i
INTISARI
Industri makanan di Indonesia beberapa belum menggunakan sistem otomasi pada proses penyortiran dan packaging produk. Proses masih dilakukan secara manual. Sistem ini merealisasikan PLC Siemens S300 untuk mengendalikan sistem otomasi pensortiran, packaging dan stamping produk dalam kemasan, agar proses produksi agar lebih efektif dan efisien. Produk yang diproses terdiri dari tiga warna yaitu merah, biru dan putih.
Sistem memiliki tiga bagian yaitu Unit Sortir, Unit Packaging dan Unit Stamping. Unit Sortir digunakan untuk memisahkan benda warna merah, biru dan putih. Unit Sortir memiliki sensor warna TSC3200 yang berguna untuk membedakan benda warna merah, biru dan putih. Unit Packaging terdiri dari 2 bagian yaitu Unit Packaging A dan Unit Packaging B. Unit Packaging A digunakan untuk penataan benda warna merah dan Unit Packaging B digunakan untuk penataan benda warna biru. Benda warna putih akan dipisahkan di Unit sortir dan tidak akan diproses. Unit Stamping berada pada ujung konveyor dimana unit stamping ini akan bekerja ketika kardus sudah berisi produk sejumlah 3buah.
Hasil pengujian dapat disimpulkan bahwa sistem dapat bekerja dengan baik dan stabil pada jarak antar produk 9 cm. secara umum sistem ini dapat bekerjadengan tingkat keberhasilan 100% Pada unit Sortir, Unit Packaging dan Unit Stamping dapat bekerja berdasarkan fungsinya masing-masing.
ii
ABSTRACT
The food industry in Indonesia some not use automation systems in the process of sorting and packaging of products. Processes are still done manually. These systems realize the Siemens S300 PLC automation systems for controlling the sorting, packaging and stamping products in the packaging, so that the production process for more effective and efficient. Processed products consist of three colors, namely red, blue and white.
The system has three parts: Sort Unit, Unit Packaging and Stamping Unit. Sort the unit is used for separating the colors red, blue and white. Sort unit has a color sensor TSC3200 useful to distinguish objects in red, blue and white. Packaging unit consists of 2 parts: Packaging Unit A and Unit B. Packaging Packaging Unit A is used for the arrangement of objects in red and Packaging Unit B is used for the arrangement of objects in blue. Objects white color will be separated in the sorting unit and will not be processed. Stamping Unit is at the end of the conveyor where the stamping unit will work when the box already contains a number 3buah products.
The test results can be concluded that the system can work well and is stable at a distance of 9 cm between products. in general the system can bekerjadengan success rate of 100% in units Sort, Unit Packaging and Stamping Unit can work on their respective functions.
iii
i
TUGAS AKHIR
SISTEM PENGEPAKAN PRODUK DENGAN
KENDALI PLC SIEMENS S7-300
Diajukan untuk memenuhi salah satu syarat
Memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro
Jurusan Teknik Elektro
Fakultas Sains dan Teknologi Universitas Sanata Dharma
disusun oleh :
ATIKA WAHYUNINGSIH
NIM : 125114057
PROGRAM STUDI TEKNIK ELEKTRO
JURUSAN TEKNIK ELEKTRO
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
FINAL PROJECT
SYSTEM FOR PACKING PRODUCTS WITH PLC
SIEMENS S7-300 CONTROL
In partial fulfilment of the requirements
for the degree of
Sarjana Teknik
Electrical Engineering Study Program
Electrical Engineering Departement
Science and Technology Faculty Sanata Dharma University
ATIKA WAHYUNINGSIH
NIM : 125114057
ELECTRICAL ENGINEERING STUDY PROGRAM
ELECTRICAL ENGINEERING DEPARTEMENT
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
vii
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP
Motto :
Belajar adalah sarana untuk mengubah hidup dan segala sesuatu pasti
ada waktunya.
Skripsi ini saya persembahkan untuk
Yesus Kristus Pembimbingku yang setia
Orang Tua dan Keluarga terkasih
Sahabat yang setia
viii
INTISARI
Industri makanan di Indonesia beberapa belum menggunakan sistem otomasi pada proses penyortiran dan packagingproduk. Proses masih dilakukan secara manual. Sistem ini merealisasikan PLC Siemens S300 untuk mengendalikan sistem otomasi pensortiran, packaging dan stamping produk dalam kemasan, agar proses produksi agar lebih efektif dan efisien. Produk yang diproses terdiri dari tiga warna yaitu merah, biru dan putih.
Sistem memiliki tiga bagian yaitu Unit Sortir, Unit Packaging dan Unit Stamping. Unit Sortir digunakan untuk memisahkan benda warna merah, biru dan putih. Unit Sortir memiliki sensor warna TSC3200 yang berguna untuk membedakan benda warna merah, biru dan putih. Unit Packaging terdiri dari 2 bagian yaitu Unit Packaging A dan Unit PackagingB. Unit Packaging A digunakan untuk penataan benda warna merah dan Unit Packaging B digunakan untuk penataan benda warna biru. Benda warna putih akan dipisahkan di Unit sortir dan tidak akan diproses. Unit Stamping berada pada ujung konveyor dimana unit stamping ini akan bekerja ketika kardus sudah berisi produk sejumlah 3buah.
Hasil pengujian dapat disimpulkan bahwa sistem dapat bekerja dengan baik dan stabil pada jarak antar produk 9 cm. secara umum sistem ini dapat bekerjadengan tingkat keberhasilan 100% Pada unit Sortir, Unit Packaging dan Unit Stamping dapat bekerja berdasarkan fungsinya masing-masing.
ix
ABSTRACT
The food industry in Indonesia some not use automation systems in the process of sorting and packaging of products. Processes are still done manually. These systems realize the Siemens S300 PLC automation systems for controlling the sorting, packaging and stamping products in the packaging, so that the production process for more effective and efficient. Processed products consist of three colors, namely red, blue and white.
The system has three parts: Sort Unit, Unit Packaging and Stamping Unit. Sort the unit is used for separating the colors red, blue and white. Sort unit has a color sensor TSC3200 useful to distinguish objects in red, blue and white. Packaging unit consists of 2 parts: Packaging Unit A and Unit B. Packaging Packaging Unit A is used for the arrangement of objects in red and Packaging Unit B is used for the arrangement of objects in blue. Objects white color will be separated in the sorting unit and will not be processed. Stamping Unit is at the end of the conveyor where the stamping unit will work when the box already contains a number 3buah products.
The test results can be concluded that the system can work well and is stable at a distance of 9 cm between products. in general the system can bekerjadengan success rate of 100% in units Sort, Unit Packaging and Stamping Unit can work on their respective functions.
x
KATA PENGANTAR
Syukur dan terima kasih kepada Tuhan Yesus Kristus atas segala karuniaNya,
sehingga tugas akhir ini dapat diselesaikan dengan baik.
Penelitian yang berupa tugas akhir ini merupakan salah satu syarat bagi mahasiswa
Jurusan Teknik Elektro untuk memperoleh gelar Sarjana Teknik di Universitas Sanata
Dharma Yogyakarta. Penelitian ini dapat diselesaikan dengan baik atas bantuan, gagasan
dan dukungan dari berbagai pihak. Oleh karena itu, peneliti ingin mengucapkan terima
kasih kepada :
1. Tuhan Yesus selalu memberikan banyak kejutan dalam hidupku
2. Bapak, Ibu, dan adik yang telah mencurahkan segala kasih sayangnya kepada penulis.
3. Petrus Setyo Prabowo, M.T., selaku Kaprodi Teknik elektro, Fakultas Sains dan
Teknologi Universitas Sanata Dharma Yogyakarta yang telah memberikan kesempatan
kepada penulis untuk menyelesaikan skripsi.
4. Ir. Th. Prima Ari Setiyani, M.T
, S
elaku pembimbing I yang telah bersediamemberikan pengarahan dan bimbingan selama penulis melaksanakan tugas akhir.
5. Romo T. Agus Sriyono SJ, M.A, M.Hum. yang telah memberikan bantuan berupa
dana selama penulis belajar di Universitas Sanata Dharma Yogyakarta
6. Temen seperjuangan yang tidak ada henti memberikan banyak keceriaan dan Tim
TPM support tiada hentinya, terimakasih buat Bapak Tri Hannanto Saputra yang
menjadi guru besar dalam penulisan Tugas Akhir ini.
7. Semua pihak yang tidak bisa penulis sebutkan satu per satu atas bantuan, bimbingan,
kritik dan saran.
Semoga Tuhan membalas kebaikan anda. Penulis sangat mengharapkan kritik dan
saran yang dapat membangun serta menyempurnakan tulisan. Semoga tugas ini dapat
dimanfaatkan dan dikembangkan lebih lanjut oleh peneliti lain sehingga tulisan ini dapat
lebih bermanfaat.
