A. 175
OPTIMASI PARAMETER PROSES TERHADAP AKURASI DIMENSI PLA FOOD GRADE MENGGUNAKAN METODE TAGUCHI
Hasdiansah1*, Masdani2, Indra Feriadi1, Pristiansyah3
1Teknik Mesin, Polman Babel, Karya Makmur Sungailiat, 33255
2Teknik Mesin, Polman Babel, Nibung Koba, 33681
3Teknik Mesin, Polman Babel, Sri Pemandang Sungailiat, 33214
*E-mail: [email protected] Abstrak
3D Printing merupakan sebuah terobosan baru dalam dunia teknologi manufaktur yang berbasis
layer manufacturing. Terobosan ini sangatlah populer di seluruh belahan dunia, baik di kalangan
akademisi maupun industri. Hal ini karena dipercaya bahwa teknologi 3D Printing akan mampu membawa dunia ini pada kemajuan dan perkembangan ilmu pengetahuan dan teknologi. Material yang umum digunakan pada mesin tersebut untuk menghasilkan prototype atau produk yang siap pakai adalah polymer yang berbentuk filamen. Jenis filamen yang akan diguanakan pada penelitian ini adalah jenis PLA (Polylactic/Polylactide Acid) Food Grade. Penelitian ini akan mencari nilai optimum yang dimiliki oleh filamen PLA Food Grade ketika dari segi keakurasian dimensi. Nilai yang akan dioptimalkan yaitu, setiap nilai yang terdapat pada parameter yang akan diuji pada mesin 3D Printing dengan teknologi Fused Deposition
Modelling (FDM). Parameter yang akan diuji adalah, suhu nozzle mesin, suhu meja mesin dan
tebal/tipis layer. Pengujian dilakukan menggunakan alat ukur jangka sorong digital dengan ketelitian 0,01 mm pada tiga posisi. Benda uji (speciment) akan dicetak menggunakan mesin 3D
Printing FDM berbentuk silinder dengan Ø 20 mm, tinggi 20 mm dan tebal dinding 2 mm.
Setelah mendapatkan nilai dari hasil pengujian, maka nilai tersebut akan dianalisa menggunakan metode Taguchi L9.Perhitungan analisis Taguchi menggunakan software Minitab 17. Hasil pengukuran eksperimen nomor 1 (satu) memiliki tingkat akurasi dimensi paling baik yaitu 19,921 mm dengan selisih terhadap diameter nominal 20 mm sebesar 0,079 mm. Pengaturan parameter proses terbaik pada slicing software menggunakan suhu nozzle 190 °C, suhu bed 55 °C, dan tebal layer 0,2 mm. Sementara eksperimen nomor 8 (delapan) memiliki tingkat akurasi paling buruk yaitu 19,706 mm atau memiliki selisih terhadap diameter nominal 20 mm sebesar 0,294 mm dengan pengaturan parameter proses menggunakan suhu nozzle 200 °C, suhu bed 60 °C, dan tebal layer 0,2 mm. Hasil pengoptimasian tersebut diaplikasikan menjadi produk-produk makanan seperti, sendok, gelas, cangkir dan mangkok yang mempunyai keunikan serta estetika secara bentuk.
Kata Kunci: 3D Printing; Fused Deposition Modelling (FDM); Polylactic/Polylactide Acid (PLA); Taguchi;
Prosiding Seminar Nasional NCIET Vol.1 (2020) A175-A186
1st National Conference of Industry, Engineering and Technology 2020,
A. 176
PENDAHULUAN
3D Printing memiliki potensi yang besar dalam dunia manufaktur saat ini, salah satu penggunaannya adalah membuat produk siap pakai seperti gelas, cangkir dan mangkok dengan bentuk yang unik dan memiliki nilai seni. Namun, pada saat proses pencetakannya produk-produk ini masih mempunyai kekurangan terutama yang berkaitan dengan keakurasian dari dimensinya. Produk yang dihasilkan masih belum sesuai dengan desain yang diinginkan karena produk mengalami pengurangan atau penambahan ukuran. Berkaitan dengan hal tersebut, maka diperlukanlah parameter proses yang tepat pada mesin 3D Printing FDM untuk mendapatkan produk atau hasil cetak yang mempunyai keakurasian dimensi yang baik. Parameter proses yang terdapat pada mesin akan dijadikan acuan dalam penelitian ini.
