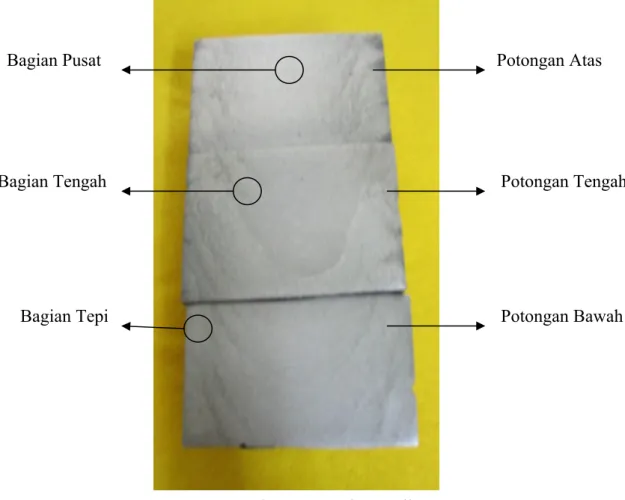
Desain eksperimen dianalisa dengan melakukan uji hipotesa. Pada produk cor direct chill casting dan permanent mold casting dilakukan uji hipotesa hubungan antara kekerasan produk ke arah vertikal dan horizontal. Pengamatan dilakukan pada belahan memanjang dari batang silinder pejal. Batang silinder pejal tersebut dipotong menjadi tiga bagian yaitu potongan atas, potongan tengah dan potongan bawah. Pengamatan dilakukan pada setiap bagian potongan tersebut. Pada tiap potongan tersebut akan diamati dan dianalisa pada bagian pusat silinder, bagian tengah dan bagian tepi seperti tampak pada Gambar 4.1 di bawah ini.
Bagian Pusat Potongan Atas
Bagian Tengah Potongan Tengah
Bagian Tepi Potongan Bawah
Gambar 4.1 Spesimen Uji
Daerah kerja pengujian specimen dapat ditunjukkan pada Gambar 4.2 dibawah ini:
Arah Penuangan Logam Cair
Tepi Tengah
i iv vii iv i
ii v viii v ii
iii vi ix vi iii
Pusat
Gambar 4.2 Daerah Kerja Spesimen Uji Ket: i, iv, vii : potongan atas
ii, v, viii : potongan tengah iii, vi, ix : potongan bawah
4.1.1 Analisa Variansi (Anova)
Analisa variansi merupakan suatu cara yang dipakai untuk mengetahui faktor-faktor yang diduga memberikan pengaruh terhadap perubahan nilai kekerasan. Faktor-faktor yang diuji adalah:
1. temperatur penuangan logam dengan jumlah level 3, yaitu temperatur 7500C, 7750C dan 8000C.
2. posisi pengindetasian ke arah horisontal (posisi) dengan jumlah level 3, yaitu pada posisi tepi, tengah dan pusat.
3. posisi pengindetasian ke arah vertikal (potongan) dengan jumlah level 3, yaitu pada potongan atas, tengah dan bawah.
¾ Permanent Mold Casting
Hasil analisa Anova dengan bantuan program Minitab 13.20 pada produk permanent mold casting adalah sebagai berikut.
Analysis of Variance for HRB
Source DF SS MS F P TEMP 2 57.566 28.783 41.87 0.000 POSISI 2 355.483 177.742 258.53 0.000 POT 2 3.057 1.529 2.22 0.118 TEMP*POSISI 4 20.605 5.151 7.49 0.000 POSISI*POT 4 4.336 1.084 1.58 0.194 TEMP*POT 4 1.392 0.348 0.51 0.731 TEMP*POSISI*POT 8 2.617 0.327 0.48 0.868 Error 54 37.125 0.687
Total 80 482.182
Ket: TEMP = faktor temperatur
POSISI = faktor posisi (tepi, tengah, pusat) POT = faktor potongan (atas, tengah, bawah)
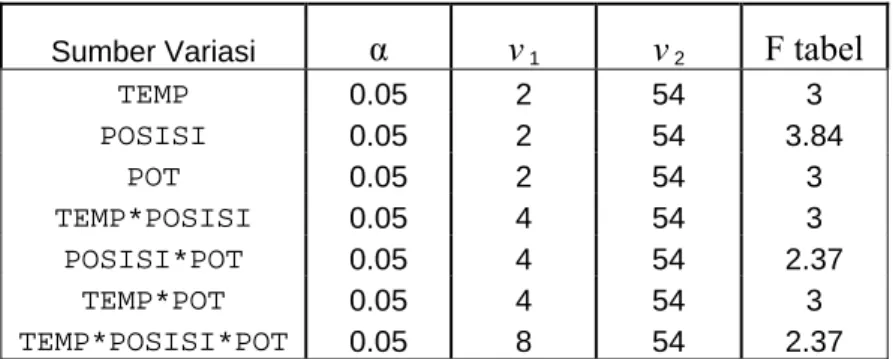
Untuk melakukan F-test maka diperlukan F pada tabel bagi semua sumber variasi yang dapat dilihat pada tabel nilai F pada Lampiran 7. Dengan ketentuan F lebih besar dari F tabel dapat diartikan faktor tersebut memberikan efek yang signifikan.
