Universitas Mercu Buana Page 15 BAB III
ANALISA MASALAH DAN CARA MENGATASI CACAT PRODUK PADA MESIN INJECTION MOULDING
1.1 Pengertian
Injection Moulding adalah metode pembentukan material termoplastik dimana material meleleh karena pemanasan diinjeksikan oleh plunger ke dalam cetakan yang didinginkan oleh air sehingga mengeras.
Meskipun banyak variasi dari proses dasar ini, 90 persen injection moulding mengambil porsi sepertiga dari keseluruhan resin yang dikonsumsi dalam pemrosesan termoplastik. Sekarang ini bisa dipastikan bahwa setiap kantor, kendaraan, rumah, pabrik terdapat barang-barang dari plastik yang dibuat dengan cara injection Moulding.
1.2 Fungsi dan Komponen Mesin Injeksi
1.2.1 Mould Clamp unit (Unit Pencekam Cetakan)
Gambar 3.1 : Bagian-bagian mesin injction Moulding Nama-nama bagian mould clamp unit
1) Stationary Platen (Platen Tetap), tempat diikatnya Mould Mounting Plate dari sisi Cavity
2) Moving Platen (Platen Bergerak), tempat diikatnya Mould Mounting Plate dari sisi Core
3) Clamp Cylinder (Silinder Cekam)
4) Tie Bar (Batang Pengikat), berjumlah 4 buah dipasang diagonal simetris 5) Clamp Bar (Batang Cekam)
6) Close Moving Booster Cylinder (Silinder Booster untuk Gerakan Menutup Cetakan).
Universitas Mercu Buana Page 16 7) Open Moving Booster Cylinder (Silinder Booster untuk Gerakan Membuka
Cetakan).
8) Hydrolic Oil Tank (Tanki Oli Hidrolik). Nissei Plastik mengeluarkan rekomendasi Oli Hidrolik untuk General Type yang digunakan adalah Mobil Hyd Oil 38, Mobil Hyd Oil 48LP, Esso Telesso 46, Shell Tellas Oil 56, Caltex Rand Oil 46. Dan untuk Anti Wear Type adalah Mobil DTE 25, Esso Nuto H 46, Shell Tellas Oil 46, dan Caltex Rand Oil 46.
9) Open/Close Limit Switch Line (Rangkaian Saklar Sensor untuk gerakan Membuka dan Menutup)
10)Locating, untuk menetapkan posisi Locating Ring dari sebuah Cetakan 11)Ejector Cylinder (Silinder Ejektor), untuk menggerakkan Batang Ejektor 12)Ejector Rod (Batang Ejektor), untuk mendorong produk dari cetakannya
13)Pressure Gauge (Pengukur Tekanan Hidrolik), untuk memperlihatkan tekanan aktual
14)Pressure Switch 1 (Saklar dengan Tekanan bagian pertama), sebagai Konfirmasi Cekam
15)Clamp Valve (Katup Cekam)
16)Hydrolic Control System. Di dalamnya terdapat Hydrolic Solenoid Valve System yang mengatur arah aliran Hidrolik, Regulator Control System yang mengatur Tekanan Hidrolik hingga beberapa tingkat, dan Hydrolic Flow Rate Control System yang mengatur Debit Aliran Hidrolik dalam beberapa tingkatan.
17)Hydrolic Pump (Pompa Hidrolik). Spesifikasi pompa dengan kemampuan menghasilkan tekanan mulai dari 120 kg/cm² hingga 190 kg/cm², tergantung spesifikasi pompa yang digunakan.
Unit ini berfungsi untuk menggerakan Mould dengan gerakan membuka dan menutup. Gerakan ini terbagi dalam 3 setting kecepatan dan 1 setting tambahan, baik untuk gerakan menutup maupun gerakan membuka. Untuk gerakan menutup terdiri dari atas gerakan : 1. Perlahan – 2 . cepat – 3.perlahan dan 4 mencekam mould. Sedangkan untuk gerakan Membuka terdiri atas gerakan : 1. Melepas Cekam Mould – 2. Perlahan – 3. Cepat – 4. Perlahan. Lalu dilanjutkan dengan gerakan Ejector untuk mendorong Produk keluar dari Mould, yaitu dari sisi Core.
Universitas Mercu Buana Page 17 Pada saat Mencekam Mould, Mesin harus mampu menahan Gaya Membuka (Open Force) ketika proses injeksi berlangsung. Karena proses injeksi juga adalah kekuatan Hidrolik yang cukup besar. Jika Mesin tidak mampu menahan, maka Mould akan sedikit terbuka sehingga material plastik cair akan luber dari cetakannya. Ada 2 tipe Mould Clamp Unit, yaitu Straight Hydrolic Type (Tipe Hidrolik Langsung) dan Toggle Type (Tipe Togel) yang terdiri dari rangkaian batang, baik yang disupport oleh Sistem Hidrolik maupun Sistem Servo Motor (Mechatronic)
1.2.2 Injection Unit ( Unit Injeksi)
Disinilah pengolahan Polimer Plastik berlangsung, yang dimulai dengan masuknya Polimer dalam bentuk Pellet (Granule), kemudian dipanaskan didalam Tungku (Barrel) dengan suhu lumer Plastik yang bersangkutan sambil diperlakukan adukan (Mixing) oleh bentuk Screw di dalam Tungku. Dengan bentuk yang sedemikian rupa sehingga Screw ini berfungsi sebagai Feeder dan juga Sebagai Mixer Plastik cair agar pencampuran warna plastik menjadi rata dan seimbang (konstan).
Lalu dari unit inilah di injeksikan atau disuntikkan ke dalam cetakan (Mould) dengan setting yang melibatkan Tekanan Hidrolik (Hydrolic Pressure) dalam satuan kg/cm², Kecepatan (Velocity) dalam satuan %, Posisi (Limit Switches) dalam satuan mm, Waktu dalam satuan detik, dan Suhu dalam satuan °C.
Unit Injeksi akan melakukan Proses Injeksi Plastik setelah ada konfirmasi dari Unit Mould Clamp berupa sinyal dari PS1 (Pressure Switch 1) dengan minimum Tekanan 100 kg/cm², kemudian Unit Injeksi akan menyentuhkan Nozzle ke Sprue Bush Mould juga dengan tekanan minimum 100 kg/cm² sebagai konfirmasi PS2 (Pressure Switch 2) . Tekanan ini untuk mencegah terjadinya kebocoran material plastik cair dari celah antara Nozzle dan Sprue Bush Mould. Setelah ada sinyal PS2, maka Proses Injeksi berlangsung.