Galantucci, et.al.(2017), telah melakukan penelitian menggunakan filamen ABS-P400 menunjukkan bahwa layer thickness dan raster angle mempengaruhi akurasi tinggi produk cetak. Vishas, M. & Basavaraj, C.K. (2017), telah meneliti filamen ABS dan memperoleh pengaturan parameter terbaik terhadap akurasi dimensi menggunakan pengaturan layer thickness 0,3 mm, orientation angle 30°, dan shell thickness 0,8 mm. Mantihal, S. et.al. (2017), menunjukkan bahwa wall thickness pada proses 3D Printing material coklat sangat berpengaruh terhadap dimensi produk cetak. Lanaro, M. et.al. (2017), telah meneliti bahwa parameter cooling rates, movement rates, dan extrusion rates pada proses 3D Printing material coklat memberikan dampak signifikan terhadap akurasi dimensi produk. Tanoto, Y.Y. et. Al. (2017), telah melakukan penelitian terhadap filamen ABS menunjukkan bahwa spesimen uji ASTM D638 type IV dicetak dengan orientasi tegak memiliki tingkat akurasi terbaik.
Khatwani, J. & Srivastava, V. (2018), telah meneliti kekuatan tarik dan tingkat fleksibelitas material PLA menggunakan parameter proses nozzle diameter, layer thickness, dan bed temperature, menunjukkan bahwa semakin tinggi layer thickness menyebabkan menurunnya kekuatan tarik dan meningkatnya tingkat fleksibelitas produk cetak. Semakin besar nozzle diameter menyebabkan menurunnya tingkat fleksibelitas produk cetak dan meningkatnya kekuatan tarik produk. Almy, R. D., & Tontowi, A. E. (2018), telah melakukan penelitian terhadap material bio composite PMMA dan HA dengan menggunakan metode RSM, menunjukkan bahwa akurasi dimensi produk cetak dipengaruhi oleh shrinkage.
A. 177
Pristiansyah, et.al. (2019), telah meneliti pengaruh parameter proses 3D Printing FDM dengan menggunakan filamen eflex terhadap akurasi dimensi produk cetak, menunjukkan bahwa layer thickness memberikan pengaruh paling dominan. Tanoto, Y.Y. et.al (2020), telah melakukan penelitian terhadap material ABS dan PLA, produk cetak dengan menggunakan PLA lebih akurat dibandingkan dengan ABS karena pengaruh penyusutan material ABS lebih besar dibandingkan material PLA.
Berdasarkan data-data penelitian yang telah dilakukan terhadap material PLA dan ABS, penelitian ini difokuskan pada tiga parameter proses 3D Printing FDM pada slicing software, yaitu suhu nozzle, suhu bed, dan tebal layer menggunakan filamen PLA food grade terhadap akurasi dimensi produk cetak atau objek cetak 3D.
METODE PENELITIAN
Pada penelitian ini dilakukan eksperimen menggunakan mesin 3D Printing Fused Deposition Modelling (FDM) DIY berdasarkan parameter-parameter proses pada slicing software (Ultimaker Cura 4.7.1) yang berpengaruh terhadap akurasi dimensi objek cetak. Eksperimen ini dimaksudkan untuk mendapatkan parameter proses pengerjaan yang optimum terhadap keakurasian dimensi terbaik dari objek cetak. Pengaturan setting parameter optimum tersebut pada mesin diperoleh dari eksperimen. Eksperimen ini dilakukan dengan mempersiapkan perangkat uji meliputi, satu unit mesin 3D Printing FDM DIY dengan printing volume X,Y,Z (180 mm, 180 mm, 180 mm), filamen PLA Food Grade, jangka sorong digital, seperangkat komputer, dengan dilengkapai software gambar dan slicing software untuk menghasilkan G-Code. Langkah-langkah yang harus dilakukan dalam penggunaan metode penelitian memiliki beberapa urutan agar penelitian lebih sempurna.
Tahapan awal yang dilakukan adalah mengumpulkan informasi dari berbagai sumber literatur (buku, jurnal, paten, thesis, desertasi) yang berkaitan dengan perancangan dan perakitan mesin 3D Printing FDM yang digunakan sebagai alat untuk mencetak objek yang akan diuji kekuatan tariknya. Selanjutnya, melakukan kajian terhadap penelitian-penelitian sebelumnya yang berkaitan dengan proses pengujian keakurasian diemnsi produk dan filamen PLA Food Grade. Setelah itu, menganalisa parameter proses yang diuji untuk mendapatkan nilai optimum dari parameter proses tersebut menggunakan metode Taguchi L9. Hasil dari analisis data yang didapat akan ditarik kesimpulan dari eksperimen atau penelitian yang telah dilakukan.
