1
PENGARUH FRAKSI VOLUME SERAT TERHADAP KEKUATAN GESER KOMPOSIT
BERPENGUAT SERAT IJUK (Acak-Anyam-Acak) DENGAN RESIN POLYESTER
Mochamad Arif Irfa’i
Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Surabaya E-mail: [email protected]
Abstrak
Pada beberapa komponen kendaraan sering dijumpai adanya kegagalan akibat menerima beban geser. Tujuan penelitian ini adalah untuk mengetahui pengaruh fraksi volume serat terhadap kekuatan geser komposit berpenguat serat ijuk(acak, anyam, acak) dengan resin polyester. Fraksi volume serat (Vf) yang
digunakan pada penelitian ini sebesar 35%, 45%, 50%, 55% dan 60%. Metode pembuatan komposit dilakukan secara hand lay up dengan laminasi terdiri dari serat ijuk acak, serat ijuk anyam dan serat ijuk acak. Dimensi dan prosedur pengujian specimen uji geser mengacu pada standar ASTM D-1037. Pengujian geser dilakukan sebanyak tiga kali untuk masing-masing setiap kelompok uji. Foto makro dilakukan setelah dilakukan uji geser. Foto makro dilakukan pada penampang patahan uji geser untuk mengetahui pola kegagalan yang terjadi pada komposit. Hasil penelitian menunjukkan bahwa kekuatan geser komposit meningkat seiring dengan peningkatan fraksi volume serat. Peningkatan kekuatan geser terbesar terjadi pada fraksi volume serat (Vf)= 45% yaitu sebesar 9466,45 MPa, sedangkan kekuatan geser terendah terjadi
pada fraksi volume serat(Vf)= 60% yaitu sebesar 7118,67 MPa. Identifikasi penampang patahan
menunjukkan bahwa pola kegagalan secara umum didominasi lepasnya ikatan antara serat dengan matriks (delamination) disusul dengan putus atau patahnya serat.
Kata Kunci: fraksi volume serat, kekuatan geser, penampang patahan dan serat ijuk
Abstract
The many vehicle components often found as a result of their failure to receive the shear loads. The purpose of this study was to determine the effect of fiber volume fraction to the shear strength of composite reinforced sugar palm fiber (random, woven, random) with a polyester resin. Fiber volume fraction (Vf)
used was in this study was 35%, 45%, 50%, 55% and 60%. The method of manufacture composite done hand lay up with a laminate consisting of random sugar palm fiber, woven sugar palm fiber and random sugar palm fiber. Dimensions of test specimens and shear testing procedures refers to the ASTM D-1037 standard. Shear testing performed three times for each test group. Macro photo performed after a shear test. Macro photo made on a fracture cross section shear test to determine the pattern of failures in the composite. The results showed that the shear strength of the composite increases with increasing fiber volume fraction. Increased shear strength was greatest in fiber volume fraction (Vf) = 45% which
amounted to 9466.45 MPa, while the lowest shear strength occurred in fiber volume fraction (Vf) = 60%
which amounted to 7118.67 MPa. Identification of fracture cross section shows that the pattern of failure was generally dominated by the release of the bond between the fibers with the matrix (delamination) followed by a fracture or fiber break.
Keywords: fiber volume fraction, shear strength, fracture cross section and sugar palm fiber
PENDAHULUAN
Kegagalan yang terjadi pada berbagai struktur atau komponen kendaraan yang terbuat dari material komposit pada umumnya lebih disebabkan karena komponen atau struktur tersebut menerima beban tarik, bending, tekan ataupun geser. Salah satu upaya yang dapat dilakukan untuk mengatasi kegagalan tersebut adalah dengan menambah kandungan penguat (reinforcement) pada material komposit. Beberapa jenis penguat, baik penguat sintesis maupun alam telah di aplikasikan pada material komposit. Penguat komposit yang bersumber dari alam telah banyak diaplikasikan pada material komposit. Keunggulan-keunggulan dari penguat
sumber alam menjadi alasan pemilihannya (Irfai dkk, 2016).
Upaya lain yang dilakukan untuk mengatasi kegagalan material komposit adalah dengan cara meningkatkan kekuatan material komposit. Peningkatan kekuatan mekanis komposit dapat dilakukan melalui susunan lamina komposit. Modifikasi susunan lamina komposit yang dilakukan yaitu dengan menambhkan lamina serat ijuk anyam pada lamina komposit. Lamina serat ijuk anyam pada bagian tengah dapat mengeliminasi adanya void yang sering terjadi pada komposit dengan penguat serat acak (random). Selain itu, adanya serat ijuk anyam pada material komposit dapat mengurangi
terjadinya distibusi tegangan yang tidak merata pada material komposit dengan penguat serat ijuk acak (random).