1.2.3 Sistem Penggerak (Drive System)
Saat ini masih umum dengan media Oli, atau yang biasa disebut dengan Sistem Hidrolik (Hydrolic System), baik untuk mesin tipe Straight Hydrolic maupun tipe Toggle. Namun dewasa ini untuk tipe Toggle sudah banyak mengaplikasikan Servo Motor (Full Electric System). Kelebihan mesin yang
Universitas Mercu Buana Page 18 sudah mengaplikasikan Servo Motor gerakan mesin lebih tenang, tidak seperti tipe Straight Hydrolic. Juga tentunya tidak berisik, dan cenderung lebih bersih karena tidak menggunakan banyak Oli, yang mana untuk sistem Hidrolik ada celah kecil saja akan terjadi kebocoran yang mengakibatkan area mesin terdapat genangan-genangan Oli. Namun bukan berarti untuk mesin-mesin baru tidak lagi menggunakan sistem Hidrolik. Untuk sebagian pengguna merasa lebih cocok dengan tipe Hidrolik, sehingga pembuat mesin injeksi plastik masih mengeluarkan mesin tipe hidrolik yang tentunya beberapa bagian sudah di desain ulang untuk memperbaiki performanya.
1.2.4 Sistem Kontrol (Control System)
Sistem Kontrol (Control System) Adalah sistem penjamin bahwa urutan cara kerja mesin harus benar dan sesuai dengan program yang sudah dibuat oleh pembuat mesin. Sehingga setiap gerakan, setiap perubahan, sinyal-sinyal sensor yang bisa ratusan jumlahnya bisa saling mengikat, saling berhubungan dan saling mengunci dan sehingga kinerja mesin tetap terjaga. Apalagi yang berhubungan dengan sistem keamanan dan keselamatan pengguna mesin, maka dibuat berlapis, sehingga bisa menghilangkan resiko karena resiko human error pengguna mesin itu sendiri.
1.3 Bahan Baku
1.3.1 Polyethylene (PE)
Polyethylene ini dibuat dengan jalan polimerisasi gas etilen yang dapat diperoleh dengan member hydrogen gas petroleum pada pemecahan minyak (nafia), gas alam atau asetelin. Melihat kristalinitas dan massa molekul, titik leleh, dan transmisi gelas sulit melihat sifat fisik polietilena. Temperatur titik tersebut sangat bervariasi bergantung pada tipe polietilena. Pada tingkat komersil, polietilena berdensitas menengah dan tinggi, titik lelehnya berkisar 1200C hingga 1350C. titik leleh polietilena berdensitas rendah berkisar 1050C hingga 1150C. kebanyakan LDPE, MDPE dan HDPE mempunyai tingkat resistensi kimia yang sangat baik dan tidak larut pada temperatur ruang karena sifat kristalinitas mereka. Polietilena umumnya bisa dilarutkan pada temperatur yang tinggi dalam hidrokarbon aromatic seperti toluene atau
Universitas Mercu Buana Page 19 xilena atau larutan terklorinasi seperti trikloretana atau triklorobenzena (Boedeker, 2010).
Polyethylene digolongkan menjadi polyethylene tekanan tinggi, tekanan medium dan tekanan rendah. Oleh tekanan polimerisasinya atau masing-masing menjadi polyethylene massa jenis rendah dengan massa jenis 0,910 - 0,926 g.cm-3, Polyethylene massa jenis medium dengan massa jenis 0,926 - 0,940 dan polyethylene massa jenis tinggi 0,941 - 0,965. Pada polyethylene massa jenis rendah, molekul-molekulnya tidak mengkristal secara baik tetapi memiliki banyak cabang. Disisi lain polyethylene tekanan rendah kurang bercabang dan merupakan rantai lurus karena itu massa jenisnya lebih besar sebab mengkristal secara baik sehingga memiliki kristalinitas tinggi. Karena kristal yang berbentuk baik itu mempunyai gaya antar molekul yang kuat, maka bahan ini memiliki kekuatan mekanis yang tinggi dan titik lunak yang tinggi pula.
Polyethylene mudah diolah maka dari itu sering di cetak dengan penekanan, injeksi, ekstruksi, peniupan dan hampa udara. Polyethylene massa jenis terendah terutama digunakan dalam bentuk tipis atau lembaran, misalnya : tas, botol-botol yang dapat dijepit tabung tinta pada pena, tali senar/dawai, isolator kabel, wadah alat dapur, botol minyak tanah, dan kantong tempat sampah. Sedangkan polyethylene massa jenis tinggi digunakan untuk perpipaan, mainan, filament tenunan dan peralatan rumah tangga. Kedua jenis polyethylene ini memiliki daya tahan kimia yang sangat baik, sedikit penyerapan uap air dan ketahanan listrik yang tinggi. Umumnya bahan tambahan (additive) digunakan dalam polyethylene yaitu karbon hitam sebagai penstabil, pewarna untuk memberikan warna, serat kaca untuk peningkatan daya lentur, tarik dan karet butyl (butyl rubber) untuk mencegah terjadinya tekanan saat tidak digunakan.