Tabel 4.1 F tabel Untuk Semua Faktor dan Interaksinya Pada Produk Cor Permanent Mold Casting
Faktor temperatur, posisi dan interaksi temperatur dan posisi memberikan efek signifikan pada angka kekerasan produk cor permanent mold casting.
Sumber Variasi α v 1 v 2 F tabel
TEMP 0.05 2 54 3
POSISI 0.05 2 54 3.84
POT 0.05 2 54 3
TEMP*POSISI 0.05 4 54 3
POSISI*POT 0.05 4 54 2.37
TEMP*POT 0.05 4 54 3
TEMP*POSISI*POT 0.05 8 54 2.37
¾ Direct Chill Casting
Pada produk cor direct chill casting factor kecepatan turun diabaikan karena dianalisa pada kecepatan turun 57 mm/menit.
Analysis of Variance for HRB
Source DF SS MS F P TEMP 2 47.811 23.906 18.05 0.000 POS 2 1261.011 630.506 476.19 0.000 POT 2 148.344 74.172 56.02 0.000 TEMP*POS 4 50.144 12.536 9.47 0.000 POS*POT 4 27.678 6.919 5.23 0.001 TEMP*POT 4 50.911 12.728 9.61 0.000 TEMP*POS*POT 8 30.100 3.762 2.84 0.007 Error 108 143.000 1.324
Total 134 1759.000
Ket: TEMP = faktor temperatur
POSISI = faktor posisi (tepi, tengah, pusat) POT = faktor potongan (atas, tengah, bawah)
Untuk melakukan F-test maka diperlukan F tabel bagi semua sumber variasi yang dapat dilihat pada tabel nilai F pada Lampiran 7. Dengan ketentuan F lebih besar dari F tabel dapat diartikan factor tersebut memberikan efek yang signifikan.
Tabel 4.2 F Tabel Untuk Semua Faktor dan Interaksinya Pada Produk Cor Direct Chill Casting
Sumber Variasi α v 1 v 2 F tabel
TEMP 0.05 2 108 3.09
POSISI 0.05 2 108 3.09
POT 0.05 2 108 3.09
TEMP*POSISI 0.05 4 108 2.5
POSISI*POT 0.05 4 108 2.5
TEMP*POT 0.05 4 108 2.5
TEMP*POSISI*POT 0.05 8 108 2.04
Faktor temperatur, posisi, potongan, interaksi temperatur dan posisi, interaksi temperatur dan potongan, interaksi posisi dan potongan serta interaksi ketiga faktor yaitu temperature, posisi dan potongan memberikan pengaruh yang signifikan pada angka kekerasan produk cor direct chill casting.
4.1.2 Uji Hipotesa
4.1.2.1 Uji Hipotesa Kekerasan ke Arah Vertikal Produk Cor Permanent Mold Casting dan Direct Chill Casting
Uji hipotesa yang dilakukan adalah membandingkan factor kekerasan ke arah vertical. Langkah yang dilakukan adalah sebagai berikut:
• Hipotesa awal kekerasan ke arah vertikal bagian tepi, tengah dan pusat adalah sama. Pengujian dilakukan secara bertahap, yaitu dengan membandingkan dua kelompok data.
