Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
105
PENYEIMBANGAN LINI PERAKITAN MENGGUNAKAN METODE
GENETIC ALGORITHM UNTUK MENINGKATKAN KAPASITAS
PRODUKSI
Sumiharni Batubara1), Fikri Nuradhi2)
Laboratorium Sistem Produksi
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti +6281212666576
Email : mimi_batubara@yahoo.com1), fikrinuradhi@gmail.com2)
Pesatnya pertumbuhan industri di Indonesia membuat tingkat persaingan yang sangat tinggi, sehingga perusahaan harus mampu memenuhi keinginan pelanggannya. Ketepatan jumlah dan waktu pengiriman produk merupakan tuntutan yang harus dipenuhi oleh setiap perusahaan.
PT. Braja Mukti Cakra merupakan salah satu perusahaan manufaktur yang bergerak di industri komponen otomotif. Permasalahan yang terjadi pada lini produksi adalah kapasitas produksi tidak dapat memenuhi target produksi. Setelah dilakukan penelitian awal, faktor penyebab tidak terpenuhinya target produksi adalah terdapat ketidakseimbangan pada lini perakitan produk. Untuk menyelesaikan masalah, langkah pertama yang dilakukan adalah membuat klasifikasi skill dari operator. Pada lini perakitan terdapat 22 elemen kerja dan dikelompokkan dalam 2 kelas, yaitu, kelas 0 & 1. Dalam seluruh elemen, elemen 10 & 21 dikategorikan sebagai kelas 1, elemen lainnya masuk kelas 0. Elemen yang termasuk kelas 0 adalah elemen yang dapat digabung dengan elemen lain dalam satu stasiun kerja, sedangkan elemen kelas 1 adalah elemen yang tidak dapat digabung dengan elemen lain dalam satu stasiun kerja. Setelah itu dilakukan perbaikan waktu elemen dengan menggunakan peta proses tangan kiri & tangan kanan menghasilkan penghematan sebanyak 70 detik/produk. Penyeimbangan lini dengan menggunakan metode genetic algorithm menghasilkan completion time sebesar 1032 detik/unit, jumlah stasiun kerja 7 dan kapasitas produksi sebanyak 28 unit/hari, sehingga metode genetic algorithm menghasilkan penghematan waktu sebesar 13.85% dan meningkatkan efisiensi lini sebesar 16%. Berdasarkan hasil perhitungan penyeimbangan lini dengan metode genetic
algorithm , target produksi belum tercapai akan tetapi terjadi peningkatan produksi sebesar 4 unit/hari.
Kata Kunci : simple assembly line balancing problem, genetic algorithm, ranked position weight, Peta proses tangan kiri&kanan
1. PENDAHULUAN
1.1 Latar Belakang Masalah
PT. Braja Mukti Cakra merupakan
salah satu perusahaan manufaktur yang bergerak di industri komponen otomotif. Perusahaan ini memproduksi part-part dan komponen dari kendaraan jenis besar seperti
Drum Brake Assy, Fly Wheel, Shock Absorber,
dan lain-lain. Produk drum brake assy yang diproduksi PT. Braja Mukti Cakra terdiri dua model. Pada jam kerja reguler, kapasitas produksi lini perakitan produk drum brake
assy hanya mencapai 24 unit/hari pada bulan
Agustus 2016, sedangkan jumlah
permintaannya mencapai 30 unit/hari.
Kapasitas produksi saat ini belum mampu memenuhi permintaan yang ada. Peningkatan kapasitas produksi dapat dilakukan dengan meningkatkan efisiensi lini perakitan.
1.2 Tujuan Penelitian
Melakukan penyeimbangan lini
perakitan produk Drum Brake Assy TL 110
dengan menggunakan metode Genetic
Algorithm dan metode Ranked Position Weight
untuk meningkatkan kapasitas produksi pada PT. Braja Mukti Cakra.
1.3 Batasan Masalah
Berikut adalah batasan dalam
melakukan penelitian, dikarenakan
keterbatasan waktu dan luasnya permasalahan. Pembatasan masalah pada penelitian ini adalah :
1. Penelitian dilakukan di departemen
produksi divisi Line 2 Drum Brake Assy PT. Braja Mukti Cakra.
2. Penelitian dilakukan untuk produk drum
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
106
3. Periode penelitian pada perusahaan
selama Agustus 2016.
4. Bahan baku atau komponen yang
dibutuhkan dalam proses perakitan
dianggap selalu tersedia. 5. Biaya overtime tidak dihitung.
2. LANDASAN TEORI 2.1 Lini Perakitan
lintasan perakitan adalah masalah penentuan jumlah orang atau mesin beserta tugas- tugasnya yang diberikan kepada masing-masing sumber. Setiap workstation yang ada pada lintasan produksi mempunyai kecepatan produksi yang berbeda-beda. Jika tidak dilakukan penyesuaian maka akan mengalami pemborosan waktu pada proses produksi (Gasperz, 2001)
2.2 Simple Assembly Line Balancing Problem
Simple Assembly Line Balancing Problem
terbagi menjadi 2 tipe, yakni:
Simple Assembly Line Balancing
Problem 1
Simple Assembly Line Balancing Problem
1 adalah mencari cara untuk
meminimasi jumlah stasiun kerja dengan waktu siklus tetap.
Simple Assembly Line Balancing
Problem 2
Simple Assembly Line Balancing Problem
2 adalah mencari cara untuk
meminimasi waktu siklus dengan jumlah stasiun kerja tetap.
2.3 Klasifikasi Lintasan Perakitan
Menurut Groover (2001), ada tiga jenis lintasan perakitan (assembly lines) menurut variasi produk, yaitu:
1. Single Model Lines
Dalam model ini semua komponen atau
produk dibuat sama oleh sistem
manufaktur. 2. Mix model Lines
Perbedaan komponen atau produk yang dibuat oleh sistem. Tetapi perbedaan ini
dapat ditangani oleh sistem tanpa
dibutuhkan pergantian persiapan secara fisik secara total atau pergantian peralatan dibutuhkan untuk setiap model.
3. Multi Model Lines
Perbedaan komponen atau produk yang dibuat oleh sistem. Tetapi komponen
dibuat dalam batch karena pergantian persiapan secara fisik atau pergantian peralatan dibutuhkan untuk setiap model.
