RANCANG BANGUN MESIN PENGGILING JAGUNG
DUA FUNGSI DENGAN CARA MANUAL
DAN MEKANIS
Hendra Pangalima1),Evi Sunarti Antu2), Yunita Djamalu2)
1)Mahasiswa Politeknik Gorontalo, Kampus Puncak Desa Panggulo Bone Bolango 2)Tim Pengajar pada Departemen Mesin dan Peralatan Pertanian, Politeknik Gorontalo
Abstrak
Jagung merupakan salah satu pangan strategis yang bernilai ekonomi karena kedudukannya sebagai salah satu sumber karbohidrat. Di Indonesia jagung merupakan komoditi tanaman pangan terpenting kedua setelah padi. Dimana biji jagung sering kali digunakan sebagai campuran beras dengan cara biji jagung dihancurkan terlebih dahulu menjadi butiran lebih kecil melalui proses penggilingan. Untuk itu dibutuhkan suatu alat yang mampu melakukan proses penggilingan dengan hasil yang baik dan praktis. Tujuan pembuatan alat ini untuk menghasilkan suatu alat penggiling biji jagung yang mudah digunakan. Mesin penggiling jagung ini mempunyai dua cara pengoperasian yakni dengan cara manual dan mekanis. Pada mesin penggiling jagung ini menggunakan motor bensin 5.5 PK. Motor bensin ini yang berfungsi sebagai sumber tenaga utama pada pengoperasian mesin penggiling jagung. Kapasitas efektif dari mesin penggiling jagung ini apabila menggunakan motor bensin yaitu 11 kg/jam dan di giling dengan tiga kali proses penggilingan untuk mendapatkan hasil beras jagung. Sedangkan pada pengoperasian dengan cara manual yaitu menggunakan tuas/handel manual dengan cara di putar sehingga jagung pipil dapat tergiling hingga menjadi beras jagung. Kapasitas efektif mesin penggiling jagung apa bila menggunakan penggerak manual/handel ini adalah 4 kg/jam dan di giling dengan tiga kali proses penggilingan untuk mendapatkan hasil beras jagung. Mesin penggiling jagung pada intinya berfungsi untuk menjadikan jagung pipil menjadi beras jagung.
Kata Kunci : Rancang Bangun, Jagung, Penggiling
I. PENDAHULUAN
Jagung merupakan salah satu pangan strategis yang bernilai ekonomi karena kedudukannya sebagai salah satu sumber karbohidrat. Di Indonesia jagung merupakan komoditi tanaman pangan terpenting kedua setelah padi. Berdasarkan data Biro Pusat Statistik, produksi jagung nasional tahun 2004 adalah 11,35 juta ton pipilan kering dan tahun 2005 diperkirakan produksi ini menjadi sebesar 12,01 juta ton atau
meningkat sebanyak 788 ribu ton (7,02 persen) dibandingkan denan produk tahun 2004 (BPS, 2005).
output yang lebih baik. Pembangunan tanpa teknologi ialah hal yang mustahil. Keduanya berjalan saling mengikat, dalam pembangunan tentu akan sangat berbeda dalam segi kepraktisan maupun hasil bangunan apabila industri tersebut mengadopsi teknologi dibandingkan ia memakai cara tradisional.
Sehingga penggunaan mesins penggiling jagung sangatlah membantu karena lebih efisien, menghemat waktu dan tenaga. Untuk mendapatkan mutu jagung yang baik dan bermutu tinggi tidaklah mudah. Hal ini disebabkan oleh penanganan panen yang kurang tepat, kurang efisien, boros waktu dan tenaga kadangkala hasilnya masih kurang baik. Demikian pula pada proses penggilingannya yang kurang tepat dapat menghasilkan mutu jagung yang kurang baik atau rusak dan lain sebagainya. Peluang untuk meningkatkan produktivitas dan mutu jagung melalui sentuhan teknologi mekanisasi pertanian dalam penanganan panen masih cukup terbuka melalui pemanfaatan potensi yang ada dapat dimanfaatkan secara optimal. Mesin penggiling jagung untuk menunjang pembangunan, dan tentunya banyak alat lainnya. Dan dapat mengurangi pengunaan tenaga manusia dengan dimensi yang kompak maka alat ini diharapkan dapat membantu mempercepat proses kerja dan penghematan dapat dilakukan. Salah satu kendala dalam mendapatkan hasil gilingan yang berfariasi adalah pengunaan mesin giling jagung yang belum sesuai dengan biaya operasi.
Teknologi penggilingan jagung selama ini di dapatkan dari mesin yang bekerja dengan prisip tumbukan (hammer mill). Metode ini paling sering di gunakan, ada yang kapasitas besar 2-2,5 ton/jam.dan berkapasitas kecil 300-450kg/jam jadi mesin ini dapat di katakan efektif. Walaupun begitu mesin ini ada beberapa kelemahan yaitu hasil gilingan yang bervariasi lama sekali didapatkan,
saringan seringkali tersumbat, dan daya yang dibutuhkan yakni kapasitas yang besar (mesin/alat yang besar) dengan muatan penuh komponen-komponen di dalamnya terdiri dari besi sering patah, ini sangat menghambat produksi sehingga tidak menguntungkan.
