BARC/2012/E/002
BARC/2012/E/002MECHANICAL PROPERTIES OF Zr-2.5Nb PRESSURE TUBE
MATERIAL MANUFACTURED EMPLOYING FORGING ROUTES
FOR PHWR700 - PART I: TENSILE BEHAVIOR
by
A.K. Bind, R.N. Singh, Saurav Sunil, J.K. Chakravartty
Mechanical Metallurgy Division
and
A. Ghosh, P. Dhandharia, N.S. More, S. Vijayakumar, A.G. Chhatre
BARC/2012/E/002
BARC/2012/E/002
GOVERNMENT OF INDIA
ATOMIC ENERGY COMMISSION
BHABHA ATOMIC RESEARCH CENTRE
MUMBAI, INDIA
2012
MECHANICAL PROPERTIES OF Zr-2.5Nb PRESSURE TUBE
MATERIAL MANUFACTURED EMPLOYING FORGING ROUTES
FOR PHWR700 - PART I: TENSILE BEHAVIOR
by
A.K. Bind, R.N. Singh, Saurav Sunil, J.K. Chakravartty
Mechanical Metallurgy Division
and
A. Ghosh, P. Dhandharia, N.S. More, S. Vijayakumar, A.G. Chhatre
BIBLIOGRAPHIC DESCRIPTION SHEET FOR TECHNICAL REPORT (as per IS : 9400 - 1980)
01 Security classification : Unclassified
02 Distribution : External
03 Report status : New
04 Series : BARC External
05 Report type : Technical Report
06 Report No. : BARC/2012/E/002
07 Part No. or Volume No. :
08 Contract No. :
10 Title and subtitle : Mechanical properties of Zr-2.5Nb pressure tube material
manufactured employing forging routes for PHWR700 - Part 1: tensile behavior
11 Collation : 45 p., 23 figs., 3 tabs.
13 Project No. :
20 Personal author(s) : 1) A.K. Bind; R.N. Singh; Saurav Sunil; J.K. Chakravartty 2) Agnish Ghosh; Priyesh Dhandharia; Nitin S. More; S. Vijayakumar; A.G. Chhatre
21 Affiliation of author(s) : 1) Mechanical Metallurgy Division, Bhabha Atomic Research Centre, Mumbai
2) Engineering Directorate, Nuclear Power Corporation of India Limited, Mumbai
22 Corporate author(s) : Bhabha Atomic Research Centre, Mumbai - 400 085
23 Originating unit : Mechanical Metallurgy Division, BARC, Mumbai
24 Sponsor(s) Name : Department of Atomic Energy
Type : Government
BARC/2012/E/002
30 Date of submission : December 2011
31 Publication/Issue date : January 2012
40 Publisher/Distributor : Head, Scientific Information Resource Division, Bhabha Atomic Research Centre, Mumbai
42 Form of distribution : Hard copy
50 Language of text : English
51 Language of summary : English
52 No. of references : 15 refs.
53 Gives data on :
60
70 Keywords/Descriptors : PHWR TYPE REACTORS; PRESSURE TUBES; ZIRCONIUM ALLOYS; NIOBIUM ALLOYS; YIELD STRENGTH; COLD WORKING; ELONGATION; STRAIN RATE; TENSILE PROPERTIES
71 INIS Subject Category : S21
99 Supplementary elements :
Content Page No.
Abstract
1
Nomenclature
2
1. Introduction 3
2. Experimental 5
3. Results and Discussion 5
4. Conclusions 10
Acknowledgements 10
Reference 11
List of tables 13
List of figures 13
Tables 17
Figures 19
Tensile behavior of Zr-2.5Nb pressure tube material
manufactured employing forging routes
A. K. Bind1, R.N. Singh1, Saurabh Sunil1, J.K. Chakravartty1,
Agnish Ghosh2, Priyesh Dhandharia2, Nitin S. More2, S. Vijayakumar2, A. G. Chhatre2
1
Mechanical Metallurgy Division, Bhabha Atomic Research Centre, Trombay,
Mumbai-400085.
2
Engineering Directorate, Nuclear power Corporation of India Ltd., NUB, Anushaktinagar,
Mumbai-400094
Abstract
In order to obtain improved in-reactor performance NFC, Hyderabad had produced few tubes of
Zr-2.5Nb alloy by employing forging to break the cast structure. To break the cast structure and to obtain
more homogeneous microstructure both double forging and single forging were employed.