A. 178
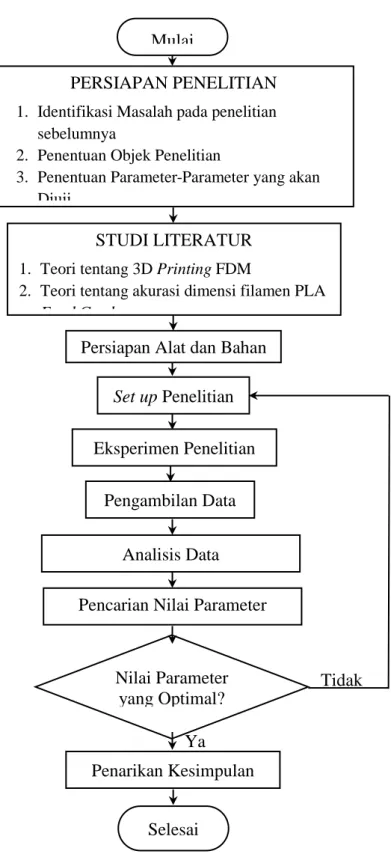
Tahapan penelitian ini perlu ditetapkan dengan tujuan agar kegiatan penelitian menjadi lebih terarah dan terfokus pada tujuan akhir penelitian ini. Diagram alir Tahapan Penelitian ditunjukan pada Gambar 1.
Gambar 1. Diagram Alir Penelitian STUDI LITERATUR
1. Teori tentang 3D Printing FDM
2. Teori tentang akurasi dimensi filamen PLA Food Grade
Persiapan Alat dan Bahan
Pengambilan Data Analisis Data Penarikan Kesimpulan Set up Penelitian Eksperimen Penelitian Nilai Parameter yang Optimal? Ya Tidak PERSIAPAN PENELITIAN
1. Identifikasi Masalah pada penelitian sebelumnya
2. Penentuan Objek Penelitian
3. Penentuan Parameter-Parameter yang akan Diuji
Pencarian Nilai Parameter Optimum
Mulai
A. 179
Pada Gambar 1. tahapan penelitian dilakukan dengan melakukan persiapan awal agar proses saat meneliti dapat berjalan sesuai dengan tujuan yang telah ditetapkan. Langkah awal yang dilakukan adalah mengidentifikasi setiap permasalahan yang ada pada proses pencetakan filamen PLA Food Grade, menentukan dimensi dan bentuk objek yang akan dicetak, termasuk parameter yang berpengaruh terhadap hasil cetak tersebut. Proses mengindentifikasi dilakukan berdasarkan studi literatur dan referensi-referensi yang berkaitan dengan tema penelitian, yaitu proses pencetakan filamen PLA Food Grade pada mesin 3D Printing. Bentuk dan dimensi objek cetak ditunjukkan pada Gambar 2.
Gambar 2. Objek Cetak
Setelah melakukan studi literatur, langkah selanjutnya adalah mempersiapkan alat dan bahan yang mendukung serta membantu proses pengambilan data untuk penelitian agar dapat berjalan dengan lancar sehingga proses pengambilan data dapat dilakukan secara cepat dan akurat. Objek cetak yang dihasilkan dari proses pencetakan akan diukur diameter luarnya saja menggunakan jangka sorong digital dengan ketelitian 0,001 mm. Tinggi dan diameter dalam dari objek cetak ini dijadikan sebagai variabel tetap agar penelitian yang dilakukan lebih fokus. Data yang diperoleh dari hasil pengukuran dari percobaan tersebut akan dianalisa menggunakan metode Taguchi L9OA dan diolah dengan software analisis Minitab 17. Data yang diperoleh dari software analisis akan dianalisa kembali dan ditentukan parameter yang optimum untuk menghasilkan objek cetak dengan tingkat akurasi dimensi yang paling baik untuk diameter luar objek cetak. Filamen PLA Food Grade akan dicetak menggunakan variasi parameter proses cetak yang telah disetting pada slicing software ditunjukkan pada Tabel 1. Tabel 2. menunjukkan tampilan tabel percobaan Taguchi L9OA.
