DI PT.WANGTA AGUNG SURABAYA
SKRIPSI
Oleh :
ANGGARA PRASANDYA BARADITA
0732010173
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
Segala puji syukur Alhamdulillah kehadirat Allah SWT atas segala rahmat dan karunia-Nya sehingga saya dapat menyelesaikan penyusunan Tugas Akhir ini.
Tugas Akhir ini disusun untuk memenuhi persyaratan kelulusan Program Sarjana Strata-1 (S-1) di Jurusan Teknik Industri Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur dengan judul :
“ANALISIS KUALITAS PRODUK SEPATU BOOT DENGAN METODE
SIX SIGMA DI PT.WANGTA AGUNG SURABAYA “.
Penyelesaian penyusunan Tugas Akhir ini tentunya tidak terlepas dari peran serta berbagai pihak yang telah memberikan bimbingan dan bantuan baik secara langsung maupun tidak langsung. Oleh karena itu tidak berlebihan bila pada kesempatan kali ini penulis mengucapkan terima kasih kepada :
1. Sang pencipta alam semesta Allah S.W.T
2. Prof. DR. Ir. Teguh Sudarto, MP. Selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Ir. Sutiono, MT. Selaku Dekan Universitas Pembangunan Nasional “Veteran” Jawa Timur.
4. Dr. Ir.Minto Waluyo,MM. Selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
5. Ir. Budi Santoso, MMT Selaku Dosen Pembimbing I Skripsi.
yang sudah membantu pelaksanaan penelitian untuk Tugas Akhir ini.
8. Kedua Orang Tuaku dan Kakak,Adik dan My Lovely Girl (Devy Ayu Nova Angelia) yang tak pernah lelah mendoakan agar pengerjaan Tugas Akhir ini dapat berjalan dengan lancar dan sukses demi keberhasilanku dimasa yang akan datang.
9. Semua pihak (Teman-Teman/Saudara) Farihul Ibad,Dedik Hariadi ,Azmil A’la,Taufik Fahmi,Nila Frensiana semua teman2 Paralel D, Ika, Djuangga (Gopok), Septian (Mbambot), Teguh (Menje), Nuansa (Unyil) dan seluruh teman seperjuangan Teknik Industri angkatan 2007 Paralel A,B,C,D yang tidak bisa saya sebutkan satu-persatu yang telah membantu secara moril dan materiil selama pelaksanaan penelitian dan penyelesaian penulisan Tugas Akhir ini.
Penulis menyadari sepenuhnya bahwa penyusunan Tugas Akhir ini terdapat kekurangan, maka dengan segala kerendahan hati penulis mengharapkan saran dan kritik yang bersifat membangun.
Akhir kata semoga Tugas Akhir ini dapat bermanfaat bagi semua pihak yang membaca. Terima Kasih.
Hormat saya,
KATA PENGANTAR ……….…. i
DAFTAR ISI ……….…. ii
DAFTAR TABEL ………. iii
DAFTAR GAMBAR ………. iv
ABSTRAKSI ……….…. v
BAB I : PENDAHULUAN
1.1 Latar Belakang ………. 1.2 Rumusan Masalah ……… 1.3 Batasan Masalah ……….. 1.4 Asumsi ...……….. 1.5 Tujuan Penelitian ………. 1.6 Manfaat Penelitian ……….. 1.7 Sistematika Penulisan ………..
BAB II : TINJAUAN PUSTAKA
2.7 Penentuan Kapabilitas Proses ……….…...…. 2.8 FMEA (Failure Mode and Effect Analyze) ……...….. 2.8.1 Severity ... 2.8.2 Occurrence ... 2.8.3 Detection ... 2.9 Brainstorming …...……….. 2.10 Penelitian Pendahulu ...………...
BAB III : METODE PENELITIAN
3.1 Lokasi Dan Waktu Penelitian ………... 3.2 Identifikasi dan Definisi Variabel ……….……... 3.2.1 Identifikasi Variabel ... 3.2.2 Definisi Variabel ... 3.3 Metode PengumpulanData ... 3.4 Metode Pengolahan Data ... 3.5 Flowchart Pemecahan Masalah …...………..
BAB IV : HASIL DAN PEMBAHASAN
4.1 Menetapkan karakteristik kualitas (CTQ) kunci ... 4.2 Pengumpulan data ... 4.2.1 Menentukan defect terbesar ... 4.2.2 Menentukan Karakteristik Kualitas (CTQ) ... a.Prosentase defect sepatu boot jenis cacat TTS ... 4.3.1 Analisis kapabilitas proses ...
4.4.1 Menghitung nilai FMEA ... 4.4.2 Membuat tabel FMEA ... 4.4.3 Usulan Prioritas tindakan Perbaikan ... 4.5 Control ...
BAB V : KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 5.2 Saran ...
DAFTAR PUSTAKA
LAMPIRAN
79 80 85 86
87 88
Tabel Judul Hal
Tabel 2.1 : Pencapaian tingkat Six Sigma ... 15
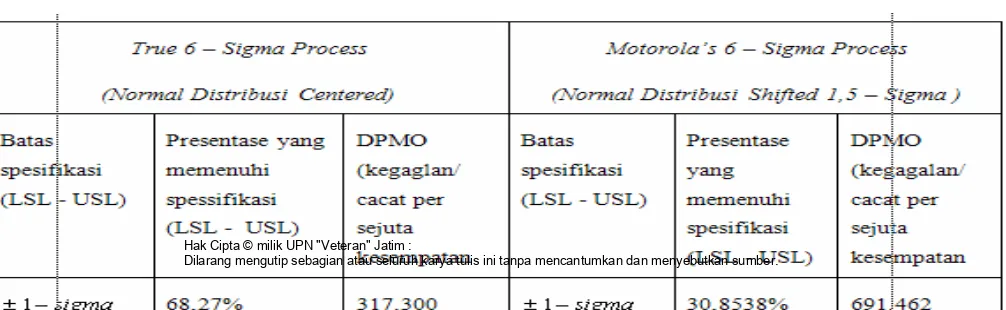
Tabel 2.2 : Perbedaan True Six Sigma dengan Motorolla Six Sigma ... 20
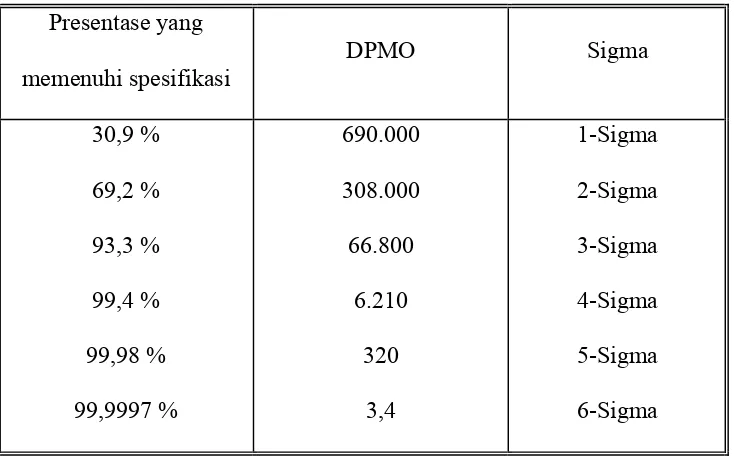
Tabel 2.3 : Tabel Konversi Sigma Motorolla ... 29
Tabel 2.4 : Skala Penilaian Severity ... 36
Tabel 2.5 : Skala Penilaian Occurrence ... 37
Tabel 2.6 : Skala Penilaian Detection ... 38
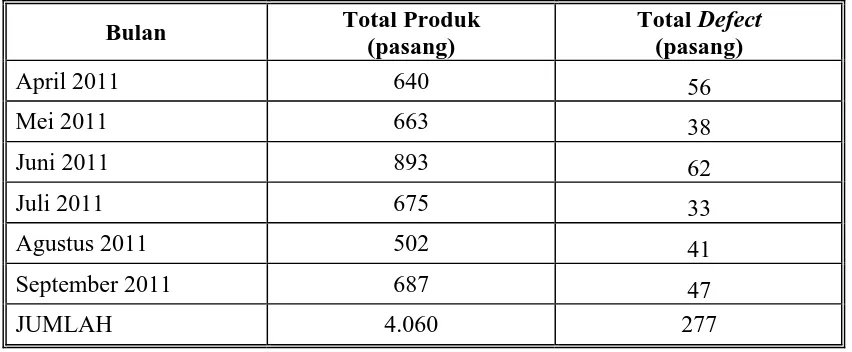
Tabel 4.1 : Jumlah produk dan defect pada sepatu boot ... 53
Tabel 4.2 : Data defect jenis CTQ pada sepatu boot ... 54
Tabel 4.3 : Prosentase defect pada sepatu boot ... 55
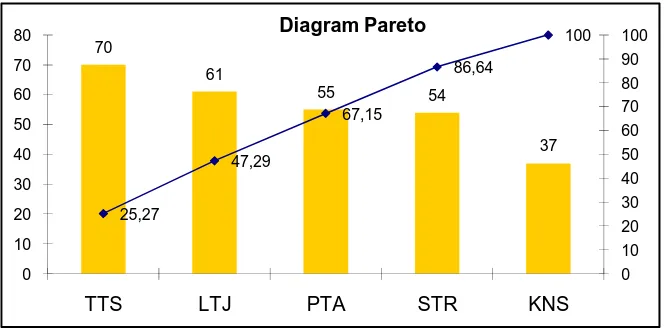
Tabel 4.4 : Prosentase jenis defect pada sepatu boot ... 56
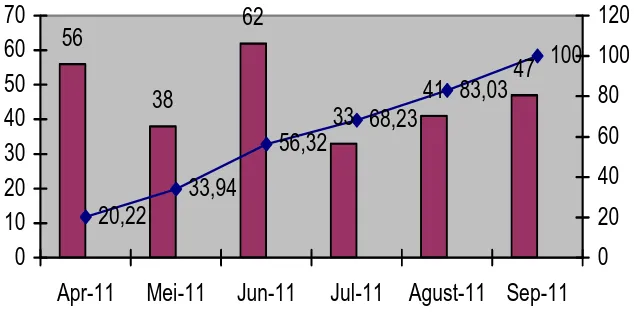
Tabel 4.5 : Jumlah dan prosentase defect bulan April-September 2011 ... 57
Tabel 4.6 : Data prosentase defect sepatu boot jeis cacat TTS ... 58
Tabel 4.7 : Prosentase defect sepatu boot jenis cacat LTJ ... 59
Tabel 4.8 : Prosentase defect sepatu boot jenis cacat KNS ... 60
Tabel 4.9 : Prosentase defect sepatu boot jenis cacat PTA ... 61
Tabel4.10: Prosentase defect sepatu boot jenis cacat STR ... 62
Tabel4.11: DPMO dan sigma pada sepatu boot ... 64
Tabel4.12: DPMO dan sigma pada sepatu boot ... 65
iii
Tabel4.16: DPMO dan sigma pada sepatu boot ... 70
Tabel4.17: DPMO dan sigma pada sepatu boot ... 71
Tabel4.18: Rekapan nilai kapabilitas proses produksi sepatu boot ... 72
Tabel4.19: Failure Mode and Effect Analisis (FMEA) ... 82
Gambar Judul Hal
Gambar 2.1 : Contoh Gambar Pareto ... 10