2.4 METODE ASSEMBLY LINE
BALANCING
Metode penyelesaian persoalan
dengan menggunakan line balancing, dikenal tiga metode, yaitu metode heuristic, metode
meta-heuristic dan metode simulasi. Berikut
ini adalah penjelasan dari metode-metode diatas menurut Gaspersz (2001):
1. Metode Heuristic, yaitu suatu metode yang berdasarkan pengalaman (kualitatif), atau intuisi yang terdiri atas:
Largest Candidate Rule Alarcu’s
Region Approach atau
Killbridge and Wester
Ranked Position Weight 2. Metode Meta-Heuristic merupakan
suatu metode penyelesaian yang
menggunakan konsep pendekatan.
Menurut Talbi (2009), metaheuristik dapat didefinisikan sebagai metode lanjut (advanced) berbasis heuristic
untuk menyelesaikan persoalan
optimisasi secara efficient. Adapun yang termasuk metode ini adalah
Genetic Algorithm
3. Metode Simulasi yaitu metode yang berdasarkan pengalaman (kualitatif). Simulasi itu sendiri adalah duplikasi dari persoalan dalam kehidupan nyata kedalam metode matematika yang biasanya dilakukan dengan memakai komputer. Adapun yang termasuk kedalam metode simulasi adalah sebagai berikut:
COMSOAL (Computer Method of
Sequencing Operation for Assembly Line)
CALB (Computer Assembly Line
Balancing or Aided Line Balancing)
ALBACA (Assembly Line
Balancing and Comtrol Activity)
2.5 Peta Tangan Kiri & Tangan Kanan
Peta tangan kiri-tangan kanan
merupakan suatu alat dari studi gerakan untuk mengetahui gerakan-gerakan yang dilakukan oleh tangan kiri dan tangan kanan dalam
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
107
melakukan pekerjaan yang biasanya adalahproses perakitan. Peta ini menggambarkan semua gerakan saat bekerja dan waktu menganggur yang dilakukan oleh tangan kiri
dan tangan kanan, juga menunjukkan
perbandingan antara tugas yang dibebankan pada tangan kiri dan tangan kanan. Peta ini menggambarkan operasi secara cukup lengkap.
Peta ini sangat praktis untuk
memperbaiki suatu pekerjaan manual, yakni saat setiap siklus dari pekerja terjadi dengan cepat terus berulang. Peta ini sangat baik untuk menganalisis suatu system kerja sehingga memperoleh perbaikan tata letak peralatan, pola gerakan pekerja yang baik, urut-urutan pekerjaan yang baik. Dengan menggunakan peta ini dapat dilihat dengan jelas pola-pola gerakan yang tidak efisien maupun gerakan-gerakan yang tidak perlu. Dan untuk menjaga agar pekerjaan tetap berada dalam wilayah kerja yang normal maka tidak cukup dengan mengoptimasi lay out saja, namun perlu tambahan pertimbangan anatomi.
Kegunaan peta tangan kiri dan tangan kanan adalah sebagai berikut:
a. Menyeimbangkan gerakan kedua
tangan dan mengurangi kelelahan.
b. Menghilangkan atau mengurangi
gerakan-gerakan yang tidak efisien dan
tidak produktif, sehingga akan
mempersingkat waktu kerja.
c. Sebagai alat untuk menganalisis tata letak sistem kerja.
Sebagai alat untuk melatih pekerja yang baru, dengan cara kerja yang ideal.
2.6 Metode Genetic Algorithm
Algoritma genetika terinspirasi dari teori evolusi yang kemudian diadopsi menjadi algoritma komputasi untuk mencari solusi suatu
permasalahan yang mempunyai banyak
kemungkinan solusi. Teori dasar dari
Algoritma Genetika dikembangkan oleh John Holland awal tahun 1975 di Universitas Michigan, Amerika Serikat. Dimana prinsip algoritma genetika diambil dari teori Darwin yaitu setiap makhluk hidup akan menurunkan satu atau beberapa karakter ke anak atau
keturunannya. Penyelesaian menggunakan
algoritma genetika sangat berpengaruh dari kromosom yang dibangun, dimana kromosom ialah sebuah molekul yang berisi DNA dimana terdapat informasi genetik dalam setiap sel gen yang disimpan.
2.6.1 Karakteristik Genetic Algorithm
Genetic Algorithm memiliki karakteristik, yaitu;
- Algoritma dengan pengkodean dari
himpunan solusi permasalahan berdasarkan parameter yang telah ditetapkan dan bukan parameter itu sendiri
- Genetic Algorithm mendapatkan pencarian pada sebuah solusi dari sejumlah individu- individu yang merupakan solusi
permasalahan, bukan hanya dari sebuah individu.
- Genetic Algorithm memiliki informasi fungsi objektif (fitness), sebagai cara untuk mengevaluasi individu yang mempunyai solusi terbaik, bukan turunan dari suatu fungsi.
- Genetic Algorithm menggunakan aturan transisi peluang, bukan aturan-aturan deterministik.
-
2.6.2 Variabel Genetic Algorithm
Fungsi fitness (fungsi tujuan) yang dimiliki oleh masing-masing individu untuk
menentukan tingkat kesesuaian antar individu dengan
kriteria yang ingin dicapai.
- Populasi jumlah individu yang dilibatkan pada setiap generasi.
- Probabilitas terjadinya persilangan (crossover) pada suatu generasi.
- Probabilitas terjadinya mutasi pada setiap individu.
- Jumlah generasi yang akan dibentuk yang menentukan lama penerapan Genetic Algorithm.