Yogyakarta, 25 September 2015
xi
DAFTAR ISI
Halaman Sampul (Bahasa Indonesia)………i
Halaman Sampul (Bahasa Inggris)………ii
Halaman Persetujuan ………..… iii
Halaman Pengesahan………... iv
Kenyataan Keaslian Karya……….………..…v
Halaman Persembahandan Motto……… vi
Intisari………...……… vii
Abstrak………...………viii
Kata Pengantar………..……… ix
Daftar Isi………...………x
Daftar Gambar………...………..… xii
Daftar Tabel….………...……… xiv
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah……….……1
1.2 Tujuan dan Manfaat……….…….………...2
1.3 Batasan Masalah……….…………3
1.4 Metodologi Penulisan Tugas Akhir……….…………3
BAB II DASAR TEORI 2.1Konveyor……… ……….……5
2.1.1.Belt Konveyor……..……….……… 5
2.2.Pneumatic………… ……….…… 6
2.2.1.Double Acting Cylinder……….……… 7
2.2.2. Generator Vakum……..……….……… 9
2.2.3. Katub Solenoid………..……….……… 9
2.2.4. Linear Drive Pneumatik.……….………10
2.3. Motor DC………… ……….…… 11
2.4.. PLC(Programmable Logic Controller)… ……….…… 11
2.4.1. Komponen Utam PLC.……….……….. 12
2.4.2. PLC Siemens S-300….……….………..16
xii
2.6.Reed Switch………… ……….. 17
2.7. Photo Sensor………...….……….…… 16
2.8. Sensor Warna TSC3200………..18
2.9. Mikrokontroler ATMEGA 8535..……….. 20
2..9.1. Arsitektur Atmega8535….……….………. 21
2..9.2.Blok Diagram Mikrokontroler Atmega8535.………….……….. 22
2..9.3.Blok PinMikrokontroler Atmega8535……….……….22
BAB III PERANCANGAN 3.1 Blok Diagram Sistem……….………. 25
3.2 Proses Kerja Sistem……….…….………. 26
3.3. Perancangan Perangkat Keras……….…….………. 27
3.3.1.Diagram Alir Pembuatan Konveyor……….………. 27
3.3.2.Desain Konveyor Unit Sortir...………….………..28
3.3.3..Desain Konveyor pada Unit Packaging A dan Packaging B.…... 29
3.3.4..Desain Unit Pemindah dan Sortir………..…... 30
3.4. Perancangan Wiring PLC Siemens S-300….………….…….………. 31
3.5. Perancangan Sensor Warna……….….………….…….………. 38
3.5.1.Rangkaian Sistem Minimum ATMEGA 8535.……….………. 38
3.5.2.Desain Konveyor Unit Sortir...………….………..39
3.6. Perancangan Perangkat Lunak………….….………….…….………. 41
3.6.1..Perancangan Unit Sortir……….……….………. 41
3.6.2. Perancangan Unit Packaging A...………….………..42
BAB IV HASIL DAN PEMBAHASAN 4.1 Betuk fisik alat otomasi……….…… 46
4.2 Cara penghoperasian mesin……….…….………… 50
4.3 Pengujian dan Analisa Hardware……….…… 55
4.3.1.Pengujian dan Analisa Hasil Sistem …………..……….………. 55
4.3.1.Pengujian dan Analisa Sensor Warna...………….……….. 58
BAB V KESIMPULAN 5.1Kesimpulan……… ……….……61
5.2Saran……….…….………. 61
xiii
DAFTAR GAMBAR
Gambar2.1. Jenis_jenis Konveyor………. ……… 5
Gambar 2.2. Pneumatic………...…… 6
Gambar 2.3 Klasifikasi elemen sistem pneumatik………...…… 7
Gambar 2.4 Double Acting Cylinder ……….…… 8
Gambar 2.5. Double Acting Cylinder ……….…….…….. 8
Gambar 2.6. Generator Vakum……. ……….…… 9
Gambar 2.7. Generator Vakum.. ……….…….………….. 9
Gambar 2.8. Torak silnder pneumatik ……….…….…….. 9
Gambar 2.9. Torak silnder pneumatik ……….…….……. 10
Gambar 2.10. Simbol Katub Solonoid 5/2……….…….……. 11
Gambar 2.11.Linear Drive Pneumatik ……….…….……. 10
Gambar 2.12. Motor DC ……….…….……….. 11
Gambar 2.13. Komponen Utama PLC….……….…….……. 12
Gambar 2.14. Komponen Utama CPU ……….…….….... 13
Gambar 2.15. Sistem PLC……….…….………... 13
Gambar 2.16. Rangkaian modul PLC….……….…….…….. 14
Gambar 2.17.Rangkaian Modul keluaran……….…….…….. 14
Gambar 2.18. Miniprogrammer atau Programming Cosole….………... 15
Gambar 2.19. Perangkat Keras PLC….……….…….…….. 15
Gambar 2.20. PLC Siemens S7-300 ……….…….…….. 16
Gambar 2.21.Reed Switch……….…….………... 17
Gambar 2.22. Photosensor………….….……….…….…….. 17
Gambar 2.23.Sketsa Fisik TCS3200……….…….………… 18
Gambar 2.24. Grafik Karakteristik TCS3200………….…….………... 20
Gambar 2.25. Blok Diagram Mikrokontroler……….…….…….. 22
Gambar 2.26.Susunan pin mikrokontroler Atmega8535……….…….…….. 23
Gambar 2.27.Relai 12V………...……….…….……. 24
Gambar3.1.Blok Diagram…... ……….…….………... 25
Gambar 3.2.. Desain Prototype……….…….……….... 27
xiv
Gambar 3.4. Desain Konveyor……….…….………... 28
Gambar 3.5.Desain Konveyor A dan B….………….…….………... 29
Gambar 3.6.Desain unit pemindah……….………….…….………... 31
Gambar 3.7.Desain control Panel……….………….…….………... 32
Gambar 3.8.Wiring Inputuntuk control panel……….…….………... 33
Gambar 3.9.Wiring Outputuntuk control panel ……….….………... 33
Gambar 3.10.Wiring Inputuntuk control sortir……….…….………... 34
Gambar 3.11.Wiring Outputuntuk control sortir…….…….……….... 35
Gambar 3.12.Wiring InputuntukPackingA……….…….………... 36
Gambar 3.13.Wiring OutputuntukPackingA…….…….………... 36
Gambar 3.14.Wiring InputuntukPackingB……….…….………... 37
Gambar 3.15.Wiring OutputuntukPackingB…….…….………... 37
Gambar 3.16.Diagram Proses Kerja Sensor Warna.…….………... 38
Gambar 3.17.Rangkaian Mikrokontroler Atmega 8535….………... 39
Gambar 3.18.Rangkaian TSC3200 dengan Mikrokontroler Atmega 8535…... 39
Gambar 3.19. Diagram Alir untuk unit sortir………..…... 41
Gambar 3.20. Diagram cara kerja unit packaging A………..…... 42
Gambar 3.21.Unit packaging A……….………..…... 43
Gambar 3.22. Diagram cara kerja unit packaging B………..…... 44
Gambar 3.23.Unit packaging B……….………..…... 45
Gambar 4.1. Realisasi Alat Otomati...……….…….………... 46
Gambar 4.2. DesainPackaging……….…….………... 49
Gambar 4.3. Desain Pemindah……….…….………... 49
Gambar 4.4. Desain kontrol….……….…….………... 50
Gambar 4.5. SistemLoadingProduk……….…….………...53
Gambar 4.6. Flowchart Proses Hardware……….…….………... 50
xv
DAFTAR TABEL
Tabel 2.1 Koneksi TCS 3200 dengan DB-Expander……….…….…… 19
Tabel 3.1 Keterangan Input outputoperation panel……….…….…… 32
Tabel 3.2 Keterangan Alamat Input output PLC….……… 33
Tabel 3.3 Keterangan Alamat Input output PLC unit A….……… 35
Tabel 3.4 Keterangan Alamat Input output PLC unit B….……… 35
Tabel 4.1 Keterangan perbandingan rancangan model dan prototype….……… 47
Tabel 4.2. Keterangan Komposisi RGB pada produk………...….……… 55
Tabel 4.3. Keterangan Hasil Pengujian produk secara acak……….……… 56
Tabel 4.4. Keterangan Hasil Pengujian sensor unit A……….……… 58
Tabel 4.5. KeteranganHasil Pengujian sensor unit B……….……… 58
Tabel 4.6. KeteranganHasil Pengujian sensor warna jarak produk 8cm….……… 57
Tabel 4.7. KeteranganHasil Pengujian sensor warna jarak produk 9cm….……… 58
1
BAB I
PENDAHULUAN
1.1.
Latar Belakang Masalah
Kemajuan ilmu pengetahuan dan teknologi di industri berkembang cepat terutama
dibidang otomasi industri. Perkembangan ini tampak jelas di industri, sebelumnya banyak
pekerjaan menggunakan tenaga manusia, kemudian beralih menggunakan mesin,
berikutnya dengan electro-mechanic (semi otomatis) dan sekarang sudah menggunakan
robotic (full automatic) seperti penggunaan Flexible Manufacturing Systems (FMS) dan
Computerized Integrated Manufacture (CIM)dan sebagainya. Manfaat dari sistem otomasi
antara lain dapat menjamin kualitas produk yang dihasilkan, mengurangi waktu produksi
dan mengurangi biaya untuk tenaga kerja manusia.
Begitu pesat dan luas penggunaan sistem otomasi disetiap bidang industri, yang
mana sistem otomasi tersebut tidak lepas dari penggunaan sistem kontrol konvensional
yang terdiri dari beberapa komponen yaitu Relay, Kontaktor, Magnetik Kontaktor, namun
sistem tersebut sudah semakin ditinggalkan karena memiliki banyak kelemahan dan
digantikan oleh kehadiran PLC (Programmable Logic Controller) yang memiliki banyak
kelebihan. PLC merupakan sebuah alat yang digunakan untuk menggantikan rangkaian
sederetan relay yang dijumpai pada sistem kontrol proses konvensional, dirancang untuk
mengontrol suatu proses permesinan secara otomatis. PLC banyak digunakan pada
aplikasi-aplikasi industri, misalnya pada proses pengepakan, penanganan bahan, perakitan
otomatis dan lain-lain.