Subsequently the forged material was used to manufacture pressure tube by employing hot extrusion,
cold pilgering and autoclaving. The material was received in the form of spools of length of about 100
mm each. The tubes were slit at 120 degree and then cold flattened. The plates were stress relieved at
400 °C for 24 hour. The both longitudinal (L) and transverse (T) tensile samples were machined from
these plates. Tensile properties were evaluated by carrying out uniaxial tension tests at temperatures
between 25 and 325 °C and under strain-rate of 1.075 x 10-4 /s. Analysis of tensile results showed that
both yield and ultimate tensile strengths of this alloy decreased monotonically with increasing test
temperatures. Both strength and elongation values were comparable for the samples (L & T) obtained
from front and back end of the tube manufactured by single and double forging routes. Transverse
samples showed higher strength and lower uniform elongation values as compared to longitudinal
samples. Double forged material showed higher strength but comparable elongation values as
compared single forged material for L & T samples obtained from front end and back end of the tube.
The yield strength of double forged material at 25 °C is higher than the PHWR700 specification of a
maximum value of ~586 MPa. The observed deviation from specification can be corrected by
changing thermo-mechanical processing parameters appropriately.
Keywords: Zr-2.5Nb alloy, Tensile properties, Yield strength, Ultimate Tensile Strength,
Nomenclature
ACR Advanced CANDU Reactor
AERB Atomic Energy Regulatory Board
ASME American Society of Mechanical Engineers
BARC Bhabha Atomic Research Centre
CANDU reactor Canada Deuterium Uranium reactor
CWSR Cold Worked and Stress Relieved
DBLA Double forged back end longitudinal orientation
DBTA Double forged back end transverse orientation
DFLA Double forged front end longitudinal orientation
DFTA Double forged front end transverse orientation
e Plastic strain
eu Uniform plastic strain
et Total plastic strain
EDM Electro Discharge Machining
IPHWR Indian Pressurized Heavy Water Reactor
L Longitudinal orientation
LE Leading end
mm millimeter
MPa Megapascal
MWe Megawatt electrical
Nb Niobium
NFC Nuclear Fuel Complex
NPCIL Nuclear Power Corporation of India Ltd.
O Oxygen
PHWR Pressurized Heavy Water Reactor
1. Introduction
Cold-worked and stress relieved (CWSR) Zr-2.5Nb tubes is being used as pressure
tubes for Indian Pressurized Heavy Water Reactors (IPHWR) [1-5]. The pressure tubes serve
as miniature pressure vessels operating at about 300 °C with a coolant pressure of ~ 10 MPa.
The design of the pressure tube is based on section III of the ASME pressure vessel code,
which specifies the criteria of maximum design stress on the basis of ultimate tensile strength,
yield strength, creep and stress-rupture strengths at the operating temperature. For pressure
tube alloys (both Zircaloy-2 and Zr-2.5Nb alloy) one third of the ultimate tensile strength has
been found to be the limiting property [6].
Recent in-reactor dimensional changes measurement by NPCIL in IPHWR220 MWe
has revealed that the diametral creep rate exhibited by some of the tubes is significantly
PT Pressure Tube
s second
S Engineering stress
SBLA Single forged back end longitudinal orientation
SBTA Single forged back end transverse orientation
SFLA Single forged front end longitudinal orientation
SFTA Single forged front end transverse orientation
T Transverse orientation
TE Trailing end
UTS Ultimate Tensile Strength
wppm Weight in parts per million
YS Yield Strength
Zr Zirconium
α-Zr Alpha zirconium having HCP crystal structure
β-Zr Beta zirconium having BCC crystal structure
°C Degree Celsius
εpl True plastic strain
greater than design value. Also, large variability in the axial elongation and diametral creep
rates of the pressure tubes across the reactor core were observed. In order to achieve the
design life of 30 years for Zr-2.5Nb pressure tubes, several discussion and meetings were held
between the BARC scientists, NPCIL engineers, NFC engineers and AERB safety regulators.
A series of investigations were initiated by reactor operators and safety engineers to evaluate
the effect of relaxing the diametral creep limit form present 3 % to 4.5% on thermal
hydraulics of the coolant channels and structural integrity of coolant channel assembly.
Another initiative was to reexamine the alloy chemistry and microstructure based on the
experience gained both nationally and internationally with the objective of improving
in-reactor performance of the pressure tubes. Causey et al. [7] has reviewed the relationship
between alloy chemistry and in-reactor performance of CANDU pressure tubes. The
evolution of alloy chemistry for Zr-2.5Nb pressure tube material is shown in table 1 [7]. It
may be noted that initially Nb content range was between 2.4-2.8 wt percent which has been
narrowed down since 1987 to 2.5-2.8 wt percent. Carbon content has been reduced from 270
wppm in 1976 to a range between 40-60 wppm to reduce deuterium intake. Over the years
oxygen concentration has been increased from 900-1300 to 1200-1500 wppm because of its
beneficial effect in reducing diametral creep. Initially iron content was specified to be less
than 1500 wppm, which was reduced to less than 650 wppm as it was expected to promote
deuterium pick up. However, recent irradiation studies have suggested role of iron in
reducing diametral creep and axial elongation and hence iron content specified for ACR700 is
900-1300 wppm. Another notable improvement is the specification for chlorine (<0.5wppm)
as reduced chlorine content was reported to improve fracture toughness [8]. Puls et. al. [9]
have summarized the typical microstructural features of CANDU Zr-2.5Nb pressure tubes.