Gambar 2.2 : Histogram ... 11
Gambar 2.3 : Contoh Fish Bone chart ... 13
Gambar 2.4 : Konsep Six Sigma Motorolla dengan Distribusi Normal bergeser 1,5-Sigma ... 19
Gambar 2.5 : Proses DMAIC ... 21
Gambar 3.1 : Flowchart ... 46
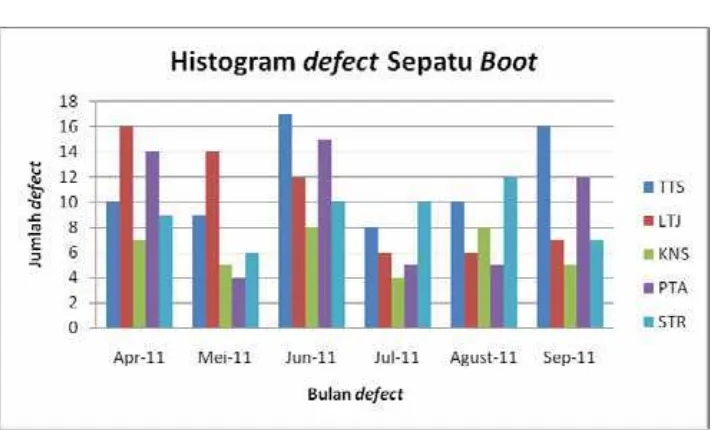
Gambar 4.1 : Jumlah jenis defect sepatu boot ... 54
Gambar 4.2 : Diagram Pareto (defect) pada sepatu boot ... 56
Gambar 4.3 : Diagram Pareto ( jenis defect) pada sepatu boot ... 57
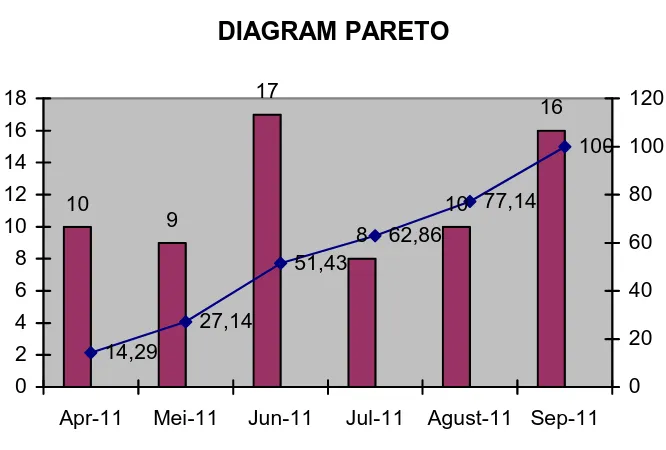
Gambar 4.4 : Diagram Pareto (defect) sepatu boot jenis TTS ... 58
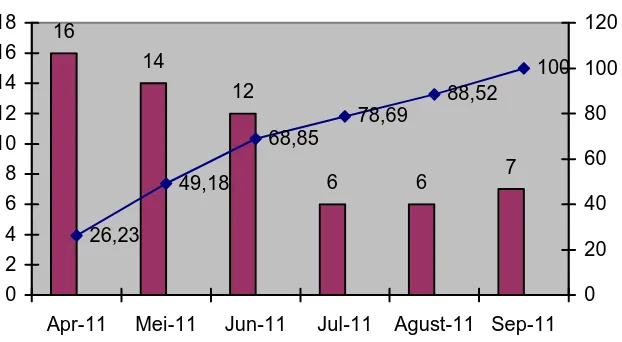
Gambar 4.5 : Diagram Pareto (defect) sepatu boot jenis LTJ ... 59
Gambar 4.6 : Diagram Pareto (defect) sepatu boot jenis KNS ... 60
Gambar 4.7 : Diagram Pareto (defect) sepatu boot jenis PTA ... 61
Gambar 4.8 : Diagram Pareto (defect) sepatu boot jenis STR ... 62
Gambar 4.9 : Diagram Sebab Akibat kecacatan Sol sepatu tidak rata(STR).. 73
Gambar 4.10 : Diagram Sebab Akibat kecacatan Tepi bagian atas sepatu tidak Sama (TTS) ... 74
Gambar 4.11 : Diagram Sebab Akibat kecacatan Logo tidak jelas (LTJ) ... 75
Gambar 4.12 : Diagram Sebab Akibat kecacatan Kain nylon sobek/lubang (KNS) ... 77
Is a series of overall quality and distinctive characteristics of a product or service as a whole or in satisfying the needs of consumers. Consumers as users become more critical in choosing a product or wear or use products and therefore this situation resulted in increasingly important role of quality.
problems in this PT.Wangta Agung is still the product defect boots. Due to relatively high levels of these defects greatly affect the quality of boots is therefore necessary to control quality control integrated with Six Sigma DMAIC aimed at a partial solution to overcome the problems of enterprises today.
Purpose of this study was to identify factors that have a significant influence on the quality of boots so that later in an optimal number of defects that occur can be suppressed with a minimum (zero defect). Separately controlling boots used six sigma method by analyzing the boots produced so that later obtained baseline level of performance that describes the level of output and value DPMO sigma quality level (SQL) for six months.
Case studies show that high levels of the DPMO boots are there in April 2011 at DPMO = 17 500 with a value of 3.608 means that the quality SQL boots this month is still a long way to achieve zero defect because it has a disability percentage of 1.75%. Whereas for the smallest level DPMO occurred in July 2011 with DPMO = 9770 and SQL value = 3.835. Boots products during the month of April 2011 - September 2011 has DPMO rate of 13 640 with the SQL value of 3.707. Of calculating the value of the FMEA table, then get priority in the improvement is on the human factor with RPN = 180 with the proposed improvements to provide training to operators and directed the operators to be more disciplined and rigorous in carrying out the production process.
Keyword : Defect, Six Sigma DMAIC, Baseline, DPMO, Sigma Quality Level (SQL),
FMEA
Kualitas merupakan rangkaian keseluruhan karakterstik dan keistimewaan dari suatu produk atau jasa dalam memuaskan sebagian atau
keseluruhan kebutuhan dari konsumen. Konsumen sebagai pemakai produk semakin kritis dalam memilih atau memakai produk oleh karena itu keadaan ini mengakibatkan peranan kualitas semakin penting.
Permasalahan di PT. Wangta Agung ini adalah masih terjadinya defect produk Sepatu boot. Akibat relatif tingginya tingkat defect ini sangat mempengaruhi kualitas Sepatu boot oleh karena itu perlu adanya pengendalian kontrol kualitas yang diintegrasikan dengan Six Sigma DMAIC yang bertujuan sebagai solusi untuk mengatasi permasalahan perusahaan saat ini.
Tujuan dari penelitian ini adalah untuk mengidentifikasi faktor-faktor yang mempunyai pengaruh signifikan terhadap kualitas Sepatu boot sehingga nantinya secara optimal jumlah defect yang terjadi dapat ditekan dengan seminimal mungkin (zero defect). Untuk pengendalian kualitas Sepatu boot digunakan metode Six Sigma dengan cara menganalisa dari Sepatu boot yang dihasilkan sehingga nantinya didapatkan baseline kinerja tingkat output yang menggambarkan tingkat DPMO serta Nilai Sigma Quality Level (SQL) selama enam bulan.
Hasil penelitian menunjukkan bahwa tingginya tingkat DPMO pada sepatu boot adalah terdapat pada bulan April 2011 sebesar DPMO = 17.500 dengan nilai SQL sebesar 3,608 berarti kualitas produk sepatu boot pada bulan ini masih jauh untuk mencapai zero defect karena memiliki persentase kecacatan sebesar 1,75%., sedangkan untuk tingkat DPMO yang terkecil terjadi pada bulan Juli 2011 dengan DPMO = 9.770 dan nilai SQL = 3,835. Produk Sepatu boot selama bulan April 2011 – September 2011 memiliki tingkat DPMO sebesar 13.640 dengan nilai SQL sebesar 3,707. Dari penghitungan nilai pada tabel FMEA, maka didapatkan prioritas utama dalam perbaikan adalah pada faktor manusia dengan RPN = 180 dengan memberikan usulan perbaikan Memberikan training kepada operator dan pengarahan kepada operator agar lebih disiplin dan teliti dalam menjalankan proses produksi.