2.6.3 Langkah-Langkah Metode Genetic
Algorithm
Langkah-langkah dalam menggunakan metode genetic algorithm adalah
- Skema pengkodean yaitu pengkonversian kedalam bentuk individu yang diwakili oleh satu atau lebih kromosom dengan kode tertentu
- Inisialisasi yaitu proses penentuan
parameter-parameter seperti ukuran
populasi, jumlah generasi, probabilitas
crossover, dan probabilitas mutasi
- Fitness rank yaitu menggambarkan tingkat konvergensi keoptimalan algoritma
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
108
- Seleksi parent yaitu proses pemilihankromosom dari generasi lama untuk dijadikan orang tua untuk membentuk kromosom baru atau generasi baru
- Crossover yaitu pada tahap ini algoritma ini mempertahankan beberapa solusi terbaik, dan menghilangkan solusi yang kurang bagus. Hasil dari kawin silang sangat tergantung dari kromosom pada generasi lama
- Mutasi yaitu proses penambahan,
pengurangan, atau perubahan sebagian
kromosom yang diharapkan akan
memberikan nilai fitness yang lebih baik. - Generasi Baru yaitu mengganti
sub-kromosom yang ada pada sub-kromosom induk lama dengan hasil dari crossover dan mutasi
- Kriteria penghentian yaitu proses
penghentian algoritma
2.7 Metode Ranked Position Weight
Groover (2001) menjelaskan bahwa metode ini dikemukakan oleh W.B. Hegelson dan D.P. Birnie pada tahun 1961, sehingga metode pengurutan bobot posisi ini biasa juga disebut dengan metode Hegelson-Birnie. Dalam metode ini dijelaskan bahwa proses perakitan terdiri dari beberapa elemen pekerjaan dengan urutan ketergantungan terhadap elemen pekerjaan sebelumnya. Untuk setiap elemen pekerjaan tersebut diberi bobot. Berdasarkan urutan bobotnya, pekerjaan-pekerjaan dikelompokkan ke dalam sejumlah stasiun kerja dengan memperhatikan waktu siklus yang ditetapkan. Bobot dihitung dengan
positional weight. Bobot posisi (positional weight) adalah jumlah dari waktu pekerjaan
tersebut dengan waktu pekerjaan yang mengikutinya. Yang dimaksud dengan posisi dari suatu pekerjaan adalah jumlah waktu pelaksanaan pekerjaan tersebut dengan semua waktu pelaksanaan semua pekerjaan yang mengikutinya.
Metode bobot posisi mempunyai
kelebihan dalam kecepatan pemecahan
masalah keseimbangan lintasan perakitan karena metode ini mudah dan sederhana. Tetapi jika dibandingkan dengan metode heuristik lainnya, hasil keseimbangan lintasan perakitan dari metode ini kurang optimal.
2.7.1 Langkah-langkah Metode Ranked
Position Weight
Metode Ranked Position Weight (Metode bobot posisi) ini dapat dijelaskan dengan langkah-langkah sebagai berikut (Elsayed dan Boucher, 1994):
a. Membuat precedence diagram untuk setiap proses.
b. Menentukan elemen kerja pengikut dari perakitan produk untuk setiap elemennya. c. Menentukan nilai ranked position weight
dari tiap masing-masing elemen kerja. d. Setelah didapatkan nilai rpw, diurutkan
berdasarkan nilai terbesar ke nilai terkecil. e. Melakukan alokasi terhadap elemen per stasiun kerja berdasarkan waktu stasiun maksimal.
f. Setelah semua elemen kerja telah
ditugaskan pada stasiun kerja, maka langkah selanjutnya adalah menghitung performansi lini dan kapasitas produksi lini perakitan tersebut.
3. METODOLOGI PENELITIAN
Metodologi penelitian adalah tahapan-tahapan penelitian yang harus dibuat terlebih
dahulu sebelum melakukan penelitian.
Tujuannya adalah agar penelitian dapat dilakukan dengan lebih terarah sehingga urutan prosesn penelitian menjadi jelas. Selain itu dengan adanya metodologi penelitian dapat
mempermudah pemecahan masalah dan
menganalisa masalah berdasarkan kaidah-kaidah ilmiah.
Pada penelitian ini terdapat pengolahan yang bertujuan untuk meningkatkan kapasitas produksi dengan menggunakan dua metode penyeimbangan lini, yaitu pada metode pertama dengan metode genetic algorithm dan pada metode kedua dengan metode ranked position
weight serta menggunakan metode peta proses
tangan kiri & kanan dan klasifikasi operator untuk memperbaiki waktu perakitan dan pembagian per stasiun kerja.
Pada metode genetic algorithm, urutan
perakitan diubah menjadi
kromosom-kromosom dengan kode tertentu. selanjutnya ditetapkan beberapa variabel dan parameter seperti ukuran populasi, jumlah generasi dan
beberapa nilai probabilitas. Selanjutnya
dilakukan pemilihan kromosom pada generasi tuan untuk membentuk beberapa generasi baru dengan cara melakukan kawin silang (
crossover). setelah mendapatkan beberapa
generasi baru, dilakukan pengecekan untuk memastikan apakah pada generasi muda bisa
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
109
dilakukan mutasi atau tidak. Setelah
pengecekan maka terbentuk generasi baru yang berisikan urutan perakitan yang optimal.
Pada metode ranked position weight, pertama menentukan elemen kerja pengikut
dari perakitan produk, lalu menentukan nilai bobot posisi dari tiap elemen, selanjutkan diurutkan berdasarkan nilai bobot posisi terbesar, lalu dialokasikan kesetiap stasiun kerja.
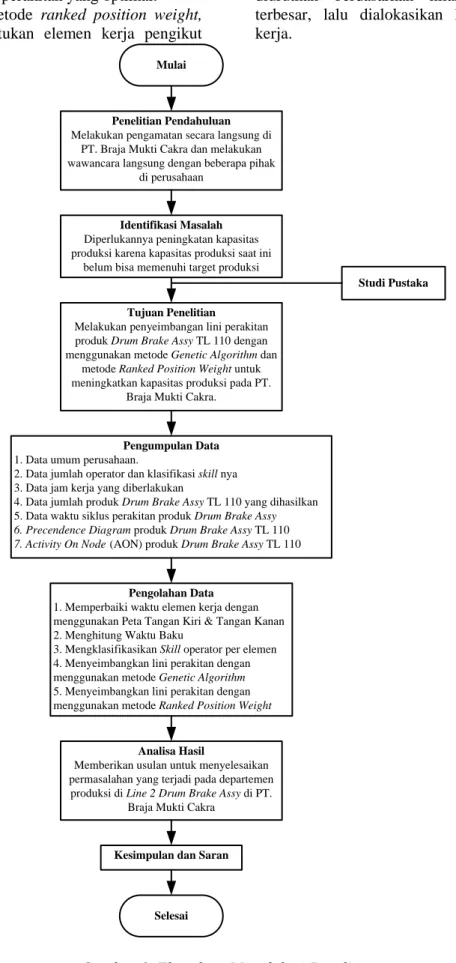
Gambar 1. Flowchart Metodologi Penelitian Mulai
Penelitian Pendahuluan
Melakukan pengamatan secara langsung di PT. Braja Mukti Cakra dan melakukan wawancara langsung dengan beberapa pihak
di perusahaan
Identifikasi Masalah
Diperlukannya peningkatan kapasitas produksi karena kapasitas produksi saat ini
belum bisa memenuhi target produksi
Studi Pustaka
Kesimpulan dan Saran
Selesai Analisa Hasil
Memberikan usulan untuk menyelesaikan permasalahan yang terjadi pada departemen produksi di Line 2 Drum Brake Assy di PT.