II. LANDASAN TEORI
Tanaman Jagung
Tanaman Jagung (Zea Mays L) diduga berasal dari Meksiko Selatan kemudian menyebar keseluruh dunia (Efendi, 1985). Di Indonesia daerah-daerah penghasil utama tanaman jagung adalah Jawa Tengah, Jawa Barat, Jawa Timur, Madura, D.I.Yogyakarta, NTT, Sulawesi Utara, Gorontalo, Sulawesi Selatan dan Maluku (Annonimous, 2005). Jagung yang terbanyak ditanam di Indonesia dalah jagung tipe mutiara, misalnya jagung arjuna dan tipe setengah mutiara, misalnya jagung harapan dan pioneer-2. Disamping itu terdapat juga jagung berondong, jagung gigi kuda serta jagung manis.
Menurut sifatnya, jagung dibedakan sebagai berikut : (Purwono dan Hartono Rudi. 2010).
1. Menurut warna butir jagung : putih, kuning, merah dan sebagian berwarna ungu.
2. Menurut bentuk butiran jagung : butir gepeng dan bulat
3. Menurut konsistensi biji : biji butir keras (flint) dan biji lunak.
memerlukan unsure hara lebih banyak terutama unsur N,yaitu sebesar 150-300 kg N yang hanya membutuhkan 70 kg N, Sehingga tanaman jagung dapat digolongkan sebagai tanaman yang rakus. Mesin Penggiling
Mesin penggiling jagung mesin yang berfungsi untuk menghancurkan butiran jagung menjadi beras jagung, yang terdiri dari hopper unit penggiling, bagian pengeluaran hasil dan digerakkan oleh motor penggerak. Dalam proses penggilingan, ukuran bahan diperkecil dengan mengayak bahan tersebut.
Gambar 1. Alat Penggiling Jagung
Penghancuran dilakukan dengan penerapan gaya tekan dan gaya pengguntingan yang akhirnya menyebabkan bahan pecah, melepaskan sebagian besar energi yang digunakan sebagai panas. Mesin untuk penghancuran beroperasi pada umunya baik secara tekanan penggilingan ataupun pengasatan atau juga dengan penggilingan dengan menggabungkan gaya pukulan dan gaya gunting.
Peralatan penghancur zat padat dibagi atas mesin pemecah, mesin penggiling, mesin ultra halus, dan mesin pemotong.
• Mesin pemecah bertugas melakukan kerja berat memecah bongkah-bongkah besar menjadi kepingan-kepingan kecil.
• Mesin penggiling memperkecil lagi umpan hasil pecahan menjadi serbuk.
• Mesin pemotong menghasilkan partikel yang ukuran dan bentuknya tertentu.
Tujuan dari pemecahan dan penggilingan yaitu untuk menghasilkan partikel-partikel kecil dari yang lebih besar. Salah satu efisiensi operasi adalah yang didasarkan atas energi yang diperlukan untuk membuat permukaan tambahan. Luas permukaan satu satuan massa partikel sangat besar dengan diperkecilnya ukuran partikel.
Istilah penggiling atau mesin giling diberikan berbagai jenis mesin pemecah, pemangkas dan dengan tugas menengah, hasil mesin pemecah biasanya dilakukan ke dalam mesin giling, dimana umpan yang digiling sampai menjadi serbuk atau tepung.
Mesin-mesin pemecah, penggiling, dan pemotong tidak dapat diharapkan akan beroperasi dengan baik kecuali kalau ukuran umpan cocok dan umpan itu masuk dengan laju yang seragam. Dalam beberapa masalah pengecilan, bahan umpan itu terlalau sulit pecah dengan kompresi, impact dan atrisi. Dalam hal ini, umpan harus dipotong menjadi partikel-partikel dengan dimensi tertentu. Persyaratan ini bisa dipengaruhi oleh piranti yang memotong, merajang, atau merobek umpan itu menjadi produk dengan karakteristik yang dikehendaki. Perencanaan Sistem Transmisi
Pulli dan Sabuk – V
kenyamanan penggunaan V-belt tidak menghasilkan bunyi bising.
V-belt terbuat dari karet dengan inti dari bahan tetoron atau bahan sejenis. Penampang V-belt berbentuk trapesium. V-belt dibelitkan disekeliling alur luar pulli yang juga berbentuk V. Bagian sabuk yang membelit pulli akan mengalami lengkungan sehingga lebar bagian dalamnya akan bertambah.
V-belt dipakai untuk menghubungkan poros-poros yang sejajar dengan arah putaran yang sama. Daya yang dipindahkan dapat ditingkatkan dengan mengatur V-belt pada posisi sebelah menyebelah.
Jarak sumbu antar poros harus sebesar 1,5 sampai 2,0 kali diameter pulli besar. Putaran dari pulli yang memiliki kecepatan sudut akan memberikan efek berupa kecepatan linier pada V-belt.
