Bab I
Pendahuluan
Pada bab ini akan dijelaskan mengenai latar belakang, perumusan masalah, tujuan penelitian, manfaat penelitian, dan batasan masalah yang terkait dengan penelitian ini.
I.1 Latar Belakang
PT XYZ adalah salah satu produsen semen di Indonesia. PT XYZ telah menjadi produsen semen berkualitas yang terkemuka di Indonesia sejak tahun 1975. Tahun 2010 adalah ulang tahun Perseroan yang ke-35. PT XYZ memiliki tiga kompleks pabrik, yang secara keseluruhan meliputi 12 pabrik. Kompleks Pabrik Citeureup di Bogor, Jawa Barat, yang mengoperasikan 9 pabrik, adalah salah satu kompleks pabrik semen terbesar di dunia. Dua kompleks pabrik lainnya berlokasi di Palimanan, Cirebon, Jawa Barat, dengan dua pabrik; dan di Tarjun, Kotabaru, Kalimantan Selatan, dengan sebuah pabrik. Pada tahun 2010, PT XYZ menambah kapasitas produksi sebesar 1,5 juta ton semen per tahun di Pabrik Palimanan. Hal ini menambah total kapasitas produksi terpasang Perseroan menjadi 18,6 juta ton semen per tahun.
Tenaga kerja di PT XYZ terdiri dari tenaga kerja tetap dan tenaga kerja harian. Sumber tenaga kerja berasal dari dalam negeri serta tenaga kerja asing yang bekerja dengan sistem kontrak. Waktu kerja dibagi menjadi 2 bagian, yaitu waktu kerja normal dan waktu kerja shift.
Berikut ini diuraikan waktu kerja karyawan PT XYZ : a. Jam kerja normal:
Senin – Kamis : 08.00 – 17.00; istirahat: 12.15 – 13.00 Jumat : 08.00 – 17.00; istirahat: 11.00 – 13.00
Sabtu, Minggu dan Hari Besar Nasional : Libur b. Waktu kerja shift:
Shift 1: 07.00 – 15.00 Shift 2: 15.00 – 23.00 Shift 3: 23.00 – 07.00
Waktu kerja shift dilakukan secara bergantian, masing-masing 2 hari pada setiap shift dan 2 hari libur.
Sistem perawatan mesin yang dilakukan PT XYZ selama ini bersifat korektif yaitu perawatan setelah terjadi kerusakan dan preventif yang dilakukan seminggu sekali. Namun ternyata walaupun telah dilakukan perawatan, pada saat pemeriksaan komponen terdapat tanda-tanda kerusakan yang ditandai dengan ditemukannya data vibrasi yang melebihi batas standar seperti pada data di bawah ini.