Beberapa komponen kendaraan dan struktur sering dijumpai adanya lubang atau takikan yang tidak dapat dihindari. Tuntutan desain pada beberapa komponen kendaraan yang mengharuskan adanya lubang atau takikan menyebabkan komponen yang berbentuk plat tersebut menerima konsentrasi tegangan yang besar dan rawan mengalami beban geser. Selain itu, adanya lubang atau takikan dapat menyebabkan kegagalan pada komponen kendaraan yang terbuat dari material komposit berupa delaminasi yang sering disebut sebagai “hidden threat”(Xavier C.J, 2004). Oleh karena itu, kajian mengenai pengaruh fraksi volume serat terhadap kekuatan geser komposit berpenguat serat ijuk (acak-anyam-acak) perlu untuk dilakukan
METODE
Material utama yang digunakan pada penelitian ini adalah serat ijuk acak dan anyam yang diperoleh dari Kabupaten Pasuruan, Jawa Timur. Pada penelitian ini menggunakan resin polyester yukalac BQTN 157, katalis Methyl Ethyl Keton Peroxide (MEKPO). Proses pengolahan serat ijuk diawali dengan pencucian menggunakan air mineral dilanjutkan pengeringan di dalam ruangan pada suhu kamar selama 3 hari. Tujuan dilakukan pengeringan pada suhu kamar adalah untuk mengurangi kadar air pada serat serta mengeringkan permukaan serat supaya ikatan serat dengan resin menjadi lebih optimal. Proses lanjutan sebelum serat dilakukan laminasi dalam cetakan yaitu serat dipanaskan dalam oven pada suhu 60oC selama 15 menit. Tujuan pemanasan serat
dalam oven adalah untuk menghilangkan kadar air bebas pada serat (Irfa’i dkk, 2016).
Manufaktur komposit dilakukan dengan metode cetak tekan (press mold). Fraksi volume serat yang digunakan pada penelitian ini adalah 35%, 45%, 50%, 55% dan 60%. Proses pembuatan komposit dilakukan secara laminasi dengan susunan serat ijuk acak-serat ijuk anyam-serat ijuk acak. Tahap akhir proses pembuatan komposit dilakukan dengan penekanan ke dalam cetakan dengan menggunakan dongkrak hidrolis. Proses curing atau pemadatan dilakukan selama kurang lebih 1 hari.
Proses pembuatan dan pengujian specimen uji geser mengacu pada standart ASTM D-1037. Pembentukan specimen uji geser dilakukan dengan pemotongan menggunakan gergaji potong. Dimensi spesimen uji geser 50,8 mm x 50,8 mm x 7 mm, seperti ditunjukkan pada gambar 2 dan gambar 3. Proses selanjutnya adalah dilanjutkan dengan proses post cure yakni pemanasan specimen uji geser dalam oven pada temperatur 60o C selama 4 jam. Pengujian geser dilakukan
menggunakan Universal Testing Machine (UTM), seperti ditunjukkan pada gambar 4. Untuk melakukan karakterisasi kegagalan pada komposit maka dilakukan foto makro pada penampang patahan.
Gambar 2. Dimensi spesimen uji geser sesuai standart ASTM D-1037
Gambar 3. Spesimen uji geser yang sudah siap diuji geser
Gambar 4. Proses pengujian geser komposit berpenguat serat ijuk acak-anyam-acak
3 HASIL DAN PEMBAHASAN
1. Hasil pengujian geser
Data hasil pengujian geser adalah berupa kekuatan geser maksimum yang diperoleh dari beban geser maksimum yang mampu ditahan komposit. Tabel 1 berikut ini adalah menunjukkan hasil pengujian geser material komposit berpenguat serat ijuk acak-anyam-acak dengan resin polyester.