Universitas Mercu Buana Page 20 Tabel 3.1 Sifat fisik, mekanisme dan thermal dari polyethylene
Sumber : boedeker.com
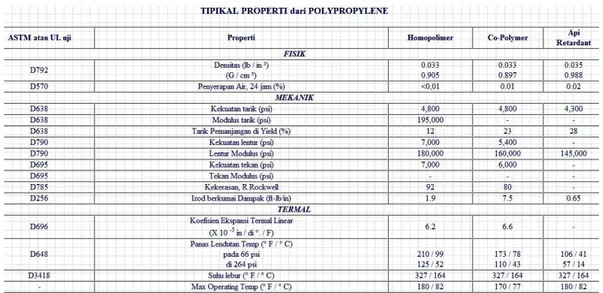
1.3.2 Polyprophylene (PP)
Sifat-sifat polyprophylene serupa dengan sifat-sifat polyethylene. Massa jenisnya rendah (0,90 - 0,92) g.cm-3 termasuk kelompok yang paling ringan diantara bahan polimer, dapat terbakar bila dinyalakan dibandingkan polyethylene massa jenis tinggi. Titik lelehnyanya tinggi sekali (176°C), kekuatan tarik, kekuatan lentur dan kekuatannya lebih tinggi tetapi tahan impaknya lebih rendah terutama pada temperatur rendah. Sifat tembus cahayanya pada pencetakan lebih baik dari pada polyethylene dengan permukaan mengkilap, penyusutannya pada pencetakan kecil, penampilan dan ketelitian dimensinya lebih baik. Sifat mekaniknya dapat ditingkatkan sampai batas tertentu dengan jalan mencampurkan serat gelas dan pemuaian termal juga dapat diperbaiki sampai setingkat dengan bahan thermoseting. Sifat- sifat listriknya hampir sama dengan sifat-sifat pada polyethylene. Tahan kimianya kira-kira sama bahkan lebih baik dari pada polyethylene massa jenis tinggi (Boedeker, 2010).
Polyprophylene yang banyak digunakan memiliki kristal yang berbentuk garis sebagai suatu polimer linear dengan kelompok-kelompok disisinya dengan tersusun secara teratur sepanjang rantai. Adanya kelompok sisi ini menjadi polimer lebih kaku dan ebih kuat dibandingkan dengan polyethylene dalam bentuk linearnya.
Universitas Mercu Buana Page 21 No Sifat-Sifat Polyprophylene 1 Kristalinitas 60 % 2 Massa jenis [103kg.m-3] 0,90 3 Tg [ 0C] 10 4 Tm [ 0C] 176
5 Tegangan Tarik [N.mm-2] 30 sampai 40 6 Modulus Tarik [N.mm-2] 1,1 samapi 1,6 7 Perpanjangan [%] 50 sampai 600
Tabel 3.2 Sifat-sifat Polyprophylene
Sumber : Hadi Symsul,Ir.1995,”Teknologi Bahan 3”,Hal 3 Catatan
Tg = Temperatur tansisi kaca yaitu temperatur dimana polimer berubah dari keadaan beku (rigid) ke suatu bahan yang liat (fleksible).
Tm = Temperatur leleh yaitu pada saat kritanilitas tidak tampak.
Tabel 3.3 Sifat fisik, mekanis dan thermal dari Polypropylene Sumber : boedeker.com
1.3.3 HIGH-DENSITY POLYETHYLENE (HDPE)
Polietilena berdensitas tinggi (High density polyethylene, HDPE) adalah polietilena termoplastik yang terbuat dari minyak bumi. Membutuhkan 1,75 kg minyak bumi (sebagai energi dan bahan baku) untuk membuat 1 kg HDPE. HDPE dapat didaur ulang, dan memiliki nomor 2 pada simbol daur ulang. Pada tahun 2007, volume produksi HDPE mencapai 30 ton.
Universitas Mercu Buana Page 22 HDPE memiliki percabangan yang sangat sedikit, hal ini dikarenakan pemilihan jenis katalis dalam produksinya (katalis Ziegler-Natta) dan kondisi reaksi. Karena percabangan yang sedikit, HDPE memiliki kekuatan tensil dan gaya antar molekul yang tinggi. HDPE juga lebih keras dan bisa bertahan pada temperatur tinggi (120 oC).
1.3.4 LINEAR LOW DENSITY POLYETHYLENE (LLDPE)
LLDPE adalah suatu jenis produk dari PE dibuat dengan cara polimerisasi etana, yaitu melalui proses polimerisasiradikal bebas, polimerisasi adisi anioonik, polimerisasi koordinasi ion atau polimerisasi adisi kationik. Polietilen pertama kali ditemukan tahun 1993 oleh Fwacett dan Gibson dengan menggunakan teknik tekanan tinggi. Proses bertekanan tinggi bekerja pada suhu di atas 2500 dan tekanan antara 1000-3000 atm. PE telah banyak dikembangkann dan dipakai untuk berbagai macam aplikasi terutama untuk kemasan makanan. PE merupakam film yang lunak, transparan dan mempunyai kekuatan impak yang baik. Dengan pemanasan akan menjadi lunak dan mencair pada suhu 1100C. karena sifatnya yang termoplastik, polietilen mudah dibentuk dan dibuat sesuai dengan berbagai macam aplikasi. Berdasarkan sifat permeabilitasnya yang rendah serta sifat-sifat mekaniknya yang baik, polietilen banyak digunakan sebagai pengemas makanan.
Berdasarkan struktur molekulnya polietilen dibagi menjadi 3 jenis, yaitu : Low Density Polyethylene (LDPE), Linear Low Density Polyethylene (LLDPE) dan High Density Polyethylene (HDPE). Perbedaan antara ketiganya jenis polietilen tersebut terletak pada kondisi reaksi pembuatannya sehingga sifat produknya juga berlainan. LDPE mempunyai struktur rantai percabangan yang tinggi dengan cabang-cabang yang panjang dan pendek. LLDPE memiliki rantai-rantai polimer yang lurus dengan rantai-rantai cabang yang pendek, sedangkan HDPE mempunyai struktur rantai lurus.
a. HDPE
Universitas Mercu Buana Page 23 b. LDPE
Gambar 3.3 : Struktur rantai LDPE c. LLDPE
Gambar 3.4 : Struktur rantai LLDPE
High Density Polyethylene (HDPE) merupakan polietilen yang memiliki massa jenis lebih besar dari 0,941 g/cm3 dan merupakan polimer linear yang memiliki percabangan sedikit. HDPE memiliki sifat bahan yang lebih kuat, keras, buram, kurang tembus cahaya dan lebih tahan terhadap suhu tinggi. HDPE biasa digunakan untuk membuat botol, pipa, tabung, serta berbagai bejana dan benda lainnya.
Linear Low Density Polyethylene (LLDPE) merupakam polimer hasil kopolimerisasi dari PE dan alpha olefin yang menggunakan katalis Zigler-Natta. Pada jenis ini rantai molekulnya memendek sebagai akibat dari banyaknya rantai cabang yang menyebabkan rendahnya berat molekul. Kelebihan lainnya yaitu sedikit mengkonsumsi energi dalam prosesnya dibandingkan LDPE. Lalu mempunyai biaya produksi yang lebih hemat 30%-50% lebih hemat.