Sistem otomasi dengan kontrol PLC banyak dijumpai di Industri makanan,
kapasitas produksi yang tinggi menuntut proses produksi lebih cepat dan efisien. Campur
tangan manusia dalam proses produksipun diminimalisir agar produk makanan lebih
hegienis.Sekarang ini, proses pembuatan produk makanan hingga proses pengemasan atau
pengepakan makanan banyak menggunakan sistem otomasi. Salah satu proses yang sangat
menyita waktu dan tenaga kerja di industri makanan yaitu proses penataan produk dan
pengepakan ke dalam kemasan/kardus. Produk makanan yang sudah melalui proses
pengemasan akan dibawa/ditata dalam kardus dan selanjutkan akan didistribusikan ke
sedangkan proses produksi dengan kapasitas yang besar menuntut kecepatan proses
pengepakan lebih efisien.
Pada saat penulis melakukan kunjungan industri pada tanggal 3-5 Desember 2012 ,
beberapa industri makanan di daerah Jakarta belum menggunakan sistem otomasi pada
proses penyortiran dan pengepakan produk. Proses penyortiran dan pengepakan produk
masih dilakukan dengan cara manual. Berdasarkan permasalahan tersebut, penulis
berusaha mengembangkan sebuah sistem otomasi pensortiran dan penataan produk
makanan dalam kemasaan agar dapat membantu proses produksi lebih efektif dan efisien.
Sistem otomasi yang akan dikembangkan oleh penulis menggunakan sistem kendali
dengan kontrol PLC Siemens S7-300.
Sistem otomasi ini meliputi sistem penyortiran, sistem pengepakan dan sistem
stamping. Sistem penyortiran dilakukan pada saat produk makanan yang sudah dikemas
keluar dari sistem produksi yang kemudian akan disortir. Pada sistem penyortiran ini
produk makanan akan dipisahkan sesuai warna kemasannya. Produk makanan dengan
kemasan warna merah akan ditata pada kardus pada konveyor Unit Packaging A
sedangkan produk makanan dengan kemasan berwarna hijau akan ditata pada kardus yang
berada dikonveyor Unit Packaging B, sedangkan produk makanan dengan warna yang
tidak sesuai (bukan merah atau hijau) akan dipisahkan dari line produksi. Dari proses
penyortiran, produk dengan kemasan yang berwarna merah maupun hijau akan ditata dan
dimasukkan kedalam kardus sesuai jumlah yang diinginkan. Setelah proses pengepakan
selesai, kardus akan distampel dan siap didistribusikan. Proses otomasi tersebut diharapkan
dapat meningkatkan produktivitas industri makanan, meningkatkan konsistensi dan
kesesuiaan terhadap spesifikasi kualitas produk.
1.2.
Tujuan dan Manfaat
Tujuan dari penelitihan Tugas Akhir dengan judul Sistem Pengepakan Produk
dengan Kendali PLC Siemens S7-300 ini adalah menciptakan suatu alat otomasi untuk
penyortiran dan penataan produk makanan dalam kemasan dengan kontrol PLC Siemens
S7-300. Manfaat penulisan Tugas Akhir ini bagi dunia industri adalah membantu
meningkatkan produktivitas terutama pada industri makanan, meningkatkan konsistensi
1.3.
Batasan Masalah
Batasan masalah dari perancangan Sistem Pengepakan Produk dengan Kendali
PLC Siemens S7-300 ini adalah
1. Barang/produk yang akan dipindahkan dan ditata dalam kardus merupakan
produk makanan yang sudah dalam kemasan. Produk yang keluar dari
konveyor unit sortir secara acak
2. Sistem penyortiran dan penempatan menggunakan komponen
elektropneumatik dan menggunakan sensor warna pada sistem penyortiran
pada produk makanan
3. Terdapat bak pembuangan pada sistem penyortiran, produk yang berwarna
putih akan dibuang darilineproduksi
4. Produk dimasukkan dalam kardus sesuai dengan warnanya. Dimensi Produk
80mmx80mmx20mm
a) Warna merah mewakili rasa stroberi dimasukkan pada kardus pada
konveyor UnitPackagingA
b) Warna hijau mewakili rasa melon dimasukkan pada kardus pada
konveyor UnitPackagingB
5. 1 Kardus berisi 3 produk dengan warna yang sama
6. Kardus yang masuk kedalam konvoyer pengepakan sudah dalam keadaan
dilipat, dan kardus bagian atas dalam keadaan terbuka
7. Proses pengeleman dan pelipat kardus di luar dari Tugas Akhir ini
8. Sistem tinta pada unitstampingdiluar dari Tugas Akhir ini
9. Kontrol yang digunakan PLC Siemens S7-300
1.4.
Metodologi Penulisan Tugas Akhir
Berdasarkan pada tujuan yang ingin dicapai metode-metode yang digunakan dalam
penyusunan tugas Akhir ini adalah:
1. Studi literature, yaitu Metode yang digunakan dalam perancangan mesin ini
menggunakan kajian pustaka agar mendapat tingkat keakuratan data yang baik dan
menjadi pertimbangan tersendiri dalam diri penulis. Kajian pustaka sebagai
landasan dalam melakukan sebuah penulisan, diperlukan teori penunjang yang
memadai, baik mengenai ilmu dasar, metode penelitian, teknik analisis, maupun
ilmiah baik nasional maupun internasional, serta media online. Teori ditekankan
pada perancangan sistem kontrol PLC, perancangan konveyor dan sistem sortir
produk dengan elektro pneumatic. Tahap ini dapat dilakukan dimana saja dan
dilakukan sepanjang proses pengerjaan Tugas Akhir ini.
2. Eksperimen, yaitu dengan langsung melakukan praktek maupun pengujian terhadap
hasil pembuatan alat dalam pembuatan Tugas Akhir ini.
3. Perancangan Sistem, yaitu mengumpulkan data kemudian mencari bentuk model
yang optimal dari sistem yang akan dibuat dengan mempertimbangan dari
faktor-faktor permasalahan dan kebutuhan yang telah ditentukan. Permodelan merupakan
salah satu tahap paling penting dan memakan waktu dalam pengerjaan Tugas
Akhir.
4. Pembuatan sistem hardware, ada 3 unit yang akan penulis rancang. Unit tersebut
antara lain unit penyortiran, unit pengepakan dan unit stamping. Unit penyortiran,
untuk menyortir produk sesuai warna yang dibutuhkan. Unit pengepakan, untuk
menata produk yang kemudian produk dimasukkan ke dalam kardus. Unit
stamping, untuk memberikan tanda cap bahwa produk layak jual dan siap
didistribusikan.
5. Pengujian dan pengambilan data. Tahap ini alat yang dibuat dilakukan percobaan,
pengujian sensor-sensor, pengujian modul-modul, pengujian hardware serta
mengintegrasikan modul dan hardware dengan perangkat lunak untuk
mengendalikan sistem agar menjadi satu kesatuan yang utuh. Data yang diambil
berupa tegangan, kestabilan sistem, dan performa alat. Pengambilan data dilakukan
dengan cara pengukuran tegangan, waktu, pengujian sensor, rangkaian kontrol dan
sistem keseluruhan.
6. Analisa dan penyimpulan hasil percobaan. Analisa data dilakukan dengan
mengamati fungsi dari setiap unit, menganalisa singkronisasi kecepatan dari unit
penyortiran dan unit pengepakan. Sistem hardware dapat berfungsi dengan baik
jika perpindahan produk dari unit sortir ke unit packaging A dan B sesuai warna
dan jumlah yang diinginkan. Produk berwarna merah akan dipindah dari unit sortir
ke kardus pada packaging A sedangkan produk berwarna hijau dpindahkan dari
konveyor unit sortir ke kardus pada konveyor packaging B. Penyimpulan hasil
5
BAB II
DASAR TEORI
Bab ini menjelaskan tentang dasar teori dan penjelasan detail peralatan yang
digunakan dalam Tugas Akhir ini. Peralatan yang dibahas adalah Konveyor sebagai
perangkat penggerak, Motor DC, Pneumatik, Programmable Logic Controller (PLC)
Siemens S7-300 sebagai perangkat lunak, Reed Switch, Inductive Proximity Switch dan
Vacuum Switch.
2.1.
Konveyor
[1]Konveyor (Conveyor) merupakan suatu alat transportasi yang umumnya dipakai
dalam industri perakitan maupun proses produksi untuk mengangkut bahan produksi
setengah jadi maupun hasil produksi dari suatu bagian ke bagian yang lain. Sistem
konveyor dapat mempercepat proses transportasi material atau produk dan membuat
jalannya proses produksi menjadi lebuh efisien, oleh karena itu sistem konveyor menjadi
pilihan yang popular dalam dunia industri khususnya proses pengepakan. Pada gambar 2.1
dijelaskanjenis konveyor yang dibuat sesuai dengan kebutuhan industri sepertiBelt Conveyor, Chain Conveyor,danScrew Conveyor.
Gambar 2.1. Jenis-jenis konveyor
2.1.1. Belt Conveyor
Dari banyak jenis konveyor maka dipilihlah Konveyor Sabuk (Belt Conveyor)
karena lebih mudah dibuat dan lebih hemat. Komponen utama dari Konveyor Sabuk ini
hulk loaddan juga ada yang dipakai untuk memindahkan unit load.Belt merupakan sabuk
yang berputar pada drum yang ditumpu oleh idler pulley atau stationary runways. Syarat
yang harus dipenuhi dari suatu belt adalah sifat hidrokopis harus rendah (tidak mudah
lembab). Belt harus kuat menahan beban yang direncanakan, beratnya ringan, fleksibel,
masa pemakaian yang panjang. Belt pada conveyor digunakan untuk meletakkan barang
diatasnya sehingga, lebarbeltharus diperhatikan. Lebarbeltini dipengaruhi oleh lebar dari
barang yang diangkut.
Lapisan belt juga sangat menentukan kekuatan dari belt, semakin banyak lapisan
belt semakin kuat belt conveyor tersebut, selain itu lapisan belt ini dapat menyerap
tegangan longitudinal yang disebabkan oleh barang yang diangkut.