H0 : θ1 = θ2
H1 : θ1 ≠ θ2
dimana: θ = faktor yang diuji
H0 = hipotesa nol (dugaan awal) H1 = hipotesa alternative
α = 5%
• Menghitung rata-rata dan standart deviasi dari data hasil pengukuran kekerasan
• Membandingkan varian kelompok data, kemudian membandingkan nilai to hasil perhitungan dengan nilai t pada table sehingga mendapatkan hasil keputusan untuk menolak hipotesa awal atau gagal menolak hipotesa awal [lampiran 5]
• Kemudian melakukan perbandingan kekerasan kombinasi posisi dan potongan [lampiran 6]
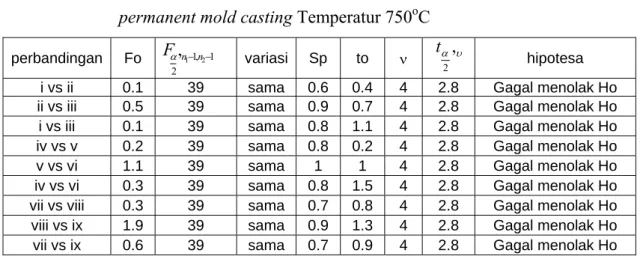
Hasil uji hipotesa kekerasan ke arah vertikal produk cor permanent mold casting pada temperatur tuang 750oC dapat dilihat pada Table 4.3 di bawah ini.
Tabel 4.3 Tabel Hipotesa Kekerasan ke Arah Vertikal Pada produk permanent mold casting Temperatur 750oC
perbandingan Fo
variasi Sp to ν
hipotesa i vs ii 0.1 39 sama 0.6 0.4 4 2.8 Gagal menolak Ho ii vs iii 0.5 39 sama 0.9 0.7 4 2.8 Gagal menolak Ho i vs iii 0.1 39 sama 0.8 1.1 4 2.8 Gagal menolak Ho iv vs v 0.2 39 sama 0.8 0.2 4 2.8 Gagal menolak Ho v vs vi 1.1 39 sama 1 1 4 2.8 Gagal menolak Ho iv vs vi 0.3 39 sama 0.8 1.5 4 2.8 Gagal menolak Ho vii vs viii 0.3 39 sama 0.7 0.8 4 2.8 Gagal menolak Ho viii vs ix 1.9 39 sama 0.9 1.3 4 2.8 Gagal menolak Ho vii vs ix 0.6 39 sama 0.7 0.9 4 2.8 Gagal menolak Ho
1 , 1 2
2
,n1− n−
Fα α,υ
2
t
Dari hasil pengujian data kekerasan dengan cara hipotesa statitik adalah menunjukkan bahwa kekerasan produk cor permanent mold casting ke arah vertical pada posisi tepi, tengah dan pusat adalah sama atau seragam karena nilai to lebih kecil dari t pada tabel
Kekerasan ke arah vertical pada produk cor permanent mold casting pada temperatur tuang 775 oC dan 800 oC juga seragam [lampiran 10].
Hasil uji hipotesa kekerasan ke arah vertikal produk cor direct chill casting pada temperatur tuang 750oC dapat dilihat pada Table 4.4 di bawah ini.
Tabel 4.4 Tabel Hipotesa Kekerasan ke Arah Vertikal Pada Produk direct chill casting Temperatur 750oC
Perbandingan Fo ,1 1 variasi Sp to ν tα ,υ hipotesa 2
2
,
n1− n −F
α2
i vs ii 0.4 9.6 sama 0.7 1.2 8.0 2.3 Gagal menolak Ho ii vs iii 0.3 9.6 sama 1.2 3.1 8.0 2.3 Tolak Ho i vs iii 0.1 9.6 sama 1.1 2.6 8.0 2.3 Tolak Ho iv vs v 4.2 9.6 sama 0.9 2.5 8.0 2.3 Tolak Ho v vs vi 0.7 9.6 sama 0.6 0.3 8.0 2.3 Gagal menolak Ho iv vs vi 2.8 9.6 sama 0.9 2.2 8.0 2.3 Gagal menolak Ho vii vs viii 1.0 9.6 sama 0.7 4.4 8.0 2.3 Tolak Ho
viii vs ix 0.6 9.6 sama 0.8 0.4 8.0 2.3 Gagal menolak Ho vii vs ix 0.6 9.6 sama 0.8 3.4 8.0 2.3 Tolak Ho
Dari hasil pengujian data kekerasan dengan cara hipotesa statitik adalah menunjukkan bahwa kekerasan produk cor direct chill casting ke arah vertical
pada posisi tepi, tengah dan pusat adalah tidak sama karena secara umum to lebih kecil dari t pada tabel, yaitu terjadi ketidak seragaman pada produk cor
direct chill casting yang semakin ke bawah dan semakin menuju pusat.
