NASKAH PUBLIKASI
PENGARUH WAKTU TAHAN CELUP PROSES
ELEKTROPLATING TEMBAGA TERHADAP KETEBALAN
PELAPISAN PADA PLAT BAJA KARBON TINGGI DENGAN
VARIASI TAHAN 10,12 DAN 14 DETIK
Naskah Publikasi Diajukan untuk memenuhi tugas Dan Syarat- Syarat Guna
memperoleh Gelar Sarjana S1 Teknik Mesin Fakultas Teknik Universitas
Muhammadiyah Surakarta
Disusun oleh :
JOKO TRIYONO NIM : D 200 080 100
FAKULTAS TEKNIK JURUSAN TEKNIK MESIN
UNIVERSITAS MUHAMMADIYAH SURAKARTA
3
PENGARUH WAKTU TAHAN CELUP PROSES ELEKTROPLATING TEMBAGA TERHADAP KETEBALAN PELAPISAN PADA PLAT BAJA
KARBON TINGGI DENGAN VARIASI TAHAN 10, 12 DAN 14 DETIK Joko Triyono, Bibit Sugito, Pramuko Ilmu Purboputro
Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A. YaniTromol Pos I Pabelan, Kartosuro
email : [email protected]
ABSTRAKSI
Elektroplating adalah pelapisan permukaan logam dengan proses elektrokimia. Tujuan dari penelitian ini adalah untuk mengetahui pengaruh waktu tahan celup proses elektroplating terhadap ketebalan pelapisan dan kekasaran permukaan pada baja karbon tinggi dengan pelapisan tembaga. Dalam kegiatan penelitian ini menggunakan baja karbon tinggi dengan ukuran panjang 10 cm x lebar 5 cm x tebal 16mm sebanyak 3 spesimen, tegangan 8 volt yang dilapisi dengan tembaga menggunakan metode elektroplating dengan variasi tahan celup 10, 12, 14 detik. Selanjutnya dilakukan pengujian ketebalan lapisan tembaga dengan foto mikro (Standart ASTM B 487) dan coating gauge (standar ASTM B 499), uji kekasaran dengan alat Surface tester (Surfcorder SE 1700) serta foto makro.
Hasil pengujian ini menunjukkan bahwal Spesimen 1 pelapisan tembaga dengan waktu penahanan celup 10 detik diperoleh perbandingan ketebalan lapisan secara teoritis dengan ketebalan lapisan sebenarnya sebesar 3.16%, spesimen 2 pelapisan tembaga dengan waktu penahanan celup 12 detik diperoleh perbandingan ketebalan lapisan secara teoritis dengan ketebalan lapisan sebenarnya sebesar 2.47%, spesimen 3 pelapisan tembaga dengan waktu penahanan celup 14 detik diperoleh perbandingan ketebalan lapisan secara teoritis dengan ketebalan lapisan sebenarnya sebesar 2.72%. Sedangkan untuk hasil uji kekasaran diperoleh tingkat kekasaran rata-rata yaitu pencelupan dengan waktu 10 detik tingkat kekasaran 0,21908 µm, Pencelupan 12 detik tingkat kekasaran 0,20564 µm, dan Pencelupan 14 detik diperoleh tingkat kekasaran 0,17853 µm.