Gambar 2.2.Konveyor Sabuk (Belt Conveyor)
2.2.
Pneumatic
Pneumatik berasal dari bahasa Yunani, yaitu ‘pneuma’ yang berarti napas atau udara. Istilah pneumatik selalu berhubungan dengan teknik penggunaan udara bertekanan,
baik tekanan di atas maupun di bawah 1 atmosfer (vacuum). Berdasarkan pengertian
tersebut berarti pneumatik merupakan ilmu yang mempelajari teknik pemakaian udara
bertekanan. Sistem pneumatik memiliki aplikasi yang luas karena udara pneumatik bersih
dan mudah didapat. Industri yang menggunakan sistem pneumatik dalam proses produksi
seperti industri makanan, industri obat-obatan, industri pengepakan barang maupun
industri yang lain [2].
Penggunaan udara bertekanan sebenarnya masih dapat dikembangkan untuk
berbagai keperluan proses produksi, misalnya untuk melakukan gerakan mekanik yang
selama ini dilakukan oleh tenaga manusia, seperti menggeser, mendorong, mengangkat,
menekan, dan lain sebagainya. Gerakan mekanik tersebut dapat dilakukan juga oleh
rotasi maupun gabungan keduanya. Perpaduan darigerakan mekanik oleh aktuator
pneumatik dapat dipadu menjadi gerakan mekanik untuk keperluan proses produksi yang
terus menerus (continue), danflexibel.
Udara yang digunakan dalam pneumatik sangat mudah didapat disekitar kita. Udara
dapat diperoleh dimana saja kita berada, serta tersedia dalam jumlah banyak. Udara yang
terdapat di sekitar kita juga sebagian besar bersih dari kotoran dan zat kimia yang
merugikan. Udara juga dapat dibebani lebih tanpa menimbulkan bahaya yang besar. Sifat
pneumatik yang tahan terhadap suhu, membuat pneumatik banyak digunakan pada
industri pengolahan logam dan sejenisnya.
Prinsip kerja dari pneumatik secara umum yaitu udara yang dihisap oleh
kompresor, akan disimpan dalam suatu tabung penampung. Udara dari kompresor sebelum
digunakan, diolah terlebih dahulu di dalam regulator agar menjadi kering dan mengandung
sedikit pelumas. Udara yang keluar dari regulator baru dapat digunakan menggerakkan
katub penggerak, baik berupa silinder yang bergerak translasi maupun motor pneumatik
yang bergerak rotasi. Gerakan bolak-balik dan berputar pada aktuator digunakan untuk
berbagai keperluan gerakan.
Gambar 2.3. Klasifikasi elemen sistem pneumatik [3]
2.2.1. Double Acting Cylinder
Salah satu jenis actuator pneumatic adalah double acting cylinder. Double acting
cylinder adalah elemen gerak linier dengan dua masukan tekanan, jadi dalam otomasi
Gambar 2.4.Double Acting Cylinder
Silinder ini mendapat suplai udara kempa dari dua sisi. Konstruksinya hampir sama
dengan silinder kerja tunggal. Keuntungannya adalah bahwa silinder ini dapat memberikan
tenaga kepada dua belah sisinya. Silinder kerja ganda ada yang memiliki batang torak
(piston road) pada satu sisi dan ada pada kedua pula yang pada kedua sisi. Konstruksinya
yang mana yang akan dipilih tentu saja harus disesuaikan dengan kebutuhan. Silinder
pneumatik penggerak ganda akan maju atau mundur oleh karena adanya udara
bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada. Silinder pneumatik
penggerak ganda terdiri dari beberapa bagian, yaitu torak, seal, batang torak, dan silinder.
Sumber energi silinder pneumatik penggerak ganda dapat berupa sinyal langsung melalui
katup kendali, atau melalui katup sinyal ke katup pemproses sinyal (processor) kemudian
baru ke katup kendali. Pengaturan ini tergantung pada banyak sedikitnya tuntutan yang
harus dipenuhi pada gerakan aktuator yang diperlukan. Secara detail silinder pneumatik
dapat dilihat seperti gambar 2.5 [4].
Silinder yang akan digunakan pada Tugas Akhir nanti menggunakan double acting
cylinderdengan diameter 16mm panjang langkah 75mm,Cylinder Guide DFM-32-160 dan
Cylinder Guide DFM-20-80 yang diproduksi oleh FESTO. Pada gambar 2.5 merupakan
double acting cylindersedangkan pada gambar 2.6 merupakanCylinder Guide DFM.
Gambar 2.6.Cylinder Guide DFM [3]
2.2.2. Generator Vakum
[5]Generator vakum digunakan untuk menghasilkan udara vakum atau udara
hisap. Digunakan bersamaan dengan mangkuk hisap untuk memindahkan berbagai
benda kerja. Alat ini bekerja pada prinsip venturi meter (vakum). Pada gambar 2.7.
menjelaskan bagian dalam generator vakum.
Gambar 2.7. Generator vakum dengan mangkuk hisap
2.2.3. Katub Solenoid
[5]Katup Solenoid adalah kombinasi dari dua unit fungsional, solenoida
(elektromagnet) dengan inti atau plungernya dan badan katup (valve) yang berisi lubang
mulut pada tempat piringan atau stop kontak ditempatkan untuk menghalangi atau
mengizinkan aliran. Pada gambar 2.8. dan 2.9. menjelaskan aliran udara pada solenoida.
Gambar 2.9. Torak silinder pneumatik akan masuk bila solenoida
tidak diberi daya
Gambar 2.10. Simbol katup solenoid 5/2
2.2.4. Linear Drive Pneumatik
Linear Drive Pneumatik merupakan komponen pneumatik yang digunakan untuk
gerakan linear yang dikendalikan dengan tenaga angin.Linear drive yang digunakan pada
Tugas Akhir ini tipe DGPL dengan panjang stroke 500mm.
Gambar 2.11.Linear Drive DGPL[3]
1. Adjustable cushioning
2. Slide
3. Cover Strip
4. Supplay Port Position
5. Piston
6. Mounting
2.3.
Motor DC
Motor DC merupakan jenis motor yang menggunakan tegangan searah sebagai
sumber tenaganya. Prinsip kerja motor DC berdasar pada penghantar yang membawa arus
ditempatkan dalam suatu medan magnet. Penghantar akan mengalami gaya yang
dijelaskan pada sebuah kawat berarus yang dihubungkan pada kutub magnet utara dan
selatan. Arah gaya dapat ditentukan dengan menggunakan kaidah tangan kiri. Apabila
suatu kumparan jangkar (rotor) dialiri arus listrik dalam suatu medan magnet maka akan
terbangkit gaya (padarotortersebut) [6]
Gaya menimbulkan torsi yang akan menghasilkan rotasi mekanik sehingga motor
akan berputar. Jadi motor DC menerima sumber arus searah jala-jala kemudian dirubah
menjadi energi mekanik berupa putaran, yang nantinya dipakai oleh peralatan lain.
Adapun konstruksi motor DC meliputi, sikat berfungsi untuk mensuplay arus pada
jangkar melalui komutator, posisi sikat berada pada inti kumparan. Stator adalah bagian
dari motor yang tidak bergerak (diam), stator pada motor DC dari magnet permanen.
Fungsi dari stator adalah untuk menghasilkan medan magnet. Rotor adalah bagian dari
motor yang bergerak, rotor terdiri dari dua bagian yaitu, komutator fungsinya untuk
membuat arah arus jangkar mengalir dalam satu arah tertentu sehingga putaran juga
searah. Jangkar adalah tempat membelitkan kabel-kabel jangkar yang berfungsi untuk
menghasilkan torsi [6].
Gambar 2.12. Motor DC
2.4. PLC
(Programmable Logic Controller)PLC ialah rangkaian elektronik berbasis mikroprosesor yang beroperasi secara
digital, menggunakan programmable memory untuk menyimpan instruksi yang
berorientasi kepada pengguna, untuk melakukan fungsi khusus seperti logika, sequencing,
timing, arithmetic, melalui input baik analog maupun discrete/digital, untuk berbagai
PLC merupakan sebuah alat yang digunakan untuk menggantikan rangkaian
sederetan relay yang banyak dijumpai pada sistem kontrol konvensional, dirancang untuk
mengontrol suatu proses permesinan [8]. PLC jika dibandingkan dengan sistem kontrol
konvensional memilki banyak kelebihan antara lain :
1. Butuh waktu yang tidak lama untuk membangun, memelihara, memperbaiki dan
mengembangkan sistem kendali, pengembangan sistem yang mudah.
2. Ketahanan PLC jauh lebih baik,
3. Mengkonsumsi daya lebih rendah,
4. Pendeteksian kesalahan yang mudah dan cepat,
5. Pengkabelan lebih sedikit dan perawatan yang mudah,
6. Tidak membutuhkan ruang kontrol yang besar,
7. Tidak membutuhkan spare part yang banyak, dan lain-lain.
2.4.1. Komponen-komponen Utama PLC
Komponen Utama atau perangkat keras penyusun PLC yang digambarkan pada
gambar 2.13. adalah (1) Catu Daya / Power Supply, (2) CPU (Central Processing Unit)
yang didalamnya terdapat prosesor, dan memori, (3) Modul Masukan (Input Modul), dan
[image:30.595.89.523.163.613.2]Modul Keluaran (Output Modul), dan (4) Perangkat Pemrograman.