Kekerasan ke arah vertical pada produk cor direct chill casting pada temperatur tuang 775 oC dan 800 oC juga tidak sama [lampiran 12].
4.1.2.2 Uji Hipotesa Kekerasan ke Arah Horizontal Produk Cor Permanent Mold Casting dan Direct Chill Casting
Setelah mengetahui kondisi kekerasan ke arah vertical, perlu diketahui kecenderungan kekerasan produk cor permanent mold casting tersebut yang ke arah horizontal. Langkah pengujian yang dilakukan adalah:
• Hipotesa awal kekerasan ke arah horizontal adalah sama H0 : θ1 = θ2
H1 : θ1 ≠ θ2
dimana: θ = faktor yang diuji
H0 = hipotesa nol (dugaan awal) H1 = hipotesa alternative
α = 5%
• Menghitung rata-rata dan standart deviasi dari data kekerasan ke arah vertical pada posisi tepi, tengah dan pusat
• Membandingkan varian kelompok data, kemudian membandingkan nilai to hasil perhitungan dengan nilai t pada table sehingga mendapatkan hasil keputusan untuk menolak hipotesa awal atau gagal menolak hipotesa awal [lampiran 5]
• Kemudian melakukan perbandingan kekerasan kombinasi posisi dan potongan [lampiran 6]
Hasil uji hipotesa kekerasan ke arah horizontal produk cor permanent mold casting pada temperature tuang 750oC dapat dilihat pada Table 4.5 dibawah ini.
Tabel 4.5 Tabel Hipotesa Kekerasan ke Arah Horizontal Produk Permanent Mold Casting Pada Temperatur 750oC
perbandingan Fo
variasi Sp to ν
hipotesa TEPI vs
TENGAH 0.7 39 sama 0.8 3.1 4 2.8 Tolak Ho TENGAH vs
PUSAT 1.2 39 sama 0.9 8.9 4 2.8 Tolak Ho TEPI vs
PUSAT 0.8 39 sama 0.8 6.6 4 2.8 Tolak Ho
1 , 1 2
2
,n1− n −
Fα α,υ
2
t
Dari hasil pengujian data kekerasan dengan cara hipotesa statitik adalah menunjukkan bahwa kekerasan produk cor ke arah horizontal yaitu posisi tepi, tengah dan pusat adalah tidak sama karena to > t pada tabel.
Kekerasan ke arah horizontal produk cor permanent mold cating pada temperatur tuang 775 oC dan 800 oC juga tidak sama [lampiran 11].
Hasil uji hipotesa kekerasan ke arah horizontal produk cor direct chill casting pada temperatur tuang 750oC dapat dilihat pada Table 4.6 di bawah ini.
Tabel 4.6 Tabel Hipotesa Kekerasan ke Arah Horizontal Produk Direct Chill Casting Pada Temperatur 750oC
perbandingan Fo ,1 1 variasi Sp to ν
t
α,
υ hipotesa 22
,
n1− n −F
α2
i vs iv 0.2 9.6 sama 0.9 3.7 8.0 2.3 Tolak Ho i vs vii 0.6 9.6 sama 0.6 8.4 8.0 2.3 Tolak Ho iv vs vii 2.9 9.6 sama 0.9 8.8 8.0 2.3 Tolak Ho
ii vs v 2.1 9.6 sama 0.7 6.7 8.0 2.3 Tolak Ho ii vs viii 1.5 9.6 sama 0.7 11.8 8.0 2.3 Tolak Ho v vs viii 0.7 9.6 sama 0.6 21.8 8.0 2.3 Tolak Ho iii vs vi 4.9 9.6 sama 1.2 7.0 8.0 2.3 Tolak Ho iii vs ix 3.1 9.6 sama 1.2 3.8 8.0 2.3 Tolak Ho vi vs ix 0.6 9.6 sama 0.8 16.7 8.0 2.3 Tolak Ho
Dari hasil pengujian data kekerasan dengan cara hipotesa statitik adalah menunjukkan bahwa kekerasan produk cor ke arah horizontal yaitu posisi tepi, tengah dan pusat adalah tidak sama karena to > t pada tabel.