LLDPE mempunyai tensile strength dan impact strength yang lebih baik dibandingkan LDPE dengan densitas yang sama. Jenis ini telah dipakai untuk berbagai macam aplikasi, salah satunya untuk kemasan. Polimer jenis ini memiliki sifat fisik dan mekanik yang baik, tetapi sedikit sulit dip roses dan mudah terjadi melt fracture, oleh sebab itu memerlukan mesin ekstrusi jenis tertentu untuk pemprosesannya. LLDPE memiliki massa jenis antara 0,915-0,925 g/cm3 dan merupakan polimer yang memiliki cabang yang panjang dengan beberapa cabang yang pendek. LLDPE bersifat kenyal, tak mudah sobek dan tahan terhadap kelembaban dan bahan kimia, sehingga banyak
Universitas Mercu Buana Page 24 digunakan untuk film atau bahan pembungkus, isolator listrik, pelapis kawat dan kabel. Sifat LLDPE NO SIFAT NILAI 1 Density. g/cm3 0.918 2 Melting Temperature, C 122-124 3 Processing temperature, F (= Injection, E = Extrusion) I = 350-500 E = 450-600 4 Mould Linear shtinkage, in/in 0.020-0.022 5 Tensile Strength at break. % 1900-4000 6 Tensile Yield Strength, p.s.i 1400-2800 7 Flexural modulus, 103 p.s.i 40-105 8 Notched izpd impact , ft-lb/in 1.0-No break
9 Hardness, shore Shore d55-56
10 Moulding pressure range, 103 p.s.i 5-15
Tabel 3.4 : sifat-sifat LLDPE Keuntungan LLDPE dengan LDPE :
1. Harga lebih murah
2. Puncture resistance lebih tinggi 3. Density lebih tinggi
4. Stiffness lebih tinggi
5. Sifat mekanik lebih baik pada temperatur rendah 6. Tear strength lebih tinggi
7. Flex life tinggi
8. Sifat barrier lebih baik 9. Titik leleh tinggi Kekurangan LLDPE : 1. Sulit untuk diproses
2. Terjadi shingkage lebih rendah disbanding LDPE 3. Sulit untuk diekstrusi pada mesin LDPE standart
4. Pemotongan dan perforasi sulit untuk diteruskan pada film setelah ekstrusi.
Universitas Mercu Buana Page 25
1.4 Proses Pembuatan dengan Mesin Injection Moulding
1. Menutup Cetakan ( Mould Close ).
Gambar 3.5 : Proses Menutup Cetakan
Dalam 1 siklus kerja proses injeksi, diawali oleh proses menutup cetakan. Istilah Mould dalam dunia injeksi Plastik adalah cetakan untuk proses Injeksi Plastik. Mould itu sendiri terdiri dari 2 bagian besar yaitu yaitu sisi core dan sisi cavity. Sisi Cavity diikat pada Stationery Platen Mesin Injeksi. Sedangkan sisi core diikat pada moving platen mesin, bagian inilah yang bergerak membuka dan menutup. Pada proses menutup terbagi dalam 4 urutan proses, yaitu:
Gerakan menutup pada kecepatan perlahan dengan tekanan rendah (low Mould Close Velocity dan Low Mould Close Pressure). Tekanan yang dimaksud adalah tekanan hidrolik. Posisi awal cetakan adalah terbuka penuh yang diatur sedemikian rupa sehingga memungkinkan produk yang dihasilkan nantinya dpat dikeluarka atau diambil dengan mudah. Dari posisi ini bergerak hingga posisi tertentu yang tidak terlalu jauh dari posisi terbuka penuh tadi. Gerakan ini dimaksudkan mereduksi getaran mesin yang juga sekaligus merawat mesin itu sendiri, terutama system hidroliknya yang rentan terhadap tekanan hidrolik yang tiba-tiba. Contoh kerusakan yang paling ringan adalah kebocoran oli hidrolik yang dikarenakan pecahnya selang hidrolik, belum lagi kerusakan lain yang berupa kerusakan mekanis yang membutuhkan biaya yang lebih besar untuk memperbaikinya, sehingga biaya perawatan mesin akan tinggi.
Gerakan menutup pada kecepatan pada kecepatan tinggi dengan tekanan rendah (High mould close velocity dan Low mould close Pressure) memulai gerakan ini pada posisi yang tidak jauh dari posisi terbuka penuh, dimana untuk gerakan lebih cepat sangat memungkinkan. Hal ini bertujuan untuk menghemat waktu proses secara keseluruhan.
Universitas Mercu Buana Page 26 Gerakan menutup pada kecepatan perlahan dengan tekanan rendah (Low mould close pressure). Sebelum cetakan menutup dengan rapat, maka cetakan harus bergerak perlahan dengan tekanan yang rendah untuk menghindari tumbukan. Hal unupun bertujuan untuk menjaga kondisi cetakan dan juga kondisi mesin agar selalu dalam peforma yang baik dan dapat berproduksi dengan lancer.
Menghimpit cetakan dengan tekanan tinggi (high mould clamp). Posisi pada proses ini harus dibuat se-limit mungkin pada posisi menutup rapat setelah gerakan sebelumnya. Hal ini juga untuk menghindari tumbukan karena tekanan hidrolik yang relative tinggi untuk menghimpit cetakan. Tekanan tinggi ini 9 minimal 100 kg.cm2) dibutuhkan untuk menahan proses injeksi atau apa yang disebut Cavity Force During Injection nantinya.