Braja Mukti Cakra
Tujuan Penelitian
Melakukan penyeimbangan lini perakitan produk Drum Brake Assy TL 110 dengan menggunakan metode Genetic Algorithm dan
metode Ranked Position Weight untuk meningkatkan kapasitas produksi pada PT.
Braja Mukti Cakra.
Pengolahan Data
1. Memperbaiki waktu elemen kerja dengan menggunakan Peta Tangan Kiri & Tangan Kanan 2. Menghitung Waktu Baku
3. Mengklasifikasikan Skill operator per elemen 4. Menyeimbangkan lini perakitan dengan menggunakan metode Genetic Algorithm 5. Menyeimbangkan lini perakitan dengan menggunakan metode Ranked Position Weight
Pengumpulan Data
1. Data umum perusahaan.
2. Data jumlah operator dan klasifikasi skill nya 3. Data jam kerja yang diberlakukan
4. Data jumlah produk Drum Brake Assy TL 110 yang dihasilkan 5. Data waktu siklus perakitan produk Drum Brake Assy
6. Precendence Diagram produk Drum Brake Assy TL 110 7. Activity On Node (AON) produk Drum Brake Assy TL 110
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
110
4. PENGOLAHAN DATA DAN HASIL
4.1 Metode Perusahaan
Sebelum melakukan perhitungan
dengan menggunakan metode genetic
algorithm dan metode ranked position weight,
langkah pertama yang dilakukan adalah menghitung efisiensi lini, balance delay,
smoothness index dan kapasitas produksi dari
perusahaan. Data-data yang diperlukan untuk perhitungan tersebut adalah waktu normal dan waktu baku.
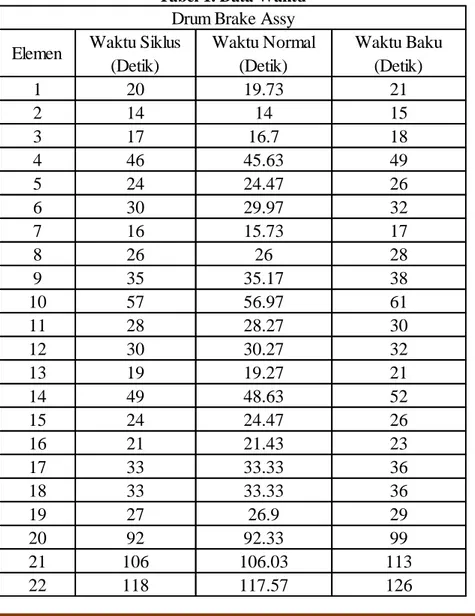
4.1.1 Data Waktu Siklus, Waktu Normal & Waktu Baku
Waktu
siklus
merupakan
lamanya waktu yang dibutuhkan oleh
seorang operator untuk menyelesaikan
satu siklus pekerjaan. Lalu waktu
normal merupakan waktu kerja yang
telah
mempertimbangkan
faktor
penyesuaian. Sedangkan waktu baku
adalah
waktu
yang
sebenarnya
digunakan
operator
untuk
memproduksi satu unit dari data jenis
produk
yang
telah
mempertimbangkan
faktor
kelonggaran. Berikut adalah tabel data
waktu siklus, waktu normal dan waktu
baku.
Tabel 1. Data Waktu
1
20
19.73
21
2
14
14
15
3
17
16.7
18
4
46
45.63
49
5
24
24.47
26
6
30
29.97
32
7
16
15.73
17
8
26
26
28
9
35
35.17
38
10
57
56.97
61
11
28
28.27
30
12
30
30.27
32
13
19
19.27
21
14
49
48.63
52
15
24
24.47
26
16
21
21.43
23
17
33
33.33
36
18
33
33.33
36
19
27
26.9
29
20
92
92.33
99
21
106
106.03
113
22
118
117.57
126
Waktu Baku
(Detik)
Waktu Normal
(Detik)
Waktu Siklus
(Detik)
Elemen
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
111
4.1.2. Data Waktu Setup
Setelah didapatkan waktu baku, selanjutkan waktu baku ditambahkan waktu setup. Waktu setup yang dimaksud adalah adalah waktu perpindahan dari satu stasiun ke stasiun lain.
Tabel 2. Data Waktu Baku & Setup Produk
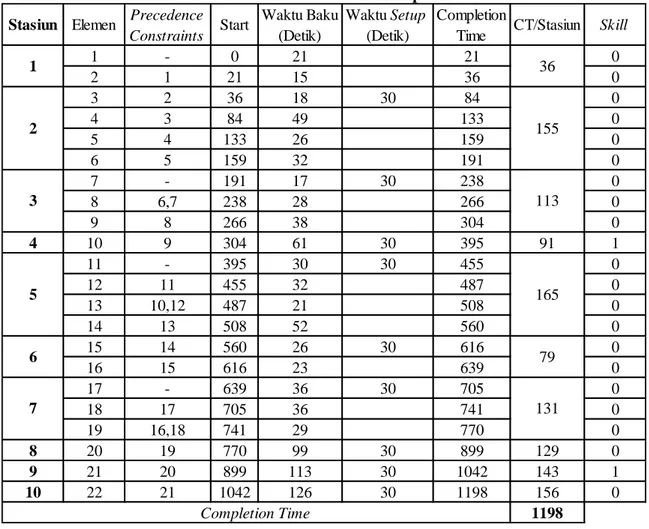
4.1.3. Performansi Lini Perakitan Perusahaan
Berikut adalah tabel hasil perhitungan dari lini perakitan yang dijalankan oleh perusahaan:
Tabel 3. Lini Perakitan Perusahaan
4.2. Metode Peta Tangan Kiri & Tangan Kanan
Pada tahap ini dilakukan analisa peta tangan kiri & tangan kanan untuk memperbaiki waktu menganggur di tiap elemen pada lini perakitan drum brake assy. Berikut adalah analisanya
1 - 0 21 21 0 2 1 21 15 36 0 3 2 36 18 30 84 0 4 3 84 49 133 0 5 4 133 26 159 0 6 5 159 32 191 0 7 - 191 17 30 238 0 8 6,7 238 28 266 0 9 8 266 38 304 0 4 10 9 304 61 30 395 91 1 11 - 395 30 30 455 0 12 11 455 32 487 0 13 10,12 487 21 508 0 14 13 508 52 560 0 15 14 560 26 30 616 0 16 15 616 23 639 0 17 - 639 36 30 705 0 18 17 705 36 741 0 19 16,18 741 29 770 0 8 20 19 770 99 30 899 129 0 9 21 20 899 113 30 1042 143 1 10 22 21 1042 126 30 1198 156 0 1198 165 113 131 79 Completion Time Skill CT/Stasiun Completion Time Waktu Setup (Detik) Waktu Baku (Detik) Start
Stasiun Elemen Precedence
Constraints 1 2 3 5 6 7 36 155 CT Max 165
Jml Stasiun Kerja Teoritis 8
Efisiensi Lini 73%
Balance Delay 27%
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
112
Gambar 2. Peta Tangan Kiri & Tangan Kanan Sekarang
Setelah didapatkan hasil dari peta tangan kiri & tangan kanan sekarang, dianalisa lagi dengan mengurangi waktu menganggur dari tiap pengerjaan. Berikut peta tangan kiri & tangan kanan usulannya.