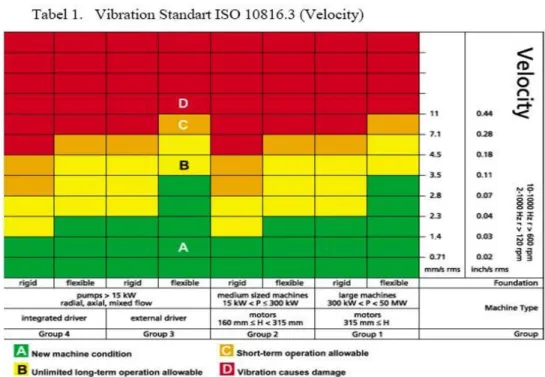
Gambar I.1 Vibration Standar
Vibration standar dipakai sebagai acuan bagi inspector untuk dapat menentukan apakah data vibrasi yang didapat saat pemeriksaan melebihi batas standar atau tidak. Lambang dan warna pada vibration standar memiliki arti yang berbeda-beda. Untuk warna hijau (A) memiliki arti dimana sistem berada dalam kondisi yang baru, vibrasi yang ditimbulkan masih kecil (0,71-3,5). Warna kuning (B) memiliki arti sistem masih diperbolehkan untuk beroperasi dalam jangka panjang, vibrasi yang ditimbulkan juga masih berada dalam batas aman (3,5-7,1). Warna orange (C) berarti sistem sudah mulai
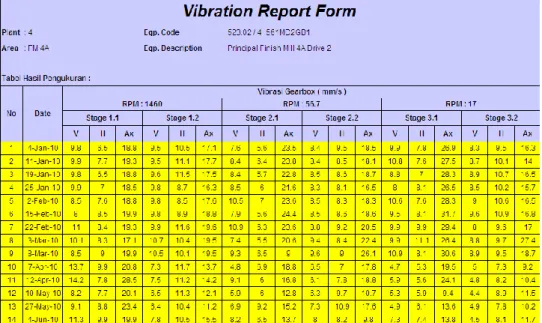
menunjukkan gejala kerusakannya namun operasi jangka pendek masih diperbolehkan, vibrasi yang ditimbulkan sudah mulai tinggi (7,1-11). Warna merah (D) adalah kondisi dimana vibrasi yang ditimbulkan oleh sistem dapat menimbulkan bahaya ataupun kerusakan (>11). Pada sistem ini, vibrasi dikatakan melebihi standar apabila nilainya > 11 mm/s. Jika nilai vibrasi telah melebihi batas (> 11 mm/s), vibrasi tersebut berpotensi menimbulkan kerusakan sehingga harus segera diatasi. Data di bawah ini adalah data yang menunjukkan nilai vibrasi dari Main Gear Reducer selama kurun waktu 1 tahun.
Gambar I.3 Vibration Report Form (lanjutan)
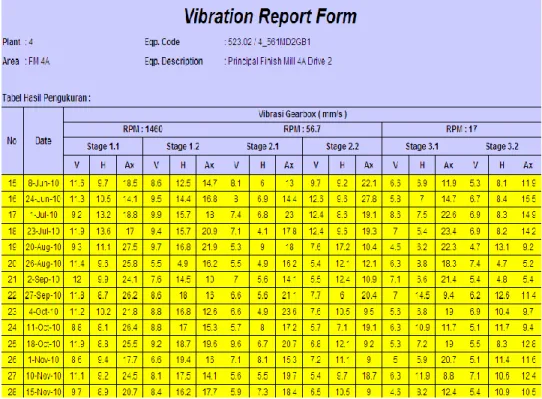
Gambar I.4 Vibration Report Form (lanjutan)
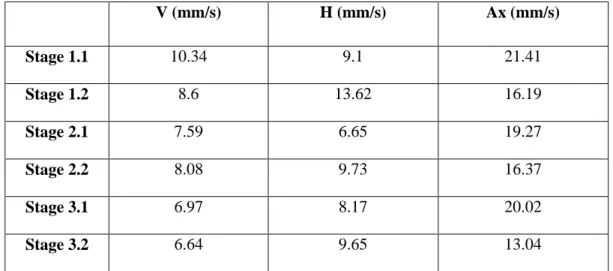
Setelah didapatkan data dari Vibration Report yang diambil setiap seminggu sekali oleh inspector, selanjutnya data vibrasi tersebut dihitung rata-ratanya untuk
setiap stage. Hal ini dilakukan untuk melihat vibrasi manakah yang nilainya melebihi batas standar dan dapat menimbulkan kerusakan.