2. Injeksi Pengisian (Fill Injection)
Gambar 3.6 : Proses Injeksi Pengisian
Setelah dipastikan Mould dihimpit dengan tekanan tinggi. Maka unit injeksi yang terdiri dari nozzle, barrel, dan screw dan seterusnya. Bergerak mendekati mould hingga nozzle bersentuhan dengan Mould, juga dengan tekanan tinggi (hingga 100 kg/cm2). Gambar di atas menunjukan Nozzle sudah bersentuhan dengan mould. Bagian Mould yang bersentuhan langsung dengan nozzle disebut Sprue Bush. Kemudian mesin melakukan proses injeksi pengisian, yaitu menyuntikan plastik cair ke dalam mould. Pada proses ini melibatkan beberapa parameter yang bisa kita atur sedemikian rupa mengikuti tingkat kesulitan produk yang akan dibuat, yaitu:
a. Tekanan pengisian (Fill Pressure). Mesin-mesin keluaran saat ini memiliki variasi tingkat tekanan pengisian lebih dari 2 tingkat, dan juga diikuti dengan variasi posisi dari tiap-tiap tekanan pengisian tersebut. Sehingga dapat menentukan di posisi manakah ketika plastik cair membentuk produk membutuhkan besaran tekanan pengisian dan posisi lain dengan masih produk yang sama membutuhkan besaran tekanan pengisian dan
Universitas Mercu Buana Page 27 seterusnya. Besarnya tekanan pengisian (filling pressure) yang diatur sekedar lebih tinggi dari tekanan ketika proses pengisian berlangsung dengan memperhatikan pressure gauge (alat ukur tekanan hidrolik) yang tersedia pada bagian unit injeksi, atau yang ditubjukan pada layar monitor bagi yang sudah digital. Fluktasi tekanan ini akibat adanya hambatan-hambatan aliran plastik cair di saat mengalir atau memasuki ruang-ruang di dalam Mould, dan tekanan pengisian tidak boleh dikalahkan oleh hambatan ini. Misalkan pada suatu mesin terdapat 3 tingkat parameter. Tekanan pengisian yaitu :
1) PF1 dengan besaran 90 kg/cm2 pada posisi (PFS1) 200 mm 2) PF2 dengan besaran 120 kg/cm2 pada posisi ( PFS2) 150 mm 3) PF3 dengan besaran 100 kg/cm2 pada posisi ( PFS2) 70 mm
b. Kecepatan Pengisian (Fill Velocity) terdapat variasi tingkat kecepatan yang bisa kita atur dan dibutuhkan untuk menghindari adanya kondisi hasil produk yang tidak diinginkan. Posisi-posisi tingkat kecepatan inipun bisa diatur dan disesuaikan dengan posisi aliran plastik ketika membentuk produk. Pada mesin sekarang, setidaknya terdapat 5 tingkat kecepatan dengan 5 posisinya, atau bahkan lebih. Misalnya:
1) PV1 dengan besaran 40% pada posisi shot size 200 mm 2) PV2 dengan besaran 60% pada posisi (PVS1) 170 mm 3) PV3 dengan besaran 70% pada posisi (PVS2) 150 mm 4) PV4 dengan besaran 50% pada posisi (PVS3) 70 mm 5) PV5 dengan besaran 10% pada posisi (PVS4) 20 mm 6) Berakhirnya pada posisi V-P Change over 10 mm
Hasil produk dari suatu proses ini masih belum sempurna dengan menyisakan sedikit, dan akan disempurnakan pada proses selanjutnya. Jaminan terhadap kestabilam proses berkelanjutan berada di bagian ini, sehingga menyediakan 1 tingkat tekanan pengisian dan 1 atau 2 tingkat kecepatan pengisian. Hal ini tentu saja membatasi kemampuan mesin ketika menghadapi produk dengan tingkat kesulitan tertentu, walau proses setting parameternya relative mudah dan cepat.
Universitas Mercu Buana Page 28 3. Injeksi Menahan (Holding Injection)
Gambar 3.7 : Proses Injeksi Menahan
Penyempurnaan hasil prodik berada pada bagian proses ini. Sengaja harus dibuat seperti itu agar pada proses penyempurnaan nantinya hanya akan membutuhkan nilai yang benar-benar efisien. Pada proses ini tidak lagi melibatkan kecepatan di dalam setting parameternya, hanya besaran tekanan yang diatur beserta waktu yang dibutuhkan untuk itu. Pada mesin sekarang terdapat 2 atau lebih tekanan holding dengan 2 atau lebih setting waktu yang disediakan. Misalnya :
1) PH1 dengan besaran 40 kg/cm2 dengan waktu ( TPH1) 0.5 second 2) PH2 dengan besaran 30 kg/cm2 dengan waktu ( TPH2) 1 second 3) PH1 dengan besaran 20 kg/cm2 dengan waktu ( TPH1) 2 second
Ketepatan besaran tekanan sangat menentukan hasil produk yang dibuat, terlalu besar akan masalah. Begitu juga bila dibuat terlalu kecil. Kebutuhan tingkat tekanan holding harus berdasarkan pertimbangan kebutuhan terhadap hasil produk. Bila produknya relatif sederhana cukup diaktifkan 1 saja tingkat tekanan holdingnya, dan bisa tambahkan bila ternyata tidak cukup untuk produk yang lain. Pada mesin terdahulu hanya menyediakan 1 saja tingkat tekanan holding dengan 1 tingkat waktu yang dibutuhkan.
4. Isi Ulang dan Pendinginan (Charging and Cooling)
Gambar 3.8 : Proses Isi Ulang dan Pendinginan
Isi ulang (Charging) plastik cair untuk siap disuntikan pada siklus selanjutnya, bersamaan waktunya perhitungan waktu pendinginan pun (cooling) dimulai. Parameter yang direkomendasikan adalah waktu Pendinginan (cooling time) harus lebih lama dari waktu isi ulang (charging
Universitas Mercu Buana Page 29 Time). Bila waktu charging yang lebih lama, maka yang terjadi adalah tumpahan material plastic pellet masuk ke dalam barrel, digiling oleh screw dan sampai di depam torpedo sudah dalam keadaan cair dan sudah siap untuk disuntikan ke dalam mould. Tentu saja dengan bantuan duhu barrel yang dapat diatur sesuai spesifikasi jenis plastik yang digunakan, yaitu pada suhu titik cairnya. Check valve yang terbuka, seperti pada gambar diatas dengan kondisi adanya aliran dari belakang torpedo menuju bagian depan torpedo, dan tertutup ketika ada usaha aliran plastik cair dari depan ke belakang torpedo. Jadi alat ini berfungsi sebagai katup satu arah.