The thickness of α-Zr grains is suggested to be in the range about 0.3 to 0.5 µm, with
transverse and axial grain dimensions respectively 5 and 50 times of radial dimension. The α
-Zr grains have a texture that has resolved basal-pole fractions oriented approximately one
third in the radial, most of the remainder in the transverse, and only a small fraction in the
longitudinal direction of the pressure tube. Recent microstructural investigation carried out at
Materials Group, BARC [10] has indicated that the grain size of α-Zr grains in some of the
cold worked and stress-relieved (CWSR) Zr-2.5Nb alloy pressure tubes used in Indian
PHWRs are finer as compared to AECL pressure tubes [9] and a large variation in β-Zr phase
Another difference between the manufacturing practice followed by NFC, Hyderabad
and AECL vendors is the mode and degree of hot working to break the cast structure. At
NFC, Hyderabad 350 mm diameter ingots are hot extruded to 230 mm diameter billets to
break the cast structure whereas 585 mm dia ingots are hot press forged followed by rotary
forging to billet diameter of 210 mm by AECL vendors [8, 9,11]. It was felt that the
increased diametral creep in some pressure tubes and variability in axial elongation and
diametral creep among the pressure tubes of reactor core could be attributed to mode and
degree of hot working. Hence, NFC attempted nine routes to manufacture Zr-2.5Nb alloy
pressure tube having desirable microstructure, texture and mechanical properties. Based on
the investigation of microstructure and texture, out of the nine routes, tubes manufactured by
two routes were identified for detailed mechanical properties characterization. In this report,
tensile behavior of the Zr-2.5Nb pressure tubes manufactured employing forging route is
described.
2.
Experimental
The flow sheets used for manufacture of the Zr-2.5Nb alloy pressure tubes are shown in
figure 1. The forged material was received in the form of spools of length of about 100 mm
each. The tubes were slit at 120° and then cold flattened. The plates were stress relieved at
400 °C for 24 hour. The both longitudinal (L) and transverse (T) tensile samples were
machined from these plates. Tensile specimens (gage dimensions 31 x 6.0x 3.5 mm) with
their axes parallel to the longitudinal/transverse direction of the pressure tubes were machined
from flattened pieces using EDM wire cutting. The tensile tests were carried out in the
temperature range of 25 – 325 °C under a nominal strain-rate of 1.075 x 10-4 /s. The test
matrix is described in table 2.
All tension tests were conducted using an Instron machine fitted with a resistance
heated furnace with temperature control of ±1°C. For elevated temperature tests the
specimens were soaked for one hour prior to the load application.
3. Results and Discussion
Fabrication flow sheets for manufacture of Zr-2.5Nb pressure tube material using
conventional, single forged and double forged routes is shown in Fig. 1. In Indian practice hot
working is carried out by extrusion [12] whereas in forging routes hot working is carried out
and chemical composition both double forging and single forging were employed instead of
hot extrusion in two stages practiced till now [12]. Another notable difference is the use of
larger diameter ingot for double forged material thereby imparting higher degree of hot work,
which is expected to be advantageous in breaking the cast structure. In steel industry it is
common practice to use an area reduction of 200% to break the cast structure [13-14]. The
critical thickness reduction required to break the cast structure is expected to vary with alloy
chemistry, strain-rate and hot working temperature [14]. Thus an ingot diameter reduction
from 550 mm to 230 mm during hot forging for double forged material is expected to be
beneficial in obtaining uniform microstructure and mechanical properties. Subsequently the
forged material was used to manufacture pressure tube by employing hot extrusion, stress
relieving, cold pilgering and autoclaving. Both hot extrusion and hot forging impart varying
degree of efficiency in breaking the cast structure. The subsequent manufacturing steps are
identical for all the three routes. The tensile behaviour of Zr-2.5Nb pressure tube
manufactured from the three routes are described in terms of engineering stress-plastic strain
curves, true stress-true strain curves, yield strength (YS), ultimate tensile strength (UTS),
uniform elongation and total elongation. An inter-comparison between strength and
elongation values is also provided.