Gambar 2.13. Komponen-komponen utama PLC [9]
A. Catu Daya (Power Supply)
Catu daya listrik digunakan untuk memberikan pasokan daya keseluruh
komponen-komponen PLC. Kebanyakan PLC bekerja dengan catu daya 24 VDC atau 220 VAC,
beberapa PLC catu dayanya terpisah (sebagai modul tersendiri), yang demikian biasanya
B. CPU ( Central Processing Unit )
CPU atau Unit Pengolahan Pusat, terdiri dari 3 komponen penyusun : (1) Prosesor,
[image:31.595.104.482.104.306.2](2) Memori dan (3) Catu Daya (Power Supply)
Gambar 2.14. Komponen utama penyusun CPU [10]
Prosesor merupakan otak dari sebuah PLC ,fungsi utama adalah mengatur tugas
pada keseluruhan sistem PLC, mengerjakan berbagai operasi antara lain mengeksekusi
program, menyimpan dan mengambil data dari memori, membaca nilai input dan
mengatur nilai output, memeriksa kerusakan, melakukan operasi-operasi matematis,
manipulasi data, tugas-tugas diagnostik, serta melakukan komunikasi dengan perangkat
lain. Memori adalah area dalam CPU PLC tempat data serta program disimpan dan
dieksekusi oleh prosesor, pengetahuan tentang sistem memori pada PLC akan sangat
membantu dalam memahami cara kerja PLC.
Gambar 2.15. Sistem PLC [11]
C. Modul Masukan dan Modul Keluaran
Modul masukan dan keluaran adalah perantara antara PLC dengan perangkat keras
masukan dan perangkat keras keluaran. Gambar 2.16. menunjukan posisi keduanya dalam
[image:31.595.98.525.293.644.2]PLC. Tujuannya adalah melindungi CPU PLC dari sinyal yang tidak dikehendaki yang
dapat merusak CPU itu sendiri. Modul masukan dan modul keluaran ini berfungsi untuk
mengkonversi atau mengubah sinyal-sinyal masukan dari perangkat keras masukan ke
sinyal-sinyal yang sesuai dengan tegangan kerja CPU PLC (misalnya masukan dari sensor
dengan tegangan kerja 5 Volt DC harus dikonversikan menjadi tegangan 24 Volt DC agar
sesuai dengan tegangan kerja CPU PLC). Hal ini dapat dilakukan dengan mudah yaitu
dengan menggunakanopto-isolatorsebagaimana ditunjukan pada gambar 2.17.
Gambar 2.16. Rangkaian modul masukan [8]
Dengan menggunakan opto-isolator maka tidak ada hubungan kabel sama sekali
antara perangkat keras masukan/keluaran dengan unit CPU. Secara optic dipisahkan
(perhatikan gambar 2.17) dengan kata lain, sinyal ditransmisikan melalui cahaya. Cara
kerjanya sederhana, perangkat keras masukan akan memberikan sinyal untuk
menghidupkan LED (dalam opto-isolator) akibatnya phototransistor akan menerima
cahaya dan akan menghantarkan arus (ON), CPU akan melihatnya sebagai logika nol.
Begitu juga sebaliknya, saat sinyal masukan tidak ada lagi maka LED akan mati dan
phototransistor akan berhenti menghantar sinyal (OFF), CPU akan melihatnya sebagai
logika satu. Perbedaan antara modul masukan dan modul keluaran adalah LED pada
modul masukan dihidupkan oleh perangkat keras masukan sementara LED pada modul
keluaran dihidupkan oleh CPU PLC.
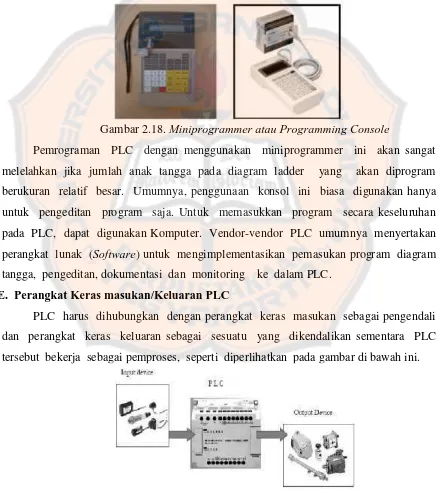
D. Perangkat Pemrograman (Programming Device)
Programming Device adalah alat untuk memasukan (membuat atau mengedit)
program ke dalam PLC. Ada 2 perangkat program yang biasa digunakan (1)
Miniprogrammer atau Programming Console, dan (2) Komputer.
MiniprogrammeratauProgramming Console(biasa disebut Konsol) adalah sebuah
perangkat seukuran kalkulator saku yang berfungsi untuk memasukkan instruksi-instruksi
program ke dalam PLC. Umumnya, instruksi-instruksi program dimasukan dengan
[image:33.595.88.526.238.730.2]mengetikkan simbol-simbol diagram tangga dengan menggunakan kodemnemonic.
Gambar 2.18.Miniprogrammer atau Programming Console
Pemrograman PLC dengan menggunakan miniprogrammer ini akan sangat
melelahkan jika jumlah anak tangga pada diagram ladder yang akan diprogram
berukuran relatif besar. Umumnya, penggunaan konsol ini biasa digunakan hanya
untuk pengeditan program saja. Untuk memasukkan program secara keseluruhan
pada PLC, dapat digunakan Komputer. Vendor-vendor PLC umumnya menyertakan
perangkat lunak (Software) untuk mengimplementasikan pemasukan program diagram
tangga, pengeditan, dokumentasi dan monitoring ke dalam PLC.
E. Perangkat Keras masukan/Keluaran PLC
PLC harus dihubungkan dengan perangkat keras masukan sebagai pengendali
dan perangkat keras keluaran sebagai sesuatu yang dikendalikan sementara PLC
tersebut bekerja sebagai pemproses, seperti diperlihatkan pada gambar di bawah ini.
Input Device merupakan bagian PLC yang berhubungan dengan perangkat
luar yang memberikan masukan kepada CPU, perangkat masukan dapat berupa
tombol, Switch, Saklar, Sensor atau perangkat ukur lain.
Output Device Merupakan bagian PLC yang berhubungan dengan perangkat
luar yang memberikan keluaran dari CPU, perangkat keluaran dapat berupa Motor
AC/DC, lampu, katup dan lain-lain. Perangkat keluaran tersebut akan bekerja sesuai
dengan perintah yang dimasukan kedalam PLC.
2.4.2. PLC Siemens S300
PLC sebagai pengontrol sistem, bekerja berdasarkan masukan yang diterima
kemudian menentukan keluarannya sesuai dengan program yang telah di buat. PLC
Siemens S300 merupakan jenis PLC Siemens yang modular. PLC ini diproduksi oleh
Siemens. Seri PLC Siemens S300 yang akan digunakan pada Tugas Akhir nanti yaitu
PLC Siemens S7-300 CPU 314C- 2PN/DP. Pada gambar 2.20 merupakan tampilan PLC
[image:34.595.85.526.191.588.2]Siemens S300 yang akan digunakan.
Gambar 2.20. PLC Siemens S7-300 CPU 314C- 2PN/DP
2.5. Simatic Manager Step 7
[12]Simatic Manager adalah aplikasi dasar untuk mengkonfigurasi atau memprogram.
Fungsi-fungsi berikut ini dapat ditampilkan dalam Simatic Manager Step 7 :
a.Setup project
b. Mengkonfigurasi dan menetapkan parameter kehardware
c. Mengkonfigurasihardware networks
d. Program blok
SIMATIC Managerdapat di operasikan dengan cara :
a. Offline, tidak terhubung dengan Programmable Controller Dengan bekerja pada
operasi offline ini, kita dapat menguji program yang dibuat secara simulasi ,
dimana menu simulasi sudah tersedia pada toolbarSimatic Manager.
b. Online, terhubung dengan Programmable Controller. Kebalikan dari mode
offline, pada mode operasi ini, PC terhubung langsung ke hardware, sehingga
menu simulasi tidak dapat digunakan.
2.6. Reed Switch
Reed Switch adalah saklar listrik yang dioprasikan dengan medan magnet. Ini terdiri
dari sepasang kontak pada tubuh logam besi dalam tertutup rapat kaca amplop. Kontak
yang mungkin normal terbuka menutup jika medan magnet hadir, atau biasanya menutup
dan membuka ketika medan magnet diterpakan. Switch ini dapat ditekan oleh kumparan,
membuat relai buluh akan kembali keposisi semula.
Gambar 2.21. Reed Switch
2.7. Photo Sensor
Photo sensor adalah alat atau sensor yang dapat mendeteksi cahaya infrared atau
sejenisnya yang dipancarkan oleh pemancar yang disebut emitter dan memiliki panjang
gelombang yang berbeda-beda. Photo sensor umumnya dipakai pada mesin-mesin industri
yang bekerja secara otomatis ataupun manual, pada mesin yang bekerja secara automatic
menggunakan sensor ini sebagai pemberi sinyal masukan atau informasi, untuk dikontrol
lebih secara lanjut, agar mesin dapat berjalanauto.
Prinsip kerja Photosensor :
Ketika transmiter mengirimkan cahayanya ke bagian receiver dan diterima dengan
baik tanpa ada satupun penghalang, maka sensor dalam keadaan stanby, tidak ada reaksi
dan kontaknya pun tidak berhubungan, tetapi pada saat cahaya yang dikirimkan oleh
transmiter terhalang oleh suatu benda padat seperti besi atau karet, sehingga receivertidak
dapat menerima cahaya karena tertutup benda , maka ketika itu pula sensor akan bekerja
dan menghubungkan kontak yang ada didalamnya yaitu dibagian receiver. Receiver ini
yang nantinya dihubungkan dengan perangkat kontrol lainnya atau untuk memberi perintah
pada motor penggerak agar berputar.