Tabel I.1 Nilai Rata-Rata Vibrasi
V (mm/s) H (mm/s) Ax (mm/s) Stage 1.1 10.34 9.1 21.41 Stage 1.2 8.6 13.62 16.19 Stage 2.1 7.59 6.65 19.27 Stage 2.2 8.08 9.73 16.37 Stage 3.1 6.97 8.17 20.02 Stage 3.2 6.64 9.65 13.04 Keterangan tabel:
V = nilai rata-rata vibrasi untuk gerakan searah vertikal (atas-bawah) yang terjadi karena disebabkan oleh vibrasi pada Main Gear Reducer
H = nilai rata-rata vibrasi untuk gerakan searah horizontal (kiri-kanan) yang terjadi karena disebabkan oleh vibrasi pada Main Gear Reducer
Ax = nilai rata-rata vibrasi untuk gerakan searah diagonal yang terjadi karena disebabkan oleh vibrasi pada Main Gear Reducer
Stage = bagian/part yang terdapat pada sebuah Main Gear Reducer
Berdasarkan hasil wawancara yang dilakukan dengan karyawan perusahaan, didapat kesimpulan bahwa plant yang paling sering mengalami kerusakan adalah plant 3-4, khususnya plant 4 pada mesin finish mill 4A. Dari data pada Tabel I.1, kita juga dapat melihat bahwa Main Gear Reducer pada mesin Finish Mill 4A mengalami kerusakan paling parah. Parah karena nilai vibrasinya selama 1 tahun hampir semuanya berada di atas standar yang semestinya. Maka dari itu, disimpulkan untuk mengambil Main Gear Reducer menjadi bahan penelitian. Di satu sisi maintenance diperlukan dan terkadang membutuhkan waktu yang lama yaitu ± 8 jam, namun di sisi lain proses produksi harus terus berjalan. Dampak dari masalah ini adalah jumlah produksi yang terkadang tidak sesuai dengan
standar yang telah ditentukan oleh perusahaan. Jumlah kapasitas produksi pada plant 4 adalah 1.024.000 klinker(ton)/tahun. Maka diperlukan sistem penjadwalan perawatan mesin yang baik untuk menekan biaya yang harus dikeluarkan. Biaya yang timbul disebabkan oleh biaya gaji karyawan dan equipment cost.
Risk Base Inspection (RBI) merupakan salah satu metode yang baru dalam melakukan suatu inspeksi. Metode ini berdasarkan analisis risiko yaitu meliputi mengenai analisis besarnya kemungkinan munculnya suatu kegagalan dan besarnya efek risiko yang muncul akibat kegagalan tersebut dan hubungannya terhadap sistem operasi yang sedang berjalan. RBI tidak berdasarkan waktu sehingga inspeksi yang dilakukan tidak bersifat statis dan jauh lebih dinamis dan efesien dibandingkan dengan preventive maintenance yang masih konvensional dengan time base inspection. Dengan RBI diharapkan dapat secara sistematis memberikan analisis mekanisme kegagalan secara terintegrasi sehingga dapat mengetahui akibat lebih lanjut yang harus diwaspadai dan dicegah, serta memberikan gagasan inspeksi yang lebih efektif dan efesien. RBI memungkinkan untuk merevisi jadwal dan interval inspeksi sehingga lebih efesien sesuai dengan kebutuhan dan tentunya hal ini akan lebih menghemat biaya yang harus dikeluarkan untuk inspeksi.
Dalam RBI dibutuhkan analisis yang cukup kompleks yang saling berhubungan satu sama lain dalam suatu sistem operasi sehingga dibutuhkan ketersediaan data yang cukup banyak meliputi spesifikasi alat, kondisi operasi, data hasil inspeksi sebelumnya dan data-data lain yang mendukung keberhasilan analisis RBI. Selain data yang cukup banyak, dibutuhkan kerja sama yang baik dan komitmen dari multi disiplin seperti corrosion engineer, inspection engineer, maintenance, operation dan process engineer untuk mengolah data-data tersebut sehingga muncul hasil analisis mengenai prediksi kemungkinan kegagalan (probability of failure) dan dari setiap kemungkinan kegagalan yang muncul tentunya akan dianalisis lebih lanjut mengenai seberapa besar risiko yang ditimbulkan akibat kegagalan yang muncul tersebut.
I.2 Perumusan Masalah
Permasalahan yang dijadikan penelitian adalah :
1. Bagaimana menentukan end of usefull life dari Main Gear Reducer Finish Mill yang menjadi objek?
2. Distribusi apa yang digunakan untuk data pemeriksaan (inspeksi) beserta dengan parameternya?
3. Kapan sebaiknya dilakukan penggantian Main Gear Reducer Finish Mill ? 4. Kapan waktu interval pemeriksaan usulan dilakukan?
I.3 Tujuan Penelitian
Dengan melihat rumusan masalah di atas, maka tujuan utama dari penelitian ini adalah menentukan suatu kebijakan kegiatan maintenance pada Main Gear Reducer Finish Mill 4A.