Gambar 2. Tipe-tipe Sabuk
Menghitung Kecepatan Linier Sabuk – V Karena V-belt pada umumnya dipakai untuk menurunkan putaran, maka perbandingan yang dipakai adalah perbandingan reduksi i (i > 1). Perbandingan yang terjadi dirumuskan sebagai berikut:
Keterangan :
= kecepatan pulli kecil (rpm) = kecepatan pulli besar (rpm) = radius pulli kecil (mm)
2
R = radius pulli besar (mm)
Sumber : Sularso, hal 166
Sehingga kecepatan linier untuk V-belt dirumuskan sebagai berikut:
Keterangan :
v = kecepatan linier V-belt (m/s)
= diameter pulli (mm) = putaran pulli (rpm)
Sumber : Wayan Berata, hal 166
Menghitung Panjang Sabuk
Panjang sabuk yang melingkari pulli dihitung dengan rumus:
Keterangan :
L = panjang sabuk (mm) C = jarak poros (mm) Sumber : Wayan Berata, hal 178
Gambar.3 Skema Belt Dan Pulli
u
L pulli pulli pulli pulli
Menghitung Jarak Antara Poros (C)
Jarak poros C dapat dirumuskan sebagai berikut:
Sumber : A. Deutschman, hal 670
Keterangan:
Sumber : A. Deutschman, hal 666
Menghitung Putaran Motor
Dari perbandingan antara kecepatan pulli kecil dan pulli besar yang setara dengan perbandingan diameter pulli besar dan pulli kecil, maka dapat dirumuskan sebagai berikut:
Keterangan :
= radius pulli kecil (mm) = radius pulli besar (mm)
Sumber : A. Deutschman, hal 666
Menghitung Gaya Tarik pada V-belt
Bila V-belt dalam keadaan diam atau tidak meneruskan momen, maka tegangan di seluruh panjang V-belt adalah sama. Tegangan ini disebut tegangan awal. Bila V-belt mulai bekerja meneruskan momen, maka tegangan akan bertambah pada sisi tarik dan berkurang pada sisi kendor.
Jika besar gaya pada sisi tarik dan sisi kendor berturut-turut adalah dan
(Kg), maka besar gaya tarik efektif (Kg) untuk menggerak pulli adalah :
Sumber : Sularso, hal 171
Bila kita ingin memperkirakan tegangan pada V-belt, dapat digunakan rasio antara 1:3 dan 1:5, untuk saat ini dipilih rasio 1 : 5.
Keterangan :
dan = gaya pada belt (Kg)
Sumber : Deutschman, hal 660
Menghitung Torsi pada Pulli
Torsi yang dihitung adalah torsi yang bekerja pada pulli sebagai fungsi waktu. Dirumuskan sebagai berikut:
Keterangan :
T = Torsi
F = gaya keliling yang timbul (kg)
= diameter pulli (mm)
Sumber : A. Deutschman, hal 660
Perencanaan Poros
1. Shaft adalah poros yang ikut berputar memindahkan daya dari mesin ke mekanisme yang digerakkan.
2. Axle adalah poros yang tetap dan mekanismenya yang berputar pada poros tersebut yang juga berfungsi sebagai pendukung.
3. Spindle adalah poros yang pendek yang terdapat pada mesin perkakas dan aman terhadap momen bending 4. Line Shaft (poros transmisi) adalah
suatu poros yang langsung berhubungan dengan mekanisme yang digerakkan dan berfungsi memindahkan daya dari poros penggerak ke mekanisme tersebut. 5. Jack Shaft adalah poros yang pendek
yang biasanya dipakai pada dongkrak mobil.
6. Flexible Shaft adalah poros yang berfungsi memindahkan daya dari dua mekanisme, dimana perputaran poros membentuk sudut poros yang lain.
Perhitungan yang dilakukan dalam perencanaan poros adalah menentukan: Sumber : A. Deutschman, hal 338
Tegangan Geser Maksimum
Keterangan:
N = angka keamanan untuk bahan
Syp = tegangan luluh bahan (lb/in²)
= tegangan geser maximum
Sumber : A. Deutschman, hal 339
Torsi Poros, (Lb.In)
Keterangan :
N = daya yang terjadi pada silinder (Hp)
n = putaran motor (rpm) Sumber : A. Deutschman, hal 340
Diameter Poros, Dp (Rpm)
Keterangan :
= tegangan geser maksimum (lb/in²)
= torsi poros (lbin)
M = momen maksimum poros (lb.in)
Sumber : A. Deutschman, hal 341
Perencanaan Pasak
Pasak adalah bagian dari elemen mesin yang berguna untuk menjaga hubungan putaran relatif antara poros penggerak dan poros yang digerakkan. Tipe-tipe dari pasak memiliki spesifikasi yang tergantung pada torsi transmisi yang
terjadi oleh beban yang bekerja, seperti beban statis, beban bervariasi dan beban bolak-balik
Gambar 4. Penampang pasak
Tipe-tipe pasak yang umum digunakan antara lain:
1. Pasak datar segi empat (standart square keys)
2. Pasak datar standart (standart flat keys)
3. Pasak bidang lingkaran (woodruff keys)
4. Pasak Bintang (splines) 5. Pasak tirus (tapered keys)
Pasak yang sering digunakan di dalam suatu perencanaan adalah pasak datar segi empat (standart square keys), yaitu pasak memanjang yang paling sering digunakan, yang mana pasak ini memiliki dimensi lebar (W) dan tinggi (H) yang sama, dan tinggi pasak tersebut separuh bagian terbenam kedalam poros dan separuh lagi masuk kedalam hubungan.