BAB I
PENDAHULUAN
1.1Latar Belakang
Kualitas merupakan keseluruhan karakteristik dan keistimewaan dari suatu produk atau jasa yang dihasilkan dari kemampuan produk atau jasa untuk memuaskan sebagian atau secara keseluruhan kebutuhan dari konsumen. Konsumen sebagai pemakai produk semakin kritis dalam memilih atau memakai produk, keadaan ini mengakibatkan peranan kualitas semakin penting. Berbagai macam metode dikembangkan untuk mewujudkan suatu kondisi yang ideal dalam sebuah proses produksi, yaitu zero defect atau tanpa cacat.
PT.Wangta Agung adalah perusahaan manufaktur yang memproduksi jenis Sepatu Boot didalam produksinya dengan jumlah karyawan ± 300 orang,PT. Wangta Agung sering mengalami masalah didalam hasil produksi pembuatan sepatu boot. Sepatu Boot yang dihasilkan sering mengalami kecacatan seperti Penomeran sepatu tidak ada, logo produk kurang jelas, dan lain sehingga sepatu boot yang cacat akan di proses ulang kembali (re-cyle) kembali dengan prosentase kecacatan secara keseluruhan sebesar 6,82%. Hal ini merugikan perusahaan karena akan memakan waktu produksi dan menimbulkan biaya tambahan yang semestinya tidak terjadi sehingga dilakukan analisa tingkat kualitas produk sepatu
boot sebagai upaya untuk mengurangi tingkat kecacatan (defect) Sepatu Boot.
Karakteristik dari perusahaan ini dalam hal jumlah produk yang diproduksi secara
Dengan menggunakan metode six sigma melalui pendekatan DMAIC akan mengetahui faktor-faktor apa saja yang mempengaruhi kualitas yang menjadi akar penyebab masalah dari proses produksi sepatu boot sehingga dapat menentukan tindakan perbaikan yang tepat untuk memperbaiki kualitas produksi sepatu tersebut serta meminimalkan jumlah defect yang terjadi pada proses produksi sehingga akan menghemat biaya, waktu dan tenaga dan menjadikan kepuasan tersendiri bagi pelanggan. Oleh karena itu, penelitian ini dapat dilakukan PT. Wangta Agung karena adanya masalah diatas.
Pada penelitian ini ada dua peneliti pandahulu yang telah menggunakan Six Sigma adalah Farihul Ibad pada tahun 2010 dengan judul penelitian “Analisis kualitas Aluminium Fluorida (AlF3 ) dengan metode Six Sigma di PT.Petrokimia Gresik Tbk” dan Moses L.Singgih dan Renanda pada tahun 2008 dengan judul penelitian “ Peningkatan kualitas produk kertas dengan menggunakan pendekatan Six Sigma di pabrik kertas Y “
1.2Rumusan Masalah
Berdasarkan latar belakang diatas, maka permasalahan yang akan dibahas dalam penelitian ini dapat dirumuskan sebagai berikut : “Berapa tingkat kualitas
Sepatu Boot dengan menggunakan metode six sigma di PT.WANGTA AGUNG
Surabaya?”.
1.3 Batasan Masalah
Adapun Batasan masalah dalam penelitian ini adalah : 1. Penelitian hanya dilakukan pada produk sepatu boot
3. Pendekatan Six sigma yang digunakan adalah DMAIC
4. Tahap Control dilakukan oleh perusahaan sedangkan tahap Improve hanya sebatas usulan pada pihak perusahaan.
1.4 Asumsi
Asumsi-asumsi dalam penelitian ini adalah sebagai berikut :
1. Data yang digunakan dalam penelitian ini sudah mewakili data hasil kecacatan per bulan.
2. Produksi berjalan normal selama penelitian berlangsung.
1.5 Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah sebagai berikut :
1. Mengetahui faktor–faktor penyebab terjadinya defect pada pembuatan produk Sepatu Boot.
2. Menganalisis kualitas produk berdasarkan Metode Six Sigma.
3. Memberikan rencana usulan perbaikan dengan menggunakan FMEA (Failure
Mode and Effect Analyze).
1.5 Manfaat Penelitian
Adapun manfaat yang hendak dicapai dalam penelitian ini adalah sebagai berikut :
Dapat mngetahui kinerja proses produksi dari segi level sigma dan dapat mengetahui prioritas tindakan dan tindakan yang harus dilakukan.
2. Bagi Peneliti :
Dapat memenuhi persyaratan kelulusan program pendidikan S1 di UPN ‘Veteran’ Jatim dan menambah pengetahuan mengenai analisis kualitas produk Sepatu Boot dengan pendekatan DMAIC
3. Manfaat bagi Universitas
Diharapkan dapat bermanfaat bagi mahasiswa yang mengadakan penelitian dengan permasalahan yang serupa dan untuk penelitian lebih lanjut dimasa yang akan datang.
1.7 Sistematika Penulisan
Sistematika penulisan yang digunakan dalam pelaksanaan penelitian ini adalah:
BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, perumusan masalah, tujuan penelitian, manfaat, asumsi, dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
menganalisa data-data yang diperoleh secara langsung maupun tidak langsung yaitu teori tentang DMAIC.
BAB III METODE PENELITIAN
Bab ini berisi tentang langkah-langkah dalam melakukan penelitian, mulai dari lokasi pencarian data, metode pengambilan data, identifikasi variabel, dan metode pengolahan data, yang dilakukan untuk mencapai tujuan dari penelitian selama pelaksanaan penelitian.
BAB IV HASIL DAN PEMBAHASAN
Bab ini berisi tentang data-data yang telah terkumpul, kemudian diolah dengan menggunakan metode yang digunakan untuk menyelesaikan masalah yang ada.
BAB V KESIMPULAN DAN SARAN
Bab ini merupakan penutup tulisan yang berisi kesimpulan dan saran mengenai analisa yang telah dilakukan sehingga dapat memberikan suatu rekomendasi sebagai masukan ataupun perbaikan bagi pihak perusahaan.
DAFTAR PUSTAKA
TINJAUAN PUSTAKA
2.1 Definisi Kualitas
Kualitas dalam konteks peningkatan proses adalah bagaimana baiknya kulitas
suatu produk (barang dan/atau jasa) itu memenuhi spesifikasi dan toleransi yang
ditetapkan oleh desain dan pengembangan dari suatu perusahaan. Spesifikasi dan
toleransi yang ditetapkan oleh bagian desain dan pengembangan produk yang
disebut sebagai kualitas desain (Quality of design) harus berorientasi kepada
kebutuhan dan ekspektasi pelanggan (Gaspersz,V 2001).
Menentukan kualitas produk harus dibedakan antara produk manufaktur atau
barang (goods) dengan produk layanan (service) karena keduanya memiliki
banyak perbedaan. Menyediakan produk layanan (jasa) berbeda dengan
menghasilkan produk manufaktur dalam beberapa cara. Perbedaan tersebut
mempunyai implikasi penting dalam manajemen kualitas. Perbedaan antara
produk manufaktur dengan produk layanan adalah : (Purnama,2006)
1. Kebutuhan konsumen dan standart kinerja sering kali sulit diidentifikasi
dan diukur, sebab masing-masing konsumen mendefinisikan kualitas
sesuai keinginan mereka dan berbeda satu sama lain.
2. Produksi layanan memerlukan tingkatan “customization atau individual
sasarannya adalah keseragaman. Sedangkan dalam jasa harus
menyesuaikan layanan mereka dengan konsumen individual.
3. Output sistem layanan tidak berwujud, sedangkan dalam manufaktur
berwujud. Kualitas produk manufaktur dapat diukur berdasar spesifikasi
desain, sedangkan kualitas layanan pengukurannya subyektif menurut
pandangan consume, dikaitkan dengan harapan dan pengalaman mereka.
Produk manufaktur jika rusak bias ditukar dan diganti, sementara produk
layanan harus diikuti permohonan maaf dan reparasi.
4. Produk layanan diproduksi dan dikonsumsi secara bersama-sama,
sedangkan produk manufaktur diproduksi sebelum dikonsumsi. Produk
layanan tidak bisa disimpan atau diperiksa sebelum disampaikan ke
konsumen.
5. Konsumen seringkali terlibat dalam proses layanan dan hadir ketika layana
dibentuk, sedangkan produk manufaktur dibentuk diluar keterlibatan
langsung dari konsumen.
6. Layanan secara umum padat tenaga kerja, sedangkan manufaktur lebih
banyak padat modal. Kualitas interaksi antara produsen dan konsumen
merupakan faktor vital dalam penciptaan layanan.
7. Banyak organisasi layanan harus menangani sangat banyak transakasi
konsumen.
Menurut Garvin(1996) untuk melihat kualitas produk manufaktur
1. Performance, karakteristik utama suatu produk yang tercermin dari
kemampuan produk dalam menjalankan fungsi utama
2. Feature, karakteristik pelengkap yang membedakan suatu produk
dengan produk lain dan bisa member kesan berbeda
3. Reliability, keandalan suatu produk bila digunakan selama waktu
tertentu
4. Conformance, kesesuaian produk dengan spesifikasi yang telah
ditentukan
5. Durability, tingkat keawetan produk yang digambarkan dengan umur
ekonomis produk atau seberapa lama produk member manfaat
ekonomis.
6. Serviceability, kemudahan dalam perawatan produk, kemudahan
menemukan pusat-pusat reparasi jika produk mengalami kerusakan,
dan kemudahan mendapatkan suku cadang jika ada suku cadang yang
perlu diganti.
7. Aesthethic, nilai keindahan atau daya tarik produk, bagaimana daya
tarik produk.
8. perceived, reputasi produk atau citra produk.
