada Tabel 4.
Pada Tabel 4, diketahui bahwa nilai Cg dan Cgk, serta p-value dari bias pada variabel Diameter, Wall Thickness, Ovality dan Undulation menunjukkan bahwa bias terdapat dalam sistem pengukuran, karena nilainya lebih besar dari α (0,05). Serta pada variabel tersebut, sistem pengukuran belum mampu mengukur part secara akurat dikarenakan nilai bias yang lebih besar dari nilai α.
Tabel 4. Gauge R&R Tipe I untuk Variabel Pengamatan Variabel Pengamatan 1 2 3 4 5 6 7 Cg 0,22 0,49 0,47 0,31 0,38 0,32 0,44 Cgk 0,20 0,40 0,36 0,30 0,32 -0,70 -1,47 Bias (P-Value) 0,496 0,016 0,003 0,806 0,121 0,000 0,000 Tolerance (mm) 32 1,4 0,1 1 1,6 1,2 1,6 Reference (mm) 50 26 0,5 5,5 4,5 0,7 1
*1=HWD; 2=Diameter; 3=Wall Thickness; 4=Cap Length; 5=Collar
Height; 6=Ovality; 7=Undulation
Berdasarkan Tabel 4 juga ditunjukkan bahwa variabel HWD, Cap Length dan Collar Height diindikasikan memiliki sistem pengukuran yang mampu mengukur part dengan akurat namun belum konsisten. Hal ini ditunjukkan dari nilai
bias yang kecil, tetapi nilai tolerance masih jauh dari nilai reference.
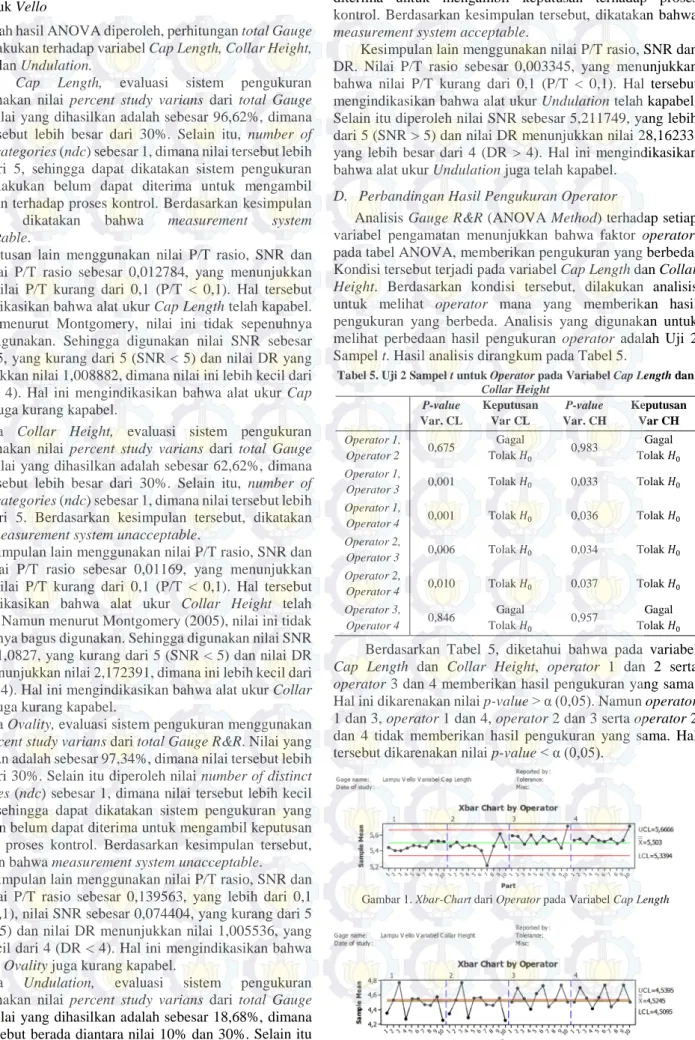
2. Gauge R&R Type II (ANOVA Method) a. Produk Bulb
Setelah hasil ANOVA diperoleh, interaksi dari faktor operator dan part diikutsertakan dalam perhitungan total Gauge R&R. Hasilnya menunjukkan evaluasi measurement system menggunakan nilai percent study varians dari total Gauge R&R adalah sebesar 100%, dimana nilai tersebut lebih besar dari 30%. Selain itu, diperoleh number of distinct categories (ndc) sebesar 1, dimana nilai tersebut lebih kecil dari 5, sehingga dapat dikatakan sistem pengukuran yang dilakukan belum dapat diterima untuk mengambil keputusan terhadap proses kontrol. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system unacceptable.