Kata kunci : waktu, ketebalan, kekasaran, baja karbon tinggi, dan
4
PENDAHULUAN Latar Belakang
Dalam teknologi pengerjaan logam, proses electroplating dikategorikan
sebagai proses pengerjaan akhir (metal finishing). Secara sederhana, electroplating
dapat diartikan sebagai proses pelapisan logam dengan menggunakan bantuan arus listrik dan senyawa kimia tertentu guna memindahkan partikel logam pelapis ke
material yang hendak dilapisi. Pelapisan logam dapat berupa lapisan seng (zink),
galvanis, perak, emas, brass, tembaga, nikel dan krom. Penggunaan lapisan
tersebut disesuaikan dengan kebutuhan dan kegunaan masing-masing material. Perbedaan utama dari pelapisan tersebut yaitu anoda yang digunakan, selain itu
juga ada larutan elektrolisisnya. Proses electroplating mengubah sifat fisik dan sifat
mekanik suatu material. Salah satu contoh perubahan fisik ketika material dilapisi adalah bertambahnya daya tahan material tersebut terhadap korosi, serta bertambahnya kapasitas konduktifitasnya. Adapun dalam sifat mekanik, terjadi perubahan kekuatan tarik maupun tekan dari suatu material sesudah mengalami pelapisan dibandingkan sebelumnya. Melihat kerugian yang sering terjadi yang
ditimbulkan oleh korosi maka finishing dilakukan oleh manusia untuk dapat
mencegah korosi tersebut. Salah satu cara finishing untuk mencegah korosi adalah
dengan melakukan proses electroplating. Karena itu, tujuan pelapisan logam tidak
luput dari tiga hal, yaitu untuk meningkatkan sifat teknis/mekanis dari suatu logam, yang kedua melindungi logam dari korosi, dan ketiga memperindah tampilan (B.H. Amstead, 1991).
Tujuan Penelitian
Penelitian dan pengujian ini bertujuan untuk mengetahui pengaruh waktu tahan celup proses elektroplating terhadap ketebalan pelapisan dan kekasaran permukaan pada baja karbon tinggi dengan lapisan tembaga.
LANDASAN TEORI Tinjauan Pustaka
Sembada, HR, 2008, dalam penelitian tentang pembuatan dies dengan
metode electroplating tembaga, nikel, dan khrom dengan variasi waktu celup 2400 s,
3000 s, 3600 s dan rapat arus 7 ampere pada polimer yang menggunakan metode penggrafitan. Grafit dioleskan secara tipis membentuk lapisn film pada permukaan
polimer, sebelum dilakukan electroplating. Dari percobaan variasi waktu pencelupan
5
Pengaruh densitas arus dan temperatur plating nikel terhadap adhesivitas
dan kehalusan permukaan pada proses electroplating tembaga - nikel. Kurangnya
kerataan coating pada substrat diakibatkan kurang tepatnya pengaturan arus dan
temperatur bak, sehingga perlu diteliti batasan arus dan temperatur agar mempunyai
kerekatan dan kehalusan permukaan yang tinggi. Pada proses electroplating hasil
kerataan permukaan sangat dipengaruhi oleh temperatur, waktu pencelupan, densitas arus komposisi kimia dan jarak antar anoda katoda. Sedangkan kerekatannya dipengaruhi oleh densitas arus dan temperatur. Metode yang digunakan meliputi beberapa prosedur percobaan yaitu persiapan spesimen uji, proses elektroplating tembaga konstan, proses elektroplating nikel dengan pengaturan densitas arus dann temperatur, proses pencucian setelah elektroplanting, pengujian kehalusan permukaan, dan pengujian banding. Hasil penelitian didapat bahwa adhesivitas dan kehalusan permukaan coating dipengaruhi oleh densitas arus dan tempuratur serta kebersihan permukaan coating (Tri Priyo Ambudi, 2005).