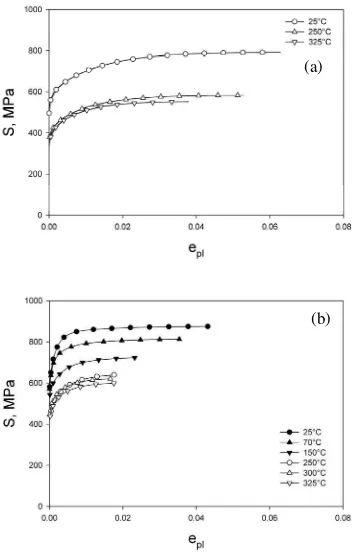
Engineering stress (S) vs. plastic strain (e) curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1) obtained using samples machined from the
front end of the tube is shown in fig. 2. The tensile tests were carried out in the temperature
range of 25 – 325 °C using tensile samples machined with its axes parallel to (a) longitudinal
(L) and (b) transverse (T) direction of the tubes. The flow stress was observed to decrease
with increase in test temperature from ambient to 300°C. Reduction in uniform elongation
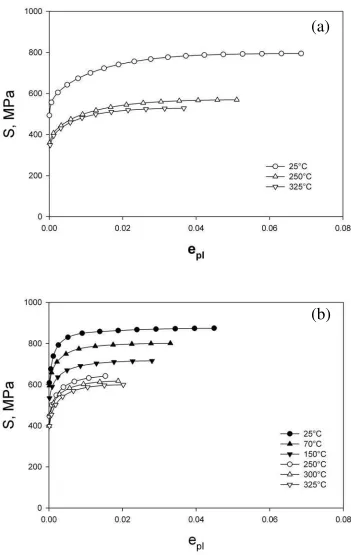
was also observed with increase in temperature. Engineering stress vs. plastic strain curves for
Zr-2.5Nb pressure tube material manufactured by double forging route (fig. 1) using samples
machined from back end of the tube is shown in fig. 3. The tensile tests were carried out in the
temperature range of 25 – 325 °C using tensile samples machined with its axes parallel to (a)
longitudinal and (b) transverse direction of the tubes. Similar to the flow behavior of the
samples obtained from the front end of the tube, with increase in temperature flow stress for
the samples obtained from the back end was also observed to decrease with increase in test
temperature from ambient to 300°C. Reduction in uniform elongation was also observed with
increase in temperature.
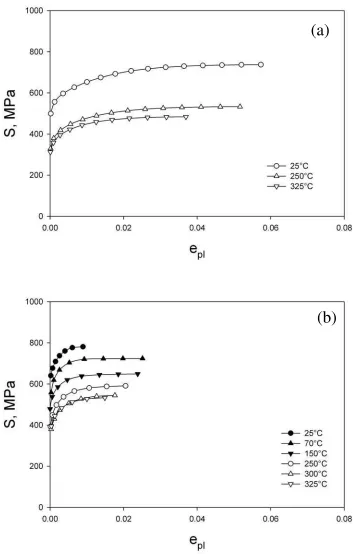
Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material manufactured
shown in fig. 4. The tensile tests were carried out in the temperature range of 25 – 325 °C
using tensile samples machined with its axes parallel to (a) longitudinal and (b) transverse
direction of the tubes. Here too the flow stress and uniform elongation was observed to
decrease with increase in test temperature. Engineering stress vs. plastic strain curves for
Zr-2.5Nb pressure tube material manufactured by single forging route (fig. 1) obtained using
samples machined from the back end of the tube is shown in fig. 5. The tensile tests were
carried out in the temperature range of 25 – 325 °C using tensile samples with its axes parallel
to (a) longitudinal and (b) transverse direction of the tubes. Here too the flow stress and
uniform elongation was observed to decrease with increase in test temperature.
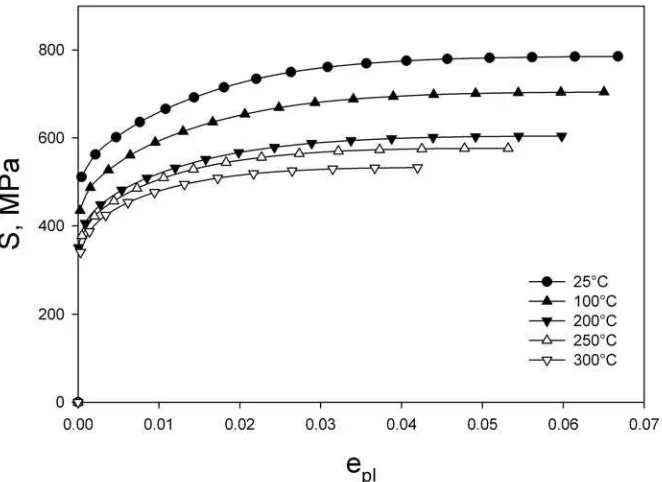
Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material manufactured
by conventional route (fig. 1) obtained using samples machined from a location about 2 m
from the front end of the tube is shown in fig. 5 [15]. The tensile tests were carried out in the
temperature range of 25 – 300 °C using tensile samples machined with its axes parallel to
longitudinal direction of the tubes. Here too the flow stress and uniform elongation was
observed to decrease with increase in test temperature.