Tabel 1. Data hasil pengujian geser
Pengujian geser dilakukan masing-masing dilakukan sebanyak 3 kali untuk setiap kelompok variabel sampel uji geser. Hasil pengujian dari setiap kelompok variable sampel uji geser kemudian dibuat rata-rata hasil pengujian geser untuk setiap kelompok variabel sampel uji geser. Dari tabel 1 diketahui bahwa terdapat perbedaan antara masing-masing kelompok variabel sampel uji geser berdasarkan rata-rata hasil pengujian geser. Berdasarkan hasil rata-rata pengujian geser setiap kelompok variabel uji didiperoleh kekuatan geser tertinggi pada fraksi volume serat 45% dengan rata-rata kekuatan geser sebesar 9466,45 MPa, sedangkan komposit polyester berpenguat serat ijuk acak-anyam-acak yang memiliki kekuatan geser terendah adalah pada fraksi volume serat 60% dengan rata-rata kekuatan geser 7118,67 MPa. Kekuatan geser komposit polyester berpenguat serat ijuk
acak-anyam-acak dengan fraksi volume serat 35%, 50% dan 55% berturut-turut 7220,42 MPa, 8375,37 MPa dan 7229,31 MPa.
Dari tabel 1 diatas, selanjutnya diolah dan disajikan dalam bentuk diagram hubungan antara frkasi volume serat (Vf) dengan kekuatn geser komposit
polyester berpenguat serat ijuk dengan susunan lamina acak-anyam-acak.
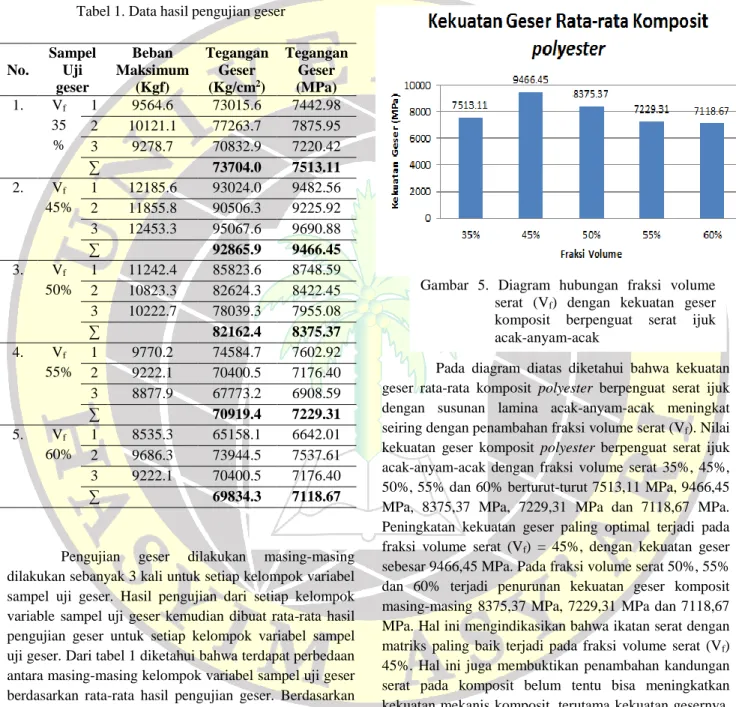
Pada diagram diatas diketahui bahwa kekuatan geser rata-rata komposit polyester berpenguat serat ijuk dengan susunan lamina acak-anyam-acak meningkat seiring dengan penambahan fraksi volume serat (Vf). Nilai
kekuatan geser komposit polyester berpenguat serat ijuk acak-anyam-acak dengan fraksi volume serat 35%, 45%, 50%, 55% dan 60% berturut-turut 7513,11 MPa, 9466,45 MPa, 8375,37 MPa, 7229,31 MPa dan 7118,67 MPa. Peningkatan kekuatan geser paling optimal terjadi pada fraksi volume serat (Vf) = 45%, dengan kekuatan geser
sebesar 9466,45 MPa. Pada fraksi volume serat 50%, 55% dan 60% terjadi penurunan kekuatan geser komposit masing-masing 8375,37 MPa, 7229,31 MPa dan 7118,67 MPa. Hal ini mengindikasikan bahwa ikatan serat dengan matriks paling baik terjadi pada fraksi volume serat (Vf)
45%. Hal ini juga membuktikan penambahan kandungan serat pada komposit belum tentu bisa meningkatkan kekuatan mekanis komposit, terutama kekuatan gesernya. Hal tersebut didukung fakta penambahan kandungan serat sebesar 60% memiliki kekuatan geser paling rendah 7118,67 MPa.