Secara tradisional, para pembuat produk (manufacturers) biasanya
melakukan inspeksi terhadap produk setelah produk itu selesai dibuat dengan
jalan menyortir produk yang baik dari yang jelek, kemudian mengerjakan ulang
bagian-bagian produk yang cacat itu. Dengan demikian pengertian tradisional
tentang konsep pengedalian kualitas hanya berfokus pada aktifitas inspeksi untuk
mencegah lolosnya produk-produk cacat ke tangan pelanggan. Kegiatan inspeksi
ini dipandang dari perspektif sistem manajemen kualitas ISO 9001:2000 adalah
sia-sia, karena tidak memberikan kontribusi kepada peningkatan kualitas (quality
improvement).
Pada masa sekarang, terutama dengan berlakunya sistem manajemen
kualitas ISO 9001:2000, pengertian dari konsep pengendalian kualitas adalah
lebih luas daripada sekedar aktifitas inspeksi yang mengandalkan pada strategi
pendeteksian (strategy of detection). Pengertian pengendalian kualitas
berdasarkan konsep ISO 9001:2000 berorientasi pada tindakan prefentif (klausul
8.5.3 dari ISO 9001:2000)
Salah satu cirri dari pengendalian kualitas modern adalah bahwa di
dalamnya terdapat aktifitas yang berorientasi pada tindakan pencegahan
kerusakan, dan bukan bukan berfokus pada upaya untuk mendeteksi kerusakan
saja. Kualitas melalui inspeksi saja tidak cukup dan hal itu terlalu mahal.
Meskipun tetap menjadi persyaratan untuk melakukan beberapa inspeksi singkat
atau audit terhadap produk akhir, tetapi usaha pengendalian kualitas dari
perusahaan seharusnya lebih difokuskan pada tindakan pencegahan sebelum
terjadinya kerusakan dengan jalan melakukan aktifitas secara baik dan benar pada
prinsip ini, usaha peningkatan kualitas akan mampu mengurangi ongkos produksi.
Berkaitan dengan hal ini perlu dibangun suatu sistem pengendalian proses sebagai
implementasi dari tindakan prefentif (klausul 8.5.3 dari ISO 9001:2000) dalam
sistem manajemen kualitas itu(Gaspersz,V 2002).
Dalam pengendalian kualitas terdapat alat-alat yang menggunakan data
numerik untuk mengadakan perbaikan kualitas pada penelitian ini antara lain
sebagai berikut:
a. Pareto
Analisis pareto adalah proses dalam mempersingkat kesempatan untuk
menentukan yang mana dari kesempatan potensial yang banyak harus dikejar
lebih dahulu. Ini juga dikenal sebagai “memisahkan sedikit yang penting dari
banyak yang sepele”.
Analisis pareto harus digunakan pada berbagai tahap dalam suatu program
peningkatan kualitas untuk menentukan langkah mana yang diambil
berikutnya. Analisis pareto digunakan untuk menjawab pertanyaan
seperti”departemen apa yang harus memiliki tim SPC berikutnya?” atau
“pada jenis kerusakan apa kita seharusnya mengkonsentrasikan usaha ?”
Gambar 2.1 Contoh Pareto
b. Histogram
Histogram adalah alat yang digunakan untuk menunjukkan variasi data
pengukuran dan variasi setiap proses. Berbeda dengan pareto chart yang
penyusunanya menurut urutan yang memiliki proporsi terbesar ke kiri hingga
proporsi terkecil, histogram ini penyusunannya tidak menggunakan urutan
apapun.
Contoh histogram dapat dilihat pada gambar 2.2
Gambar 2.2 Histogram
Sumber: Schonberger dan Knood (1997) 0
5 10 15 20 25 30
Gumpil Pecah Retak Kait Rusak
Jenis Cacat
Ju
m
lah
C
c. Diagram Sebab-Akibat
Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan
antara sebab dan akibat. Berkaitan dengan pengendalian proses statistikal,
diagram sebab-akibat dipergunakan untuk menunjukkan factor-faktor
penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh
faktor-faktor penyebab itu. Diagram sebab-akibat ini sering juga disebut
diagram tulang ikan (fishbone diagram) karena bentuknya seperti kerangka
ikan, atau diagram ishikawa (ishikawa’s diagram) karena pertama kali
diperkenalkan oleh prof. Kaoru Ishikawa dari Universitas Tokyo pada tahun
1943(Gaspersz,2002).
Pada dasarnya diagram sebab-akibat dapat dipergunakan untuk kebutuhan
berikut:
Membantu mengidentifikasi akar penyebab dari suatu masalah
Membantu membangkitkan ide-ide untuk solusi suatu masalah
Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Menurut Pande&Neuman(2002), Langkah-langkah dalam pembuatan
Mulai dengan pernyataan masalah-masalah utama yang penting dan
mendesak untuk diselesaikan.
Tuliskan pernyataan masalah itu pada kepala ikan, yang merupakan
akibat (effect). Tuliskan pada sisi sebelah kanan dari kertas , kemudian
gambarkan tulang belakang dari kiri ke kanan dan tempatkan
pernyataan masalah itu dalam kotak.
Tuliskan faktor-faktor penyebab utama yang mempengaruhi masalah
kualitas sebagai tulang besar, juga ditempatkan dalam kotak.
Faktor-faktor penyebab atau kategori-kategori utama dapat dikembangkan
melalui stratifikasi ke dalam pengelompokan dari faktor-faktor;
manusia, mesin, peralatan, material, metode, lingkungan, dll, atau
stratifikasi melalui langkah-langkah actual dalam proses. Faktor-faktor
penyebab atau kategori-kategori dapat dikembangkan melalui
brainstorming.
Tuliskan penyebab sekunder yang mempengaruhi
penyebab-penyebab utama, serta penyebab-penyebab-penyebab-penyebab sekunder itu dinyatakan
sebagai tulang berukuran sedang.
Tuliskan penyebab tersier yang mempengaruhi
penyebab-penyebab sekunder, serta penyebab-penyebab-penyebab-penyebab tersier itu dinyatakan
sebagai tulang berukuran kecil.
Tentukan item-item yang penting dari setiap faktor dan tandailah
faktor-faktor penting tertentu yang kelihatannya memiliki pengaruh
Catatlah informasi yang perlu di dalam diagram sebab-akibat itu.
Gambar 2.3 Contoh Fish bone chart
2.3 Six Sigma
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai
sebagaimana yang mereka harapkan. Apabila produk (barang dan/atau jasa)
diproses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4
kegagalan per sejuta kesempatan (DPMO) atau mengharapkan bahwa 99,99966 %
dari apa yang diharapkan pelanggan akan ada dalam produk tersebut. Dengan
demikian Six Sigma dapat dijadikan ukuran target kinerja sistem industri tentang
bagaimana baiknya suatu proses transaksi produk antara pemasok (industri) dan
pelanggan (pasar). Semakin tinggi target sigma yang dicapai, kinerja sistem
industri akan semakin baik. Sehingga Six Sigma dapat dipandang sebagai
pengendalian proses industri berfokus pada pelanggan, melalui penekanan pada
Sigma adalah abjad Yunani ( ) yang yang menotasikan standart deviasi
suatu proses pada statistik yang menunjukkan jumlah variasi atau ketidaktepatan
suatu proses. Dengan kata lain, sigma merupakan unit pengukuran statistikal yang
mendeskripsikan distribusi tentang nilai rata-rata (mean) dari setiap proses atau
prosedur.
Six sigma merupakan suatu visi peningkatan kualitas menuju target 3,4
kegagalan per sejuta kesempatan (DPMO) untuk setiap transaksi produk (barang
dan/atau jasa). Upaya giat menuju kesempurnaan (zero defect-kegagalan nol). .
(Sumber : Gaspersz,2002).
Simbol Sigma ( ) sendiri seringkali dihubungkan dengan kemampuan
proses yang terjadi terhadap produk yang diukur dengan defect per million
opportunities (DPMO). Sumber dari defect atau cacat hampir selalu dihubungkan
dengan variasi, misalnya variasi material, prosedur, perlakuan proses. Dengan
demikian Six Sigma sendiri telah mengalami pertambahan lingkup seperti
keterlambatan deadline, variabilitas lead time, dan lain-lain. Maka perhatian
utama dari Six Sigma ini adalah variasi karena dengan adanya variasi maka kurang
memenuhi spesifikasi dengan demikian mempengaruhi potensi pasar bahkan juga
pertumbuhan pendapatan.
Tingkat kualitas sigma biasanya juga dipakai untuk menggambarkan variasi
dari suatu proses. Semakin tinggi tingkat sigma maka semakin kecil toleransi yang
diberikan pada kecacatan dan semakin tinggi kemampuan proses. Sehingga variasi
defect, biaya-biaya proses, waktu siklus proses mengalami penurunan dan
kepuasan konsumen meningkat. (Gaspersz,2002).
Tingkat six sigma sering dihubungkan dengan kapabilitas proses yang
dihitung dalam Defect per Million Opportunities (DPMO). Beberapa tingkat
pencapaian six sigma sebagai berikut :
Tabel 2.1. : Pencapaian Tingkat Six Sigma
Tingkat
Pencapaian Sigma
DPMO Hasil Keterangan
1-Sigma 691.462 31% Sangat tidak kompetitif
2-Sigma 308.538 69,2% Rata-rata industri Indonesia
3-Sigma 66.807 93,32% Rata-rata industri Indonesia
4-Sigma 6.210 99,379% Rata-rata industri USA
5-Sigma 233 99,977% Rata-rata industri USA
6-Sigma 3,4 99,9997% Industri kelas mapan/dunia
Sumber(Gaspersz 2002)
“ Setiap peningkatan atau pergeseran 1-Sigma akan memberikan
peningkatan keuntungan sekitar 10% dari penjualan ”
Pada dasarnya pelanggan akan puas jika mereka menerima nilai
sebagaimana yang mereka harapkan. Apabila produk diproses pada tingkat
kualitas Six Sigma, perusahaan boleh mengharapkan 3,4 kegagalan per sejuta
pelanggan akan ada dalam produk tersebut. Dengan demikian Six Sigma dapat
dijadikan ukuran target kinerja sistem industri tentang bagaimana baiknya suatu
proses transaksi produk antara pemasok (industri) dan pelanggan (pasar). Semakin
tinggi target sigma yang dicapai, kinerja sistem industri akan semakin baik. Six
Sigma juga dapat dipandang sebagai pengendalian proses industri berfokus pada
pelanggan, melalui penekanan pada kemampuan proses (process capability).