Selain nilai tersebut, keputusan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 3,161004, yang lebih besar dari 0,1 (P/T > 0,1), nilai SNR sebesar 0 yang kurang dari 5 (SNR < 5) dan DR yang menunjukkan nilai 1, dimana ini lebih kecil dari 4 (DR < 4). Berdasarkan nilai tersebut, disimpulkan bahwa alat ukur HWD juga kurang kapabel.
b. Produk Danner
Setelah hasil ANOVA diperoleh, interaksi dari faktor operator dan part diikutsertakan dalam perhitungan total Gauge R&R, untuk variabel Diameter dan Wall Thickness.
Pada variabel Diameter, evaluasi sistem pengukuran menggunakan nilai percent study varians dari total Gauge R&R. Nilai yang dihasilkan adalah sebesar 89,88%, dimana nilai tersebut lebih besar dari 30%. Selain itu, analisis juga menggunakan number of distinct categories (ndc) sebesar 1, dimana nilai tersebut lebih kecil dari 5. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system unacceptable.
Keputusan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 0,001772, yang kurang dari 0,1 (P/T < 0,1). Hal tersebut mengindikasikan bahwa alat ukur Diameter telah kapabel. Namun menurut Montgomery, nilai ini tidak sepenuhnya bagus digunakan. Sehingga digunakan nilai SNR sebesar 0,277038, yang kurang dari 5 (SNR < 5) dan DR yang bernilai 1,07675, dimana ini lebih kecil dari 4 (DR < 4). Hal ini mengindikasikan bahwa alat ukur Diameter juga kurang kapabel.
Pada variabel Wall Thickness, evaluasi sistem pengukuran juga menggunakan nilai percent study varians dari total Gauge R&R. Nilai yang dihasilkan adalah sebesar 98,91%, dimana nilai tersebut lebih besar dari 30%, sehingga disimpulkan bahwa measurement system unacceptable. Selain itu diperoleh number of distinct categories (ndc) sebesar 1, dimana nilai tersebut lebih kecil dari 5, sehingga dapat dikatakan sistem pengukuran yang dilakukan belum dapat diterima untuk mengambil keputusan terhadap proses kontrol. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system unacceptable.
Keputusan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 0,000589, yang kurang dari 0,1 (P/T < 0,1). Hal tersebut mengindikasikan bahwa alat ukur Wall Thickness telah kapabel. Namun menurut Montgomery, nilai ini tidak sepenuhnya bagus digunakan. Sehingga digunakan nilai SNR sebesar 0,277038, kurang dari 5 (SNR < 5) dan nilai DR menunjukkan nilai 1,07675, yang ebih kecil
dari 4 (DR < 4). Hal ini mengindikasikan bahwa alat ukur Wall Thickness juga kurang kapabel.
c. Produk Vello
Setelah hasil ANOVA diperoleh, perhitungan total Gauge R&R dilakukan terhadap variabel Cap Length, Collar Height, Ovality dan Undulation.
Pada Cap Length, evaluasi sistem pengukuran menggunakan nilai percent study varians dari total Gauge R&R. Nilai yang dihasilkan adalah sebesar 96,62%, dimana nilai tersebut lebih besar dari 30%. Selain itu, number of distinct categories (ndc) sebesar 1, dimana nilai tersebut lebih kecil dari 5, sehingga dapat dikatakan sistem pengukuran yang dilakukan belum dapat diterima untuk mengambil keputusan terhadap proses kontrol. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system unacceptable.
Keputusan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 0,012784, yang menunjukkan bahwa nilai P/T kurang dari 0,1 (P/T < 0,1). Hal tersebut mengindikasikan bahwa alat ukur Cap Length telah kapabel. Namun menurut Montgomery, nilai ini tidak sepenuhnya bagus digunakan. Sehingga digunakan nilai SNR sebesar 0,094245, yang kurang dari 5 (SNR < 5) dan nilai DR yang menunjukkan nilai 1,008882, dimana nilai ini lebih kecil dari 4 (DR < 4). Hal ini mengindikasikan bahwa alat ukur Cap Length juga kurang kapabel.