Merakit Drum Brake Assy 1
Fikri Nuradhi 13 Desember 2016
Tangan Kiri Jarak Waktu Waktu Jarak Tangan Kanan CT
Menganggur - 5 R H 5 45 Mengambil Wheel Cylinder 1
Merakit WH 1 Ke V-Locator 35 10 A A 10 35 Merakit WH 1 Ke V-Locator
Menutup Kunci V-Locator 35 5 H R 5 - Menganggur
Menganggur - 4 R H 4 45 Mengambil Wheel Cylinder 2
Merakit WH 2 Dengan Elemen 1 35 8 A A 8 35 Merakit WH 2 Dengan Elemen 1
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Menganggur - 5 R H 5 20 Mengambil Pin
Menempatkan Pin Pada Elemen 2 20 12 P R 12 - Menganggur Mengambil Alat Pasang Pin 20 3 H R 3 - Menganggur
Menganggur - 40 R A 40 20 Memasang Pin Dengan Elemen 2 Meletakan Alat Pasang Pin 20 3 RL R 3 - Menganggur
Memasang Alat Automatic Tightening 35 4 P R 4 - Menganggur
Menganggur - 2 R RE 2 35 Menekan Tombol Automatic Tightening Menunggu Alat Selesai - 15 R R 15 - Menunggu Alat Selesai Melepaskan Alat Automatic Tightening 30 4 RL R 4 - Menganggur Mengambil Alat Pengencang 25 2 H R 2 - Menganggur
Menganggur - 24 R H 24 20 Mengencangkan Pin
Menganggur - 2 R RL 2 25 Meletakan Alat Pengencang
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Menganggur - 3 R H 3 35 Mengambil Bundy Pipe
Mengambil Bundy Protector 30 3 H R 3 - Menganggur
Memasang Bundy Protector Dengan Bundy Pipe 20 10 A A 10 20 Memasang Bundy Protector Dengan Bundy Pipe
Menganggur - 3 R H 3 30 Mengambil Alat Pemasang Bundy
Meletakan Elemen 7 Ke Elemen 6 20 4 P R 4 - Menganggur
Menganggur - 16 R A 16 20 Merakit Elemen 6 Dengan Elemen 7 Meletakan Alat Pemasang Bundy 30 3 RL R 3 - Menganggur
Menganggur - 4 R H 4 35 Mengambil Alat Torsi Manual
Menganggur - 25 R H 25 20 Mengencangkan Dengan Alat Torsi Manual Meletakan Alat Torsi Manual 35 4 RL R 4 - Menganggur
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Memasang Selang Leak Test Angin 35 4 P R 4 - Menganggur
Menganggur - 2 R RE 2 30 Menekan Tombol Leak Test Angin
Menunggu Alat Selesai - 45 R R 45 - Menunggu Alat Selesai Menganggur - 4 R RL 4 35 Melepaskan Selang Leak Test Angin
Menekan Tombol Konveyor 2 RE R 2 - Menganggur
Menganggur - 3 R H 3 30 Mengambil Bundy Clip
Mengambil Screw 30 3 H R 3 - Menganggur
Merakit Bundy Clip Dengan Screw 20 20 A A 20 20 Merakit Bundy Clip Dengan Screw
Menganggur - 2 R G 2 20 Memegang Elemen 11
Mengambil Washer 35 3 H R 3 - Menganggur
Merakit Washer Dengan Elemen 11 20 25 A A 25 20 Merakit Washer Dengan Elemen 11
Menganggur - 2 R G 2 20 Memegang Elemen 12
Elemen 13 Memasang Elemen 12 Dengan Elemen 10 20 19 A A 19 20 Memasang Elemen 12 Dengan Elemen 10 19
Mengambil Nut Runner 30 2 H R 2 - Menganggur
Menganggur - 45 R H 45 20 Mengencangkan Dengan Nut Runner
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Menganggur - 2 R H 2 30 Mengambil Gromet Besar
Merakit Gromet Besar Dengan Elemen 14 20 22 A A 22 20 Merakit Gromet Besar Dengan Elemen 14
Mengambil Gromet Kecil 30 2 H R 2 - Menganggur
Merakit Gromet Kecil Dengan Elemen 15 20 17 A A 17 20 Merakit Gromet Kecil Dengan Elemen 15
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Menganggur - 3 R H 3 30 Mengambil Spring Shoe Return
Mengambil Line Shoe 30 2 H R 2 - Menganggur
Merakit Spring Shoe Return Dengan Line Shoe 20 25 A A 25 20 Merakit Spring Shoe Return Dengan Line Shoe
Menganggur - 3 R H 3 20 Memegang Elemen 17
Mengambil Spring Shoe Hold 30 3 H R 3 - Menganggur
Merakit Spring Shoe Hold Dengan Elemen 17 20 27 A A 27 20 Merakit Spring Shoe Hold Dengan Elemen 17
Menganggur - 3 R H 3 20 Memegang Elemen 18
Memasang Elemen 16 Dengan Elemen 18 20 25 A A 25 20 Memasang Elemen 16 Dengan Elemen 18
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Mengambil Laporan 30 3 H H 3 33 Mengambil Spidol
Memegang Laporan - 84 H H 84 - Menandai Dengan Spidol Meletakan Laporan 30 3 RL RL 3 33 Meletakan Spidol
Menganggur - 2 R RE 2 30 Menekan Tombol Konveyor
Menganggur 20 3 G RE 3 30 Menekan Tombol Data Code Marking
Memegang Elemen 20 20 100 G R 100 - Menganggur
Menganggur - 3 R RE 3 30 Menekan Tombol Konveyor
Membuka Kunci V-Locator 35 5 RL R 5 - Menganggur
Mengangkat Produk 20 23 H H 23 20 Mengangkat Produk
Memegang Produk - 50 H I 50 10 Memeriksa Produk
Mengangkat Produk - 20 H H 20 - Mengangkat Produk
Membawa Produk - 15 M M 15 - Membawa Produk
Melepaskan Produk Ke Pallet 20 5 RL RL 5 20 Melepaskan Produk Ke Pallet