Perumusan-perumusan yang dipakai dalam perencanaan pasak, antara lain:
Penentuan Dimensi Dan Tipe Pasak Diporos Harus Diketahui Besaran-Besaran Sebagai Berikut:
Diketahui: = diameter poros
Tipe pasak yang direncanakan = persegi (square)
Maka didapat dimensi pasak sebagai berikut:
W = maksimum lebar pasak (mm)
H = Maksimum Tinggi Pasak (Mm)
Tegangan Ijin Pasak,Ssyp (Kg/Mm²)
= 0.58 x Syp
Keterangan:
Syp = tegangan luluh bahan (psi) Sumber : Wayan Barata, hal 47
Gaya yang terjadi pada pasak, F (kg). Karena posisi gaya yang terjadi pada pasak tidak diketahui secara tepat maka diasumsikan gaya tersebut beraksi pada diameter poros terluar.
Keterangan :
= torsi pada poros (kg.mm)
= diameter poros (mm)
Panjang Pasak Yang Menerima Gaya Kompresi,Lc (Mm)
Keterangan:
Dp = Diameter poros (mm) W = lebar pasak (mm) L = panjang pasak (mm) Syp = tegangan luluh bahan
(kg/mm²)
N = angka keamanan untuk bahan pasak
sumber : A. Deutchman, hal 367
Luas Pasak Yang Menerima Gaya Kompresi, Ac (Mm²)
Keterangan :
W = maksimum lebar pasak (mm)
L = panjang pasak akibat gaya kompresi (mm)
Sumber : A. Deutchman, hal 368
Tegangan kompresi yang diijinkan,Sc (kg/mm²)
Keterangan:
F = gaya yang terjadi pada poros (kg)
= luasan pasak yang menerima gaya kompresi (mm²)
Sumber : A. Deutchman, hal 369
Panjang pasak yang menerima gaya geser, Ls (mm)
Keterangan:
Tp = torsi yang terjadi pada poros (kg/mm) Dp = Diameter poros (mm) W = lebar pasak (mm) L = panjang pasak (mm) Syp = tegangan luluh bahan
(kg/mm²)
N = angka keamanan untuk bahan Pasak
Sumber : Wayan Barata, hal 48
Luasan pasak yang menerima gaya geser
Keterangan :
W = maksimum lebar pasak (mm)
= panjang pasak akibat gaya kompresi (mm)
Sumber : A. Deutchman, hal 366
Tegangan geser yang diijinkan
Keterangan:
F = gaya yang terjadi pada poros (kg)
= luasan pasak yang menerima gaya kompresi
(mm²)
Sumber : A. Deutchman, hal 366
Panjang pasak minimum
Untuk mencegah hubungan dari kerusakan pada poros menggunakan pasak jenis datar, maka panjang hubungan setidaknya 25% lebih besar dari diameter poros dan panjang pasak minimum setidaknya sekitar 25% lebih besar dari diameter poros. Sehingga panjang pasak minimum dapat ditentukan sebagai berikut:
Bantalan Gelinding (Rolling Bearing) Bantalan adalah elemen yang berfungsi menumpu poros berbeban, sehingga putaran poros dapat berlangsung secara halus dan aman. Bantalan dapat disamakan fungsinya dengan pondasi pada suatu gedung. Jika bantalan tidak berfungsi dengan baik, maka prestasi mesin akan menurun.
Gambar 5. Skema bantalan gelinding bola(ball bearing)
Beberapa macam bantalan gelinding yaitu: 1.Bantalan gelinding bola (ball bearing)
1. Radial ball bearing 2. Angular ball bearing 3. Thrust ball bearing
2.Bantalan gelinding roll (roller bearing) 1. Cylinder roller bearing
2. Needle roller bearing 3. Tapered roller bearing 4. Sherical roll bearing
Perumusan yang dipakai dalam perencanaan bantalan bola (ball bearing) yaitu:
Penentuan dimensi dan beban yang bekerja pada bantalan harus diketahui besaran-besaran sebagai berikut:
= Diameter bore bantalan = diameter poros (mm) Bantalan rencana = seri bantalan 02 single row deep groove ball bearing
Maka didapat:
1.Bearing bore, d (mm) 2.Outside diameter, D (mm) 3.Max flliet radius, f (mm) 4.Lebar, B (mm)
5.Beban statis dasar,C0(kg) 6.Beban dinamis dasar, C (kg)
Beban ekuivalen yang bekerja pada bantalan
Keterangan:
V = faktor rotasi dengan ring dalam yang berputar Fr = gaya radial bantalan (kg) Fa = 20% x F2= gaya aksial (kg) X = faktor beban radial
Y = faktor beban aksial
Beban ekuivalen pembanding yang bekerja pada bantalan
Keterangan:
V = faktor rotasi dengan ring dalam yang berputar = gaya radial bantalan (kg) Sumber : Wayan Barata, hal 84
p
p D
D
Lmin = +25%.
p D
)
.