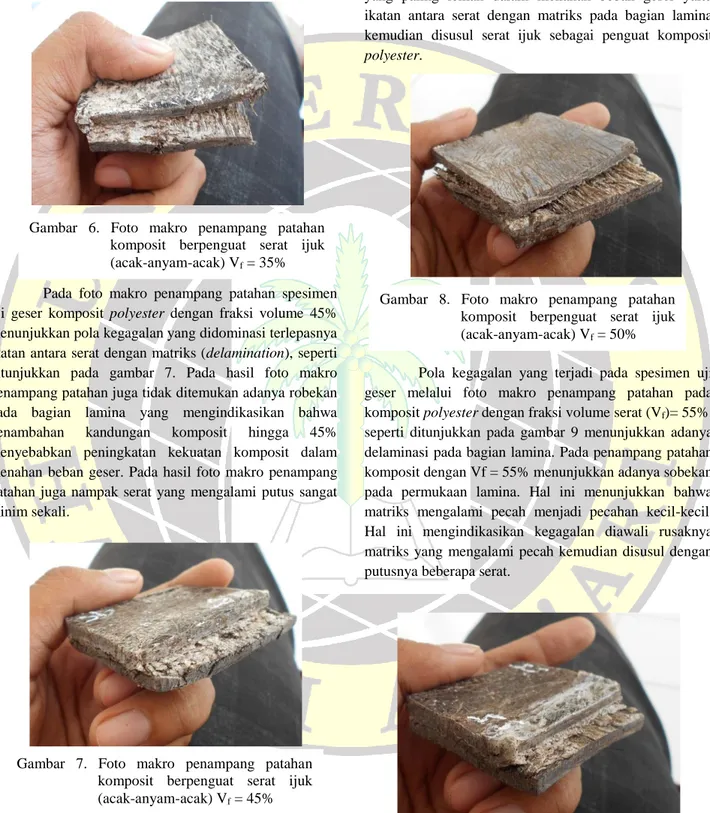
2. Foto makro penampang patahan pengujian geser Hasil pengujian geser diatas juga didukung oleh hasil foto makro penampang patahan. Pada foto makro penampang patahan spesimen uji geser dengan fraksi volume 35%, seperti ditunjukkan pada gambar 6. Pola No. Sampel Uji geser Beban Maksimum (Kgf) Tegangan Geser (Kg/cm2) Tegangan Geser (MPa) 1. Vf 35 % 1 9564.6 73015.6 7442.98 2 10121.1 77263.7 7875.95 3 9278.7 70832.9 7220.42 ∑ 73704.0 7513.11 2. Vf 45% 1 12185.6 93024.0 9482.56 2 11855.8 90506.3 9225.92 3 12453.3 95067.6 9690.88 ∑ 92865.9 9466.45 3. Vf 50% 1 11242.4 85823.6 8748.59 2 10823.3 82624.3 8422.45 3 10222.7 78039.3 7955.08 ∑ 82162.4 8375.37 4. Vf 55% 1 9770.2 74584.7 7602.92 2 9222.1 70400.5 7176.40 3 8877.9 67773.2 6908.59 ∑ 70919.4 7229.31 5. Vf 60% 1 8535.3 65158.1 6642.01 2 9686.3 73944.5 7537.61 3 9222.1 70400.5 7176.40 ∑ 69834.3 7118.67
Gambar 5. Diagram hubungan fraksi volume serat (Vf) dengan kekuatan geser
komposit berpenguat serat ijuk acak-anyam-acak
kegagalan yang terjadi berupa terlepasnya ikatan serat dengan matriks (delamination) dan beberapa serat tercabut dari matriksnya. Hal ini menunjukkan bahwa bagian yang paling lemah pada komposit dalam menahan beban geser di bagian yang tidak searah dengan beban geser.
Pada foto makro penampang patahan spesimen uji geser komposit polyester dengan fraksi volume 45% menunjukkan pola kegagalan yang didominasi terlepasnya ikatan antara serat dengan matriks (delamination), seperti ditunjukkan pada gambar 7. Pada hasil foto makro penampang patahan juga tidak ditemukan adanya robekan pada bagian lamina yang mengindikasikan bahwa penambahan kandungan komposit hingga 45% menyebabkan peningkatan kekuatan komposit dalam menahan beban geser. Pada hasil foto makro penampang patahan juga nampak serat yang mengalami putus sangat minim sekali.
Pada foto makro penampang patahan komposit polyester dengan fraksi volume (Vf) 50% secara umum juga masih didominasi pola kegagalan terlepasnya ikatan antara serat dengan matriks disertai sedikit robekan pada
bagian lamina, seperti ditunjukkan pada gambar 8. Hal ini menunjukkan bahwa kegagalan komposit polyester berpenguat serat ijuk diawali dari lepasnya ikatan serat dengan matriks pada bagian lamina (delamination) disusul dengan beberapa serat mengalami putus atau patah. Hal ini menunjukkan bahwa pada bagian komposit polyester yang paling lemah dalam menahan beban geser yaitu ikatan antara serat dengan matriks pada bagian lamina kemudian disusul serat ijuk sebagai penguat komposit polyester.