Kekerasan ke arah horizontal produk cor direct chill casting pada temperatur tuang 775 oC dan 800 oC juga tidak sama [lampiran 13].
4.2 Perbandingan Kekerasan antara Produk Direct Chill Casting Dengan Produk Permanent Mold Casting
Pada pengujian kekerasan dengan menggunakan metode kekerasan Rockwell B, dilakukan pengindentasian pada beberapa posisi yang berbeda tiap spesimen dengan variasi temperatur, yaitu pada pusat silinder, bagian tengah dan bagian tepi, dengan jarak tiap pengindentasian tidak kurang dari 2 mm dengan
tujuan menghindari perubahan tingkat kekerasan di sekitar tempat pengindentasian yang sebelumnya.
Gambar 4.3 Skema Tempat Pengindentasian Pada Spesimen
Data perbandingan kekerasan rata-rata dari hasil uji kekerasan Rockwell B antara direct chill casting dengan permanent mold casting dapat dilihat pada Tabel di bawah ini.
Tabel 4.7 Perbandingan Kekerasan Produk Cor Antara Direct Chill Casting dengan Permanent Mold Casting pada potongan bagian tepi
Angka Kekerasan Rockwell B (HRB)
750 oC 775 oC 800 oC
Temperatur
Posisi
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Bagian Atas 50.5 48.3 49
Bagian Tengah 50 49.4 48.7 48.5 47.8 48.2
Bagian Bawah 52.3 52.7 51.1
Tabel 4.8 Perbandingan Kekerasan Produk Cor Antara Direct Chill Casting dengan Permanent Mold Casting pada potongan bagian tengah
Angka Kekerasan Rockwell B (HRB)
750 oC 775 oC 800 oC
Temperatur
Posisi
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Bagian Atas 48.5 47.1 44
Bagian Tengah 47.1 47.4 48.4 46.3 47.3 46.3
Bagian Bawah 47.2 51.9 47
Tabel 4.9 Perbandingan Kekerasan Produk Cor Antara Direct Chill Casting dengan Permanent Mold Casting pada potongan bagian pusat
Angka Kekerasan Rockwell B (HRB)
750 oC 775 oC 800 oC
Temperatur
Posisi
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Bagian Atas 53.6 54.1 53.3
Bagian Tengah 55.4 53.7 54.8 51.7 55.5 49.9
Bagian Bawah 55.2 56.6 56
Dari hasil uji kekerasan, dapat dilihat bahwa secara umum angka kekerasan pada produk cor direct chill casting lebih tinggi dibandingkan dengan produk cor pada permanent mold casting.
4.2.1 Perbandingan Kekerasan ke Arah Vertikal
Dari hasil pengukuran kekerasan ke arah vertikal pada produk cor permanent mold casting adalah seragam sedangkan pada produk cor direct chill casting ke arah vertikal adalah tidak sama. Angka kekerasan kedua produk cor tersebut dapat dilihat pada Grafik di bawah ini.
Permanent Mold Casting Bagian Tepi
40 45 50 55 60
atas tengah baw ah Potongan
HRB
750 775 800
Direct Chill Casting Bagian Tepi
40 45 50 55 60
atas tengah baw ah Potongan
HRB
750 775 800
(a) (b)
Direct Chill Casting Bagian Tengah
40 45 50 55 60
atas tengah baw ah Potongan
HRB 750
775 800 Perm anent Mold Casting
Bagian Tengah
40 45 50 55 60
atas tengah baw ah Potongan
HRB
750 775 800
(c) (d)
Perm anent Mold Casting Bagian Pusat
40 45 50 55 60
atas tengah baw ah Potongan
HRB 750
775 800
Direct Chill Casting Bagian Pusat
40 45 50 55 60
atas tengah baw ah Potongan
HRB
750 775 800
(e) (f)
Grafik 4.1 Perbandingan Kekerasan ke Arah Vertikal Pada Produk Cor Direct Chill Casting dengan Produk Cor Permanenet Mold Casting
Dari perbandingan kekerasan produk cor di atas, dapat dinyatakan secara umum kekerasan ke arah vertikal pada direct chill casting lebih tinggi dari permanent mold casting. Angka kekerasan yang lebih tinggi ini disebabkan media pendinginan pada direct chill casting adalah air sedangkan pada permanent mold casting adalah udara. Bila dibandingkan antara air dan udara maka yang dapat menyerap panas lebih baik adalah air, maka pada proses direct chill casting menghasilkan produk dengan angka kekerasan yang lebih tinggi dari produk pada permanent mold casting. Karena pada proses pendinginan cepat menyebabkan
struktur mikro tidak sempat berkembang yang mengakibatkan angka kekerasannya tinggi.