Tabel 1. Parameter Proses Cetak Filamen PLA Food Grade Parameter Proses
Slicing
Level
1 2 3
(A) Suhu Nozzle (°C) 190 195 200
A. 180
(C) Tebal Layer (mm) 0,2 0,3 0,4
Tabel 2. Matriks Orthogonal L9(33)
Exp. Parameter A Parameter B Parameter C
1 Variasi 1 Variasi 1 Variasi 1
2 Variasi 1 Variasi 2 Variasi 2
3 Variasi 1 Variasi 3 Variasi 3
4 Variasi 2 Variasi 1 Variasi 2
5 Variasi 2 Variasi 2 Variasi 3
6 Variasi 2 Variasi 3 Variasi 1
7 Variasi 3 Variasi 1 Variasi 3
8 Variasi 3 Variasi 2 Variasi 1
9 Variasi 3 Variasi 3 Variasi 2
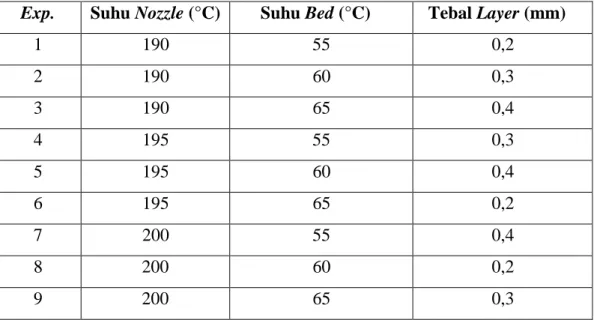
Berdasarkan Tabel 2. percobaan dilakukan sebanyak 9 (sembilan) percobaaan dengan 3 (tiga) parameter yang paling berpengaruh dan 3 (tiga) variasi dari tiap-tiap parameter yang digunakan. Objek cetak yang dihasilkan dari proses pencetakan untuk setiap percobaan sebanyak tiga objek. Hal tersebut dilakukan agar hasil pengukuran dari objek cetak lebih akurat. Tabel 3. Menunjukkan parameter proses cetak sembilan eksperimen hasil DOE (Design Of Experiment) Taguchi L9OA.
Tabel 3. Parameter Proses Cetak Sembilan Eksperimen
Exp. Suhu Nozzle (°C) Suhu Bed (°C) Tebal Layer (mm)
1 190 55 0,2 2 190 60 0,3 3 190 65 0,4 4 195 55 0,3 5 195 60 0,4 6 195 65 0,2 7 200 55 0,4 8 200 60 0,2 9 200 65 0,3
A. 181
Apabila nilai parameter optimal tidak didapatkan maka proses penelitian ini akan kembali ke tahapan Set Up Penelitian sesuai dengan diagram alir penelitian. Demikian juga jika nilai optimal diperoleh, maka penarikan kesimpulan akan dilakukan dan proses penelitian dinyatakan selesai.
HASIL DAN PEMBAHASAN
Hasil objek cetak pada penelitian ini dapat ditunjukkan pada Gambar 3. Sebanyak 9 (sembilan) eksperimen dengan repetisi empat (4) kali sehingga diperoleh 36 spesimen uji akurasi dimensi.
Gambar 3. Spesimen Uji Akurasi Dimensi
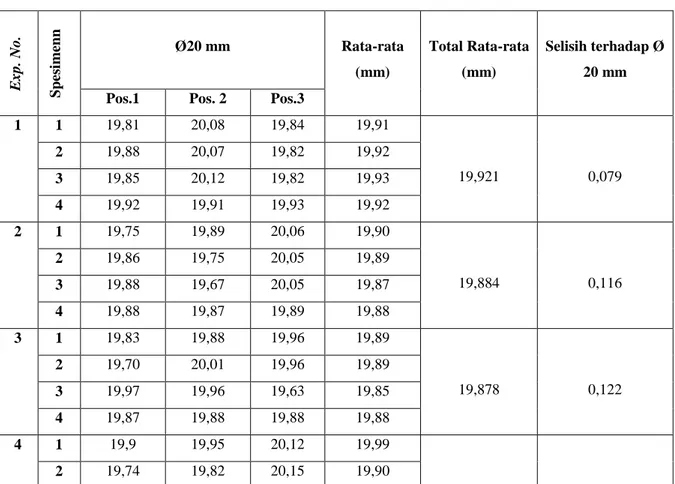
Hasil pengukuran akurasi dimensi diameter luar (20mm) ditunjukkan pada Tabel 4. Setiap spesimen uji akurasi dimensi diukur pada tiga posisi.