.
.
(
X
V
F
rY
F
aP
=
+
r
F V P = .
r
Lama pemakaian bantalan
Keterangan:
P = beban ekuivalen bantalan (kg)
C = beban dinamis dasar (kg) b = 3 = konstanta ball bearing
III. METEDOLOGI PENELITIAN
Diagram Alir Penelitian
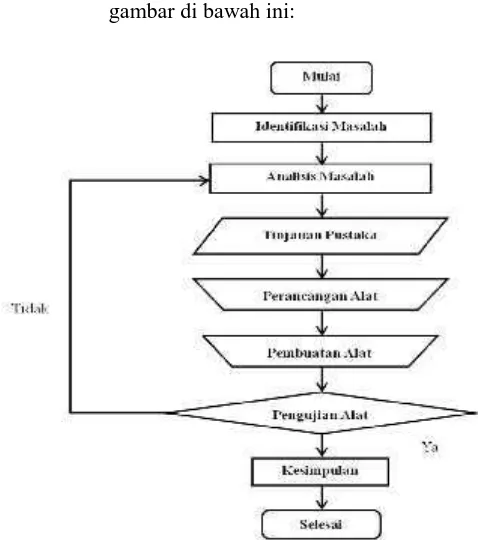
Tahap penelitian disajikan pada gambar di bawah ini:
Gambar 6. Diagram Alir Penelitian
Tahapan Penelitian
Penelitian ini dilakukan atas beberapa tahap, yaitu survei lapangan yang bertujuan untuk melihat keadaan di lapangan, mengetahui permasalah-permasalahan yang sering dihadapi oleh
masyarakat dan mengetahui langkah-langkah yang perlu dilakukan dengan mencari data-data dari berbagai sumber seperti buku dan internet.
Selanjutnya dilakukan perancangan mesin penggiling jagung, dengan menetapkan kapasitas penggilingan dan menentukan jenis mesin penggiling jagung yang akan dibuat. 1. Identifikasi Masalah
Menguraikan tentang pengelompokan dan pemilihan suatu masalah yang akan di teliti.
2. Analisis masalah
Menguraikan tentang bagaimana cara menganalisis dan menyelesaikan masalah yang telah dikelompokan. 3. Tinjauan Pustaka
Menguraikan tentang dasar-dasar teori yang di gunakan dalam penyusunan untuk menyelesaikan permasalahan. 4. Perancangan alat
Menguraikan tentang cara merancangan alat.
5. Pembuatan Alat
Menguraikan tentang proses pembuatan alat.
6. Pengujian Alat
Menguraikan tentang pengujian alat yang telah dibuat dan di rancang sedemikian rupa yang nantinya mendapatkan ha
sil yang diinginkan. 7. Analisis dan Kesimpulan
Menguraikan tentang hasil yang di dapat dari penelitian atau pengujian diatas dan dapat menyimpulkan bahwa alat/mesin penggiling jagung dua fungsi dengan cara manual dan mekanik layak digunakan.
Alat dan Bahan Pendukung Alat Pendukung
1. Mesin bubut 2. Mesin frais 3. Mesin las 4. Gerinda
potong 5. Gerinda tang
) . 60 (
10 6
10
n P
c L
b
h ×
6. Mistar baja 7. Jangka
Sorong 8. Penitik 9. Palu Besi 10. Palu Karet 11. Mesin Bor Bahan Pendukung
1. Besi U 5x5mm Tebal 3mm. 2. Pelat eser 2x3m Tebal 1,5 mm 3. Elektroda E6013Ø 2,6. 4. Besi AS ST40 Ø 19. 5. Bearing Ø 19. 6. Bearing Ø 10 7. V-belt.