4.2.2 Perbandingan Kekerasan ke Arah Horizontal
Dari hasil pengukuran kekerasan ke arah horizontal pada produk cor kedua metode pengecoran tersebut adalah bahwa kekerasan pada produk cor permanent mold casting dan direct chill casting ke arah horizontal adalah tidak sama.
Perm anent Mold Casting
40 45 50 55 60
tepi tengah pusat Bagian
HRB
750 775 800
Direct Chill Casting 750
40 45 50 55 60
tepi tengah pusat Bagian
HRB
atas tengah baw ah
(a) (b)
Direct Chill Casting 775
40 45 50 55 60
tepi tengah pusat Bagian
HRB atas
tengah baw ah
Direct Chill Casting 800
40 45 50 55 60
tepi tengah pusat Bagian
HRB atas
tengah bawah
(c) (d)
Grafik 4.2 Perbandingan Kekerasan ke Arah Horizontal Pada Produk Cor Direct Chill Casting dengan Produk Cor Permanenet Mold Casting
Nilai angka kekerasan ke arah horizontal dipengaruhi proses pendinginannya. Pendinginan ini mempengaruhi perkembangan struktur mikro.
Pada pendinginan yang cepat akan menghasilkan bentuk dendrit yang pendek, sedangkan pada pendinginan yang lambat akan menghasilkan bentuk dendrit yang panjang. Pada bentuk dendrit yang pendek memiliki kekerasan yang lebih tinggi daripada bentuk dendrit yang panjang.
Pada bagian dinding atau tepi mengalami proses pembekuan cepat akibatnya terbentuk dendrit rapat sehingga mengakibatkan nilai angka kekerasannya tinggi. Pada bagian antara tepi dan pusat struktur mikronya telah berkembang menjadi lebih agak longgar sehingga nilai angka kekerasannya menurun. Pada bagian pusat struktur mikronya adalah membentuk butir equiaxed yang kecil-kecil yang menyebabkan nilai angka kekerasannya meningkat kembali.
4.2.3 Perbandingan Kekerasan Dengan Variasi Temperatur
Dari hasil pengukuran kekerasan kedua produk cor tersebut, ternyata semakin tinggi temperaturnya maka kekerasannya akan turun. Hal ini disebabkan semakin tinggi temperaturnya maka semakin tinggi pula energi yang tersimpan untuk proses perkembangan dendrit menjadi lebih gemuk. Bentuk dan ukuran dendrite yang gemuk ini menyebabkan kekerasannya menurun.
Direct Chill Casting Bagian Tepi
40 45 50 55 60
750 775 800
Tem peratur
HRB atas
tengah baw ah
Pe rm anent Mold Casting Bagian Tepi
40 45 50 55 60
750 775 800
Tem peratur
HRB
atas tengah baw ah
(a) (b)
Perm anent Mold Casting Bagian Tengah
40 45 50 55 60
750 775 800
Tem peratur
HRB
atas tengah baw ah Direct Chill Casting
Bagian Tengah
40 45 50 55 60
750 775 800
Tem peratur
HRB atas
tengah baw ah
(c) (d)
Perm anent Mold Casting Bagian Pusat
40 45 50 55 60
750 775 800
Tem peratur
HRB
atas tengah baw ah Direct Chill Casting
Bagian Pusat
40 45 50 55 60
750 775 800
Tem peratur
HRB
atas tengah baw ah
(e) (f)
Grafik 4.3 Perbandingan Kekerasan Dengan Variasi Temperatur Pada Produk Cor Direct Chill Casting dengan Produk Cor Permanenet Mold Casting
Yang membedakan antara stuktur mikro pada produk cor permanent mold casting dan direct chill casting adalah bentuknya dan ukurannya, pada permanent mold casting lengan dendritnya panjang serta kurus sedangkan pada direct chill casting lengan dendritnya pendek serta gemuk.