Tabel 4. Hasil Pengukuran Diameter Luar
E x p . No . Sp esi menn Ø20 mm Rata-rata (mm) Total Rata-rata (mm) Selisih terhadap Ø 20 mm Pos.1 Pos. 2 Pos.3
1 1 19,81 20,08 19,84 19,91 19,921 0,079 2 19,88 20,07 19,82 19,92 3 19,85 20,12 19,82 19,93 4 19,92 19,91 19,93 19,92 2 1 19,75 19,89 20,06 19,90 19,884 0,116 2 19,86 19,75 20,05 19,89 3 19,88 19,67 20,05 19,87 4 19,88 19,87 19,89 19,88 3 1 19,83 19,88 19,96 19,89 19,878 0,122 2 19,70 20,01 19,96 19,89 3 19,97 19,96 19,63 19,85 4 19,87 19,88 19,88 19,88 4 1 19,9 19,95 20,12 19,99 2 19,74 19,82 20,15 19,90
A. 182
3 19,86 19,68 19,94 19,83 19,907 0,093
4 19,91 19,91 19,88 19,90
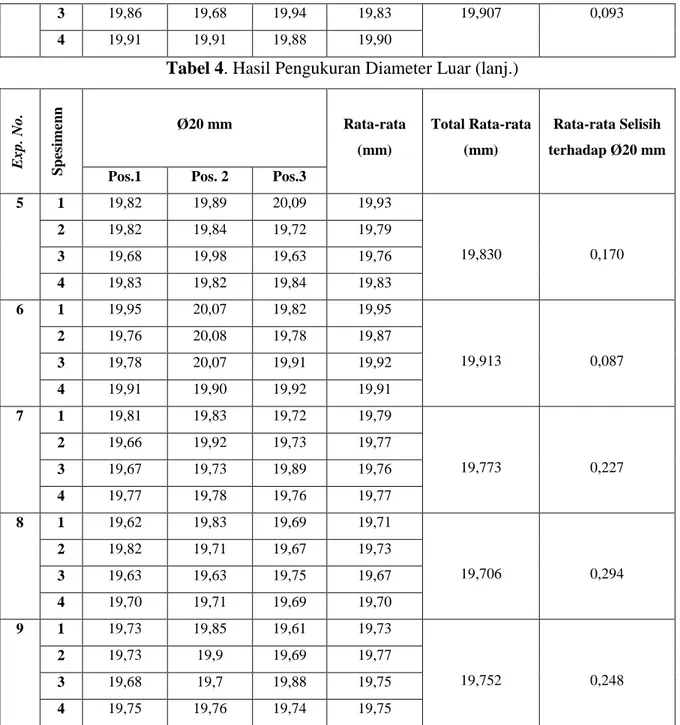
Tabel 4. Hasil Pengukuran Diameter Luar (lanj.)