8. Pulley Ø 19 mm 9. Baut
10. Batu gerinda potong 11. Batu gerinda rata 12. Stenliss AS Ø 2 inchi
Desain Gambar Mesin Penggiling Jagung
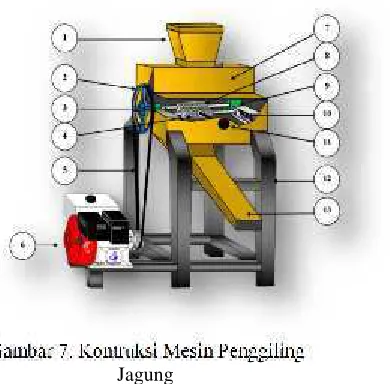
Konstruksi Mesin Pengggiling Jagung Mesin penggiling jagung ini konstruksinya berukuran panjang 56,5 cm lebar 55,5 cm dan tinggi 129 cm
Gambar 7. Kontruksi Mesin Penggiling Jagung
Ket :
1. Corong penampung jagung (hopper) 2. Pully
3. Poros
4. Dudukan Pisau 5. V-Belt
6. Motor Bensin 5,5 PK
7. Dinding Pengaman Gilingan (casing) 8. Pisau Penggiling
9. Bantalan 10. Pegas 11. Penyetel
12. Rangka Mesin Penggiling 13. Corong Tempat Keluar Jagung
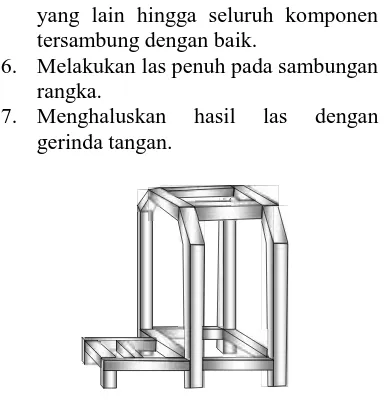
Dimensi Rangka Mesin
Jumlah : 1 Buah
Bahan yang di gunakan: Besi U 5x5 cm dan tebal 3 mm. Elektroda E6013 Ø2,6
Ukuran yang dibuat :
P 56,5 cm, L 55,5 cm, T 87,5 cm Mesin yang digunakan : Mesin gerinda,
: Mesin las, : Mesin gergaji. Proses pengerjaan:
1. Siapkan bahan yang akan digunakan untuk perancangan rangka
2. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
3. Mengukur panjang besi U yang akan dipotong sesuai ukuran rangka yaitu dengan dimensi 56.5 cm x 55.5 cm x 87.5 cm kemudian menandainya. 4. Potong besi U dengan ukuran 56.5 cm
sebanyak 4 buah, 55.5 cm 4 buah, dan 87.5 cm 4 buah dengan menggunakan mesin gergaji.
110 mm
70 mm
50 mm
20
0
m
m
200 mm
200 mm yang lain hingga seluruh komponen
tersambung dengan baik.
6. Melakukan las penuh pada sambungan rangka.
7. Menghaluskan hasil las dengan gerinda tangan.
Gambar 8. Rangka Mesin Penggiling Jagung
Corong Penampung Jagung (Hopper).
Jumlah : 1 Buah
Bahan yang di gunakan: Plat eser tebal 1,5 mm Elektroda E6013 Ø2,6 Ukuran yang di buat :
T= 22 cm. LB = 11x11 cm. LA= 20x20 cm
Mesin yang di gunakan : Gurinda Tangan, : Mesin Las, Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menandai bagian-bagian yang akan dipotong sesuai dengan ukuran. 3. Memotong plat sesuai ukuran
4. Menekuk Plat agar terbentuk menggunakan alat penekuk plat 5. Mengelas tiap-tiap bagian hingga
menjadi bentuk
6. Kemudian membersihkan sisa trak pada benda kerja tersebut menggunakan mesin gerinda tangan
Gambar 9. Corong / Hopper
Poros
Jumlah : 2 Buah
Bahan yang di gunakan: ST 40 Ukuran yang di buat : Panjang 450 mm,
dan Ø 19 mm (1 buah)
Panjang 345 mm dan Ø 19 mm (1 Buah) Mesin yang digunakan : Mesin bubut
: Mesin gergaji Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Memotong benda kerja 2 buah menggunakan mesin gergaji.
3. Kemudian Melakukan bubut rata hingga Ø 19 sebanyak 2 buah.
Gambar 10. Poros
Pisau Penggiling
Jumlah : 1 Buah
Bahan yang di gunakan: Stenlish AS Ø 2 inchi Ukuran yang di buat : Panjang 11cm, dan Ø 2 inchi
450 mm Ø19
Mesin yang digunakan : Mesin bubut, : Mesin Frais, : Mesin gergaji Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Mengkartel benda kerja pada mesin bubut
3. Mengalalur benda kerja dengan kedalaman alur 5 mm dan jarak 5 mm 4. Kemudian mengefrais benda kerja
pada mesin frais menggunakan mata frais ST 37 yang berdiameter Ø 5 mm, dengan kedalaman hasil frai 5 mm.
Gambar 11. Pisau Penggiling
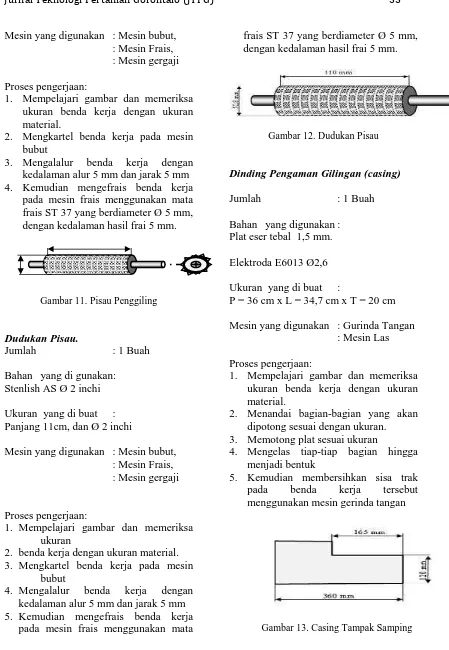
Dudukan Pisau.