The data in figures 2-6 were analyzed to obtain true stress vs. true plastic strain curves for
Zr-2.5Nb pressure tube material and corresponding plots are shown in figures 7 to 11. These
figures bring the influence of temperature and sample orientation on tensile behaviour. The
inter-comparison between tensile properties of double forged, single forged, conventional
material is provided as a function of test temperature, sample location and sample orientation.
Fig. 12 shows the influence of test temperature and sample location (Front & Back) on
longitudinal tensile properties (a) strength (YS & UTS) and (b) % uniform (eu) and total
tensile elongation (et) of Zr-2.5Nb pressure tube material manufactured by double forging
route in the temperature range of 25-325°C. Both strength and elongation values are
comparable for the longitudinal samples obtained from front and back end of the tube
manufactured by Double forging route. Fig. 13 shows the influence of test temperature and
sample location (Front & back) on transverse tensile properties of Zr-2.5Nb pressure tube
material manufactured by double forging route in the temperature range of 25-325°C (a)
strength (YS & UTS) and (b) % uniform (eu) and total tensile elongation (et). Both strength
and elongation values are comparable for the Transverse samples obtained from front and
back end of the tube manufactured by Double forging route. The comparable values of both
longitudinal and transverse tensile properties obtained using samples machined from the font
and back end of the tubes suggest uniformity in tensile properties of the tubes manufactured
Fig. 14 shows the influence of test temperature and sample orientation (L & T) on tensile
properties (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile elongation (et) of
Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C obtained using samples machined from the front end. Fig. 15 shows the
influence of test temperature and sample orientation (L & T) on tensile properties (a) strength
(YS & UTS) and (b) % uniform (eu) and total tensile elongation (et)of Zr-2.5Nb pressure tube
material manufactured by double forging route in the temperature range of 25-325°C obtained
using samples machined from the back end. Transverse samples showed higher strength and
lower uniform elongation values as compared to longitudinal samples obtained from both
front and back end of the tube manufactured by Double forging route.
Fig. 16 shows the influence of test temperature and sample location (front & back) on tensile
properties (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile elongation (et) of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C obtained using longitudinal samples. Strength was higher and elongation
values were lower for samples obtained from front end as compared to that obtained from
back end for the longitudinal samples of the tube manufactured by single forging route. Fig.
17 shows the influence of test temperature and sample location (Front & Back) on tensile
properties (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile elongation (et) of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C obtained using transverse samples. Both strength and elongation values
are comparable for the Transverse samples obtained from front and back end of the tube
manufactured by Single forging route.
Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature range of
25-325°C obtained using samples machined from front end of the tube is shown in fig. 18 (a)
strength (YS & UTS) and fig. 16(b) % uniform (eu) and total tensile elongation (et). The
influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature range of
25-325°C obtained using samples machined from back end of the tube is shown in fig. 19(a)
strength (YS & UTS) and fig. 19(b) % uniform (eu) and total tensile elongation (et).
Transverse samples showed higher strength and lower elongation values as compared to
longitudinal samples obtained from both front and back end of the tube manufactured by
Influence of test temperature and forging (Single - S & Double - D) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C obtained using samples
machined from front end with its axes parallel to longitudinal direction of the tube is shown in
fig. 20(a) strength (YS & UTS) and fig. 20(b) % uniform (eu) and total tensile elongation (et).
Double forged material showed higher strength and higher total elongation values as
compared single forged material for longitudinal samples obtained from front end of the
tubes. The Influence of test temperature and forging (S & D) on tensile properties of Zr-2.5Nb
pressure tube material in the temperature range of 25-325°C obtained using transverse tensile
samples machined from front end is shown in fig. 21(a) strength (YS & UTS) and fig. 21(b)
% uniform (eu) and total tensile elongation (et). Double forged material showed higher
strength but comparable elongation values as compared single forged material for transverse
samples obtained from front end of the tubes.
Influence of test temperature and forging (S & D) on tensile properties of Zr-2.5Nb pressure
tube material in the temperature range of 25-325°C obtained using longitudinal samples
machined from back end is shown in fig. 22(a) strength (YS & UTS) and fig. 22(b) %
uniform (eu) and total tensile elongation (et). Double forged material showed higher strength
but comparable elongation values as compared single forged material for longitudinal samples
obtained from back end of the tubes. The influence of test temperature and forging (S & D)
on tensile properties of Zr-2.5Nb pressure tube material in the temperature range of 25-325°C
obtained using transverse samples machined from back end is shown in fig. 23(a) strength
(YS & UTS) and fig. 23(b) % uniform (eu) and total tensile elongation (et). Double forged
material showed higher strength but comparable elongation values as compared single forged
material for transverse samples obtained from back end of the tubes.