E x p . No . Sp esi menn Ø20 mm Rata-rata (mm) Total Rata-rata (mm) Rata-rata Selisih terhadap Ø20 mm Pos.1 Pos. 2 Pos.3
5 1 19,82 19,89 20,09 19,93 19,830 0,170 2 19,82 19,84 19,72 19,79 3 19,68 19,98 19,63 19,76 4 19,83 19,82 19,84 19,83 6 1 19,95 20,07 19,82 19,95 19,913 0,087 2 19,76 20,08 19,78 19,87 3 19,78 20,07 19,91 19,92 4 19,91 19,90 19,92 19,91 7 1 19,81 19,83 19,72 19,79 19,773 0,227 2 19,66 19,92 19,73 19,77 3 19,67 19,73 19,89 19,76 4 19,77 19,78 19,76 19,77 8 1 19,62 19,83 19,69 19,71 19,706 0,294 2 19,82 19,71 19,67 19,73 3 19,63 19,63 19,75 19,67 4 19,70 19,71 19,69 19,70 9 1 19,73 19,85 19,61 19,73 19,752 0,248 2 19,73 19,9 19,69 19,77 3 19,68 19,7 19,88 19,75 4 19,75 19,76 19,74 19,75
Rata-rata hasil pengukuran selanjutnya dijumlahkan dan dibandingkan dengan diameter nominal 20 mm, sehingga diperoleh nilai selisih yang digunakan pada perhitungan analisis Taguchi. Tujuan eksperimen ini adalah untuk memperoleh pengaturan parameter proses optimum pada mesin 3D Printer FDM dengan menggunakan metode Taguchi, dimana respon terhadap akurasi dimensi diameter luar objek cetak menggunakan kualitas S/N ratio “Smaller is Better”. Perhitungan metode Taguchi menggunakan software Minitab17. Penelitian ini menganalisis keakuratan dimensi objek cetak yang bertujuan untuk memperoleh pengaturan parameter proses optimal terhadap dimensi paling akurat. Hasil Perhitungan software Minitab 17 terhadap terhadap keakuratann dimensi ditunjukkan pada
A. 183
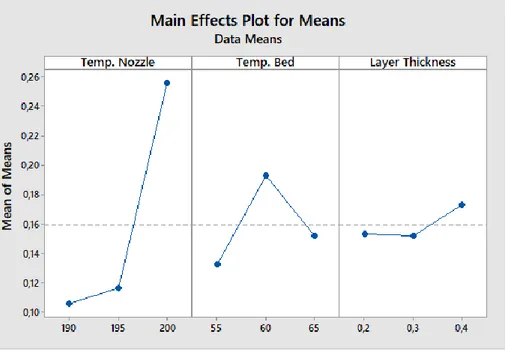
Tabel 5. Means Plot terhadap akurasi dimensi ditunjukkan pada Gambar 4. S/N ratio plot akurasi dimensi ditunjukkan pada Gambar 5. Interaksi plot terhadap selisih dimensi 20 mm antar parameter proses ditunjukkan pada Gambar 6.
Gambar 4. Means Plot terhadap akurasi dimensi (20 mm)
A. 184
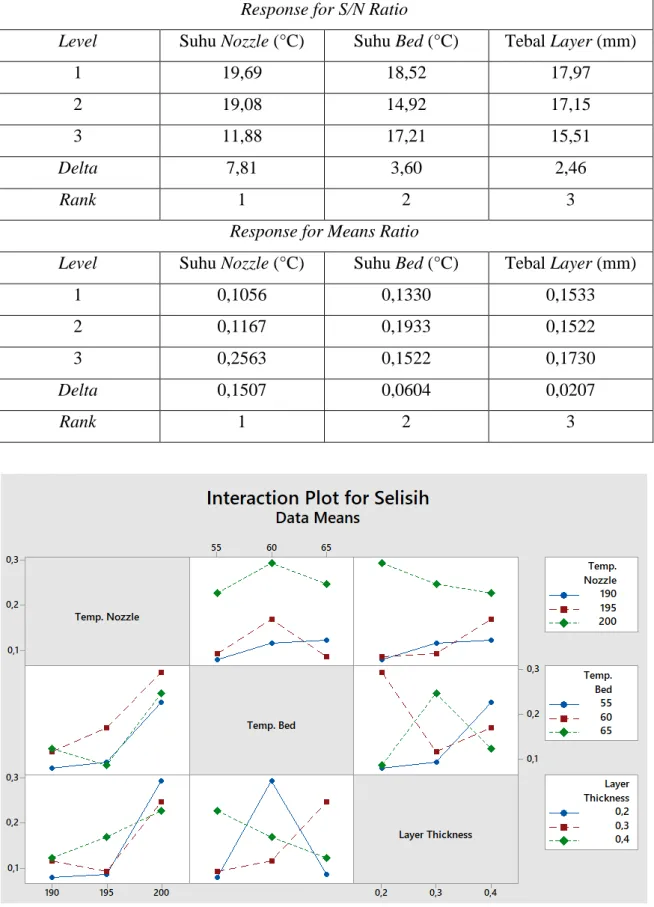
Tabel 5. Hasil Analisis Taguchi Terhadap Akurasi Dimensi Diameter Luar (20 mm) Response for S/N Ratio
Level Suhu Nozzle (°C) Suhu Bed (°C) Tebal Layer (mm)
1 19,69 18,52 17,97
2 19,08 14,92 17,15
3 11,88 17,21 15,51
Delta 7,81 3,60 2,46
Rank 1 2 3
Response for Means Ratio
Level Suhu Nozzle (°C) Suhu Bed (°C) Tebal Layer (mm)
1 0,1056 0,1330 0,1533
2 0,1167 0,1933 0,1522
3 0,2563 0,1522 0,1730
Delta 0,1507 0,0604 0,0207
Rank 1 2 3
A. 185
Berdasarkan data analisis pada Tabel 5. Menunjukkan bahwa parameter proses yang paling berpengaruh terhadap keakuratan dimensi diameter luar (20 mm) objek cetak adalah suhu nozzle, suhu bed, dan tebal layer secara berturut-turut. Suhu nozzle memiliki pengaruh paling besar terhadap akurasi dimensi objek cetak.