(Gaspersz 2002).
Menurut Gaspersz (2002) dalam aplikasi konsep six sigma terdapat 6 aspek
kunci yaitu :
1. Identifikasi pelanggan.
2. Identifikasi produk.
3. Identifikasi kebutuhan dalam memproduksi produk untuk pelanggan.
4. Definisi proses.
5. Menghindari kesalahan dalam proses dan menghilangkan pemborosan
yang terjadi.
6. Meningkatkan proses secara terus menerus menuju target yang telah
ditetapkan.
Terdapat 6 aspek kunci yang perlu diperhatikan dalam penerapan Six
Sigma dibidang manufakturing, yaitu :
1. Identifikasi karakteristik produk yang akan memuaskan pelanggan (sesuai
kebutuhan dan ekspektasi pelanggan).
2. Mengklasifikasikan semua karakteristik kualitas itu sebagai CTQ (Critical
To Quality) individual. Critical To Quality adalah atribut-atribut yang
kebutuhan dan kepuasan pelanggan. CTQ merupakan elemen dari suatu
produk, proses atau praktek-praktek yang berdampak langsung pada
kepuasan pelanggan.
3. Menentukan apakah setiap CTQ itu dapat dikendalikan melalui
pengendalian material, mesin, proses-proses kerja, dll.
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang
diinginkan pelanggan (menentukan nilai USL dan LSL dari setiap CTQ).
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan
nilai maksimum standart deviasi untuk setiap CTQ).
6. Mengubah desain produk atau proses sedemikian rupa agar mampu
mencapai nilai target Six Sigma. (Gaspersz,2002).
Six Sigma tidak muncul begitu saja. Sejak dulu konsep ilmu manajemen
sudah berkembang di Amerika, kemudian dilanjutkan dengan gebrakan
manajemen Jepang dengan konsep Total Quality. Total Quality Manajemen juga
merupakan program peningkatan yang terfokus. Didalam Six Sigma terdapat lebih
banyak tool improvement yang bisa dipakai. Selain itu didalam six sigma akan
diperkenalkan suatu konsep mengenai defect, opportunity, DPMO, yang menjadi
rujukan nilai sigma proses.
2.3.1Konsep Six Sigma Motorola
Pada dasarnya pelanggan akan puas apabila mereka menerima
nilaisebagaimana yang mereka harapkan. Apabila produk (barang / jasa) di
proses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4
kegagalan persejuta kesempatan (DPMO) atau mengharapkan bahwa 99,99%
demikian Six Sigma dapat dijadikan ukuran target kinerja sistem industri
tentang bagaimana baiknya suatu proses transaksi produk antara pemasok
(industri) dan pelanggan (pasar). Semakin tinggi target Sigma yang dicapai ,
kinerja sistem industri akan semakin baik.
Six Sigma juga dapat dianggap sebagai strategi terobosan yang
memungkinkan perusahaan melakukan peningkatan luar biasa (dramatic) di
tingkat bawah. Six Sigma juga dapat dipandang sebagai pengendalian proses
industri berfokus pada pelanggan, melalui penekanan pada kemampuan proses
(process capability).
Pendekatan pengendalian proses 6-sigma Motorola (Motorola’s Six
Sigma process control) mengizinkan adanya pergeseran nilai rata-rata (mean)
setiap CTQ individu dari proses industri terhadap nilai spesefikasi target (T)
sebesar 1,5–sigma , sehingga menghasilkan 3,4 DPMO (defect per million
opportunities). Dengan demikian berdasarkan konsep Six Sigma Motorola,
berlaku penyimpangan :(mean–Target ) =
T
= 1,5 atau
T 1,5 . Disini (mu) merupakan nilai rata–rata (mean) dari proses,
sedangkan (sigma) merupakan variasi proses.
Proses Six Sigma dengan distribusi normal yang mengizinkan nilai
rata–rata (mean) proses bergeser 1,5–sigma dari nilai spesifikasi target kualitas
T
- 1,5 sigma +1,5 sigma
mean
LSL USL
- 6sigma - 3sigma - 2sigma - 1sigma + 1sigma + 2sigma + 3sigma + 6 sigma
Keterangan : sigma dalam bagan menunjukkan ukuran variasi dari proses yang stabil mengikuti
distribusi normal
Gambar 2.4 : Konsep Six sigma Motorola dengan Distribusi Normal
bergeser 1,5–Sigma. Sumber : Vincent Gaspersz,2002
Konsep Six Sigma Motorola dengan pergeseran nilai rata – rata (mean)
dari proses yang diizinkan sebesar 1,5 –sigma (1,5 x standard deviasi
maksimum ) adalah berbeda dari konsep Six Sigma dalam distribusi normal
yang umum dipahami selama ini yang tidak mengizinkan pergeseran dalam
nilai rata – rata (mean) dari proses. Perbedaan itu ditunjukkan dalam Tabel 2.3
Sumber : Vinscent Gasperz , 2002
2.4 DMAIC (Define, measure, analyze, improve, control)
Merupakan proses untuk peningkatan terus – menerus menuju target Six
Sigma. Program peningkatan kualitas Six Sigma dapat dilaksanakan
menggunakan pendekatan DMAIC (Define, Measure, Analyze Improve, and
Control ) secara sistematik. Dukungan manajemen puncak dalam program
peningkatan kualitas Six Sigma dapat dilihat melalui komitmen manajemen
Motorola Corporation yang merumuskan kebijakan dan prinsip – prinsip kualitas
dalam sebuah booklet.
DMAIC dilakukan secara sistematik, berdasarkan ilmu pengetahuan dan
sering berfokus pada pengukuran–pengukuran baru, dan menetapkan teknologi
untuk peningkatan kualitas menuju target Six Sigma. (Gaspersz,V,2002).
Gambar 2.5 Proses DMAIC
2.4.1. Define
Merupakan langkah operasional pertama dalam program peningkatan
kualitas Six Sigma. Pada tahap ini, yang paling penting untuk dilakukan adalah
identifikasi produk dan/atau proses yang akan diperbaiki. Kita harus menetapkan
prioritas utama tentang masalah-masalah dan/atau kesempatan peningkatan
kualitas mana yang akan ditangani terlebih dahulu. Pemilihan proyek terbaik
adalah berdasarkan pada identifikasi proyek yang sesuai dengan kebutuhan,
kapabilitas dan tujuan organisasi. Langkah kedua yaitu pernyataan tujuan proyek
harus ditetapkan untuk setiap proyek Six Sigma yang terpilih. Pernyataan tujuan
yang benar menurut Gasperz,V.(2002) adalah apabila mengikuti prinsip SMART
Specific Tujuan proyek peningkatan kualitas Six Sigma harus bersifat
spesifik yang dinyatakan dengan tegas. Tim peningkatan
kualitas Six Sigma harus menghindari pernyataan-pernyataan
tujuan yang bersifat umum dan tidak spesifik. Pernyataan tujuan
seyogianya menggunakan kata kerja, seperti : menaikkan,
menurunkan, menghilangkan, dll.
Measurable Tujuan proyek peningkatan kualitas Six Sigma harus dapat
diukur menggunakan indikator pengukuran yang tepat guna
mengevaluasi keberhasilan, peninjauan-ulang, dan tindakan
perbaikan diwaktu mendatang. Pengukuran harus mampu
memunculkan fakta-fakta yang di-nyatakan secara kuantitatif
menggunakan angka-angka.
Achievable Tujuan program peningkatan kualitas Six Sigma harus dapat
dicapai melalui usaha-usaha yang menantang
(challenging effort).
Result-oriented Tujuan program peningkatan kualitas Six Sigma harus berfokus
pada hasil-hasil berupa pencapaian target-target kualitas yang
ditetapkan, yang ditunjukkan melalui penurunan DPMO (defect
per million opportunities), peningkatan kapabilitas proses
(cpm;cpmk), dll.
Time-bound Tujuan program peningkatan kualitas Six Sigma harus
menetapkan batas waktu pencapaian tujuan itu dan harus dicapai
secara tepat waktu.
Tahap ini merupakan langkah operasional kedua dalam program
peningkatan kualitas Six Sigma. Terdapat 3 hal pokok yang harus dilakukan dalam
tahap Measure,Gasperz,V.(2002) yaitu :
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan.
2. Melakukan pengumpulan data melalui pengukuran yang dapat
dilakukan pada tingkat proses, output dan outcome.
Sebelum melakukan pengukuran, terlebih dahulu harus
membedakan apakah data yang diukur itu merupakan data variabel
atau data atribut. Data variabel merupakan data kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan
analisis. Data variabel bersifat kontinyu. Contoh data variabel
karakteristik kualitas adalah : diameter pipa, ketebalan produk kayu
lapis, berat semen dalam kantong, konsentrasi elektrolit dalam persen,
dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume.
Data atribut merupakan data kualitatif yang dihitung menggunakan
daftar pencacahan atau tally untuk keperluan pencatatan dan analisis.
Data atribut bersifat diskrit. Contoh data atribut karakteristik kualitas
adalah : ketiadaan label pada kemasan produk, kesalahan proses
administrasi buku tabungan nasabah, banyaknya jenis cacat pada
produk, banyaknya produk kayu lapis yang cacat karena corelap, dan
lain-lain.