Pengaruh pelapisan nikel proses elektroplating terhadap harga fatigue, tarik dan struktur mikro. Tujuan dari penelitian ini untuk mengetahui pengaruh pelapisan nikel proses elektroplating terhadap perubahan sifat fisis dan mekanis pada baja karbon sedang HQ 705 untuk poros yang akan dibuktikan dengan pengujian fatigue untuk mengetahui pengaruh pelapisan nikel proses elektropating, dengan pengujian tarik untuk mengetahui pengaruh pelapisan nikel, dan dengan pengujian struktur mikro untuk mengetahui pengaruh perubahan pelapisan nikel proses elektroplating. Metode yang digunakan adalah penelitian baja karbon sedang pada poros, dengan dimensi panjang 9 cm, diameter 11 mm. Besarnya arus yang digunakan untuk pelapisan baja karbon sedang pada poros sebesar 3 Ampere dengan tegangan 15 Volt. Waktu penahanan celup baja karbon sedang pada poros specimen benda kerja adalah 10 menit. Pengujian yang dilakukan adalah pengujian fatigue, pengujian tarik dan pengujian struktur mikro. Pada pengujian fatigue mempunyai data hasil batas lelah yang menurun yaitu sebelum dielektroplating patah pada putaran ke 116069 dan sesudah di elektroplating patah pada putaran 77633. Perbedaan patah rata-rata pada putaran ke 38436 karena variable perbedaan yang berbeda yaitu 15 kg, 20 kg, 30 kg, dan 35 kg. Pada pengujian tarik pada penabahan 10 ton mempunyai batas patah (P. Max) yang menurun yaitu sebelum di elektroplating sebesar 66.64% yang sesudah di elektroplating sebesar 63.64% yang menyebabkan penurunan sifat mekanisnya sebesar 3%. Sedangkan hasil dari pengambilan struktur mikro adalah yang terlihat adalah ferrit pearlit (Candra, W, 2009).
6
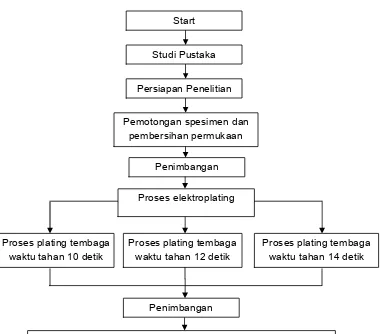
METODOLOGI PENELITIAN
Gambar 1. Skema Diagram Alir Penelitian Start
Studi Pustaka
Pemotongan spesimen dan pembersihan permukaan
Data hasil dan analisa
Kesimpulan Persiapan Penelitian
Proses plating tembaga waktu tahan 12 detik
Pengujian ketebalan foto mikro (ASTM B 487), coating gauge (ASTM B 499), pengujian kekasaran, pengujian foto makro. Proses plating tembaga
waktu tahan 10 detik Proses plating tembaga waktu tahan 14 detik
Selesai Penimbangan
Proses elektroplating
7
ANALISA DAN PEMBAHASAN
1. Data Hasil Penambahan Berat Tembaga
Kode
Tabel 1. Hasil Penambahan Berat Tembaga
Gambar 1. Grafik hubungan waktu penahanan celup dengan berat total setelah dilapisi tembaga
8
2. Data Hasil Pengujian Ketebalan
2.1 Pengujian Ketebalan Dengan Coating Gauge
Kode
Spesimen Waktu (detik) Tegangan (volt)
Hasil Uji Ketebalan Spesimen (mm)
Rata-rata
Tabel 2. Data hasil pengujian ketebalan dengan coating gauge.
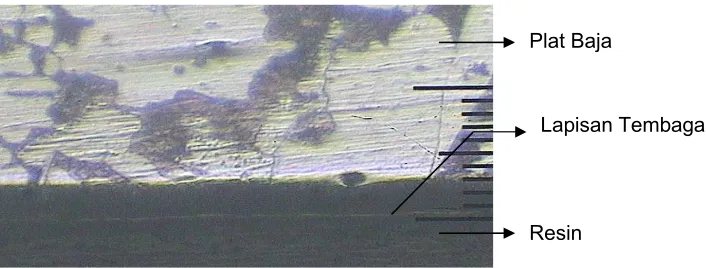
2.2 Pengujian Ketebalan Dengan Foto Mikro
Gambar 3.Foto Stuktur Mikro Baja Karbon Tinggi dengan waktu tahan celup 10
detik dengan tegangan 8 volt perbesaran 200x skala 50 µm.