KESIMPULAN
Berdasarkan hasil pengukuran dimensi diameter luar benda cetak pada Tabel 4. eksperimen nomor 1 (satu) memiliki tingkat akurasi dimensi paling baik yaitu 19,921 mm dengan selisih terhadap diameter nominal 20 mm sebesar 0,079 mm. Pengaturan parameter proses terbaik pada slicing software menggunakan suhu nozzle 190 °C, suhu bed 55 °C, dan tebal layer 0,2 mm. Sementara eksperimen nomor 8 (delapan) memiliki tingkat akurasi paling buruk yaitu 19,706 mm atau memiliki selisih terhadap diameter nominal 20 mm sebesar 0,294 mm dengan pengaturan parameter proses menggunakan suhu nozzle 200 °C, suhu bed 60 °C, dan tebal layer 0,2 mm.
DAFTAR PUSTAKA
Galantucci, L. M., Bodi, I., Kacani, J., & Lavecchia, F. (2015). Analysis of Dimensional Pe rformance for a 3D Open-source Printer Based on Fused Deposition Modeling Techniqu e. Procedia CIRP, 28, 82–87. doi:10.1016/j.procir.2015.04.014
Lanaro, M., Forrestal, D. P., Scheurer, S., Slinger, D. J., Liao, S., Powell, S. K., & Woodru ff, M. A. (2017). 3D printing complex chocolate objects: Platform design, optimization a nd evaluation. Journal of Food Engineering, 215, 13–22. doi:10.1016/j.jfoodeng.2017.06 .029
Mantihal, S., Prakash, S., Godoi, F. C., & Bhandari, B. (2017). Optimization of chocolate 3 D printing by correlating thermal and flow properties with 3D structure modeling. Innov ative Food Science & Emerging Technologies, 44, 21–29. doi:10.1016/j.ifset.2017.09.01 2
Vishwas, M., & Basavaraj, C. K. (2017). Studies on Optimizing Process Parameters of Fus ed Deposition Modelling Technology for ABS. Materials Today: Proceedings, 4(10), 10 994–11003. doi:10.1016/j.matpr.2017.08.057
Tanoto, Y. Y., Anggono, J., Siahaan, I. H., & Budiman, W. (2017). The effect of orientatio n difference in fused deposition modeling of ABS polymer on the processing time, dime nsion accuracy, and strength. doi:10.1063/1.4968304
Khatwani, J., & Srivastava, V. (2018). Effect of Process Parameters on Mechanical Propert ies of Solidified PLA Parts Fabricated by 3D Printing Process. 3D Printing and Additive Manufacturing Technologies, 95–104. doi:10.1007/978-981-13-0305-0_9
Almy, R. D., & Tontowi, A. E. (2018). THE EFFECT OF 3D PRINTING MACHINE PAR AMETERS IN EXTRUSION PROCESS OF BIOCOMPOSITE MATERIALS (PMMA AND HA) ON DIMENSIONAL ACCURACY. SINERGI, 22(2), 83. doi:10.22441/siner gi.2018.2.003
A. 186
Pristiansyah, P., Hasdiansah, H., & Sugiyarto, S. (2019). Optimasi Parameter Proses 3D Pri nting FDM Terhadap Akurasi Dimensi Menggunakan Filament Eflex. Manutech : Jurnal Teknologi Manufaktur, 11(01), 33–40. doi:10.33504/manutech.v11i01.98
Tanoto, Y. Y., Anggono, J., Budiman, W., & Philbert, K. V. (2020). Strength and Dimensio n Accuracy in Fused Deposition Modeling : A Comparative Study on Parts Making Usin g ABS and PLA Polymers. Jurnal Rekayasa Mesin, 11(1), 69–76. doi:10.21776/ub.jrm.2 020.011.01.8