3. Mengukur kinerja sekarang (current performance) pada tingkat proses,
(performance baseline) pada awal proyek Six Sigma. Baseline kinerja
dalam proyek Six Sigma biasanya diterapkan menggunakan satuan
pengukuran DPMO dan tingkat kapabilitas sigma (sigma level). Sesuai
dengan konsep pengukuran yang biasanya diterapkan pada tingkat
proses, output dan outcome, maka baseline kinerja juga dapat
ditetapkan pada tingkat proses, output dan outcome. Pengukuran
biasanya dimaksudkan untuk mengetahui sejauh mana output dari
proses dapat memenuhi kebutuhan pelanggan.
2.4.3 Analyze
Tahap ini merupakan langkah operasional ketiga dalam program
peningkatan kualitas Six Sigma. Pada tahap ini yang perlu diperhatikan adalah
beberapa hal sebagai berikut :
1. Menentukan kapabilitas/kemampuan dari proses.
Process capability merupakan suatu ukuran kinerja kritis yang
menunjukkan proses mampu menghasilkan sesuai dengan spesifikasi
produk yang telah ditetapkan oleh manajemen berdasarkan kebutuhan dan
ekspektasi pelanggan.
Keberhasilan implementasi program peningkatan kualitas six sigma
ditunjukkan melalui peningkatan kapabilitas proses dalam menghasilkan
produk menuju tingkat kegagalan nol. Kemampuan proses didefinisikan
sebagai “ukuran statistik dari variansi yang inheren pada suatu peristiwa
tertentu dalam proses yang stabil.”
Dimana : Cpm = indeks kapabilitas proses (Process Capability Indeks)
USL = batas spesifikasi atas (Upper Specification Limit)
LSL = batas spesifikasi bawah (Lower Specification Limit)
T = target
s = standart deviasi
x = arithmetic mean
Kriteria penilaian indeks kapabilitas proses sebagai berikut :
Cpm > 2,00 : maka proses dianggap mampu (capable)
Cpm = 1,00 – 1,99 : maka proses dianggap mampu namun perlu upaya
upaya giat untuk peningkatan kualitas menuju
target perusahaan berkelas dunia.
Cpm < 1,00 : maka proses dianggap tidak mampu (not capable)
Semakin tinggi Cpm menunjukkan bahwa output proses itu semakin
mendekati nilai spesifikasi target kualitas yang diinginkan pelanggan.
Menurut (Gasperz,V.,2002) bahwa analisis kapabilitas proses Cpm dan
Cpk tidak dapat diterapkan pada data atribut karena data tersebut
mengikuti pola distribusi binomium. Data atribut sering berbentuk kategori
atau klasifikasi seperti : baik/buruk, sukses/gagal.
Mengidentifikasi sumber–sumber dan akar penyebab kecacatan atau
kegagalan. Untuk mengidentifikasi sumber-sumber penyebab kegagalan, dapat
menggunakan Fishbone diagram (cause and effect diagram). Dengan analisa
cause and effect, manajemen dapat memulai dengan akibat sebuah masalah,
atau dalam beberapa kasus, merupakan akibat atau hasil yang diinginkan dan
akar-akar penyebab dari masalah yang ditemukan, dimasukkan ke dalam
cause and effect diagram yang telah mengkategorikan sumber-sumber
penyebab berdasarkan prinsip 7M, yaitu :
1) Manpower ( tenaga kerja ).
2) Machines ( mesin-mesin ).
3) Methods ( metode kerja ).
4) Material ( bahan baku dan bahan penolong ).
5) Media (surat kabar).
6) Motivation ( motivasi ).
7) Money ( keuangan ).
2.4.4 Improve
Tahap Improve merupakan langkah operasional keempat dalam program
peningkatan kualitas Six Sigma. Langkah ini dilakukan setelah sumber–sumber
dan akar penyebab dari masalah kualitas teridentifikasi. Pada tahap ini ditetapkan
suatu rencana tindakan (action Plan) untuk melaksanakan peningkatan kualitas
Six Sigma. Tool yang digunakan untuk tahap improve ini adalah FMEA (Failure
Mode and Effect Analysis).
Pada tahap ini tim peningkatan kualitas Six Sigma harus memutuskan apa
yang harus dicapai serta alasan kegunaan rencana tindakan itu harus dilakukan,
dimana rencana tindakan itu akan dilakukan, bilamana rencana tindakan itu akan
dilakukan, siapa yang akan menjadi penanggung jawab dari rencana tindakan itu,
manfaat positif yang diterima dari implementasi rencana tindakan
itu(Sumber:Pande&Neuman,2002).
2.4.5 Control
Tahap ini merupakan langkah operasional kelima dalam program
peningkatan kualitas Six Sigma. Pada tahap ini hasil–hasil peningkatan kualitas
didokumentasikan dan disebarluaskan, prosedur–prosedur didokumentasikan dan
dijadikan pedoman kerja standar. Standarisasi dimaksudkan untuk mencegah
masalah yang sama atau praktek–praktek lama terulang
kembali.Sumber:(Pande&Neuman,2002)
2.5 CTQ (critical to quality)
CTQ merupakan karakteristik kualitas yang mempengaruhi kepuasan
pelanggan terhadap suatu produk.
Menurut Pande&Neuman(2002) CTQ dapat diklasifikasi kedalam tiga
kategori, seperti yang disarankan oleh professor dari jepang, Noriaki Kano:
1. Penyebab ketidak puasan : sesuatu yang diharapkan didalam suatu produk atau
jasa. Pada sebuah mobil, radio, pemanas, dan fitur-fitur keselamatan yang
penting merupakan beberapa contoh yang tidak diminta langsung oleh
pelanggan tetapi diharapkan ada di dalam ptoduk tersebut. Jika fitur-fitur ini
tidak ada, maka pelanggan akan merasa tidak puas.
2. Penyebab kepuasan : sesuatu yang diinginkan oleh pelanggan. Banyak
Meskipun kebutuhan-kebutuhan ini tidak diminta oleh pelanggan. Memenuhi
kebutuhan ini akan menciptakan kepuasan.
3. Pembuat senang : fitur baru atau otomatis yang tidak diharapkan pelanggan.
Adanya fitur yang tidak diharapkan, seperti tombol prkiraan cuaca di radio
atau kontrol audio khusus di kursi belakang yang terpisah yang member
kesempatan pada anak-anak untuk mendengarkan music yang berbeda dari
orang tua mereka, menghasilkan persepsi kualitas yang lebih tinggi.
2.6 DPMO (Defects per million opportunities)
Defect adalah kegagalan untuk memberikan apa yang diinginkan oleh
pelanggan. Sedangkan Defects per Opportunity (DPO) merupakan ukuran
kegagalan yang dihitung dalam program peningkatan kualitas Six Sigma, yang
menunjukkan banyaknya cacat atau kegagalan per satu kesempatan. Dihitung
menggunakan formula DPO = banyaknya cacat atau kegagalan yang ditemukan
dibagi dengan (banyaknya unit yang diperiksa dikalikan banyaknya CTQ
potensial yang menyebabkan cacat atau kegagalan itu). Besaran DPO ini, apabila
dikalikan dengan konstanta 1.000.000, akan menjadi ukuran Defect Per Million
Opportunities (DPMO).
Defects Per Million Opportunities (DPMO) merupakan ukuran kegagalan
dalam program peningkatan Six Sigma , yang menunjukkan kegagalan per satu
juta kesempatan. Target dari pengendalian kualitas Six Sigma Motorola, sebesar
3,4 DPMO seharusnya tidak diinterpretasikan sebagai 3,4 unit output yang cacat
unit produk tunggal terdapat rata–rata kesempatan untuk gagal dari suatu
karakteristik CTQ adalah hanya 3,4 kegagalan per satu juta kesempatan.
Saat ini pihak Motorola telah membuat gambaran kapabilitas sebuah proses dalam
perbandingan antara sigma dan DPMO yang ditunjukkan di tabel 2.4
Tabel 2.3 Tabel konversi Sigma Motorola
Presentase yang
2.7 Penentuan Kapabilitas Proses (Process Capability)
Kapabilitas proses adalah kemampuan proses untuk memproduksi atau
menyerahkan output sesuai dengan ekspektasi dan kebutuhan pelanggan. Perlu
dipahami bahwa indeks Cpm yang digunakan mengacu pada CTQ (
Critical-To-Quality) tunggal atau item karakteristik kualitas individual. Indeks Cpm mengukur
kapabilitas potensial atau melekat dari suatu proses yang diasumsikan stabil, dan
biasanya didefinisikan sebagai :
USL = Upper Specification Limit (batas spesifikasi atas)
LSL = Lower Specification Limit (batas spesifikasi bawah)
T = Nilai target (nilai terbaik untuk karakteristik kualitas yang diharapkan
Pelanggan) dari produk.
Ketiga nilai USL, LSL, dan T ditentukan berdasarkan kebutuhan dan
ekspektasi rasional dari pelanggan.
μ
= Nilai rata-rata (mean) proses aktualσ
2= Nilai varian (variance) dari proses yang merupakan ukuran variasi proses
Kapabilitas proses hanya diukur untuk proses yang stabil, sehingga
apabila proses itu dianggap tidak stabil, maka proses itu harus distabilkan terlebih
dahulu. Dengan demikian nilai standar deviasi yang digunakan dalam pengukuran
kapabilitas proses (Cpm) harus berasal dari proses yang stabil, sehingga merupakan
variasi yang melekat pada proses yang stabil itu (common-cause variation).
Keberhasilan implementasi program peningkatan kualitas Six Sigma
ditunjukkan melalui peningkatan kapabilitas proses dalam menghasilkan produk
menuju tingkat kegagalan nol (zero defect). Oleh karena itu, konsep perhitungan
kapabilitas proses menjadi sangat penting untuk dipahami dalam implementasi
program Six Sigma.
Dalam konteks pengendalian proses statistikal dikenal dua jenis data,
yaitu :
- Data Attribut (Attributes Data) merupakan data kualitatif yang dihitung
menggunakan daftar pencacahan atau tally untuk keperluan pencatatan dan
analisis. Data attribut bersifat diskrit. Contoh data attribut karakteristik kualitas
buku tabungan nasabah, banyaknya jenis cacat karena corelap, dana lain-lain.