Jumlah : 1 Buah
Bahan yang di gunakan: Stenlish AS Ø 2 inchi Ukuran yang di buat : Panjang 11cm, dan Ø 2 inchi
Mesin yang digunakan : Mesin bubut, : Mesin Frais, : Mesin gergaji
Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran
2. benda kerja dengan ukuran material. 3. Mengkartel benda kerja pada mesin
bubut
4. Mengalalur benda kerja dengan kedalaman alur 5 mm dan jarak 5 mm 5. Kemudian mengefrais benda kerja
pada mesin frais menggunakan mata
frais ST 37 yang berdiameter Ø 5 mm, dengan kedalaman hasil frai 5 mm.
Gambar 12. Dudukan Pisau
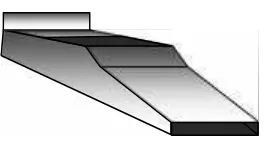
Dinding Pengaman Gilingan (casing)
Jumlah : 1 Buah
Bahan yang digunakan : Plat eser tebal 1,5 mm. Elektroda E6013 Ø2,6 Ukuran yang di buat :
P = 36 cm x L = 34,7 cm x T = 20 cm Mesin yang digunakan : Gurinda Tangan
: Mesin Las Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menandai bagian-bagian yang akan dipotong sesuai dengan ukuran. 3. Memotong plat sesuai ukuran
4. Mengelas tiap-tiap bagian hingga menjadi bentuk
5. Kemudian membersihkan sisa trak pada benda kerja tersebut menggunakan mesin gerinda tangan
Gambar 13. Casing Tampak Samping
50
,
8 mm
Gambar 14. Casing Tampak Depan
Gambar 15. Dinding Pengaman Gilingan
Corong Tempat Keluar Jagung
Jumlah : 1 Buah.
Bahan : Plat eser tebal 1,5 mm. Elektroda E6013 Ø2,6.
Ukuran yang di buat : T = 17 cm, L = 12cm, P = 60 cm Mesin yang di gunakan : Gurinda tangan.
: Mesin las. Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menandai bagian-bagian yang akan dipotong sesuai dengan ukuran. 3. Memotong plat sesuai ukuran.
4. Mengelas tiap-tiap bagian hingga menjadi bentuk.
5. Kemudian membersihkan sisa trak pada benda kerja tersebut menggunakan mesin gerinda tangan.
Gambar 16. Corong Tempat Keluar Jagung
Finishing
Bahan yang di gunakan
- Dumpul isamu ½ Kg. - Batu gurinda rata 2 buah. - Cat aclose 2 kaleng ½ Kg (2
warna). - Tiner 1 liter. Alat yang di gunakan
- Mesin gerinda tangan. - Kuas 1Buah.
Proses pengerjaan:
1. Membersihkan tip-tiap komponen mesin yang masih kotor.
2. Menutup sudut-sudut komponen mesin seperti rangka, dinding corong dengan menggunakan dumpul, ini berguna agar hasil pengecetan bagian bagian tersebut menjadi rapi.
3. Mengecet komponen-komponen mesin tersebut di atas.
4. Selesai
Proses Pengerjaan
perakitan sehingga pada akhirnya dapat diketahui besar biaya yang diperlukan. Selain itu juga dapat diketahui tahap-tahap dalam proses pengerjaan serta mesin-mesin yang digunakan.
Dari tahap-tahap pengerjaan ini dapat diketahui lamanya waktu dan besarnya biaya pengerjaan. Proses pengerjaan ini disusun secara berurutan dan bertahap dari awal sampai terbentuknya benda jadi dengan didasarkan pada pengalaman dan teori. IV. HASIL DAN PEMBAHASAN
Deskripsi Mesin Penggiling Jagung Secara utuh konstruksi mesin penggiling jagung dapat dilihat pada gambar lampiran. Secara garis besar mesin ini terdiri dari bagian rangka, corong penampung jaung, system transmisi dan tenaga penggerak. Rangka terbuat dari besi U 5x5 yang berfungsi sebagai penopang utama mesin, Pisu penggiling dan dudukan pisau merupakan bagian inti pada proses kerja mesin penggilig jagung ini, Dinding mesin penggiling terbuat dari plat eser dengan ketebalan 0,5 mm. Sedangkan pada bagian bawah dilengkapi dengan corong keluar. Transmisi berfungsi untuk meneruskan gerak dari penggerak utama menuju gerakan putar poros yang terpasang pada pisau penggiling. Sistem transmisi terdiri dari pulley dan sabuk. Tenaga penggerak pada mesin ini menggunakan motor bensin 5.5 PK. Motor bensin ini yang berfungsi sebagai sumber tenaga utama pada pengoperasian mesin penggiling jagung.
Sistem Kerja Mesin Penggiling Jagung Motor bensin dijalankan dan setelah putaran motor stabil, dilakukan dengan cara meletakan butiran-butiran jagung/jagung pipil kedalam corong penampung jagung, kemudian jagung pipil akan masuk pada rumah penggiling jagung yang di bawahnya terdapat pisau
penggiling yang berputar dan dudukan pisau. Jagung pipil akan langsung di giling melalui pisau penggling tersebut kemudia jagung pipil akan keluar melalui corong tempat keluar jagung dengan bentuk jagung yang sudah tergiling.