Pola kegagalan yang terjadi pada spesimen uji geser melalui foto makro penampang patahan pada komposit polyester dengan fraksi volume serat (Vf)= 55%,
seperti ditunjukkan pada gambar 9 menunjukkan adanya delaminasi pada bagian lamina. Pada penampang patahan komposit dengan Vf = 55% menunjukkan adanya sobekan pada permukaan lamina. Hal ini menunjukkan bahwa matriks mengalami pecah menjadi pecahan kecil-kecil. Hal ini mengindikasikan kegagalan diawali rusaknya matriks yang mengalami pecah kemudian disusul dengan putusnya beberapa serat.
Gambar 6. Foto makro penampang patahan komposit berpenguat serat ijuk (acak-anyam-acak) Vf = 35%
Gambar 7. Foto makro penampang patahan komposit berpenguat serat ijuk (acak-anyam-acak) Vf = 45%
Gambar 8. Foto makro penampang patahan komposit berpenguat serat ijuk (acak-anyam-acak) Vf = 50%
Gambar 9. Foto makro penampang patahan komposit berpenguat serat ijuk (acak-anyam-acak) Vf = 55%
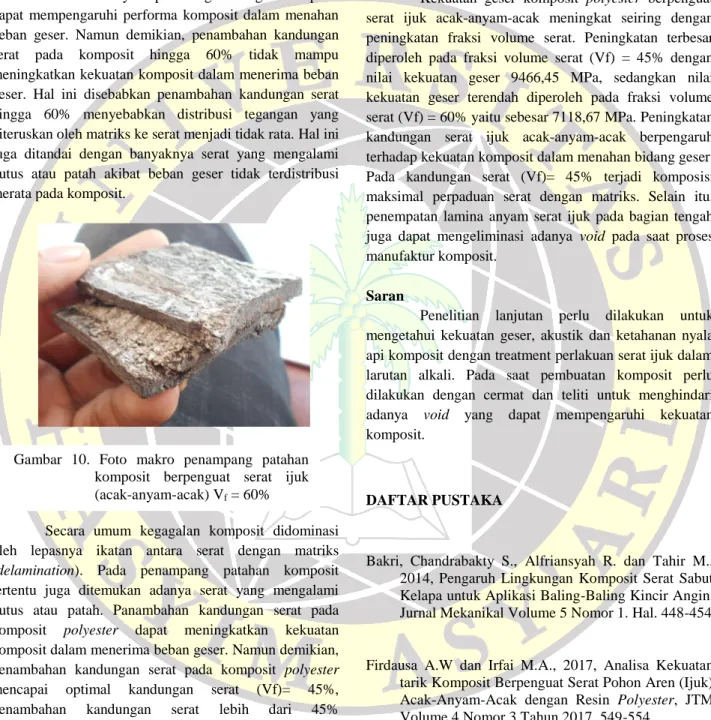
5 Pada foto makro penampang patahan spesimen uji geser komposit polyester berpenguat serat ijuk dengan kandungan serat (Vf) = 60% seperti ditunjukkan pada gambar 10 menunjukkan adanya kerusakan pada bagian lamina dengan ditandai lepasnya ikatan antara serat matriks (delamination). Pada penampang patahan juga menunjukkan adanya sobekan pada bagian lamina dengan membentuk bidang geser. Hal ini mengindikasikan penambahan serat anyam pada bagian tengah komposit dapat mempengaruhi performa komposit dalam menahan beban geser. Namun demikian, penambahan kandungan serat pada komposit hingga 60% tidak mampu meningkatkan kekuatan komposit dalam menerima beban geser. Hal ini disebabkan penambahan kandungan serat hingga 60% menyebabkan distribusi tegangan yang diteruskan oleh matriks ke serat menjadi tidak rata. Hal ini juga ditandai dengan banyaknya serat yang mengalami putus atau patah akibat beban geser tidak terdistribusi merata pada komposit.