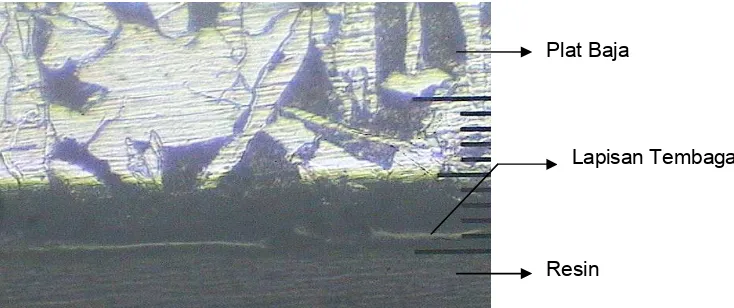
Gambar 4.Foto Stuktur Mikro Baja Karbon Tinggi dengan waktu tahan celup 12
detik dengan tegangan 8 volt perbesaran 200X skala 50 µm .
9
Gambar 5.Foto Stuktur Mikro Baja Karbon Tinggi dengan waktu tahan celup 14
detik dengan tegangan 8 volt perbesaran 200X skala 50µm.
3. Data Hasil Pengujian Kekasaran
Kode
Spesimen waktu
Tingkat Kekasaran Rata-rata Permukaan
Ra1 Ra2 Ra3 Ra4 Ra5 Rata-rata
A 10 0.1831 0.2336 0.2402 0.1902 0.2483 0.21908
B 12 0.2072 0.2083 0.1324 0.2002 0.2801 0.20564
C 14 0.2383 0.2006 0.193 0.1227 0.138 0.17852
Tabel 3.Data hasil Pengujian kekasaran permukaan.
Pada gambar 6. Grafik perbandingan waktu penahan celup terhadap tingkat kekasaran rata-rata permukaan.
Plat Baja
Lapisan Tembaga
Resin
Lapisan Tembaga
10
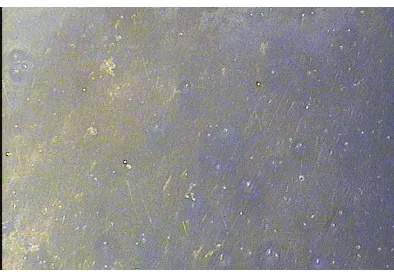
4. Data Hasil Pengamatan Foto Makro
Gambar 7.Spesimen 1 baja karbon tinggi dengan pelapisan tembaga waktu tahan
celup 10 detik tegangan 8 volt, pembesaran 9x.
Gambar 8.spesimen 2 baja karbon tinggi dengan pelapisan tembaga waktu tahan
celup 12 detik tegangan 8 volt, pembesaran 9x.
11
Pembahasan
Dari hasil penelitian dari material baja karbon tinggi yang telah mengalami
proses electroplating tembaga menunjukkan bahwa dari ketiga material terjadi
penambahan berat dan penambahan ketebalan lapisan.
Ketebalan plat yang dilapisi tembaga dengan waktu tahan celup 10 detik
mempunyai ketebalan rata-rata 0.530 µm, untuk waktu tahan celup 12 detik
mempunyai ketebalan rata-rata 0.995 µm dan untuk waktu tahan celup 14 detik
mempunyai ketebalan rata-rata 1.217 µm.
Berat tembaga yang menempel pada benda kerja dari hasil penimbangan dengan waktu tahan celup 10 detik diperoleh 0.67 gram, sedangkan berat tembaga yang menempel menurut hukum faraday sebesar 0.049 gram, waktu penahanan 12 detik berat tembaga dari hasil penimbangan didapat 0.79 gram sedangkan berat tembaga yang menempel menurut hukum faraday sebesar 0.059 gram dan untuk waktu penahanan 14 detik diperoleh berat tembaga dari hasil penimbangan adalah 0.85 gram sedangkan berat tembaga yang menempel menurut hukum faraday sebesar 0.069 gram
Dari hasil pengujian kekasaran permukaan tembaga pada baja karbon tinggi dengan waktu penahanan celup 10 detik diperoleh tingkat kekasaran rata-rata
permukaan 0.21908 µm, waktu penahanan celup 12 detik diperoleh tingkat
kekasaran rata-rata permukaan 0.20564 µm dan untuk waktu penahanan celup 14
detik diperoleh tingkat kekasaran rata-rata permukaan 0.17582 µm.