5. Membuka cetakan (Mould Open)
Gambar 3.9 : Proses Membuka Cetakan Pada proses ini terdapat 5 urutan kerja, yaitu
a. Melepas himpitan pada cetakan (Mould Clamp Release). Yaitu dengan mengembalikan ke tekanan normal pada system hidrolik yang bekerja untuk menghimpit cetakan, yang sebelumnya bertekanantinggi.
b. Gerakan membuka pada kecepatan perlahan dengan tekanan rendah. (Low Mould Open Velocity & Low Mould Open Pressure). Dari keadaan rapat, membuka secara perlahan untuk menjaga kondisi cetakan yang rentan terhadap kerusakan akibat gesekan yang terjadi antara sisi Core dan sisi Cavity.
c. Gerakan membuka pada kecepatan tinggi. (High Mould Open Velocity). Membuka dengan cepat dengan posisi yang memungkinkan setelah lepas dari pergesekan antara Core dan Cavity, hal ini juga untuk menghemat waktu proses.
d. Gerakan membuka pada kecepatan rendah. (Low Mould Open Velocity). Sebelum posisi cetakan terbuka penuh, maka gerakan membuka cetakan harus perlahan agar tidak terjadi overlap atau posisi terbuka yang “kelebihan”. Kecepatan rendah ini juga dimasudkan agar posisi terbuka penuh adalah stabil posisinya dari satu siklus ke siklus kerja berikutnya.
Universitas Mercu Buana Page 30 Hal ini untuk mempermudah kerja Robot disaat mengambil produk dari dalam cetakan.
e. Gerakan melepas produk dari dalam cetakan (Ejection). Ejector mendorong produk dari sisi Core agar mudah diambil, tentu saja produk harus menempel pada sisi Core ketika cetakan terbuka, dan bukan menempel pada sisi Cavity. Walaupun bisa saja dibuat produk nya menempel pada sisi Cavity, tentu aja dengan pertimbangan produk dan desain cetakan yang dirancang demikian. Proses injeksi ini pun terdapat parameter yang dapat diatur, yaitu : Jarak, tekanan hidroliknya, kecepatan, dan berapa kali mendorongnya. Parameter ini tentu saja tergantung kebutuhan dan bentuk produknya. Maka 1 siklus Proses Injeksi Plastik telah selesai, atau juga biasa di sebut 1 Shot. Dalam keadaan operasi Full Auto dengan menggunakan Robot sebagai pengambil produk, maka akan kembali ke proses 1 yaitu menutup cetakan dan seterusnya berulang-ulang, atau terus menerus hingga plastik pellet habis. Atau proses produksi telah dimulai untuk menghasilkan jumlah produk yang banyak, tergantung pesanan.
1.5 Masalah yang sering terjadi pada mesin Injeksi Plastik dan cara mengatasi
1.5.1 Cacat Pada Produk Injection Moulding 1.5.1.1. Short Shot
Short Shot adalah suatu kondisi dimana, plastik leleh yang akan diinjeksikan kedalam cavity tidak mencapai kapasitas yang ideal atau sesuai settingan mesin. Sehingga plastik yang diinejksikan kedalam cavity mengeras terlebih dahulu sebelum memenuhi cavity.
Penyebab Short Shot :
a) Karakteristik viskositas dan fluiditas daripada plastik
b) Desain cetakan (misalnya: desain gate, desain keberadaan venting udara, konstruksi bushing dan bosh)
c) Kondisi moulding
d) Peforma moulding dan mesin itu sendiri. Pemecahan masalah :
a) Supply material harus selalu berkelanjutan jangan sampai ada jeda. b) Menigkatkan kecepatan injeksi material.
Universitas Mercu Buana Page 31 c) Mengganti fluiditas material dengan yang lebih baik.
d) Menstandarisasi ketebalan dinding pada tiap-tiap cavity.
Gambar 3.10 Contoh gompal pada produk 1.5.1.2. Flashing (Flash)
Flashing adalah jenis minor defect pada material, artinya material masih bisa dikatakan ok tetapi harus dilakukan pembersihan pada produk. Flashing sendiri berarti terdapat material lebih yang ikut membeku di pinggir-pinggir produk.
Penyebab flashing :
a) Kurangnya pressure clamping mould pada mesinnya.
b) Kurangnya kerapatan mould pada pertemuan antara 2 plate dan pada saat injeksi material.
c) Desain produk yang kurang sesuai dengan mould. d) Viscositas dari material yang kurang.
e) Umur daripada mould itu sendiri yang sudah memasuki titik kritis. Pemecahan masalah :
a) Jika masalahnya merujuk pada viskositas material, bisa diganti dengan grade yang memiliki laju aliran yang lebih baik. Atau bisa juga dengan mengurangi temperatur plastik.
b) Jika masalahnya merujuk pada keausan mould, bisa dilakukan repair pada mould atau diganti dengan yang lebih baik.
c) Jika masalahnya terjadi pada pressure clamping, dapat mensetting ulang preesure clamping sesuai dengan kebutuhan dan kemampuan mesin. d) Mengurangi injection pressure dan injection speed.
Universitas Mercu Buana Page 32 e) Turunkan holding pressure dan temperatur silinder.
f) Cylce time jangan terlalu panjang, cushion jangan terlalu banyak.
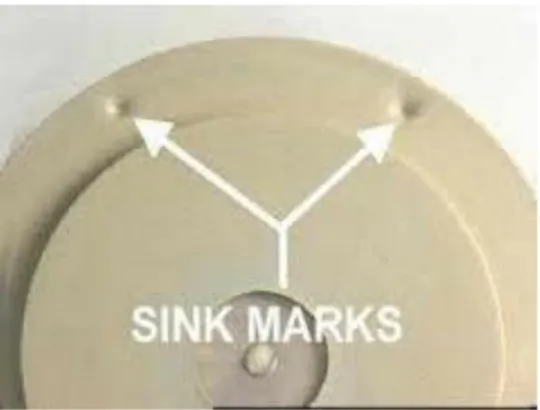
Gambar 3.11 contoh produk flashing dan produk normal 1.5.1.3. Sink Mark
Sink mark merupakan cekungan atau lengkungan yang terjadi pada permukaan luar pada komponen yang dibentuk. Terjadinya perbedaan ketebalan pada permukaan benda juga dapat disebut sebagai sink mark. Sink bisa juga bukan termauk deffect. Tetapi lain lagi bila pengaruh pada penampilan, sink mark dapat diberlakukan pada produk yang memperhatikan kualitas penampilan. Fenomena ini sering menjadi masalah sebagai cacat tetapi masih tergantung pada kualitas produk. Fenomena sink mark tergantung daripada shringkage daripada plastik sendiri, dalam hal tertentu fenomena ini terjadi selama masa transisi dari kondisi cair pada injector dengan kondisi yang solid pada saat pendinginan.