Pada Collar Height, evaluasi sistem pengukuran menggunakan nilai percent study varians dari total Gauge R&R. Nilai yang dihasilkan adalah sebesar 62,62%, dimana nilai tersebut lebih besar dari 30%. Selain itu, number of distinct categories (ndc) sebesar 1, dimana nilai tersebut lebih kecil dari 5. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system unacceptable.
Kesimpulan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 0,01169, yang menunjukkan bahwa nilai P/T kurang dari 0,1 (P/T < 0,1). Hal tersebut mengindikasikan bahwa alat ukur Collar Height telah kapabel. Namun menurut Montgomery (2005), nilai ini tidak sepenuhnya bagus digunakan. Sehingga digunakan nilai SNR sebesar 1,0827, yang kurang dari 5 (SNR < 5) dan nilai DR yang menunjukkan nilai 2,172391, dimana ini lebih kecil dari 4 (DR < 4). Hal ini mengindikasikan bahwa alat ukur Collar Height juga kurang kapabel.
Pada Ovality, evaluasi sistem pengukuran menggunakan nilai percent study varians dari total Gauge R&R. Nilai yang dihasilkan adalah sebesar 97,34%, dimana nilai tersebut lebih besar dari 30%. Selain itu diperoleh nilai number of distinct categories (ndc) sebesar 1, dimana nilai tersebut lebih kecil dari 5, sehingga dapat dikatakan sistem pengukuran yang dilakukan belum dapat diterima untuk mengambil keputusan terhadap proses kontrol. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system unacceptable.
Kesimpulan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 0,139563, yang lebih dari 0,1 (P/T > 0,1), nilai SNR sebesar 0,074404, yang kurang dari 5 (SNR < 5) dan nilai DR menunjukkan nilai 1,005536, yang lebih kecil dari 4 (DR < 4). Hal ini mengindikasikan bahwa alat ukur Ovality juga kurang kapabel.
Pada Undulation, evaluasi sistem pengukuran menggunakan nilai percent study varians dari total Gauge R&R. Nilai yang dihasilkan adalah sebesar 18,68%, dimana nilai tersebut berada diantara nilai 10% dan 30%. Selain itu diperoleh number of distinct categories (ndc) sebesar 7,
dimana nilai tersebut lebih besar dari 5, sehingga dapat dikatakan sistem pengukuran yang dilakukan sudah dapat diterima untuk mengambil keputusan terhadap proses kontrol. Berdasarkan kesimpulan tersebut, dikatakan bahwa measurement system acceptable.
Kesimpulan lain menggunakan nilai P/T rasio, SNR dan DR. Nilai P/T rasio sebesar 0,003345, yang menunjukkan bahwa nilai P/T kurang dari 0,1 (P/T < 0,1). Hal tersebut mengindikasikan bahwa alat ukur Undulation telah kapabel. Selain itu diperoleh nilai SNR sebesar 5,211749, yang lebih dari 5 (SNR > 5) dan nilai DR menunjukkan nilai 28,16233, yang lebih besar dari 4 (DR > 4). Hal ini mengindikasikan bahwa alat ukur Undulation juga telah kapabel.