The tensile properties of the double forged and single forged material obtained using
longitudinal specimens are compared with the PHWR700 specification in table 3. Though the
single forged material met PHWR700 specifications both at 25 and 300 °C, the double forged
material exhibited slightly higher strength as compared the specified maximum. Since the
pressure tubes of PHWR700 will be joined to the primary heat transport circuit by roll joint to
the end fitting, high room temperature yield strength is expected to result in higher residual
stress in the roll joint, which could be detrimental to the integrity of the pressure tubes. It is
suggested that the thermo-mechanical processing parameters may be adjusted to correct the
deviation in the strength of the double forged material as compared to PHWR700
4. Conclusions
• Both strength and elongation values are comparable for the longitudinal and
Transverse samples obtained from front and back end of the tube manufactured by
Double forging route
• Transverse samples showed higher strength and lower uniform elongation values as
compared to longitudinal samples obtained from front end or back end of the tube
manufactured by Double forging route
• Both strength and elongation values are comparable for the longitudinal and transverse
samples obtained from front and back end of the tube manufactured by Single forging
route
• Transverse samples showed higher strength and lower uniform elongation values as
compared to longitudinal samples obtained from front end and back end of the tube
manufactured by Single forging route
• Double forged material showed higher strength but comparable elongation values as
compared single forged material for L & T samples obtained from front end and back
end of the tube.
• The yield strength of double forged material at 25 °C is higher than the PHWR700
specification of a maximum value of ~586 MPa.
• The observed deviation from specification can be corrected by altering the
thermo-mechanical processing parameters.
Acknowledgement
Constant encouragement and invaluable support provided by Dr. S. Banerjee, Chairman,
Department of Atomic Energy & Secretary, Atomic Energy Commission, Government of
India, Dr. R. K. Sinha, Director, BARC, Dr. A. K. Suri, Director, Materials Group, BARC,
Mumbai, Mr. S. A. Bhadwaj, Director (T), NPCIL and Mr. N. Saibaba, DCE, NFC,
Hyderabad is acknowledged. Authors are thankful to Shri S. K. Jha, Shri S. Tonpe, Shri K.
Vaibhav and Shri V. Deshmukh of NFC, Hyderabad for providing the material for this study.
Technical assistance provided by Shri P. S. Shembe in tensile testing is thankfully
References
1. Chaedle, S. A., Coleman, C. E., and Light, H., Nuclear Technology, 57, (1982) 425.
2. Ross-Ross, P. A., Atomic Energy of Canada Limited Publication 3126 (1968).
3. Bell, L. G., J. Nuclear Materials, 57, (1975) 258.
4. Ibrahim, E. F., and Cheadle, B. A., Canadian Metallurgical Quarterly, 24 (1985) 281.
5. Srivastava, D., Dey, G. K., and Banerjee, S., “Evolution of microstructure during
fabrication of Zr-2.5 wt. Pct. Nb alloy pressure tubes”, Metall. Trans. A, 26A 2707 (1995).
6. Singh, R. N., Kishore, R., Sinha, T. K., and Banerjee, S., “Tensile Properties of Zr-2.5Nb
Pressure Tube Alloy between 25 and 800 °C” BARC Report No. 2000/E/029.
7. Causey, A. R., Christodoulou, N. W., Davies, G., Griffiths, M., McDougall, G. M.,
Moan, G. D., Ploc, R. A. and Puls, M. P., “Relationship Between Pressure Tube
Processing, Impurity/Alloying Element Concentrations and Performance in CANDU
Reactors”, Chinese Journal of Rare Metal Materials and Engineering, Vol. 30, Supp. 1
(2001) pp. 24-34.
8. Theaker, J. R., Choubey, R., Moan, G. D., Aldridge, S. A., Davis, L., Graham, R. A. and
Coleman, C. E., “Fabrication of Zr-2.5Nb Pressure Tubes to Minimize the Harmful
Effects of Trace Elements” Zirconium in the Nuclear Industry: Tenth International
Symposium, ASTM STP 1245, 1994, pp. 221-242.
9. Puls, M. P., Tapping, R. L. and Walker, Z. H. “ACR-700 Advances in Materials”, Physics
in Canada, Vol. 60 (2004) pp. 369-381.
10.Srivastava, D., Neogi, S., Dey, G. K., Banerjee, S., Ramadasan, E. and Anantharaman, S.
“Microstructural examination of Zr-2.5Nb pressure tube S-07 from Kakrapar Atomic
Power Station Unit -2” BARC report No. BARC/E/2011/007.
11.IAEA TECDOC1037 “Assessment and management of ageing of major nuclear power
plant components important to safety: CANDU pressure tubes” August 1998, p-19
12. Srivastava, D., Dey, G. K., and Banerjee, S., “Evolution of microstructure during
fabrication of Zr-2.5 wt. Pct. Nb alloy pressure tubes”, Metall. Trans. A 26A (1995) 2707.
13.Nisbett, Edward G., “Steel forgings: design, production, selection, testing, and
application” ASTM International, 01-Jan-2005 page 27.