Penyebab :
a) Perbedaan ketebalan produk tetapi bukan dari desain produknya. b) Perbedaan temperatur core dan cavity.
c) Loading time material terlalu cepat.
d) Temperatur resin, temperatur die, injection speed terlalu tinggi atau rendah.
e) Kurangnya kemampuan pendinginan dari die itu sendiri. f) Peningkatan suhu karena putaran screw terlalu cepat. Pemecahan masalah :
Universitas Mercu Buana Page 33 b) Mensetting ulang temperatur antara core dengan cavity.
c) Mengurangi loading time material sesuai dengan viskositas material yang digunakan.
d) Mereduksi temperatur die, temperatur resin, dan injection speed. e) Menggunakan die dengan konduktivitas panas yang lebih baik. f) Mengurangi putaran screw agar suhunya tidak terlalu tinggi.
Gambar 3.12 contoh produk Sink Mark 1.5.1.4. Flow Mark
Kondisi flow mark digunakan untuk menggambarkan fenomena dima terdapat pola bergaris, terbentuk disekitar gate pada saat material mengalir memasuki cavity. Dalam hal ini, plastik yang telah didinginkan sprue dan runner yang selanjutnya didinginkan oleh cavity dan mengisi dalam viskositas tinggi. Akibatnya plastik yang kontak dengan permukaan mould bertekanan dalam kondisi semi-padat dan garis-garis tegak lurus terhadap arah aliran material terbentuk pada permukaan produk yang dicetak.
Penyebab :
a) Kecepatan alir material terlalu lambat. b) Kecepatan pendinginan terlalu cepat. c) Perubahan tekanan yag terjadi pada mould. Pemecahan masalah :
a) Meningkatkan temperatur mould.
b) Meningkatkan kecepatan aliran material tersebut.
c) Meninjau bentuk komponen mould dan melengkapi sudut pada langkah antara area ketebalan yang berbeda sehingga aliran material yang lebih halus dapat tercapai.
Universitas Mercu Buana Page 34 1.5.1.5. Colour Streaks
Fenomena colour streaks terjadi karena adanya campuran 2 atau lebih warna pada suatu produk yang menyebabkan warna produk tersebut menjadi belang. Biasanya colour streaks ini terjadi sehabis pergantian material, dimana masih ada sisa-sisa material yang lama yang masih terperangkap didalam manifold.
Penyebab :
a) Material tidak bercampur dengan baik pada saat proses mixing.
b) Masih ada sisa material lama pada nozzle sebelum penggantian material yang baru.
c) Kontaminasi material lainnya misal PP dengan ABS. Pemecahan masalah :
a) Pastikan nozzle telah bersih dari material sebelumnya. b) Keringkan material sebelumnya.
1.5.1.6. Bubbles
Bubbles bisa dibilang juga sebagai melepuh atau gelembung udara yang yang terperangkap dalam produk. Biasanya terjadi pada saat proses injeksi material kedalam cavity. Udara tidak sempat keluar melalui airvent pada saat material plastik memasuki cavity. Bisa juga oleh gas yang tercampur dengan material cair dalam cylinder.
Penyebab :
a) Gas yang masih terperangkap didalam cylinder
b) Udara yang masih terjebak didalam cavity yang belum sempat keluar melalui airvent.
Pemecahan masalah :
a) Pastikan material sudah melalui proses pengeringan yang benar.
b) Naikkan screw back pressure selama proses plasticizing untuk memaksa gas keluar dari cylinder.
c) Perbaiki sistem ventilasi gas pada mould agar gas tidak terjebak didalam produk.
d) Turunkan speed injection untuk memberi waktu agar gas keluar melalui sistem ventilasi.
Universitas Mercu Buana Page 35 1.5.1.7. Jetting
Garis semburan dipermukaan produk dimulai dari sisi gate point dikarenakan aliran turbulen material. Plastik yang dengan suhu yang relatif rendah diinjeksikan kedalam nozzle selama tahap awal moulding, setelah bersentuhan dengan cetakan material ini menjadi sangat kental. Kemudian plastik panas terus diinjeksikan kedalam cetakan, material dengan suhu yang lebih rendah tadi terdorong terus kedalam dan meniggalkan bekas aliran. Penyebab :
a) Temperatur cetakan terlalu rendah sehingga material yang diinjeksikan menjadi dingin dengan cepat.
b) Ukuran gate yang terlalu kecil sehingga speed material yang diinjeksikan menjadi cukup cepat.
c) Temperatur material yang terlalu rendah dan viskositas material menjadi tinggi akibatnya resistansi terhadap material menjadi besar.
Pemecahan masalah :
a) Kurangi injection speed dan naikkan temperatur mould. b) Tingkatkan compresion screw dan tingkatkan ukuran gate.
c) Jika mungkin pindahkan posisi gate sehingga pada saat material pertama masuk tidak ada rintangan.
1.5.1.8. Wed Line
Weld line dikatakan ketika dua atau lebih aliran lelehan depan material yang digambarkan dengan garis “V” sempit yang bertemu pada kedua unjung aliran lelehan material. Fenomena ini biasanya terjadi pada saat menggunakan sisipan, atau multi-point gate. Secara teori tidak dapat dihilangkan, oleh karenanya hanya dapat diminimalisir atau dipindahkan. Untuk mata yang kurang terjadi fenomena ini mungkin terlihat sebagai crack, kehadiran weld line ini di daerah konsentrasi tegangan dapat menyebabkan masalah kekuatan. Karena itu penanggulangannya harus dilaksakan sesegera mungkin.
Penyebab :
a) Mould atau material temperatur yang diatur terlalu rendah, bahan yang dingin ketika bertemu tidak akan menyatu dengan sempurna.
Universitas Mercu Buana Page 36 c) Waktu pendinginan yang terlalu singkat sedangkan suhu material cukup
tinggi.
Pemecahan masalah :
a) Tingkatkan suhu cylinder dan mould.
b) Tambah injection speed dan injection pressure. c) Sprue bushing dan runner jangan terlalu kecil. d) Airvent harus memadai dan jangan tersumbat.
e) Cycle time jangan terlalu cepat dan jangan terlalu banyak saluran masuk. f) Tingkatkan back pressure.