4.3 Perbandingan Kekuatan Tarik antara Produk Direct Chill Casting Dengan Produk Permanent Mold Casting
Kekuatan tarik menunjukan kemampuan untuk menerima beban atau tegangan tanpa menjadi rusak atau putus ini dinyatakan dengan tegangan maksimum sebelum putus atau dikenal dengan ultimate tensile strength (UTS).
UTS ini sering dianggap sebagai data terpenting yang diperoleh dari hasil pengujian tarik, karena biasanya perhitungan-perhitungan kekuatan dihitung atas dasar kekuatan ini[12].
Kekuatan tarik dipengaruhi oleh struktur mikro yang terbentuk. Struktur dendrit yang pendek kekuatannya tinggi dan sebaliknya dendrite yang panjang kekuatannya rendah. Secara umum perkembangan dendrit pada produk cor direct chill casting dan produk cor permanent mold casting dengan variasi temperatur adalah sama, yaitu semakin tinggi temperaturnya maka dendritnya semakin gemuk. Yang membedakan antara stuktur mikro pada produk cor permanent mold casting dan direct chill casting adalah bentuknya dan ukurannya, pada permanent mold casting lengan dendritnya panjang serta kurus sedangkan pada direct chill casting lengan dendritnya pendek serta gemuk. Bentuk dan ukuran dendrit yang
gemuk dan pendek ini menyebabkan kekuatan tarik dan keuletannya lebih baik daripada dendrit dengan ukuran dan bentuk yang panjang dan kurus.
Pada Tabel 4.10 di bawah ini merupakan tabel data perbandingan kekuatan tarik produk direct chill casting dengan permanent mold casting.
Tabel 4.10 Perbandingan Kekuatan Tarik Produk Cor Antara Direct Chill Casting dengan Permanent Mold Casting
750 oC 775 oC 800 oC
Temperatur
Uji Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
UTS (kgf/mm2) 12.085 4.49 14.08 9.56 11.19 9.34
Elongation (%) 11.085 6.65 12.86 8.98 9.575 11.1
750 oC 775 oC 800 oC
Temperatur
Uji Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
Direct chill Casting
Permanent mold Casting
UTS (MPa) 118.433 44 137.984 93.7 109.662 91.5
Elongation (%) 11.085 6.65 12.86 8.98 9.575 11.1
Perbandingan UTS
35 55 75 95 115 135
750 775 800
Tem peratur
MPa Direct Chill
Permanent
Perbandingan Elongation
0 5 10 15
750 775 800
Tem peratur
Elongation (%)
Direct Chill Permanent
(a) (b)
Grafik 4.4 Perbandingan UTS (ultimate tensile strength) dan Perbandingan elongation Produk Cor Direct Chill Casting dengan Produk Cor Permanenet Mold
Casting
Dari data yang sudah diperoleh dapat dijelaskan bahwa secara umum kombinasi UTS (ultimate tensile strength) dan elongation produk cor direct chill casting lebih baik dibandingkan dengan kombinasi UTS (ultimate tensile strength) dan elongation produk cor pada permanent mold casting.
Dari data di atas nampak kejanggalan-kejanggalan pada data produk cor direct chill casting dan permanent mold casting pada temperatur tuang 750oC, yaitu UTS seharusnya lebih tinggi dari produk cor dengan temperatur tuang 775oC dan 800oC. Kemungkinan penyebab kejanggalan ini adalah karena pada proses pembuatan spesimen uji tarik tersebut terdapat human error yang menyebabkan kualitas permukaan spesimen uji tarik kurang halus.
4.4 Perbandingan Struktur Mikro Antara Produk Cor Direct Chill Casting dengan Produk Cor Permanent Mold Casting
4.4.1 Perbandingan Struktur Mikro ke Arah Vertikal
Perkembangan struktur mikro dipengaruhi oleh proses pendinginannya.
Kekerasan ke arah vertikal pada produk cor permanent mold casting adalah seragam karena pada proses pendinginannya terjadi secara bersamaan, yaitu terjadi di sepanjang dinding cetakan logam.
(a) (b) (c) Dendrit kurus
dan panjang
Gambar 4.4 Perkembangan Sruktur Mikro Pada Produk Cor Permanent
Mold Casting Bagian Tepi Pada Temperatur 750oC.