I.4 Batasan Penelitian
Sebagai ruang lingkup perancangan penelitian ini, diambil batas cakupan pembahasan pada hal-hal berikut ini:
1. Hasil akhir dari penelitian ini berupa rekomendasi jadwal pemeriksaan dan perbaikan dan tidak sampai pada pengimplementasian.
2. Penelitian ini dilaksanakan pada Mechanical Department Plant 3-4 di PT XYZ.
3. Obyek penelitian hanya difokuskan pada Main Gear Reducer Finish Mill 4A. 4. Dalam penelitian ini tidak diperhitungkan keterkaitan antara mesin kritis
dengan mesin-mesin lain yang ada di PT XYZ.
5. Data historis yang digunakan adalah dari 4 Januari 2010 sampai 23 Mei 2011.
I.5 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat untuk:
1. Mengoptimalkan pemakaian Main Gear Reducer Finish Mill, karena dengan RBI kemungkinan terjadinya kegagalan diperhitungkan.
2. Jadwal pemeriksaan yang tidak perlu dapat dieliminasi dan perbaikan dapat dilakukan pada waktu yang tepat.
3. Meminimasi loss of benefit akibat downtime. Hal ini dikarenakan waktu kegiatan yang tidak tepat dihilangkan.
I.6 Kontribusi Penelitian I.6.1 Kontribusi pada Keilmuan
Hasil penelitian ini memberikan kontribusi bagi perkembangan penelitian di bidang manajemen perawatan fasilitas, khususnya mengenai Risk Based Inspection. Kajian penelitian ini menambah kontribusi terhadap penelitian-penelitian terdahulu yang telah mengkaji usulan kebijakan perawatan mesin pada perusahaan yang bergerak di bidang manufaktur.
I.6.2 Kontribusi pada Praktik
Berkaitan dengan kebutuhan praktis bagi perusahaan-perusahaan, temuan dari penelitian ini diharapkan dapat:
1. Memberikan masukan-masukan bagi perusahaan, terutama perusahaan di sektor manufaktur.
2. Memberikan masukan mengenai usulan kebijakan perawatan mesin.
3. Memberikan rekomendasi mengenai mekanisme-mekanisme yang dapat mendorong peningkatan kegiatan perawatan yang dapat mempertahankan fungsi suatu sistem/peralatan berdasarkan konteks operasinya pada masa sekarang dengan menggunakan metode Risk Based Inspection (RBI).
4. Dapat menjadi dasar dalam melakukan evaluasi terhadap praktik-praktik atau pelaksanaan peningkatan kegiatan perawatan dengan menggunakan metode Risk Based Inspection (RBI).
I.7 Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut:
Bab I Pendahuluan
Pada bab ini berisi uraian mengenai latar belakang penelitian, perumusan masalah, tujuan penelitian, batasan penelitian, manfaat penelitian, dan sistematika penulisan.
Bab II Tinjauan Pustaka
Pada bab ini berisi tentang teori-teori tentang manajemen perawatan, perawatan preventif, Risk Based Inspection (RBI), keandalan (reliability), model matematis perawatan serta perencanaan dan pengendalian persediaan. Bab III Bab IV Bab V Bab VI Metodologi Penelitian
Pada bab ini dijelaskan langkah-langkah penelitian yang dilakukan secara rinci meliputi: tahap merumuskan masalah penelitian, merumuskan hipotesis, dan mengembangkan model penelitian, mengidentifikasi dan melakukan operasionalisasi variabel penelitian, merancang pengumpulan dan pengolahan data, melakukan uji distribusi, merancang analisis pengolahan data. Pengumpulan dan Pengolahan Data
Pada bab ini berisi data-data yang telah dikumpulkan baik data historis maupun data hasil wawancara. Data yang digunakan adalah kegiatan perawatan existing, data vibrasi, data operating, data jumlah team maintenance existing, dan data part mesin. Melalui data-data tersebut dilakukan pengolahan data.
Analisis
Pada bab ini dilakukan analisis terhadap hasil pengolahan data yaitu analisis RBI, pemilihan periode persediaan spare part dan tim maintenance yang optimal.
Kesimpulan dan Saran
Pada bab ini berisi kesimpulan dari penelitian dan saran bagi perusahaan dan penelitian selanjutnya.