Data attribut biasanya diperoleh dalam bentuk unit-unit
nonkonformans/ketidaksesuaian atau cacat/kegagalan terhadap spesifikasi
kualitas yang ditetapkan.
- Data Variabel (Variables Data) merupakan data kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan
analisis. Data variabel bersifat kontinyu. Contoh data variabel karakteristik
kualitas adalah ; diameter pipa, ketebalan produk kayu lapis, berat semen
dalam kantong, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat,
panjang, lebar, tinggi, diameter, volume merupakan data variabel.
Berikut ini akan dibahas tentang teknik memperkirakan kapabilitas proses
dalam ukuran pencapaian target Sigma untuk data atribut (data yang diperoleh
melalui perhitungan-bukan pengukuran langsung). Pada umumnya data atribut
hanya memiliki dua nilai yang berkaitan dengan YA atau TIDAK.
Langkah-langkah dalam memperkirakan kapabilitas proses :
1. Proses apa yang ingin anda tahu ?
2. Berapa banyak unit yang dikerjakan melalui proses?
3. Berapa banyak unit transaksi yang gagal
4. Hitung tingkat cacat berdasarkan langkah 3
(langkah 3) / (langkah 2)
5. Tentukan banyaknya CTQ potensial yang dapat mengakibatkan cacat
Banyaknya karakteristik CTQ
6. Hitung peluang tingkat cacat per karakteristik CTQ
7. Hitung kemungkinan cacat per satu juta kesempatan (DPMO)
(langkah 6) x 1.000.000
8. Konversi DPMO (langkah 7) ke dalam nilai sigma
9. Buat kesimpulan
DPO = Banyaknya cacat atau kegagalan yang ditemukan
(Banyaknya unit yang diperiksa x banyaknya kegagalan)
DPMO = DPO x 1.000.000
Data variabel merupakan data kuantitatif yang dihitung menggunakan alat
pengukuran tertentu untuk keperluan pencatatan dan analisis. Data variabel
bersifat kontinyu. Jika suatu catatan dibuatberdasarkan keadaan aktual, diukur
secara langsung, maka karakteristik kualitas yang diukur itu disebut variable.
Contoh data variabel karakteristik kualitas adalah : diameter pipa, ketebalan
produk kayu lapis, berat semen dalam kantong, konsentrasi elektrolit dalam
persen, dll. Ukuran-ukuran berat, panjang, lebar, tingi, diameter, volume
merupakan variabel.
Menurut Pande&Neuman(2002) Teknik penentuan kapabilitas proses untuk
data variabel adalah sebagai berikut :
a. Menentukan proses yang ingin diukur.
b. Menentukan nilai batas spesifikasi atas dan batas spesifikasi bawah.
c. Menentukan nilai target yang ingin dicapai.
d. Menghitung nilai rata-rata dan standar deviasi dari proses.
e. Menghitung nilai DPMO, dengan menggunakan formula sebagai berikut :
DPMO = [ P { Z ≥ ( USL – X-bar ) / S } x 1juta ] +
Dimana , USL : Batas spesifikasi atas
LSL : Batas spesifikasi bawah
X-bar : Nilai rata-rata
S : Standart deviasi
f. Mengkonversikan nilai DPMO kedalam nilai sigma.
g. Menghitung kemampuan proses didalam nilai sigma.
h. Menghitung kapabilitas proses didalam indeks kapabilitas proses, dengan
formula sebagai berikut :
Cpm = (USL – LSL) / {6√X-bar – T)² + S²}
Dimana, Cpm : Indeks kapabilitas proses
T : Nilai spesifikasi target
Kriteria (rule of thumb) dari Cpm adalah :
1) Cpm ≥ 2,00; maka poses dianggap mampu dan kompetitif (perusahaan
berkelas dunia)
2) Cpm antara 1,00-1,99; maka proses dianggap cukup mampu, namun
perlu upaya-upaya giat untuk peningkatan kualitas menuju target
perusahaan berkelas dunia yang memiliki tingkat kegagalan sangat
kecil menuju nol (zero defect oriented). Persusahaan yang memiliki
nilai Cpm yang berada diantara 1,00-1,99 memiliki kesempatan
terbaiki dalam melakukan program peningkatan kualitas Six sigma.
3) Cpm < 1,00; maka proses dianggap tidak mampu dan tidak kompetitif
2.8 Failure Mode and Effect Analyze (FMEA)
FMEA adalah sekumpulan petunjuk, sebuah proses, dan form untuk
mengidentifikasi dan mendahulukan masalah-masalah potensial (kegagalan).
(Sumber : “The Six Sigma Way”, hal.402, Penerbit Andi, Yogyakarta, Cavanagh,
Peter S. Pande, Robert P.Neuman, 2002).
Definisi FMEA yang lain yaitu suatu prosedur terstruktur untuk
mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan. Mode
kegagalan ini meliputi apa saja yang termasuk dalam kecacatan desain, kondisi di
luar batas spesifikasi yang telah ditetapkan atau perubahan-perubahan dalam
produk yang menyebabkan terganggunya fungsi dari produk itu.
Pada dasarnya FMEA terbagi menjadi 2 yaitu FMEA Design yang
dipergunakan untuk memprediksi kesalahan yang akan terjadi pada desain proses
produk, sedangkan FMEA process untuk mendeteksi kesalahan pada saat proses
telah dijalankan. Dengan menggunakan FMEA maka akan meningkatkan
keandalan dari suatu produk dan pelayanan sehingga meningkatkan kepuasan
pelanggan yang menggunakan produk dan pelayanan tersebut.
Tahapan FMEA sendiri adalah :
1. Menetapkan batasan proses yang akan dianalisa, didapatkan dari tahap
define dari proses DMAIC.
2. Melakukan pengamatan terhadap proses yang akan dianalisa.
3. Hasil pengamatan digunakan untuk menemukan kesalahan / defect
4. Mengidentifikasi potensial cause (penyebab dari kesalahan / defect
yang terjadi).
5. Mengidentifikasikan akibat (effect) yang ditimbulkan.
6. Menetapkan nilai-nilai (dengan jalan brainstorming) dalam point :
- Keseriusan akibat kesalahan terhadap proses lokal, lanjutan dan
terhadap konsumen (severity).
- Frekuensi terjadinya kesalahan (occurance).
- Alat kontrol akibat potential cause (detection).
7. Memasukkan kriteria nilai sesuai dengan 3 kriteria yang telah dibuat
sebelumnya.
8. Dapatkan nilai RPN (Risk Potential Number) dengan jalan mengalikan
nilai SOD (Severity, Occurance, Detection).
9. Pusatkan perhatian pada nilai RPN yang tertinggi, segera lakukan
perbaikan terhadap potential cause, alat control dan efek yang
diakibatkan.
10. Buat implementation action plan, lalu terapkan.
11. Ukur perubahan yang terjadi dalam RPN dengan langkah-langkah
yang sama diatas.
12. Apabila ada perubahan maka pusatkan perhatian pada potential cause
yang lain. Tidak ada angka acuan RPN untuk melakukan perbaikan.
2.8.1. Severity
Severity merupakan suatu estimasi atau perkiraan subyektif tentang
atau jasa. Adapun skala yang menggambarkan severity dapat diinterpretasikan
pada tabel 2.5 berikut :
Tabel 2.4. Skala Penilaian Severity
Rating Kriteria Deskripsi
1 Negligible severity Pengaruh buruk yang dapat diabaikan
2 Mild severity Pengaruh yang ringan atau sedikit
3 Mild severity Pengaruh yang ringan atau sedikit
4 Moderat severity
Pengaruh buruk yang moderat (masih berada dalam
batas toleransi)
5 Moderat severity
Pengaruh buruk yang moderat (masih berada dalam
batas toleransi)
6 Moderat severity
Pengaruh buruk yang moderat (masih berada dalam
batas toleransi)
7 High severity Pengaruh buruk yang tinggi (berada di luar batas
toleransi)
8 High severity Pengaruh buruk yang tinggi (berada di luar batas
toleransi)
9 Potential safety problem
Akibat yang ditimbulkan sangat berbahaya (berkaitan
dengan keselamatan atau keamanan potensial)
Sumber (Gaspersz 2002)
2.8.2 Occurrence
Occurrence menunjukkan nilai keseringan suatu masalah terjadi karena
potensial cause. Adapun skala yang menggambarkan occurrence dapat
Tabel 2.5. Skala Penilaian Occurrence
Rating Tingkat Kegagalan Deskripsi
1 1 dalam 1.000.000 Tidak mungkin bahwa penyebab ini yang
menyebabkan mode kegagalan
2 1 dalam 20.000 Kegagalan akan jarang terjadi
3 1 dalam 4.000 Kegagalan akan jarang terjadi
4 1 dalam 1.000 Kegagalan agak mungkin terjadi
5 1 dalam 400 Kegagalan agak mungkin terjadi
6 1 dalam 80 Kegagalan agak mungkin terjadi
7 1 dalam 40 Kegagalan adalah sangat mungkin terjadi
8 1 dalam 20 Kegagalan adalah sangat mungkin terjadi
9 1 dalam 8 Hampir dapat dipastikan bahwa kegagalan
akan terjadi
10 1 dalam 2 Hampir dapat dipastikan bahwa kegagalan
akan terjadi
Sumber (Gaspersz 2002)
2.8.3 Detection
Detection merupakan alat kontrol yang digunakan untuk mendeteksi
potential cause. Adapun skala yang menggambarkan detection dapat
Tabel 2.6. Skala Penilaian Detection
Rating Degree Deskripsi
1 Very high Otomatis proses dapat mendeteksi kesalahan yang terjadi
(komputerisasi)
2 Very high Hampir semua kesalahan dapat dideteksi oleh alat kontrol
(visual pada bentuk barang dan double checking)
3 High Alat kontrol cukup andal untuk mendeteksi kesalahan
(visual pada bentuk barang)
4 High Alat kontrol relatif andal untuk mendeteksi kesalahan
(visual pada bentuk barang)
5 Moderate Alat kontrol bisa mendeteksi kesalahan (visual pada
susunan barang)
6 Moderate Alat kontrol cukup bisa mendeteksi kesalahan (visual
pada susunan barang)
7 Low Keandalan alat kontrol untuk mendeteksi kesalahan
rendah (pengamatan fisik)
8 Low Keandalan alat kontrol untuk mendeteksi kesalahan sangat
rendah (perubahan warna)
9 Very low Alat kontrol tidak bisa diandalkan untuk mendeteksi
kesalahan (feeling berdasar pengalaman masa lalu)
10 Very low Tidak ada alat kontrol yang bisa digunakan untuk
mendeteksi kesalahan
Sumber (Gaspersz 2002)
2.9 Brainstorming
Brainstorming membantu membangkitkan ide-ide alternative dan persepsi
dalam suatu tim kerja sama (teamwork) yang bersifat terbuka dan bebas (tidak
malu-malu).Menurut Gaspersz (2002) Brainstorming dapat digunakan berkaitan
dengan hal-hal berikut:
Menentukan penyebab yang mungkin dari masalah-masalah dalam
Memutuskan masalah apa (atau kesempatan peningkatan apa) yang
perlu diselesaikan.