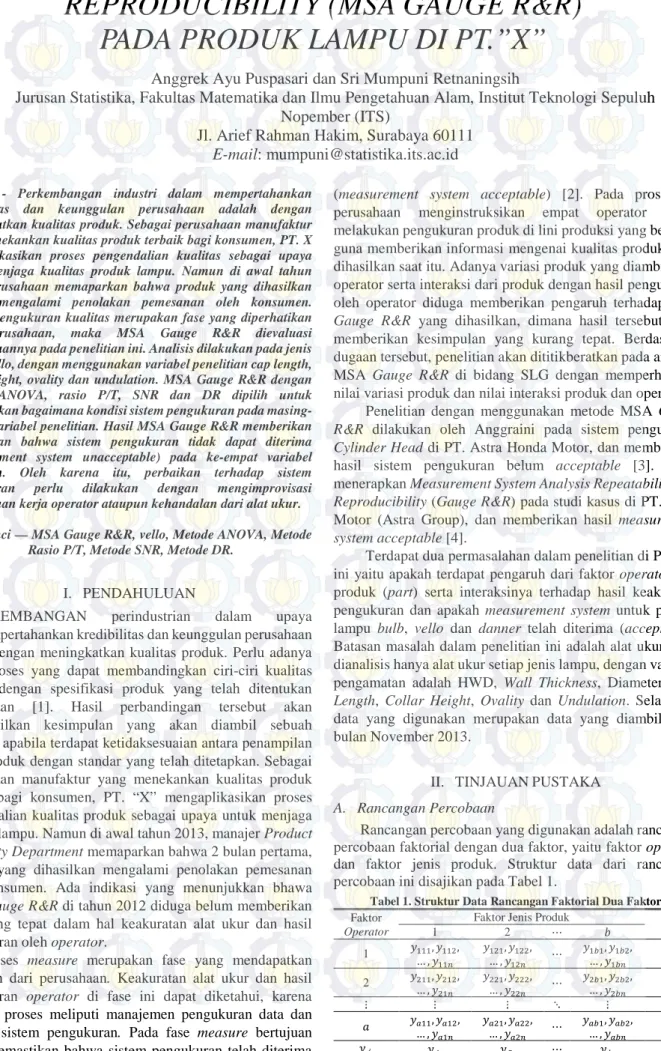
D. Perbandingan Hasil Pengukuran Operator
Analisis Gauge R&R (ANOVA Method) terhadap setiap variabel pengamatan menunjukkan bahwa faktor operator, pada tabel ANOVA, memberikan pengukuran yang berbeda. Kondisi tersebut terjadi pada variabel Cap Length dan Collar Height. Berdasarkan kondisi tersebut, dilakukan analisis untuk melihat operator mana yang memberikan hasil pengukuran yang berbeda. Analisis yang digunakan untuk melihat perbedaan hasil pengukuran operator adalah Uji 2 Sampel t. Hasil analisis dirangkum pada Tabel 5.
Tabel 5. Uji 2 Sampel t untuk Operator pada Variabel Cap Length dan
Collar Height P-value Var. CL Keputusan Var CL P-value Var. CH Keputusan Var CH Operator 1, Operator 2 0,675 Gagal Tolak 𝐻𝐻0 0,983 Gagal Tolak 𝐻𝐻0 Operator 1,
Operator 3 0,001 Tolak 𝐻𝐻0 0,033 Tolak 𝐻𝐻0 Operator 1,
Operator 4 0,001 Tolak 𝐻𝐻0 0,036 Tolak 𝐻𝐻0 Operator 2,
Operator 3 0,006 Tolak 𝐻𝐻0 0,034 Tolak 𝐻𝐻0 Operator 2,
Operator 4 0,010 Tolak 𝐻𝐻0 0,037 Tolak 𝐻𝐻0 Operator 3, Operator 4 0,846 Gagal Tolak 𝐻𝐻0 0,957 Gagal Tolak 𝐻𝐻0 Berdasarkan Tabel 5, diketahui bahwa pada variabel Cap Length dan Collar Height, operator 1 dan 2 serta operator 3 dan 4 memberikan hasil pengukuran yang sama. Hal ini dikarenakan nilai p-value > α (0,05). Namun operator 1 dan 3, operator 1 dan 4, operator 2 dan 3 serta operator 2 dan 4 tidak memberikan hasil pengukuran yang sama. Hal tersebut dikarenakan nilai p-value < α (0,05).
Gambar 1. Xbar-Chart dari Operator pada Variabel Cap Length
Pada Gambar 1, terlihat bahwa operator 3 dan 4 lebih baik dalam memberikan pengukuran, karena kedua operator menghasilkan rata-rata pengukuran yang berada dalam control limit. Meskipun plotted point terakhir berada di luar control limit. Hal tersebut bisa saja terjadi karena disebabkan faktor lain yang tidak diketahui.
Pada Gambar 2, terlihat bahwa ke-empat operator memberikan rata-rata pengukuran yang tidak terkendali, karena banyak titik yang jatuh diluar control limit. Sehingga, setiap operator membutuhkan upgrading dalam kemampuan mengukur variabel Collar Height.