Total 1125 866 866 1061 866 Tanggal Dipetakan Dipetakan Oleh Sekarang Pekerjaan Nomor Peta Elemen 19 Elemen 20 Elemen 21 Elemen 2 Elemen 1 Elemen 14 Elemen 15 Elemen 16 Elemen 8 Elemen 9 Elemen 10 Elemen 11 Elemen 12 Elemen 22 Elemen 17 Elemen 18 Lambang Elemen 7 Elemen 6 Elemen 5 Elemen 4 Elemen 3 20 25 46 17 14 16 30 118 106 92 27 33 33 21 24 49 30 28 57 35 26
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
113
Gambar 3. Peta Tangan Kiri & Tangan Kanan Usulan
Dapat dilhat terdapat selisih waktu penyelesaian perakitan drum brake assy dari hasil pengamatan langsung dengan hasil usulan, didapatkan hasil pengamatan langsung sebesar 866 detik per unit nya, sedangkan hasil
usulannya adalah sebesar 796 detik.
Berdasarkan hasil usulannya, terdapat
penghematan waktu sebanyak 70 detik untuk pembuatan satu unit nya.
4.3. Klasifikasi Skill Operator
Klasifikasi skill operator per elemen dilakukan berdasarkan kemampuan operator untuk melakukan suatu pekerjaan yang terbagi menjadi beberapa kelas. Klasifikasi skill operator terbagi menjadi dua kelas, yakni kelas 0 dan kelas 1. Pengertian dari kelas 0 adalah suatu pekerjaan yang tidak memerlukan skill tertentu dan pengertian dari kelas 1 adalah suatu pekerjaan yang memerlukan skill atau keahlian tertentu. Berikut adalah tabel klasifikasi skill operator per elemen kerja.
Merakit Drum Brake Assy 2
Fikri Nuradhi 13 Desember 2016
Tangan Kiri Jarak Waktu Waktu Jarak Tangan Kanan CT Menutup Kunci V-Locator 35 5 H H 5 45 Mengambil Wheel Cylinder 1
Merakit WH 1 Ke V-Locator 35 10 A A 10 35 Merakit WH 1 Ke V-Locator
Mengambil Wheel Cylinder 2 & Merakit WH 2 Dengan Elemen 1 45 8 A A 8 45 Mengambil Wheel Cylinder 2 & Merakit WH 2 Dengan Elemen 1 Menekan Tombol Konveyor 30 2 RE G 2 Memegang Elemen 2
Elemen 3 Menempatkan Pin Pada Elemen 2 20 12 P H 12 20 Mengambil Pin 12 Mengambil Alat Pasang Pin 20 40 H A 40 20 Memasang Pin Dengan Elemen 2
Meletakan Alat Pasang Pin 20 3 RL R 3 - Menganggur
Memasang Alat Automatic Tightening 35 4 P RE 4 35 Menekan Tombol Automatic Tightening Menunggu Alat Selesai - 15 R R 15 - Menunggu Alat Selesai Melepaskan Alat Automatic Tightening 30 4 RL R 4 - Menganggur Mengambil Alat Pengencang 25 24 H H 24 20 Mengencangkan Pin Menekan Tombol Konveyor 30 2 RE RL 2 25 Meletakan Alat Pengencang Mengambil Bundy Protector 30 3 H H 3 35 Mengambil Bundy Pipe
Memasang Bundy Protector Dengan Bundy Pipe 20 10 A A 10 20 Memasang Bundy Protector Dengan Bundy Pipe Meletakan Elemen 7 Ke Elemen 6 20 4 P H 4 30 Mengambil Alat Pemasang Bundy Meletakan Alat Pemasang Bundy 30 16 RL A 16 20 Merakit Elemen 6 Dengan Elemen 7 Mengambil Alat Torsi Manual - 25 H H 25 35 Mengencangkan Dengan Alat Torsi Manual Meletakan Alat Torsi Manual 35 4 RL RE 4 - Menekan Tombol Konveyor Memasang Selang Leak Test Angin 35 4 P RE 4 30 Menekan Tombol Leak Test Angin Menunggu Alat Selesai - 45 R R 45 - Menunggu Alat Selesai Menekan Tombol Konveyor 30 2 RE RL 2 35 Melepaskan Selang Leak Test Angin Mengambil Screw 30 3 H H 3 30 Mengambil Bundy Clip Merakit Bundy Clip Dengan Screw 20 20 A A 20 20 Merakit Bundy Clip Dengan Screw
Menganggur - 2 R G 2 20 Memegang Elemen 11
Mengambil Washer 35 3 H R 3 - Menganggur
Merakit Washer Dengan Elemen 11 & Memegang Elemen 12 20 25 A A 25 20 Merakit Washer Dengan Elemen 11
Elemen 13 Memasang Elemen 12 Dengan Elemen 10 20 19 A A 19 20 Memasang Elemen 12 Dengan Elemen 10 19 Mengambil Nut Runner 30 45 H H 45 20 Mengencangkan Dengan Nut Runner
Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur Menganggur - 2 R H 2 30 Mengambil Gromet Besar Merakit Gromet Besar Dengan Elemen 14 20 22 A A 22 20 Merakit Gromet Besar Dengan Elemen 14 Mengambil Gromet Kecil & Merakit Gromet Kecil Dengan Elemen 15 20 17 A A 17 20 Merakit Gromet Kecil Dengan Elemen 15 Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Mengambil Line Shoe 30 3 H H 3 30 Mengambil Spring Shoe Return Merakit Spring Shoe Return Dengan Line Shoe 20 25 A A 25 20 Merakit Spring Shoe Return Dengan Line Shoe
Menganggur - 3 R H 3 20 Memegang Elemen 17
Mengambil Spring Shoe Hold & Merakit Spring Shoe Hold Dengan Elemen 17 20 27 A A 27 20 Merakit Spring Shoe Hold Dengan Elemen 17
Menganggur - 3 R H 3 20 Memegang Elemen 18
Memasang Elemen 16 Dengan Elemen 18 20 25 A A 25 20 Memasang Elemen 16 Dengan Elemen 18 Menekan Tombol Konveyor 30 2 RE R 2 - Menganggur