Gambar 3.13 Contoh produk Wed Line 1.5.1.9. Black Spot
Black spot atau bintik hitam atau goresan pada permukaan produk, biasanya disebabkan oleh kerusakan thermal.
Penyebab :
a) Material sisa yang terjebak didalam heater.
b) Kontaminasi produk oleh zat yang tidak diperlukan c) Waktu tinggal produk terlalu lama, shot size terlalu kecil.
d) Kecepatan screw terlalu tinggi sehingga menyebabkan degradasi material. e) Terlalu banyak konten regrind pada material.
Pemecahan masalah :
a) Periksa material untuk kemungkinan adanya kontaminasi. b) Kurangi melt temperatur dan overall cycletime.
c) Bersihkan screw dan barrel serta kurangi screw speed.
d) Material mungkin kurang tahan terhadap degradasi thermal mungkin bisa menggunakan material yang lebih stabil terhadap thermal.
Universitas Mercu Buana Page 37 e) Pastikan kelurusan antara nozzle mesin dan mould sprue benar.
1.5.1.10. Stringing
Istilah stringing digunakan untuk menjelaskan fenomena dimana bagian string-line pada plastik yang terbentuk pada saat mould opening, sisa material yang tertarik tersebut terjebak didalam mould dan pada saat shot selanjutnya menyebabkan ketidakrataan hasil produk tersebut.
Penyebab :Biasanya disebabkan oleh temperatur nozzle terlalu tinggi. Contoh solusi :
a) Turunkan temperatur nozzle.
b) String dapat dikurangi dengan meningkatkan kecepatan pembukaan mould, tetapi cara ini mungkin dapat mengurangi lifetime daripada mould tersebut.
c) Gunakan sttring-prevent ring. 1.5.1.11. Warping
Warping atau twisting digunakan untuk menjelaskan bagian dari produk yang bengkok atau melengkung, biasanya disebabkan karena ketidakrataan distribusi tekanan pada produk.
Faktor-faktor penyebab :
a) Perbedaan antara shringkage dan cooling time yang tergantung pada kontraksi kedua permukaan dan ketebalan komponen dari hasil distribusi temperatur mould.
b) Ketidak-samaan distribusi tekanan pada produk.
c) Injection pressure terlalu tinggi atau terlalu rendah dan cooling terlalu pendek.
d) Kurangnya clamping force atau kurangnya kemampuan mensetting clamping force yang ideal.
e) Kurangnya kekakuan struktural produk.
f) Aliran dan volume pendingin yang kurang serta kurangnya kinerja distribusi panas mould.
Contoh solusi :
a) Tambahkan cooling time atau kurangi pressure, serta periksa sistem pendinginan mould atau perbaiki mould.
Universitas Mercu Buana Page 38 c) Perika mekanisme pelepasan mould untuk desain dan pengoperasian yang
sesuai.
d) Coba untuk menaikkan atau menurunkan injection pressure. 1.5.2 Trouble yang sering terjadi pada mesin injeksi plastik
a) Terjadinya Clamping Lemah sehingga produk tidak jadi.
b) Kebocoran selang oli, kebocoran valve, dan beberan komponen hidrolik lainnya.
c) Produk kotor karena barell mesin/bahan tidak standart.
d) Mesin error karena kerusakan elektrik seperti mcb putus sehingga tidak ada arus yang masuk.
e) Nozzle mampet
f) Biji plastik tidak meleleh
1.6 Cara Melakukan Pergantian Komponen yang Rusak Pada Mesin Injection
moulding tipe JSW 1.6.2.1 Pergantian ring screw
Langkah-langkahnya : 1) Heater nozzle dimatikan
2) Lepas nozzle dengan kunci as ke ulir biasa (arah kanan) 3) Lepas baut dengan kunci n16
4) Lepas die head atau kepala babi
5) Lepas baut pengunci barrel dengan kunci n16
6) Lepas kopling yang menyambung antara srew dengan hidrolik 7) Lepas screw
8) Ukur diameter ring (prevention ring screw), barrel mempunyai diameter 50 mm maka ring screw yang masih standart adalah 49,8 mm. sebelum ring screw dipasang dipoles dahulu agar tidak macet waktu mesin berproduksi.
9) Lepas die head screw dari belakang, pastikan terpasang dengan benar. 10)Pasang kembali die head screw ulir kanan dan pastikan dipasang anti size
agar tidak selek.
11)Kemudian pasang kembali as screw. 1.6.2.2 Hydraulic Clamping yang bocor
Universitas Mercu Buana Page 39 1) Matikan semua pompa oli yang ada di mesin injeksi
2) Lepas selang hidrolik NU dengan kunci 41 yaitu selang in dan selang out 3) Lepas back clamping hidrolik (bodi belakang) dengan kunci 21.
4) Lepas baut pengikat antar as toggle dengan as hidrolik dengan kunci 41 5) Dorong as hidrolik ke belakang
6) Lepas tabung silinder hidrolik 7) Keluarkan as hidrolik
8) Ukur diameter as hidrolik misal dengan diameter 50 mm
9) Ganti seal DAOH 50. DA berfungsi menahan agar tidak bocor sedangkan OH berfungsi untuk menyapu kotoran agar kotoran tidak masuk ke dalam ruang hidrolik.
1.6.2.3 Cara melakukan pembersihan plastik yang menempel pada Screw akibat proses injeksi
Langkah-langkahnya : 1) Heater nozzle dimatikan
2) Lepas nozzle dengan kunci as ke ulir biasa (arah kanan) 3) Lepas baut dengan kunci n16
4) Lepas die head atau kepala babi
5) Lepas baut pengunci barrel dengan kunci n16
6) Lepas kopling yang menyambung antara srew dengan hidrolik 7) Lepas screw
8) Bersihkan barrel dengan sikat kawat yang dilapisi kain dengan oli 9) Pastikan semua dalam keadaan bersih
10)Bersihkan screw dari plastik yang masih menempel 11)Amplas as screw dengan obat autosol
12)Pasang kembali semua komponen
13)Jika sudah terpasang dengan baik dan benar setting suhu pada heater antara 195-230 0C selama 30 menit.