Secara umum kegagalan komposit didominasi oleh lepasnya ikatan antara serat dengan matriks (delamination). Pada penampang patahan komposit tertentu juga ditemukan adanya serat yang mengalami putus atau patah. Panambahan kandungan serat pada komposit polyester dapat meningkatkan kekuatan komposit dalam menerima beban geser. Namun demikian, penambahan kandungan serat pada komposit polyester mencapai optimal kandungan serat (Vf)= 45%, penambahan kandungan serat lebih dari 45% menyebabkan degradasi kekuatan geser akibat beban geser yang diterima oleh komposit tidak terdistribusi merata pada serat ijuk sebagai penguat. Penambahan serat ijuk ayam pada komposit polyester dapat mengeliminasi adanya void yang disebabkan pada saat proses manufaktur komposit.
Ucapan Terima Kasih
Ucapan terima kasih yang tulus kami sampaikan kepada saudara Andiyanto Wahyu Firdausa, S.T yang telah membantu dalam proses manufaktur dan pengambilan data dalam penelitian ini.
PENUTUP Simpulan
Kekuatan geser komposit polyester berpenguat serat ijuk acak-anyam-acak meningkat seiring dengan peningkatan fraksi volume serat. Peningkatan terbesar diperoleh pada fraksi volume serat (Vf) = 45% dengan nilai kekuatan geser 9466,45 MPa, sedangkan nilai kekuatan geser terendah diperoleh pada fraksi volume serat (Vf) = 60% yaitu sebesar 7118,67 MPa. Peningkatan kandungan serat ijuk acak-anyam-acak berpengaruh terhadap kekuatan komposit dalam menahan bidang geser. Pada kandungan serat (Vf)= 45% terjadi komposisi maksimal perpaduan serat dengan matriks. Selain itu, penempatan lamina anyam serat ijuk pada bagian tengah juga dapat mengeliminasi adanya void pada saat proses manufaktur komposit.
Saran
Penelitian lanjutan perlu dilakukan untuk mengetahui kekuatan geser, akustik dan ketahanan nyala api komposit dengan treatment perlakuan serat ijuk dalam larutan alkali. Pada saat pembuatan komposit perlu dilakukan dengan cermat dan teliti untuk menghindari adanya void yang dapat mempengaruhi kekuatan komposit.
DAFTAR PUSTAKA
Bakri, Chandrabakty S., Alfriansyah R. dan Tahir M., 2014, Pengaruh Lingkungan Komposit Serat Sabut Kelapa untuk Aplikasi Baling-Baling Kincir Angin, Jurnal Mekanikal Volume 5 Nomor 1. Hal. 448-454
Firdausa A.W dan Irfai M.A., 2017, Analisa Kekuatan tarik Komposit Berpenguat Serat Pohon Aren (Ijuk) Acak-Anyam-Acak dengan Resin Polyester, JTM Volume 4 Nomor 3 Tahun 2017, 549-554
Hatta I, 2016, Pengaruh Arah Serat Komposit Terhadap Kekuatan Geser “Carbon Fiber Reinforced Plastic (CFRP)” Berdasarkan Model IOSIPESCU, Seminar Nasional IPTEK Penerbangan dan Antariksa XX-2016
Gambar 10. Foto makro penampang patahan komposit berpenguat serat ijuk (acak-anyam-acak) Vf = 60%
Hidayat M.T., 2010, Pengujian Geser Panel Komposit Lapis Anyaman Bambu Menggunakan Limbah Beton Sebagai Bahan Agregat dengan Variasi Jarak Shear Connector dan Agregat Campuran, Jurnal Rekayasa Sipil, Volume 4 Nomor 2 ISSN 1978-5658
Irfai M. A., Wulandari D., Sutriyono dan Marsyahyo E., 2016, Pengaruh Fraksi Volume Serat dan Lama Waktu Perendaman NaOH Terhadap Kekuatan Impak Komposit Polyester Berpenguat Serat Ijuk, Rotasi Jurnal Teknik Mesin Volume 18 Nomor 1, Universitas Diponegoro, Semarang
Judawisastra H. dan Abdullah A, tanpa tahun, Pengaruh Perlakuan Silana Terhadap Kekuatan Geser Komposit Serat Alam-Poliester, Prosiding Simposium Nasional Polimer VI ISSN 1410-8720
Sugiyanto dan Wijoyo, 2013, Pengaruh Kekuatan Sambungan Komposit Serat Nanas Terhadap Kekuatan Tarik dan Geser dengan Adhesive Epoksi, Simposium Nasional RAPI FT UMS 2013 ISSN 1412-9612
Xavier C.J., Garrido M.N, Oliveira M, Morais L.J., Camanho P.P, Pierron F., 2004, A comparison between the Iosipescu and off-axis shear test Methods for The Characterization of Pinus Pinaster Ait, Composites: Part A; 35:827-40.