Mengambil Laporan 30 6 H H 6 33 Mengambil Spidol Memegang Laporan - 76 H H 76 - Menandai Dengan Spidol Meletakan Laporan 30 5 RL RL 5 33 Meletakan Spidol Memegang Produk 20 5 G G 5 30 Menekan Tombol Konveyor
Memegang Produk 20 94 G G 94 30 Menekan Data Code Marking & Memegang Produk Membuka Kunci V-Locator 35 5 RL RL 5 30 Menekan Tombol Konveyor
Mengangkat Produk 20 23 H H 23 20 Mengangkat Produk Memegang Produk - 50 G G 50 10 Memeriksa Produk Mengangkat Produk - 20 H H 20 - Mengangkat Produk
Membawa Produk - 15 M M 15 - Membawa Produk
Melepaskan Produk Ke Pallet 20 5 RL RL 5 20 Melepaskan Produk Ke Pallet
Total 1075 796 796 986 796 30 31 19 24 15 28 25 51 29 20 13 26 23 43 10 47 Elemen 22 113 27 92 99 Elemen 21 Lambang Elemen 1 Elemen 2 Elemen 4 Elemen 5 Tanggal Dipetakan Dipetakan Oleh Usulan Nomor Peta Pekerjaan Elemen 6 Elemen 7 Elemen 8 Elemen 9 Elemen 10 Elemen 11 Elemen 12 Elemen 14 Elemen 20 Elemen 15 Elemen 16 Elemen 17 Elemen 18 Elemen 19
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
114
Tabel 4. Klasifikasi Skill Operator Per Elemen
4.4. Data Waktu Siklus, Waktu Baku & Waktu Normal Untuk Metode Usulan
Setelah melakukan analisa menggunakan peta tangan kiri & tangan kanan, didapatkan waktu siklus, waktu normal dengan mempertimbangkan faktor penyesuaian dan waktu baku dengan mempertimbangkan faktor kelonggaran sebagai berikut:
Elemen Precedence Constraints Wb Skill
1 - 16 0 2 1 11 0 3 2 13 0 4 3 46 0 5 4 25 0 6 5 28 0 7 - 14 0 8 6,7 21 0 9 8 31 0 10 9 55 1 11 - 27 0 12 11 30 0 13 10,12 20 0 14 13 50 0 15 14 26 0 16 15 20 0 17 - 33 0 18 17 32 0 19 16,18 29 0 20 19 98 0 21 20 106 1 22 21 121 0
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
115
Tabel 5. Data Waktu Usulan
4.5. Penyeimbangan Lini Perakitan
Dengan Metode Genetic Algorithm
Dalam metode genetic algorithm pada penghitungannya menggunakan Probabilitas Crossover sebesar 0.98, 0.8 dan 0.6 dengan metode order-based crossover untuk mencari kromosom untuk generasi baru. Menggunakan probabilitas mutasi sebesar 0.02, 0.2, 0.4
dengan metode pairwaise interchange move. Sehingga mendapatkan generasi baru dengan
urutan perakitan baru yang memiliki
completion time lebih optimal dibandingkan
dengan metode dari perusahaan. Berikut adalah tabel hasil dari generasi baru yang memiliki
completion time terbaik :
1 15 15 16 2 10 10 11 3 12 12 13 4 43 43 46 5 23 23 25 6 26 26 28 7 13 13 14 8 20 20 21 9 29 29 31 10 51 51 55 11 25 25 27 12 28 28 30 13 19 19 20 14 47 47 50 15 24 24 26 16 19 19 20 17 31 31 33 18 30 30 32 19 27 27 29 20 92 92 98 21 99 99 106 22 113 113 121
Drum Brake Assy Elemen Waktu Siklus
(Detik)
Waktu Normal (Detik)
Waktu Baku (Detik)
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
116
Tabel 6. Waktu Dengan Urutan Perakitan Hasil Metode Genetic Algorithm (detik)
Berdasarkan hasil diatas, dilakukan
perhitungan dan didapatkan bahwa hasil penyeimbangan lini pada genetic algorithm dengan probabilitas crossover 0.98 sebesar 1032 detik, jumlah stasiun 7, efisiensi lini 89%,
balance delay 11%, smoothness index
85.445889, dan jumlah produksi 28.
4.6. Penyeimbangan Lini Perakitan
Dengan Metode Ranked Position Weight
Dalam perhitungan metode ranked
position weight dilakukan pengurutan
elemen-elemen kerja berdasarkan nilai bobot posisi dari nilai bobot posisi terbesar ke terkecil. Berikut adalah tabel hasil dengan metode ranked
position weight
Stasiun Elemen Start Time Processing Time Waktu Setup (Detik) Completion Time (Detik) Worker Skill CT/Stasiun
1 0 16 16 0 13 16 20 36 0 19 36 29 65 0 17 65 33 98 0 3 98 13 111 0 6 111 28 139 0 8 139 21 160 0 20 160 98 30 288 0 18 288 32 320 0 3 10 320 55 30 405 1 85 9 405 31 30 466 0 16 466 20 486 0 12 486 30 516 0 5 516 25 541 0 15 541 26 567 0 7 567 14 30 611 0 22 611 121 732 0 14 732 50 30 812 0 11 812 27 839 0 4 839 46 885 0 2 885 11 896 0 7 21 896 106 30 1032 1 136 1032 1 160 2 160 4 162 5 165 164 6 Completion Time
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
117
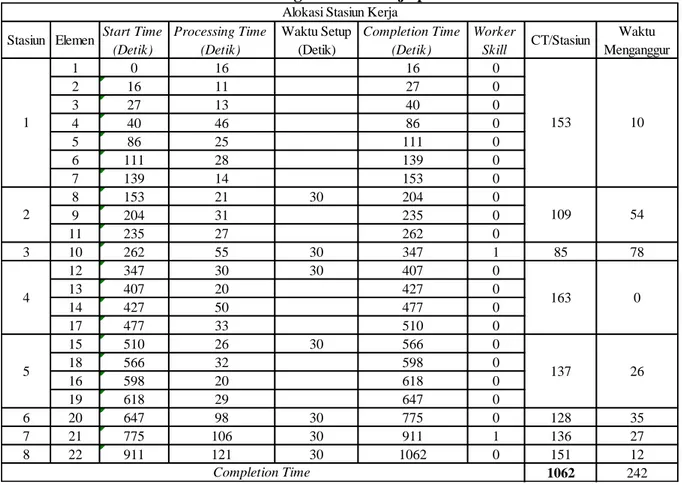
Tabel 7. Pembagian beban kerja per stasiun
Berdasarkan hasil diatas, dilakukan
perhitungan dan didapatkan bahwa hasil penyeimbangan lini pada metode ranked
position weight adalah completion time sebesar
1062 detik, jumlah stasiun 8, efisiensi lini 81%,
balance delay 19%, smoothness index
108.9678852, dan jumlah produksi 27.