Dari hasil pengamatan foto makro menunjukkan bahwa plat baja karbon tinggi dengan waktu penahanan 14 detik menghasilkan pelapisan yang merata dibandingkan dengan plat baja karbon tinggi yang lain.
KESIMPULAN DAN SARAN Kesimpulan
Dari pengamatan yang telah dilakukan maka dapat diambil kesimpulan sebagai berikut :
1. Proses electroplating tembaga dapat diterapkan pada plat baja karbon tinggi
dengan menggunakan sumber arus listrik DC tegangan 8 Volt.
2. Peningkatan waktu penahanan celup mempunyai pengaruh terhadap
ketebalan pelapisan, dimana semakin lama waktu penahanan celup semakin tebal pelapisan yang terjadi.
3. Waktu penahanan celup mempunyai pengaruh terhadap kekasaran
permukaan pada proses electroplating dimana semakin lama waktu
12
Saran
Dari penelitian yang telah dilakukan adapun saran yang perlu diperhatikan sebagai berikut :
1. Untuk mendapatkan hasil pelapisan yang baik perlu diperhatikan hal-hal
sebagai berikut :
Proses polishing dan buffing.
Komposisi dan kemurnian larutan elektrolit
Temperatur dan rapat arus yang digunakan.
2. Sebaiknya materi electroplating dimasukkan kedalam materi perkuliahan
dengan porsi yang memadai.
3. Perlu dikembangkan penelitian tentang electroplating
DAFTAR PUSTAKA
Ambudi, T.P, 2005, Penelitian Tentang Pengaruh Densitas Arus dan Temperatur
Planting nikel Terhadap Adhesivitas dan Kehalusan Permukaan Pada
Proses Elektroplating Tembaga-Nikel, Tugas Akhir, UMS, Surakarta.
Amstead, B.H, Djaprie, s. (Alih Bahasa), 1991, Teknologi mekanik, Edisi ke-7 PT.
Erlangga, Jakarta.
Annual Book of Standards ASTM, B 4787 - 96, Standart Test Method for
Measurement of Coating Thicknesses by the Magnetic Method :
Nonmagnetic Coatings on Magnetic Basis Metals, West Conshocken, PA :
United States
Babur Ozcelik. Mahmut Bayramoglu, The Statistical Modelling Of Surface
Roughness In High-Speed Flat End Milling, 2005. Elsevier Ltd.
Candra, W., 2009, Pengaruh Pelapisan Nikel Proses Elektroplating
terhadapHarga Fatiqu, Tarik dan Struktur Mikro P0ros Roda Depan Merk Tiger, Tugas Akhir, UMS, Surakarta.
Hartomo, AJ., Kaneko T., 1992, Mengenal Pelapisan Logam (Elektroplating), Andi
offset, Jogjakarta.
Mallory, GO, Kajdu, JB, 1990, Electroless Plating : Fundamentals and
Aplications, Noyes Publications, New York.
Purboyo, T, A, 2004, Pengaruh Waktu Penahanan Pada Proses
ElektroplatingTerhadap cacat Vibraus Bahan Muffler, Tugas Akhir, UMS,
Surakarta.
Riyanto, Ph. D, 2013, Elektrokimia dan Aplikasinya, Edisi ke-1 graha Ilmu,
Yogyakarta.
Sembada., RH., 2008, Pembuatan Dies Dengan Metode Elektroplating Tembaga
Nikel dan Krom Dengan Variasi Waktu Pencelupan 2400 s, 3000 s, 3600 s,
3600 s, dan Rapat Arus 7 Ampere Pada Polimer, Tugas Akhir, UMS,