(a) potongan atas (b) potongan tangah (c) potongan bawah
Dendrit agak gemuk pendek agak longgar
Dendrit gemuk pendek agak rapat
(a) (b) (c)
Gambar 4.5 Perkembangan Sruktur Mikro Pada Produk Cor Dendrit
kurus pendek
direct chill casting Bagian Tepi Pada Temperatur 750oC.
(a) potongan atas (b) potongan tengah (c) potongan bawah
Pada perkembangan struktur mikro ke arah vertikal pada produk cor direct chill casting adalah tidak seragam karena pada proses pembuatannya dilakukan secara bertahap yang kontinu, oleh karena itu struktur mikro yang terbentuk berbeda. Pada potongan bawah dendritnya gemuk dan pendek serta rapat, hal ini disebabkan oleh karena pada potongan bawah tersebut menumpu berat beban produk yang berada di atasnya, sehingga menyebabkan pada bagian bawah ini menerima tekanan yang lebih besar daripada bagian di atasnya.
4.4.2 Perbandingan Struktur Mikro ke Arah Horizontal
Pada perkembangan struktur mikro produk cor direct chill casting dan permanent mold casting ke arah tegak lurus sumbu utama memiliki kemiripan dalam hal perkembangannya, namun berbeda dalam hal ukuran dan bentuknya.
Perkembangan dendrit dari tepi ke pusat adalah sebagai berikut:
• Pada bagian tepi terbentuk dendrit-dendrit yang rapat
• Pada bagian tengah jarak antar dendrit agak longgar
• Pada bagian pusat sudah mulai terbentuk butir equiaxed
(a) (b) (c) Dendrit
panjang dan rapat
Dendrit panjang berkembang agak longgar Butir
equiaxed
Gambar 4.6 Perkembangan Sruktur Mikro Pada Produk Cor Permanent
Mold Casting Pada Temperatur 750oC.
(a) bagian pusat (b) bagian tengah (c) bagian tepi
(a) (b) (c) Dendrit pendek dan
rapat Dendrit pendek
berkembang agak longgar Butir
equiaxed
Gambar 4.7 Perkembangan Sruktur Mikro Pada Produk Cor
direct chill casting Pada Temperatur 750oC.
(a) bagian pusat (b) bagian tengah (c) bagian tepi
4.4.3 Perbandingan Struktur Mikro Dengan Variasi Temperatur
Secara umum perkembangan dendrit pada produk cor direct chill casting dan produk cor permanent mold casting sama. Semakin tinggi temperatur maka semakin besar energi yang tersimpan di dalam logam cair tersebut, energi yang besar tersebut menyebabkan ukuran dendrit akan semakin gemuk.
\
Dendrit kurus panjang
Dendrit kurus pendek
Dendrit agak gemuk
panjang Dendrit gemuk panjang
(a) (b) (c)
Gambar 4.8 Pengaruh Variasi Temperatur Pada Perkembangan Struktur Mikro Pada Produk Cor Permanent Mold Casting. (a) 750oC (b) 775oC (c) 800oC
(a) (b) (c) Dendrit agak
gemuk pendek
Dendrit gemuk pendek
Gambar 4.9 Pengaruh Variasi Temperatur Pada Perkembangan Struktur Mikro Pada Produk Cor direct chill casting. (a) 750oC (b) 775oC (c) 800oC
Yang membedakan stuktur mikro pada produk cor permanent mold casting dan direct chill casting adalah bentuk dan ukurannya. Pada produk cor permanent mold casting lengan dendritnya lebih panjang dan kurus dari produk cor direct chill casting, sedangkan pada produk cor direct chill casting lengan dendritnya lebih pendek dan gemuk dari produk cor permanent mold casting .
4.5 Perbandingan Kualitas Produk Cor Direct Chill Casting dengan Permanent Mold Casting
4.5.1 Direct Chill Casting
• kualitas permukaan produk cor direct chill casting kurang baik sehingga memerlukan proses permesinan terlebih dahulu
• sifat mekanisnya lebih unggul daripada produk cor permanent mold casting
4.5.2 Permanent Mold Casting
• kualitas permukaan produk cor permanent mold casting ini halus (kualitas produk cor tergantung dari kualitas cetakan logam)
• sifat mekanisnya lebih rendah dari produk cor direct chill casting







![Gambar 1. Function block diagram [4].](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)