Anggota tim merasa bebas untuk berbicara dan menyumbangkan
ide-ide kreatif mereka.
Menginginkan untuk menjaring sejumlah besar persepsi alternatif
Kreatifitas merupakan outcome yang diinginkan.
Fasilitator dapat secara efektif mengelola tim kerja sama itu.
2.10 Penelitian Pendahulu
Sebagai komparasi untuk penelitian yang terkait maka dicantumkan pula
judul, pembahasan, dan kesimpulan dari penelitian pendahulu :
1.Farihul Ibad (2010), Analisis kualitas produk Aluminium Fluorida ( AlF3)
dengan metode Six Sigma di PT. Petrokimia Gresik Tbk.
Dengan Tujuan dari penelitian ini adalah untuk mengidentifikasi faktor-faktor
yang mempunyai pengaruh signifikan terhadap kualitas Aluminium Fluorida
(AlF3), menganalisis kualitas produk Aluminium Fluorida ( AlF3) berdasarkan
nilai sigma dan memberikan usulan perbaikan dengan tujuan mengurangi jumlah
defect paling dominan (terbesar) yang ada pada proses produksi sehingga nantinya
secara optimal jumlah defect yang terjadi dapat ditekan dengan seminimal
mungkin (zero defect). Untuk pengendalian kualitas Aluminium Fluorida (AlF3)
kandungan dalam produk Aluminium Fluorida (AlF3) yakni kandungan AlF3,
SiO2, Fe2O3, P2O5, LOI, H2O, Untamp, dan Mesh + 325. maka nantinya
didapatkan baseline kinerja tingkat output yang menggambarkan tingkat DPMO
serta Nilai Sigma Quality Level (SQL) selama tiga bulan.
Hasil penelitian menunjukkan bahwa tingginya tingkat DPMO yang
mempengaruhi kualitas Aluminium Fluorida (AlF3) adalah Kandungan
Aluminium Fluorida (Purity) sebesar DPMO = 117.023 dengan nilai SQL
sebesar 2,69 berarti kualitas produk ini (kandungan AlF3) masih jauh untuk
mencapai zero defect karena memiliki persentase kecacatan sebesar
11,7023%., untuk kandungan Air (H2O) sebesar DPMO = 178.786 dengan
nilai SQL sebesar 2,42 berarti kualitas produk ini (kandungan Air) masih
jauh untuk mencapai zero defect karena memiliki persentase kecacatan
sebesar 17,8786 %, dan untuk ukuran mesh + 325 sebesar DPMO = 11.011
dengan nilai SQL sebesar 3,79 berarti kualitas produk ini (kandungan Air)
mau mendekati untuk mencapai zero defect karena memiliki persentase
kecacatan sebesar 1,1011 %.
2.Moses L. Singgih dan Renanda tahun 2008 dengan judul :
Peningkatan Kualitas Produk Kertas Dengan Menggunakan Pendekatan Six
Sigma Di Pabrik Kertas Y
Kualitas merupakan salah satu jaminan yang diberikan dan harus dipenuhi
oleh perusahaan kepada pelanggan, karena kualitas suatu produk merupakan salah
satu kriteria penting yang menjadi pertimbangan pelanggan dalam memilih
Berdasarkan hal tersebut, maka penelitian ini dilakukan untuk mengukur dan
melakukan perbaikan kualitas agar dapat mengurangi variabilitas output terhadap
spesifikasi ukuran dengan menggunakan DMAIC (Define, Measure, Analyze,
Improve, Control) pada Six Sigma.
Permasalahan yang dihadapi oleh PT. Y adalah terdapat variabilitas output
terhadap spesifikasi ukuran yang telah ditentukanbsehingga diperlukan upaya
peningkatan kualitas untuk mengurangi variabilitas output tersebut.
Beberapa kesimpulan yang dapat diambil dari hasil penelitian ini adalah:
1. Dari data historis pada awal penelitian, pada tahap Measure diperoleh
bahwa terdapat nilai kapabilitas proses untuk masing-masing parameter
yaitu:
a. Brightness: nilai kapabilitas prosesnya sebesar 0,53 dan nilai
sigmanya sebesar 3,15 yang memiliki DPMO sebesar 50.447.
b. L*: nilai kapabilitas prosesnya sebesar 0,47 dan nilai sigmanya
sebesar 2,95 yang DPMO sebesar 73.489.
c. a*: nilai kapabilitas prosesnya sebesar 0,26 dan nilai sigmanya
sebesar 2,30 dan memiliki DPMO sebesar 211.873.
d. b*: nilai kapabilitas prosesnya sebesar 0,28 dan nilai sigmanya
sebesar 2,36 dan memiliki DPMO sebesar 194.358.
2. Dari hasil perolehan nilai kapabilitas proses, nilai sigma dan DPMO pada
tersebut belum mampu menghasilkan produk yang sesuai dengan
spesifikasi yang diinginkan.
3. Berdasarkan pada analisa FMEA, penyebab yang paling berpengaruh
terhadap penyimpangan warna adalah dari faktor manusia. Selanjutnya dari
faktor machine, metode dan material.
4. Prioritas yang utama dalam melakukan tindakan perbaikan berdasarkan
pada FMEA adalah memberikan peringatan kepada operator agar tidak
melakukan kesalahan dalam pengontrolan.
5. Konfirmasi hasil perhitungan nilai sigma dan kapabilitas proses setelah
perbaikan adalah sebagai berikut:
a. Brightness: nilai sigma meningkat menjadi 3,50 dengan DPMO
sebesar 22.750 dan kapabilitas proses juga meningkat menjadi 0,68.
b. L*: nilai sigma meningkat menjadi 3,10 dengan DPMO sebesar
54.799 dan kapabilitas proses juga meningkat menjadi 0,60.
c. a*: nilai sigma meningkat menjadi 2,70 dengan DPMO sebesar
115.070 dan kapabilitas proses juga meningkat menjadi 0,33.
d. b*: nilai sigma meningkat menjadi 2,50 dengan DPMO sebesar
3.1 Lokasi dan Waktu Penelitian
Penelitian untuk penyusunan tugas akhir ini dilakukan di bagian produksi PT.Wangta Agung Surabaya yang beralamatkan Jl.Simo pomahan 144 P Surabaya. Waktu pengambilan data dimulai pada bulan September 2011 sampai selesai.
3.2 Identifikasi dan Definisi Operasional Variabel
3.2.1 Identifikasi Variabel
Berdasarkan data dari perusahaan yang digunakan dalam perhitungan DMAIC. Variabel-variabel yang didapat adalah adalah sebagai berikut:
1. Variabel bebas
Variabel bebas (independent variable) / variabel sebab/ variabel pengaruh/ variabel eksperimen adalah faktor yang menjadikan pokok permasalah yang ingin diteliti, yaitu faktor-faktor yang diperkirakan berpengaruh terhadap produk Sepatu Boot antara lain meliputi:
a. Penomeran tidak ada (PTA) b. Logo produk tidak jelas (LTJ)
2. Variabel terikat
Variabel tak bebas (dependent variable) / variabel akibat/ variabel terikat/ variabel terpengaruh/ variabel tergantung adalah variabel yang besarnya tergantung dari variabel bebas yang diukur untuk menentukan ada/ tidaknya pengaruh dari variabel bebas, yaitu yang dipergunakan sebagai variabel respon dalam penelitian ini yang sesuai dengan tingkat mutu kualitas produk Sepatu
Boot antara lain :
1. DPMO 2. Nilai Sigma
3.2.2 Definisi variabel
1. Variabel bebas
1. Tepi Atas Sepatu Tidak Sama (TTS)
Merupakan jumlah cacat yang disebabkan oleh tepi atas sepatu tidak sama karena pemotongan yang terlalu berlebihan.
2. Logo Produk Tidak Jelas (LTJ)
Merupakan jumlah cacat yang disebabkan oleh pemberian logo yang kurang jelas karena kurangnya panas pada mesin.
3. Kain Nylon Bagian Dalam Sobek (KNS)
Merupakan jumlah cacat yang disebabkan oleh kain nylon bagian dalam sepatu sobek karena disebabkan memasukkan kain yang terlalu keras .
4. Penomoran Tidak Ada/ Tidak Jelas (PTA)
Merupakan jumlah cacat yang disebabkan karena didapatkannya sepatu tanpa nomor berdasarkan ukurannya karena permasalahan ada pada mesin.