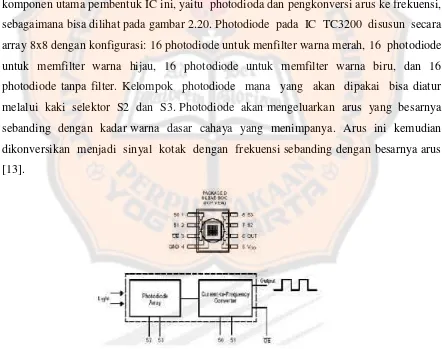
2.8. Sensor warna TCS3200
TCS3200 adalah IC pengkonversi warna cahaya ke nilai frekuensi. Ada dua
komponen utama pembentuk IC ini, yaitu photodioda dan pengkonversi arus ke frekuensi,
sebagaimana bisa dilihat pada gambar 2.20. Photodiode pada IC TC3200 disusun secara
array 8x8 dengan konfigurasi: 16 photodiode untuk menfilter warna merah, 16 photodiode
untuk memfilter warna hijau, 16 photodiode untuk memfilter warna biru, dan 16
photodiode tanpa filter. Kelompok photodiode mana yang akan dipakai bisa diatur
melalui kaki selektor S2 dan S3. Photodiode akan mengeluarkan arus yang besarnya
sebanding dengan kadar warna dasar cahaya yang menimpanya. Arus ini kemudian
dikonversikan menjadi sinyal kotak dengan frekuensi sebanding dengan besarnya arus
[image:36.595.83.525.321.670.2][13].
Frekuensi Output ini bisa diskala dengan mengatur kaki selektor S0 dan S1.
Dengan demikian, program yang kita perlukan untuk mendapatkan komposisi RGB
[image:37.595.82.525.138.657.2]adalah program penghitung frekuensi.
Tabel 2.1. Koneksi TCS 3200 dengan DB-Expander [13]
Sensor Warna TCS3200 dapat mendeteksi dan mengukur intensitas warna tampak.
Beberapa aplikasi yang menggunakan sensor ini diantaranya : pembacaan warna,
pengelompokkan barang berdasarkan warna, ambient light sensing and calibration,
pencocokan warna, dan banyak aplikasi lainnya.
A. Fitur sensor warna TCS3200
1. Power : (2.7V to 5.5V)
2. Interface : Digital TTL
3. High-Resolution Conversion of Light Intensity to Frequency
4. Programmable Color and Full-Scale Output Frequency
5. Power Down Feature
6. Communicates Directly to Microcontroller
7. Size= 28.4x28.4mm
B. Catatan Penggunaan
1. Tegangan,VDD = 6V
2. Jarak tegangan masukan, Semua masukan,Vi =−0.3 V to VDD + 0.3 V
3. Suhu untuk beroperasi =−40°C to 85°C
4. Suhu untuk penyimpanan =−40°C to 85°C
Gambar 2.24. Grafik Karakteristik TCS3200 [14]
2.9. Mikrokontroler ATMEGA 8535
Atmega8535 merupakan mikrokontroler yang masuk dalam golongan keluarga AVR
dengan memiliki arsitektur RISC 8 bit, sehingga semua instruksi dikemas dalam kode
16-bit (16-16-bits word) dan sebagian besar instruksi dieksekusi dalam satu siklus instruksiclock.
Dan ini sangat membedakan sekali dengan instruksi MCS-51 (berarsitektur CISC) yang
membutuhkan siklus 12clock. RISC adalahReduced Instruction Set Computingsedangkan
CISC adalah Complex Instruction Set Computing. AVR dikelompokkan ke dalam 4 kelas,
yaitu ATtiny, keluarga AT90Sxx, keluarga Atmega, dan keluarga AT86RFxx. Dari
kesemua kelas yang membedakan satu sama lain adalah ukuran onboard memori,onboard
dikatakan hampir sama [15]. Oleh karena itu, dipergunakan salah satu AVR produk Atmel,
yaitu ATMega8535. Selain mudah didapatkan dan lebih murah.
ATMega8535 juga memiliki fasilitas yang lengkap. Untuk tipe AVR ada 3 jenis
yaitu ATtiny, AVR klasik, ATmega. Perbedaannya hanya pada fasilitas dan I/O yang
tersedia serta fasilitas lain seperti ADC, EEPROM dan lain sebagainya. Salah satu
contohnya adalah ATMega8535. Memiliki teknologi RISC dengan kecepatan maksimal 16
MHz membuat ATMega8535 lebih cepat bila dibandingkan dengan varian MCS 51.
Dengan fasilitas yang lengkap tersebut menjadikan ATMega8535 sebagai mikrokontroler
yang powerfull. Mikrokontroler ini merupakan produk keluaran atmel dan memiliki fitur
yang cukup lengkap. Mulai dari kapasitas memori program dan memori data yang cukup
besar, interupsi, timer/counter, analog comparator, EEPROM internal dan juga ADC
internalsemuanya ada dalam ATMega8535 [16].
2.9.1. Arsitektur Atmega8535
Mikrokontroler Atmega8535 memiliki arsitektur sebagai berikut:
1. Saluran I/O sebanyak 32 buah, yaituPortA,PortB,PortC danPortD.
2. ADC 10 bit sebanyak 8 saluran.
3. Tiga buahTimer/Counterdengan kemampuan perbandingan.
4. CPU yang terdiri atas 32register.
5. Watchdog Timerdenganosilator internal.
6. SRAM sebesar 512byte.
7. Memoriflashsebesar 8 KB dengan kemampuanRead While Write.
8. Unitinterupsi internaldaneksternal.
9. Portantarmuka SPI.
10. EEPROM sebesar 512byteyang dapat diprogram saat operasi.
11. Antarmuka komparator analog.
2.9.2. Blok Diagram Mikrokontroler Atmega8535
Gambar 2.25. merupakan gambar blok diagram mikrokontroler Atmega8535.
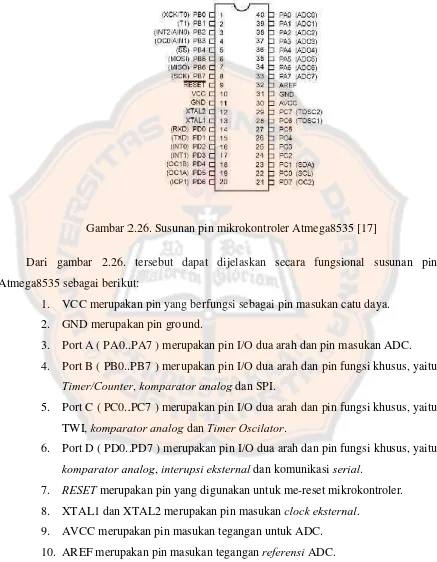
2.9.3. Susunan Pin M
Susunan pin dari m
[image:41.595.87.524.143.705.2]gambar 2.26.
Gambar 2.2
Dari gambar 2.26.
Atmega8535 sebagai berikut
1. VCC merupaka
2. GND merupaka
3. Port A ( PA0..P
4. Port B ( PB0..P
Timer/Counter
5. Port C ( PC0..P
TWI,komparat
6. Port D ( PD0..
komparator anal
7. RESETmerupa
8. XTAL1 dan X
9. AVCC merupa
10. AREF merupa
n Mikrokontroler Atmega8535
i mikrokontroler Atmega8535 sebanyak 40 pin
r 2.26. Susunan pin mikrokontroler Atmega8535 [
6. tersebut dapat dijelaskan secara fungsiona
ikut:
upakan pin yang berfungsi sebagai pin masukan c
akan pin ground.
0..PA7 ) merupakan pin I/O dua arah dan pin m
0..PB7 ) merupakan pin I/O dua arah dan pin fung
ounter,komparator analogdan SPI.
0..PC7 ) merupakan pin I/O dua arah dan pin fung
parator analogdanTimer Oscilator.
0..PD7 ) merupakan pin I/O dua arah dan pin fung
or analog,interupsi eksternaldan komunikasiseri
upakan pin yang digunakan untuk me-reset mikr
n XTAL2 merupakan pin masukanclock eksternal
upakan pin masukan tegangan untuk ADC.
upakan pin masukan teganganreferensiADC.
pin dapat dilihat pada
8535 [17]
sional susunan pin
n catu daya.
n masukan ADC.
n fungsi khusus, yaitu
n fungsi khusus, yaitu
n fungsi khusus, yaitu
serial.
ikrokontroler.
ernal.
2.10. Relay
Relay adalah sebuah saklar elekronis yang dapat dikendalikan dari rangkaian
elektronik lainnya. Relay terdiri dari 3 bagian utama, yaitu:
1. Koil : lilitan dari relay
2. Common : bagian yang tersambung dengan Normally Close (dalam keadaan normal)
3. Kontak : terdiri dari Normally ClosedanNormally Open
NC(Normally Closed) merupakan saklar dari relay yang dalam keadaan normal
(relay tidak diberi tegangan) terhubung dengan common. Sedangkan NO(Normally Open)
merupakan saklar dari relay yang dalam keadaan normal (relay tidak diberi tegangan)
tidak terhubung dengancommon.
25
BAB III
RANCANGAN PENELITIAN
Dalam proses perancangan, dan pembuatan prototype alat otomasi penataan produk
dengan kontrol PLC Siemens S7-300 ini diperlukan beberapa alat dan bahan yang
menunjang pembuatannya. Selain pembuatan perangkat keras (Hardware) yang berwujud
konveyor beserta pengendalinya juga diperlukan pembuatan program (Software) yang akan
dimasukkan ke dalam CPU PLC sebagai pengendali Prototype konveyor tersebut.