14.Semiatin, S.L. , “Metalworking: Bulk Forming,”ASM handbook Volume 14A ,2005,
p-249.
15.Bind, A. K., Dhandharia, P., Ghosh, A., More, N. S., Singh, R.N., Chakravartty J.K.,
of Zr-2.5Nb pressure tube material in the temperature range of ambient to 300°C,” 2011:
List of tables
Table 1: Changes in Alloying/Impurity Element Specifications (in ppm by weight except Nb)
for Zr-2.5Nb PTs [9]
Table 2: Details of fabrication route, tube number, test temperatures and sample orientation
used in this work.
Table 3: Comparison of tensile properties of the Zr-2.5Nb alloy investigated in this work with
PHWR700 specification, viz., UTS at 300°C >469MPa, YS at 300°C > 324 MPa and YS at
25 °C < 586 MPa. The deviations from PHWR700 have been indicated in bold font.
List of figures
Fig. 1 Fabrication flow sheets for manufacture of Zr-2.5Nb pressure tube material using
conventional, single forged and double forged routes.
Fig. 2: Engineering stress (S) vs. plastic strain (e) curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 3: Engineering stress (S) vs. plastic strain (e) curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 4: Engineering stress (S) vs. plastic strain (e) curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 5: Engineering stress (S) vs. plastic strain (e) curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
Fig. 6: Engineering stress (S) vs. plastic strain (e) curves for Zr-2.5Nb pressure tube material
manufactured by conventional route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 300 °C.
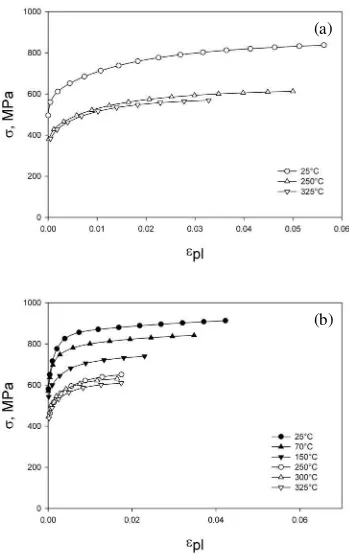
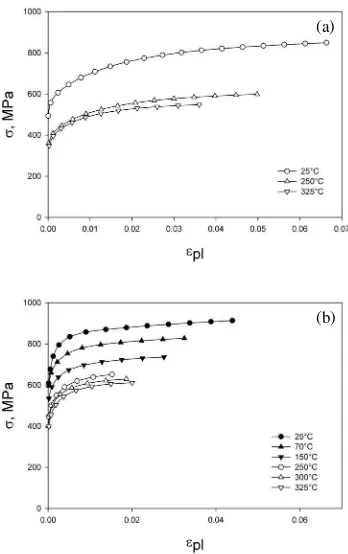
Fig. 7: True stress (σ) vs. true plastic strain (εpl) curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 8: True stress (σ) vs. true plastic strain (εpl) curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 9: True stress (σ) vs. true plastic strain (εpl) curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 10: True stress (σ) vs. true plastic strain (εpl) curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
Fig. 11: True stress (σ) vs. true plastic strain (εpl) curves for Zr-2.5Nb pressure tube material
manufactured by conventional route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 300 °C.
Fig. 12: Influence of test temperature and sample location (Front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Both strength and elongation values are comparable for the longitudinal
samples obtained from front and back end of the tube manufactured by Double forging route.
Fig. 13: Influence of test temperature and sample location (Front & back) on tensile properties
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Both strength and elongation values are comparable for the Transverse
samples obtained from front and back end of the tube manufactured by Double forging route.
Fig. 14: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower uniform elongation
values as compared to longitudinal samples obtained from front end of the tube manufactured
by Double forging route.
Fig. 15: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower uniform elongation
values as compared to longitudinal samples obtained from back end of the tube manufactured
by Double forging route.
Fig. 16: Influence of test temperature and sample location (front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Strength was higher and elongation values were lower for samples obtained
from front end as compared to that obtained from back end for the longitudinal samples of the
tube manufactured by single forging route.
Fig. 17: Influence of test temperature and sample location (front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Both strength and elongation values are comparable for the Transverse
samples obtained from front and back end of the tube manufactured by Single forging route.
Fig. 18: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
values as compared to longitudinal samples obtained from front end of the tube manufactured
by Single forging route.
Fig. 19: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower elongation values as
compared to longitudinal samples obtained from back end of the tube manufactured by Single
forging route.
Fig. 20: Influence of test temperature and forging (SFLA & DFLA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength and higher total elongation values as compared single forged material for
longitudinal samples obtained from front end of the tubes.
Fig. 21: Influence of test temperature and forging (SFTA & DFTA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength but comparable elongation values as compared single forged material for
transverse samples obtained from front end of the tubes.