Perencanaan Sistem Transmisi Perencanaan Pulli dan V-Belt
1. Kecepatan Pulli Keliling 1 Dan 2 V1= 2 m/s
V2= 27,19 m/s 2. Sudut Kontak 1
Sin α = 0,19 = 12,16
° 68 , 155
1 =
θ
4. Gaya Keliling Yang Timbul Pada Pulli 1 Dan 2
F = 280,5kg
5. Torsi Pada Pulli 1
T1= 10687,05 kg mm 6. Torsi Pada Pulli 2
T2= 42748,2 kg mm 7. Panjang V-Belt 1
L = 1748,20mm
8. Mencari Tegangan Tarik Dan Tegangan Kendor
Kekendoran V-Belt (F1) Tipe Belt: B
Amin = 554
Luasan Penampang Belt ZA = 16,696
Ketegangan V-Belt (F1) Amax= 9600,2 psi
9. Tegangan Maksimum Yang Timbul Dari Operasi V-Belt
psi 12 , 103
10. Jumlah Putaran V-Belt rps
U =1
11. Umur V-belt
H = 388,86 jam kerja
Perencanaan Poros
1. Gaya Radial Yang Terjadi Pada Poros Fr = 376,66 lb
2. Tegangan Bahan Maksimum,
τ
max(psi) maxτ = 17,600 psi
3. Torsi Poros, Tp (lb.in) T = 123,75 lb in
4. Tegangan Tarik Pada Pulli = 20,625 lb
• Untuk mencari F2 F2= 5,15 lb • untuk mencari F1
Fd = 25,775 lb
5. Reaksi Gaya Arah Horizontal
RA + RB = 0,6804 + 0,6804 + 25,775 = 27,1358 lb
0
=
∑
m
Rb = 27,0337 lbMencari RA
RA= 0,1021 lb
6. Momen Lentur Horizontal Bidang A–C
MC= 0,1021x 0,205 Bidang C–B MB= 27,0337 x 0,24 Bidang D–B MB= 0,13 lb in
7. Reaksi Gaya Arah Vertikal
0
=
∑
F
yRA+ RB= 27,1358 8. Bidang Momen
M = 0,01 lb in
9. Pengecekan Tegangan Pada Poros
2 max =1584 lb/in
τ
Syarat poros amanτs ≤ Syp17600
17600 1584 ≤ Syp
≈ AMAN
Perencanaan Pasak
1. Gaya Yang Terjadi Akibat Torsi F = 334,45 lb
2. Ditinjau Dari Tegangan Geser Ss= 854,27 lb/in²
3. Ditinjau Dari Tegangan Kompresi Sc= 1708,55 lb/in²
Syarat pasak aman Sc≤ Ssyp Sc≤ 15312
Sc206,42≤ 15312≈ AMAN
Perencanaan Bantalan
1. Daya Yang Hilang (Akibat Gesekkan)
HP = 5,5
V. PENUTUP
Kesimpulan
Kesimpulan yang didapatkan pada penelitian rancang bangun mesin penggiling jagung adalah proses penggilingan menghancurkan butiran jagung menjadi beras jagung
Mesin ini dibuat melalui hasil perhitungan analisa teknik meliputi semua komponenya dengan beberapa macam bahan diantaranya adalah, besi U, plat. Mesin ini bekerja dengan sistem kerja continue yang dapat digunakan sesuai fungsinya dan diuji coba menggunakan daya 5.5 PK. Kapasitas efektif penggiling jagung 11 Kg/Jam dengan menggunakan motor penggerak. Sedangkan kapasitas efektif penggiling jagung dengan menggunakan tuas manual yaitu 4 Kg/jam. Dibandingkan dengan manual, mesin memiliki tingkat efisiensi yang lebih tinggi karena mesin ini bekerja dengan baik, desain rangka cukup kokoh untuk menahan getaran dari mesin penggerak.
Saran
1. Dari hasil perancangan alat menunjukkan operasi mesin berjalan baik, tetapi perlu adanya penyempurnaan dan pembaharuan terutama pada mekanisme penggilingan yang memerlukan rancangan pada pisau penggiling agar dapat menghasilkan penggilingan yang lebih cepat lagi.
2. Ketahanan alat perlu di uji secara berkesinambungan (continue) untuk mengetahui performa mesin yang lebih sempurna.
3. Perlu adanya perhitungan analisis biaya, dengan tujuan untuk mengetahui biaya yang diperlukan dalam pembuatan alat, sebagai rekomendasi bagi masyarakat dalam penggunaan alat secara ekonomis.
DAFTAR PUSTAKA
A.D Deutcsman ‘‘Machine Design Theory and Practice”, Machinilan Publisihing, New Yourk, 1975 Purnomo, Hari. 2005. Pengantar teknik
Industri penerbit. Graha Ilmu. Yogyakarta.
Sularsono, Kiyokatsu Suga. Elemen Mesin. Jilid 3. PT. Pradya Paramitha, Jakarta, 1997.