3.1. Blok Diagram Sistem
Penjelasan dari gambar 3.1. blok diagram sistem adalah :
1. Ada empat tombol untuk pengoperasian alat otomasi penataan produk
TombolON = untuk menghidupkan/menjalankan alat secara otomatis
TombolAuto manual = untuk menghidupkan/menjalankan alat secara manual
TombolOFF = untuk mematikan mesin
TombolReset = untuk mengembalikan alat keposisi semula/awal
2. Sensor photosensor digunakan untuk mendeteksi keberadaan benda pada konveyor
3. Sensor warna digunakan untuk mendeteksi warna atau jenis benda.Warna Produk yang
akan dideteksi ada 3 warna. (warna merah,hijau dan putih)
4. PLC berfungsi sebagai pengendali utama sistem
5. Drivermerupakan rangkaian perantara untuk mengaktifkan motor DC dan selenoid
6. Motor DC sebagai penggerak konveyor
7. Selenoid valve untuk menggerakkan silinder pneumatik dan Silinder pneumatik
merupakan aktuator
3.2. Proses Kerja Sistem
Perancangan alat ini terdiri dari beberapa bagian utama, yaitu konveyor untuk unit
sortir, konveyor unit packaging A yang digunakan untuk produk berwarna merah,
konveyor unit packaging B yang digunakan untuk produk berwarna hijau, unit stamping,
unit sortir dan kontrol PLC Siemens S7-300 sebagai sistem kendali.
Konveyor pada unit sortir, merupakan konveyor yang membawa produk menuju
sistem penataan dimana produk akan dimasukkan ke dalam kardus sesuai warna yang telah
ditentukan, pada konveyor ini warna produk masih acak. Setelah produk sampai pada unit
sortir, sensor warna akan memdeteksi warna produk. Input dari sensor warna akan
mengatur pergerakan unit sortir. Unit sortir akan memindahkan produk yang berwarna
merah pada kardus pada konveyor unit packaging A, sedangkan produk yang berwarna
hijau akan dipindahkan oleh unit sortir ke kardus pada konveyor unit packaging B. Pada
konveyor unitpackaging A dan konveyor unit packaging B, masing-masing terdapat unit
stamping. Unit stamping pada konveyor unit packaging A maupun pada konveyor unit
packaging B akan bekerja jika photosensor mendeteksi kardus yang sudah berisi produk
dimana dalam satu kardus berisi 3 produk. Semua sistem yang bekerja dalam rancangan
otomasi penataan produk akan dikendalikan dengan PLC Siemens S7-300, baik itu sistem
3.3.
Perancangan Perangkat Keras
Perancangan dan pembuatan perangkat keras ini bertujuan untuk pembuktian dan
aplikasi secara nyata dari proses sistem pengendali yang berbentuk sebuah prototype,
sehingga dapat dipahami dengan mudah dan jelas. Gambar 3.2. merupakan desain
prototype alat otomasi penataan produk dengan kontrol PLC Siemens S7-300. Dimensi
totalprototypeini adalah 1000mmx900mmx1500mm.
Gambar 3.2. Desainprototypealat otomasi penataan produk
3.3.1. Diagram Alir Pembuatan Konveyor
Adapun langkah pembuatan prototype konveyor seperti gambar 3.3. berikut:
Gambar 3.3. Diagram alir pembuatanprototypekonveyor Mulai
Penggambaran konveyor
Pembuatan roller, rangka dan Belt
Perakitan roller, rangka, belt, adjuster
dan motor DC
Gambar 3.3. merupa
hingga perakitan konveyor.
konveyor yang akan diguna
1. Konveyor yang
2. Konveyor unit
3. Konveyor unit
Ketiga Konveyor
menggunakan motor DC 12
3.3.2. Desain Konveyor
Gam Foot Konv
rupakan proses pembuatan konveyor belt, da
or. Pada perancangan sistem otomasi penataan
gunakan. Tiga konveyor tersebut antara lain;
ang digunakan pada unit sortir sebagai input produk
unitpackagingA untuk produk berwarna merah
unitpackagingB untuk produk berwarna hijau
r tersebut menggunakan konveyor belt
12Volt.
yor pada Unit Sortir
ambar 3.4. Desain konveyor pada unit sortir MotorDC Belt Konveyor Roll Konveyor Adjuster Konveyor Tranmisi
, dari penggambaran
aan produk ini, ada 3
produk
ah
u
lt yang digerakkan
Perancangan konveyor pada unit sortir ini, bahan yang digunakan adalahMild steel
dan belt yang terbuat dari karet. Dimesi total dari konveyor ini adalah
800mmx248mmx115mm dengan lebar belt 150mm. Desain konveyor ditunjukan pada
gambar 3.2 adapun bagian-bagian dari konveyor tersebut adalah;
1. Belt konveyor terbuat dari PVC dengan ketebalan 2mm dengan lebar belt
150mm dan panjang kurang lebih 1750mm
2. Frame dan foot konveyor terbuat dari Ms Sheet dengan tebal 1.2mm dengan
proses bending kemudian dicat agar tidak mudah berkarat
3. Roll Konveyor berbentuk silinder dimana didalam silinder tersebut terdapat
bantalan gelinding (bearing) sebagai penahan beban radial pada saat roll
berputar. Dimensi roll adalah bagian tengah yang digunakan sebagai landasan
belt berdiamter 1 inch sedangkan pada bagian ujung berdiamter 20mm
4. Adjuster terbuat dari Mild Steel yang berfungsi untuk
mengencangkan/mengendorkan belt konveyor dengan cara mengatur posisiroll
konveyor
5. Penggerak dari sistem konveyor ini menggunakan Motor DC 12V
3.3.3. Desain Konveyor pada Unit Packaging A dan Unit Packaging B
Desain konveyor pada unit packaging A sama dengan konveyor pada unit
packagingB, dengan dimensi 760mmx185mmx115mm dengan lebar belt 100mm. Desain
konveyor ditunjukan pada gambar 3.3 adapun bagian-bagian dari konveyor tersebut
adalah;
1. Beltkonveyor dengan material PVC dimensi 1750mmx100mmx2mm
2. Frame dan foot konveyor terbuat dari Ms Sheet dengan tebal 1mm dengan
proses bending kemudian dicat agar tidak mudah berkarat.
3. Roll Konveyor terdapar 2 jenit, roll mati dan roll hidup dengan dimensi roll HV
76mmx100mmx50mmx50mm. Roll mati sebagai roll penggerak dimana roll
ini akan dihubungkan dengan motor DC sedangkan roll hidup sebagai roll
tergerak didalam terdapat bantalan gelinding (bearing) sebagai landasannya.
4. Adjuster pada konveyor ini hanya menggunakan bolt dan nut, desain pada
framedibuat slot berbentuk ellips.
5. Penggerak dari sistem konveyor ini menggunakan Motor power window DC
Gambar 3.5. D
3.3.4. Desain Unit Pem
Pada perancangan uni
warnanya, unit ini juga be
Komponen yang digunaka
pneumatik. Konstruksi unit
baja profile, dengan maksud
tersebut juga digunakan unt
digunakan untuk tempat sist
dari unit pemindah dan sorti Motor DC Foot Konveyor
3.5. Desain konveyor pada unitpackagingA dan B
emindah dan Sortir
n unit pemindah dan sortir, selain memisahka
berfungsi sebagai pemindah produk masuk
akan pada unit ini sebagian besar menggun
nit sortir diletakkan di atas meja yang terbuat da
ksud agar mudah dalam sistem pengoperasian.
untuk peletakkan 3 konveyor, di bagian ba
sistem kontrol PLC. Pada gambar 3.6 dijelaska
ortir. DC Frame Konvey Belt Kon Roll Konveyor Adjuster dan B
sahkan produk sesuai
suk ke dalam kardus.
ggunakan komponen
t dari bahan kayu dan
an. Fungsi dari meja
n bawah meja dapat
Gambar 3.6. Desain unit Pemindah dan Sortir
3.4.