Fig. 22: Influence of test temperature and forging (SFLA & DFLA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength but comparable elongation values as compared single forged material for
longitudinal samples obtained from back end of the tubes.
Fig. 23: Influence of test temperature and forging (SFTA & DFTA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength but comparable elongation values as compared single forged material for
Table 1: Changes in Alloying/Impurity Element Specifications (in ppm by weight except Nb)
Zirconium Balance Balance Balance Balance Balance Balance
* It is expected that the ingot processing will maintain the chlorine concentration < 0.2 wppm.
Table 2: Details of fabrication route, tube number, test temperatures and sample orientation
Conventional 19-2557-2 25, 70, 150, 250, 300 and 325 Longitudinal
Table 3: Comparison of tensile properties of the Zr-2.5Nb alloy investigated in this work with
PHWR700 specification, viz., UTS at 300°C >469MPa, YS at 300°C > 324 MPa and YS at
25 °C < 586 MPa. The deviations from PHWR700 have been indicated in bold font.
Fabrication
Single Forged Front End Longitudinal 574 398 509 13.1
Single Forged Back End Longitudinal 546 380 487 16.3
Double
Forged Front End Longitudinal 610 412 550 17. 3
Double
Fig. 1 Fabrication flow sheets for manufacture of Zr-2.5Nb pressure tube material using
Fig. 2: Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 3: Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 4: Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 5: Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 6: Engineering stress vs. plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by conventional route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 300 °C.
pl
Fig. 7: True stress vs. true plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 8: True stress vs. true plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by double forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 9: True stress vs. true plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the front end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 10: True stress vs. true plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by single forging route (fig. 1). The tensile tests were carried out in the
temperature range of 25 – 325 °C. Tensile samples were machined from the back end of the
tube with its axes parallel to (a) longitudinal and (b) transverse direction of the tubes.
(a)
Fig. 11: True stress vs. true plastic strain curves for Zr-2.5Nb pressure tube material
manufactured by conventional route (fig. 1). The tensile tests were carried out in the
Temperature, °C
Fig. 12: Influence of test temperature and sample location (Front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Both strength and elongation values are comparable for the longitudinal
samples obtained from front and back end of the tube manufactured by Double forging route.
(a)
Temperature, °C
Fig. 13: Influence of test temperature and sample location (Front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Both strength and elongation values are comparable for the Transverse
samples obtained from front and back end of the tube manufactured by Double forging route.
(a)
Temperature, °C
Fig. 14: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower uniform elongation
values as compared to longitudinal samples obtained from front end of the tube manufactured
by Double forging route.
(a)
Temperature, °C
Fig. 15: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by double forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower uniform elongation
values as compared to longitudinal samples obtained from back end of the tube manufactured
by Double forging route.
(a)
Temperature, °C
Fig. 16: Influence of test temperature and sample location (front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Strength was higher and elongation values were lower for samples obtained
from front end as compared to that obtained from back end for the longitudinal samples of the
tube manufactured by single forging route.
(a)
Temperature, °C
Fig. 17: Influence of test temperature and sample location (front & back) on tensile properties
of Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Both strength and elongation values are comparable for the Transverse
samples obtained from front and back end of the tube manufactured by Single forging route.
(a)
Temperature, °C
Fig. 18: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower uniform elongation
values as compared to longitudinal samples obtained from front end of the tube manufactured
by Single forging route.
(a)
Temperature, °C
Fig. 19: Influence of test temperature and sample orientation (L & T) on tensile properties of
Zr-2.5Nb pressure tube material manufactured by single forging route in the temperature
range of 25-325°C (a) strength (YS & UTS) and (b) % uniform (eu) and total tensile
elongation (et). Transverse samples showed higher strength and lower elongation values as
compared to longitudinal samples obtained from back end of the tube manufactured by Single
forging route.
(a)
Temperature, °C
Fig. 20: Influence of test temperature and forging (SFLA & DFLA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength and higher total elongation values as compared single forged material for
longitudinal samples obtained from front end of the tubes.
(a)
Temperature, °C
Fig. 21: Influence of test temperature and forging (SFTA & DFTA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength but comparable elongation values as compared single forged material for
transverse samples obtained from front end of the tubes.
(a)
Temperature, °C
Fig. 22: Influence of test temperature and forging (SFLA & DFLA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength but comparable elongation values as compared single forged material for
longitudinal samples obtained from back end of the tubes.
(a)
Temperature, °C
Fig. 23: Influence of test temperature and forging (SFTA & DFTA) on tensile properties of
Zr-2.5Nb pressure tube material in the temperature range of 25-325°C (a) strength (YS &
UTS) and (b) % uniform (eu) and total tensile elongation (et). Double forged material showed
higher strength but comparable elongation values as compared single forged material for
transverse samples obtained from back end of the tubes.