V. KESIMPULANDANSARAN
Hasil ANOVA menunjukkan bahwa interaksi dari faktor operator dan produk (part) berpengaruh signifikan terhadap sistem pengukuran HWD, Diameter, Wall Thickness, Collar Height dan Ovality. Sedangkan interaksi tidak berpengaruh signifikan terhadap sistem pengukuran Cap Length dan Undulation.
Jenis lampu Bulb dengan variabel HWD, Vello dengan variabel Collar Height dan Ovality merupakan variabel dengan data hasil pengukuran yang tidak homogen. Penyebab ketidak-homogenan data pengukuran pada variabel tersebut disebabkan oleh measurement system unacceptable. Perbaikan terhadap sistem pengukuran variabel HWD dan Ovality dilakukan dengan mengimprovisasi alat ukur dan operator. Sedangkan untuk variabel Collar Height¸ perbaikan sistem pengukuran dititik-beratkan pada kemampuan operator dalam melakukan pengukuran. Measurement system unacceptable terjadi di sistem pengukuran Diameter dan Wall Thickness pada Danner serta Cap Length pada Vello. Sedangkan measurement system acceptable tetapi dengan syarat tertentu terjadi di sistem pengukuran Undulation pada Vello.
Saran yang diberikan pada measurement system
unacceptable perlu dilakukan improvisasi terhadap
kemampuan setiap operator dalam memberikan hasil pengukuran. Perbaikan dilakukan dengan melakukan upgrading yang berkaitan dengan teknik pengukuran produk dan kalibrasi terhadap alat ukur. Pada system acceptable dengan syarat, perbaikan perlu dilakukan terhadap kemampuan setiap operator saja. Hal ini dikarenakan alat ukur telah mampu memberikan hasil pengukuran yang konsisten. Setelah pengukuran dilakukan, analisis MSA Gauge R&R dapat dilakukan untuk melihat apakah measurement system acceptable atau belum.
DAFTAR PUSTAKA
[1] Montgomery, D. C., & Subanar, D. (1995). Pengendalian Kualitas Statistik. Yogyakarta: Gadjah Mada University Press.
[2] Pan, J-N. (2006). Evaluating The Gauge Repeatability and Reproducibility for Different Industry. Quality & Quantity, 449-518. [3] Anggraini, G. (2012). Analisis Sistem Pengukuran Cylinder Head
dengan Menggunakan Gage Repeatability dan Reproducibility pada PT. Astra Honda Motor. Jakarta: Universitas Gunadarma.
[4] Dewi, Ni Putu Wansri S. (2013). Measurement System Analysis Repeatability dan Reproducibility (Gauge R&R) Studi Kasus : PT. Gaya Motor (Astra Group). Surabaya: Jurusan Statistika FMIPA ITS. [5] Daniel, W.W. (1989). Statistika Nonparametrik Untuk Ilmu Sosial.
Jakarta: Gramedia.
[6] Razali, M. N., & Wah, Y. B. (2011). Power Comparisons of Shapiro-Wilks, Kolmogorov-Smirnov, Lilliefors and Anderson-Darling Test. Journal of Statistical Modeling & Analytics, Vol. 2 No 1, 21-33. [7] Lim, T. S., & Loh, W. Y. (1996). A Comparison of Test of Equality of
Variasices. Computational Statistics & Data 22, 287-301.
[8] Montgomery, D. C. (2005). Introduction to Statistical Quality Control Fifth Edition. United State: John Wiley & Sons Inc,.
[9] Joglekar, A. M. (2003). Statistical Method for Six Sigma in R&D and Manufacturing. Canada: John Wiley & Sons, Inc.
[10] Louka, G. A., & Besseris, G. J. (2010). Gauge R&R For An OpticaL Micrometer Industrial Type Machine. International Journal for Quality research.
[11] Roth, T. (2013). Working with The Quality Tool Package.
[12] Montgomery, D. C. (2005). Introduction to Statistical Quality Control Fifth Edition. United State: John Wiley & Sons Inc,.
[13] Woodall, W. H, & Borror, C. M. (2008). Some Relationship Between Gage R&R Criteria. Qual. Reliab. Engng. Int., 24:99–106.
[14] Minitab. (2010). Gage Studies for Continuous Data. Minitab Inc,. [15] Joglekar, A. M. (2003). Statistical Method for Six Sigma in R&D and