Perancangan Wiring PLC Siemens S300
Pada Perancangan Sistem Pengepakan Produk dengan Kendali PLC Siemens S7-300
meliputi 3 perancangan wiring, yaitu ;
1. Wiring input output untuk unit sortir
2. Wiring input output untuk unitpackagingA
3. Wiring input output untuk unitpackagingB
A. Rancangan Elektrik
Ada empat tombol untuk pengoperasian alat otomasi penataan produk
TombolON = untuk menghidupkan/menjalankan alat secara otomatis
TombolAuto manual = untuk menghidupkan/menjalankan alat secara manual
TombolOFF = untuk mematikan mesin
TombolReset = untuk mengembalikan alat keposisi semula/awal
Pada gambar 3.7. merupakan desain tombol pengoperasian untuk prototype alat
otomasi penataan produk 1
2
3 4
5
6
7
8
Keterangan
1. Meja (multiplex)
2. Alumunium profile
3. Linear driveFesto DGPL-25-400
4. Cylinder GuideFesto DFM -32-160
5. Cylinder GuideFesto DFM -20-80
6. Vaccum Suction GripperFesto
7. Air survice UnitFesto
Gambar 3.7. Desain operasional panel
Tabel 3.1. Alamatinput outputPLC untuk kontrol panel
NO NAMA JENIS KODE
WIRING SIMBOL ADDRESS
1 SWITCH AUTO
MANUAL INPUT SW_AutoMan AUTOMAN I1.7
2 START INPUT PB_Start START I2.0
3 STOP INPUT PB_Stop STOP I2.1
4 RESET INPUT PB_Reset RESET I2.2
Gambar 3.8.Wiring Inputuntuk kontrol panel
Gambar 3.9.Wiring Outputuntuk kontrol panel
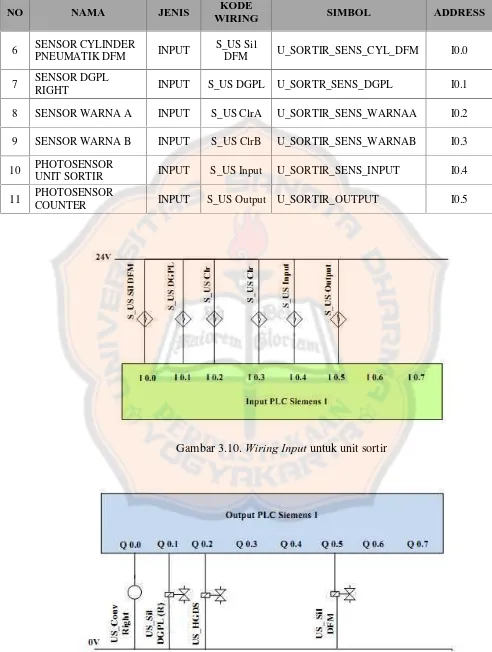
B. Rancangan elektrik unit sortir
Tabel 3.2. Alamat input output PLC unit sortir
NO NAMA JENIS KODE
WIRING SIMBOL ADDRESS
1 CONVEYOR SORTIR
KANAN OUTPUT
US_Conv
Right U_SORTIR_CVY_RIGHT Q0.0
2
CYLINDER
PNEUMATIK DGPL [R]
OUTPUT US_Sil
DGPL(L) U_SORTIR_CYL_DGPL Q0.1
3
CYLINDER
PNEUMATIK DGPL [L]
OUTPUT US_Sil
DGPL(L) U_SORTIR_CYL_DGPL Q1.1
4 HGDS (VACCUM) OUTPUT US_HGDS U_SORTIR_HGDS Q0.2
5 CYLINDER
NO NAMA JENIS KODE
WIRING SIMBOL ADDRESS
6 SENSOR CYLINDER
PNEUMATIK DFM INPUT
S_US Sil
DFM U_SORTIR_SENS_CYL_DFM I0.0
7 SENSOR DGPL
RIGHT INPUT S_US DGPL U_SORTR_SENS_DGPL I0.1
8 SENSOR WARNA A INPUT S_US ClrA U_SORTIR_SENS_WARNAA I0.2
9 SENSOR WARNA B INPUT S_US ClrB U_SORTIR_SENS_WARNAB I0.3
10 PHOTOSENSOR
UNIT SORTIR INPUT S_US Input U_SORTIR_SENS_INPUT I0.4
11 PHOTOSENSOR
[image:52.595.46.538.78.730.2]COUNTER INPUT S_US Output U_SORTIR_OUTPUT I0.5
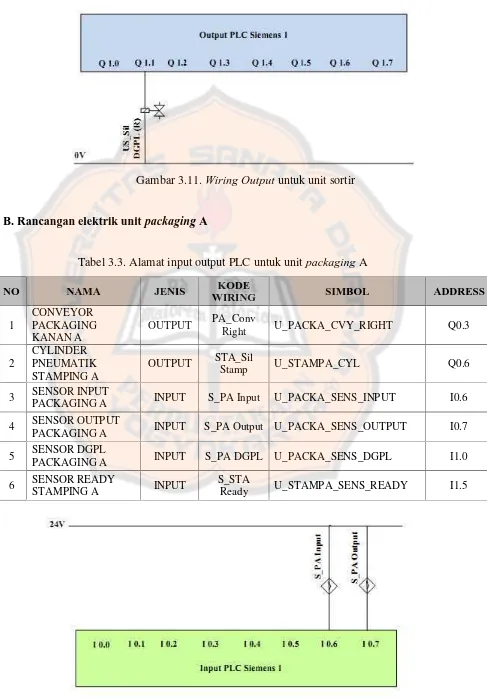
Gambar 3.11.Wiring Outputuntuk unit sortir
B. Rancangan elektrik unit packaging A
Tabel 3.3. Alamat input output PLC untuk unitpackagingA
NO NAMA JENIS KODE
WIRING SIMBOL ADDRESS
1
CONVEYOR PACKAGING KANAN A
OUTPUT PA_Conv
Right U_PACKA_CVY_RIGHT Q0.3
2
CYLINDER PNEUMATIK STAMPING A
OUTPUT STA_Sil
Stamp U_STAMPA_CYL Q0.6
3 SENSOR INPUT
PACKAGING A INPUT S_PA Input U_PACKA_SENS_INPUT I0.6
4 SENSOR OUTPUT
PACKAGING A INPUT S_PA Output U_PACKA_SENS_OUTPUT I0.7
5 SENSOR DGPL
PACKAGING A INPUT S_PA DGPL U_PACKA_SENS_DGPL I1.0
6 SENSOR READY
STAMPING A INPUT
S_STA
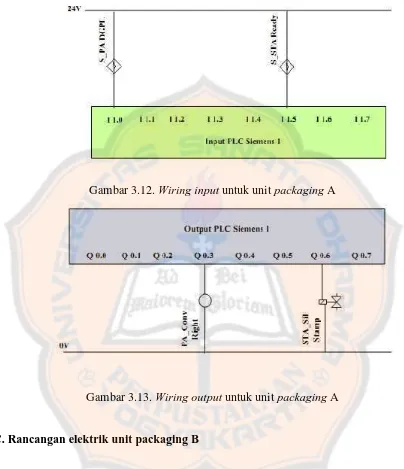
Gambar 3.12.Wiring inputuntuk unitpackagingA
Gambar 3.13.Wiring outputuntuk unitpackagingA
C. Rancangan elektrik unit packaging B
Tabel 3.4. Alamatinput outputPLC untuk unitpackagingB
NO NAMA JENIS KODE
WIRING SIMBOL ADDRESS
1 CONVEYOR
PACKAGING KANAN B OUTPUT
PB_Conv
Right U_PACKB_CVY_RIGHT Q0.4
2
CYLINDER PNEUMATIK STAMPING B
OUTPUT STB_Sil
Gambar 3.14.Wiring inputuntuk unitpackagingB
Gambar 3.15. Wiring output untuk unit packaging B
NO NAMA JENIS KODE
WIRING SIMBOL ADDRESS
3 SENSOR INPUT
PACKAGING B INPUT S_PB Input U_PACKB_SENS_INPUT I1.1
4 SENSOR OUTPUT
PACKAGING B INPUT S_PB Output U_PACKB_SENS_OUTPUT I1.2
5 SENSOR DGPL B LEFT INPUT S_PB DGPL U_PACKB_SENS_DGPL I1.4 6 SENSOR READY
STAMPING B INPUT
S_STB
3.5.
Perancangan Sensor Warna
Pada tahap pembuatan perangkat keras ini terdiri dari sensor warna TCS3200
dengan minimum sistem berbasis ATMega8535 sebagai pengolah data frekuensi. warna
benda yang terdeteksi menjadi gelombang pulsa yang frekuensinya setara dengan arus.
Setelah itu frekuensi yang merupakan susunan RGB warna yang terdeteksi akan
[image:56.595.95.501.168.600.2]diproses dalam mikrokontroler .
Gambar 3.16. Diagram proses kerja sensor warna
3.5.1. Rangkaian Sistem Minimum Atmega 8535
Rangkaian mikrokontroler merupakan pusat pengendalian dari sistem. Pada
sistem perancangan ini digunakan mikrokontroler jenis Atmega8535 yang rangkaian
sistemnya seperti pada gambar 3.11. yang menggunakan kristal 12 MHz dan kapasitor 33
pF pada pin XTAL1 dan XTAL2 yang berfungsi sebagai pembangkit sinyal (clock),
Gambar 3.17. Rangkaian mikrokontroler Atmega8535
3.5.2. Rangkaian Sensor Warna
Pada Tugas Akhir ini menggunakan satu sensor warna yang digunakan untuk
memilih warna produk yang akan dimasukkan ke dalam kardus. Cara kerja rangkaian
sensor warna pada gambar 3.18. yaitu:
1. Sensor warna akan mengeluarkan frekuensi berupa gelombang kotak
2. Frekuensi yang dikeluarkan menyatakan frekuensi dari hasil baca sensor tersebut
dengan karakteristik setiap warna mengeluarkan frekuensi yang berbeda.
3. Sensor ini memiliki 4 filter ,16 photodiode untuk menfilter warna merah, 16
photodiode untuk memfilter warna hijau, 16 photodiode untuk memfilter
warna biru, dan 16 photodiode tanpa filter.
4. R(Red), G(Green), B(Blue) DanClear (no Filter), jadi setiap warna yang dideteksi
oleh sensor akan memberikan hasil berupa nilai R,G,B dengan nilai tertentu.
5. Pendeteksian RGB disetting melalui port S2 dan S3 pada sensor warna TCS3200
6. Sebelum diketahui nilai frekuensi dari warna yang diinginkan, dilakukan kalibrasi
atau trial untuk mendapatkan nilai frekuensi yang nantinya akan digunakan dalam
program
7. Sensor disetting dengan syarat program yang telah ditentukan dari pencatatan
sebelumnya untuk mendeteksi 3 warna yang diinginkan.
Warna yang diinginkan pada Tugas Akhir ini yaitu
1. Warna merah mewakili rasa stroberi
2. Warna hijau mewakili rasa melon
3. Warna putih dianggap sebagai produkreject
8. 2 relay sebagai penguat output dari mikrokontroller yang akan masuk ke PLC
dengan logika sebagai berikut:
a. Putih : relay_1 dan Relay_2 tidak mengeluarkanoutput
b. Merah : relay_1 = 0, relay_2 = 1
![Gambar 2.13. Komponen-komponen utama PLC [9]](https://thumb-ap.123doks.com/thumbv2/123dok/839162.607390/30.595.89.523.163.613/gambar-komponen-komponen-utama-plc.webp)
![Gambar 2.14. Komponen utama penyusun CPU [10]](https://thumb-ap.123doks.com/thumbv2/123dok/839162.607390/31.595.98.525.293.644/gambar-komponen-utama-penyusun-cpu.webp)

![Tabel 2.1. Koneksi TCS 3200 dengan DB-Expander [13]](https://thumb-ap.123doks.com/thumbv2/123dok/839162.607390/37.595.82.525.138.657/tabel-koneksi-tcs-dengan-db-expander.webp)