4.7. Perbandingan Perakitan
Setelah melakukan perhitungan dengan
keseluruhan metode untuk mencari
penyeimbangan lini dengan tujuan
meningkatkan jumlah produksi, maka
didapatkan hasil yang lebih baik yakni dengan metode Genetic Algorithm. Berikut adalah tabel 10 yang membandingkan metode usulan dengan metode perusahaan.
Tabel 8. Perbandingan penjadwalan
Setelah mengetahui perbandingan tersebut dapat ditarik kesimpulan bahwa dengan menggunakan metode genetic algorithm dapat meminimasi completion time sebesar 13.85% dan dengan menggunakan metode ranked
position weight dapat meminimasi completion time sebesar 11.35%.
5. KESIMPULAN
Berdasarkan hasil penelitian yang dilakukan di PT. Braja Mukti Cakra dapat diambil kesimpulan sebagai berikut:
1. Perakitan perusahaan dengan urutan
berdasarkan data dari perusahaan
menghasilkan completion time sebesar 1198 detik dengan jumlah stasiun sebanyak 10. 1 0 16 16 0 2 16 11 27 0 3 27 13 40 0 4 40 46 86 0 5 86 25 111 0 6 111 28 139 0 7 139 14 153 0 8 153 21 30 204 0 9 204 31 235 0 11 235 27 262 0 3 10 262 55 30 347 1 85 78 12 347 30 30 407 0 13 407 20 427 0 14 427 50 477 0 17 477 33 510 0 15 510 26 30 566 0 18 566 32 598 0 16 598 20 618 0 19 618 29 647 0 6 20 647 98 30 775 0 128 35 7 21 775 106 30 911 1 136 27 8 22 911 121 30 1062 0 151 12 1062 242 Waktu Setup (Detik) Processing Time (Detik) Start Time (Detik) Elemen Stasiun
Alokasi Stasiun Kerja
4 163 0 10 54 Waktu Menganggur CT/Stasiun Worker Skill Completion Time (Detik) 26 Completion Time 1 153 2 109 5 137 1 Waktu Perusahaan 1198 10 73% 27% 187.9734024 24 2 Genetic Algorithm Pc = 0.98 1032 7 89% 11% 85.44588931 28
3 Ranked Position Weight 1062 8 81% 19% 108.9678852 27
No. Metode Completion
Time Jml Stasiun Efisiensi Lini Balance Delay Smoothness Index Jumlah Produksi
Ergonomi partisipatif (Sarah Aznam, dkk) ISSN: 1411-6340
118
2. Penyeimbangan lini dengan menggunakanmetode Genetic Algorithm yang
menghasilkan completion time sebesar 1032 detik dengan jumlah stasiun sebanyak 7. Sehingga menghasilkan penghematan waktu sebesar 13.85% dan meningkatkan efisiensi lini sebanyak 16%.
3. Penyeimbangan lini dengan menggunakan metode ranked position weight yang menghasilkan completion time sebesar 1062 detik dengan jumlah stasiun sebanyak 8. Metode ini menghasilkan penghematan waktu sebesar 11.35% dan meningkatkan efisiensi lini sebanyak 8%.
4. Berdasarkan perhitungan dengan
menggunakan metode genetic algorithm, didapatkan peningkatan kapasitas produksi dari 24 unit/hari menjadi 28 unit/hari dengan target produksi sebanyak 30 unit/hari.
6. DAFTAR PUSTAKA
Chavare, Krantikumar B. & Mulla, Abid M. 2015. Application of Ranked Position
Weighted (RPW) Method for Assembly Line Balancing. International Journal for
Research in Applied Science &
Engineering Technology (IJRASET). Vol. 3 Issue VI.
Choi, J.Y. & Lee, C.Y. 1995. A Genetic
Algorithm for Job Sequencing Problems with Distinct Due Dates and General Early-Tardy Penalty Weights. Pergamon.
Korea Advanced Institute of Science and Technology, Computers Ops Res. Vol 22. No. 8. Pp 857-869.
Dini, Gino & Mura, Michela Dalle. 2016.
Worker Skills and Equipment Optimization in Assembly Line Balancing By a Genetic Approach. Procedia CIRP Vol 44. Pisa,
Italy, University of Pisa: Elsevier 102-107. Elsayed, A., dan T.O. Boucher. (1994).
Analysis and Control of Production Systems. Prentice Hall International. New
Jersey.
Gasperz, V. (2001). Total Quality
Management. Gramedia. Jakarta.
Groover, M.P. (2001). Automation,
Production Systems, and Computer-Aided Manufacturing. Prentice-Hall. The
University of Michigan US. Jungwannatakit, J. Reodecha M.
Chaovalitwongse, P. & Werner, F. 2008.
Algorithm for Flexible Flow Shop Problems with Unrelated Parallel Machines, Setup Times, and Dual Criteria. International
Journal Advance Manufacture Technology, Vol. 37: 354-370.
Sutalaksana, Iftikar Z. dkk. Teknik Tata Cara
Kerja, Departemen Teknik Industri ITB,
Bandung, 2006.
Windjosubroto, Sritomo. 2006. Pengantar
Teknik dan Manajemen Industri. Surabaya: