i
LAPORAN
PRAKTEK KERJA LAPANGAN
DI UPT. BALAI YASA TEGAL
PERAWATAN DAN PERAKITAN
PERANGKAT RODA DAN BEARING
Disusun Oleh
Nama : Sigit Haryadi
Nim : 5201411057
Prodi : Pendidikan Teknik Mesin
FAKULTAS TEKNIK
UNIVERSITAS NEGERI SEMARANG 2014
ii
HALAMAN PENGESAHAN
Laporan praktek kerja lapangan ini telah di laksanakan di UPT Balaiyasa Tegal dan jurusan teknik mesin pada :
Hari : Tanggal : Dosen Pembimbing Drs. Karsono, M.Pd NIP :196209131991021001 Pembimbing Lapangan Budhi Laksono NIP: 41911 Mengetahui,
Ketua Jurusan Teknik Mesin
Dr. M.khumaedi, M.Pd NIP : 196209131991021001 Mengetahui, Koordinator Lapangan T. Rahmawati NIP: 43361
iii
ABSTRAK
Sigit Haryadi
Perawatan dan Perakitan Perangkat Roda Di UPT Balaiyasa Tegal
Teknik Mesin - Pendidikan Teknik Mesin Universitas Negeri Semarang
2014
Perkembangan dan peningkatan jasa pelayanan perusahaan umum kereta api tahun demi tahun semakin menjadi perhatian masyarakat. Hal ini dapat dari ketatnya persaingan kwalitas pelayanan, harga, promosi dimana semakin banyaknya perusahaan transportasi atau angkutan lain. Peran kereta sebagai sarana transportasi menjadi semakin penting bagi masyarakat, karena secara langsung mendukung pariwisata dan bisnis. Dengan majunya teknologi di kalangan bisnis sekarang ini, maka kebutuhan transportasi tahun demi tahun semakin meningkat. Transportasi kereta api adalah transportasi yang dapat mengangkut penumpang (orang) atau barang secara massal, maka dari itu baik sarana dan prasarana serta pelayanan harus memuaskan para pelanggan. Untuk kelancaran operasi, maka sarana dan prasarana perlu mendapat pemeliharaan terus menerus secara teratur. Seperti sarana kereta dan gerbong yang operasinya secara terus menerus, maka pemeliharaannya harus dilakukan secara teratur. Agar kereta dapat berjalan mulus sebagai mana mestinya, maka setiap roda kereta dan gerbong harus diberi bantalan seperti bearing untuk kelancaran dalam jalannya kereta dan gerbong. Kata kunci: Perawatan dan Perakitan Perangkat Roda
iv
KATA PENGANTAR
Dengan memanjatkan puja dan puji syukur kepada Allah SWT yang telah memberikan rahmat dan hidayah-Nya sehingga penulis dapat melaksanakan Praktek Kerja Lapangan yang telah dilaksanakan di UPT Balai Yasa Tegal.
Adapun maksud dari penulisan laporan ini adalah untuk melengkapi salah satu persyaratan dalam menyelesaikan mata kuliah Praktek Kerja Lapangan pada program studi Pendidikan Teknik Mesin Universitas Negeri Semarang (UNNES).
Penulis menyadari bahwa laporan ini jauh dari kata sempurna dan masih banyak kekurangan baik dalam tata cara penulisan maupun dalam tata bahasa didalamnya, oleh karena itu, kritik dan saran yang bersifat membangun sangat penulis harapkan sebagai pengalaman dan pengetahuan yang sangat berarti pada masa yang akan datang.
Pada kesempatan ini penulis ingin menyampaikan rasa terima kasih dan penghargaan yang setinggi-tingginya kepada:
1. Bapak Dr. M Khumaedi, M.Pd selaku ketua jurusan Teknik Mesin Universitas Negeri Semarang
2. Bapak Drs. Karsono, M.Pd selaku dosen pembimbing yang telah membimbing dalam menyeesaikan penulisan laporan ini.
3. Kepada kedua orang tua yang senantiasa memberikan semangat dan do’anya.
v
5. Seluruh karyawan UPT. Balai Yasa Tegal yang telah memberikan pengarahan dan membimbing selama menjalankan praktik kerja lapangan. 6. Kepada semua pihak yang telah membantu dalam pelaksanaan praktik
kerja lapangan dan tidak dapat disebutkan satu-persatu.
Demikianlah kata pengantar dari Penulis, semoga hasil laporan penulis ini dapat bermanfaat para pembaca
Semarang, 16 Maret 2013
vi DAFTAR ISI HALAMAN JUDUL ... i HALAMAN PENGESAHAN ... ii ABSTRAK ... iii KATA PENGANTAR ... iv DAFTAR ISI ... vi
DAFTAR TABEL DAN DIAGRAM ... viii
DAFTAR GAMBAR ... ix
BAB I PENDAHULUAN ... 1
A. Latar Belakang ... 1
B. Tujuan dan Manfaat ... 2
C. Tempat dan Waktu ... 3
D. Metode Penulis ... 4
BAB II ISI ... 6
A. Tinjauan Umum ... 6
1. Nama dan Alamat Perusahaan ... 6
2. Riwayat Perusahaan ... 6
3. Denah Lokasi Perusahaan ... 8
4. Struktur Organisasi ... 9
B. Tinjauan Khusus ... 12
1. Ruang lingkup kerja ... 12
vii
3. Pengertian Perawatan Secara Umum ... 16
C. Analisis Kerja ... 17
1. Alur Kerja Perawatan Roda dan Bearing ... 17
2. Perawatan Roda ... 18
3. Perawatan Bearing ... 21
BAB III PENUTUP ... 31
A. Kesimpulan ... 31
B. Saran ... 32
DAFTAR PUSTAKA ... 33
viii
DAFTAR TABEL DAN DIAGRAM
Tabel 1. Teknik peaksanaan kegiatan ... 3 Diagram 1. Organisasi ... 9 Diagram 2 Aliran proses perawatan Roda dan Bearing... 30
ix
DAFTAR GAMBAR
Gambar 1. UPT. Baai Yasa Tegal ... 6
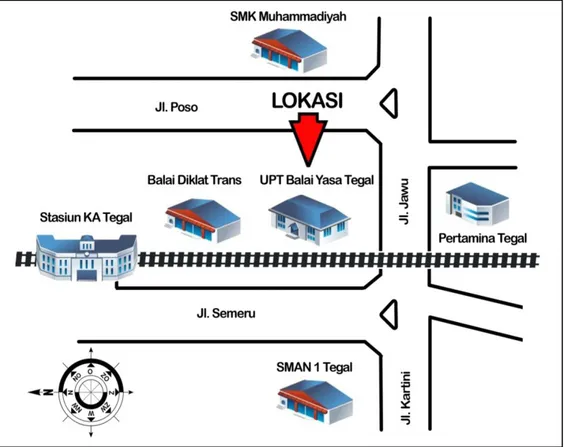
Gambar 2. Denah Lokasi ... 8
Gambar 3. Tempat kerja golongan kerja rangka atas (RA) ... 13
Gambar 4. Tempat kerja golongan kerja rangka bawah (RB) ... 13
Gambar 5. Tempat kerja golongan kerja bogie ... 14
Gambar 6. Tempat kerja golongan kerja logam ... 15
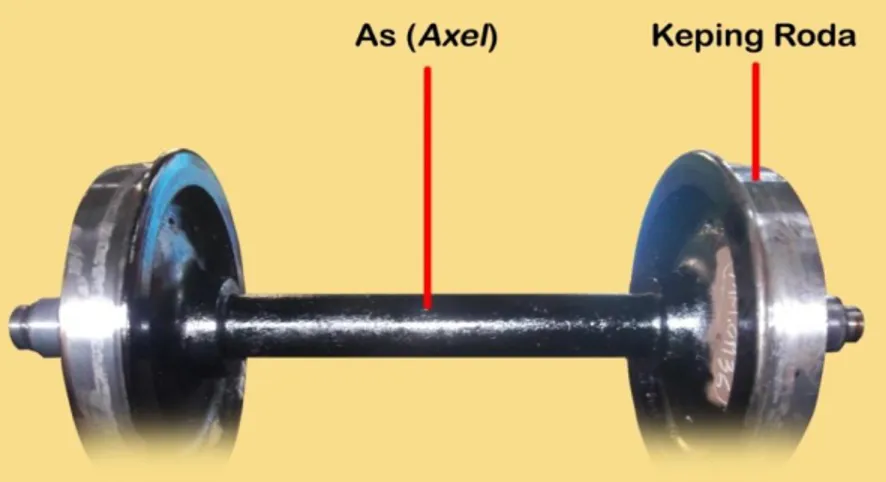
Gambar 7. Bagian-bagian Roda ... 18
BAB I PENDAHULUAN
A. Latar Belakang
Perguruan Tinggi memiliki peranan yang penting dalam upaya meningkatkan kualitas manusia yang mengarah pada peningkatan intelektual dan profesional, serta dapat mengaplikasikan ilmu yang diperoleh di bangku perkuliahan ke dalam praktek nyata secara langsung di dunia industri.
Guna memenuhi tuntutan Perguruan Tinggi di atas, maka Jurusan Pendidikan Teknik Mesin Universitas Negeri Semarang, melaksanakan program mata kuliah Praktek Kerja Lapangan kepada mahasiswanya.
Praktek Kerja Lapangan adalah suatu bentuk nyata dari mata kuliah pengenalan lapangan yang merupakan mata kuliah wajib dilaksanakan oleh mahasiswa prodi Teknik Mesin (UNNES). Hal ini dilakukan semata-mata untuk memenuhi suatu bagian utuh dari kurikulum Prodi Teknik Mesin UNNES, juga untuk mempersiapkan mahasiswa yang ahli dalam bidangnya dan merupakan harapan bagi masyarakat ke depan.
Selain itu Praktek Kerja Lapangan Industri juga merupakan kesempatan yang baik untuk mengembangkan dan menambah ilmu pengetahuan yang telah di peroleh di bangku perkuliahan dalam membekali diri untuk memasuki dunia kerja setelah mahasiswa menyelesaikan pendidikan.
Dengan pelaksanaan Praktik Kerja Lapangan Industri ini, diharapkan mahasiswa dapat melakukan praktek kerja langsung di Lapangan (Industri) dan
mencoba menerapkan ilmu pengetahuan yang diproleh dibangku perkuliahan, serta dapat membandingkannya dengan kenyataan di lapangan untuk menambah pengalaman, ilmu pengetahuan dan teknologi.
Dengan landasan di atas, maka kami melakukan Praktik Kerja Lapangan di PT. Kereta Api Indonesia (Persero) UPT. Balai Yasa Tegal.
B. Tujuan dan Manfaat
Adapun Tujuan Umum Kegiatan PKL adalah:
1. Adanya upaya membekali lulusan dengan pengalaman lapangan sebagai bentuk pembelajaran praktek di luar PBM di kelas/ laboratorium.
2. Sebagai syarat mahasiswa mengikuti mata kuliah Praktek Kerja Lapangan Industri.
3. Mahasiswa memahami dan dapat mengaplikasikan pengetahuan yang di dapat dalam perkuliahan ke dunia Industri.
4. Mahsiswa dapat menambah ilmu pengetahuan dan pengalaman dalam dunia Industri dengan melakukan observasi langsung ke lapangan Industri.
5. Mahasiswa dapat memahami proses Industri dengan teori dan praktek yang baik yang didapat dalam perkuliahan, serta mampu dalam praktik Industri.
Sedangkan tujuan Khusus Kegiatan PKLI adalah
1. Menambah wawasan bagi Mahasiswa tentang Dunia Industri, terutama PT. Kereta Api Indonesia (Persero) UPT. Balai Yasa Tegal.
2. Memahami proses Perawatan Perakitan Roda dan Bearing.
3. Mahasiswa dapat menambah pengetahuan dan pengalaman dalam dunia Industri.
4. Mahasiswa dapat memperoleh kesempatan untuk melatih kemampuan dalam melakukan pekerjaan atau kegiatan lapangan.
5. Menyusun Laporan Praktek Kerja Lapangan Industri
C. Tempat dan Waktu
Tempat :
Adapun tempat pelaksanaan praktek lapangan yaitu di PT. Kereta Api Indonesia (Persero) UPT. Balai Yasa Tegal.
Waktu :
Adapun waktu kerja praktek yaitu dari tanggal 20 Januari 2014 sampai dengan 28 Februari 2014.
Teknik peaksanaan kegiatan :
No Kegiatan Tempat
1 Kegiatan Pra PKL
a. Pembuatan proposal
b. Pembekalan oleh Fakultas dan Jurusan
Kampus
Universitas Negeri Semarang
2 Kegiatan PKL
a. Observasi dan orientasi
b. Praktik kerja dan bimbingan di lapangan
c. Menyusun laporan harian
3 Kegiatan pasca PKL
a. Penyusunan Laporan
b. Bimbingan dengan dosen pendamping
c. Ujian PKL
Kampus
Universitas Negeri Semarang
D. Metode Penulisan
Adapun metodologi yang digunakan penulis dalam mencari dan memperoleh data yang diperlukan dalam menyusun laporan ini adalah :
1. Observasi
Yaitu dengan metode penulis menyelami dan terlibat langsung dengan kegiatan di lingkungan kerja tersebut. Metode ini dilakukan dengan alasan dapat memahami langsung permasalahan yang nampak di lapangan sehingga memudahkan dalam penulisan laporan.
2. Wawancara
Yaitu dengan metode bertanya. Wawancara dilakukan terhadap pimpinan dan karyawan yang ada di lingkungan kerja dimana penulis melakukan Kerja Praktek. Metode ini dilakukan dengan alasan karena tidak semua apa yang di lakukan dalam Kerja Praktek dapat dikuasai oleh penulis. Maka sebagai tambahan informasi di dalam melakukan Kerja Praktek tersebut penulis perlu bertanya dan mendapatkan penjelasan dari pihak-pihak yang mengetahui permasalahan tersebut. Penulis dapat mengajukan
pertanyaan secara terperinci serta meminta penjelasan mengenai apa saja yang berhubungan dengan bahan untuk menyusun laporan ini.
3. Studi kepustakaan
Yaitu metode yang digunakan dengan cara mencari dan membaca literatur yang ada kaitannya dengan pokok bahasan. Metode ini dilakukan dengan alasan untuk memperjelas metode pertama dan kedua.
BAB II ISI
A. Tinjauan Umum
1. Nama dan Alamat Perusahaan
Nama Perusahaan : UPT Balai Yasa Tegal
Alamat : Jalan Semeru No.5 Tegal
Gambar 1. UPT. Baai Yasa Tegal
2. Riwayat Perusahaan
Pada masa penjajahan Belanda Balai Yasa Tegal merupakan unit atau bagian dari perusahaan kereta api swasta semarang – cirebon, yaitu Stoomtram Maatchappij (SCS) milik Belanda yang didirikan pada tahun 1893 dengan nama bengkel Kereta Api Tegal yang bertugas melaksanakan perawatan loko uap, kereta dan gerbong milik SCS.
Setelah kemerdekaan Indonesia maka berubah menjadi Balai Karya dan kemudian berubah lagi menjadi Balai Yasa dan secara umum tugas Balai Yasa adalah melaksanakan:
a. Perawatan berkala bakal pelating (rolling stock), yaitu kereta dan gerbong
b. Perbaikan bakal pelanting untuk tingkat yang berat c. Pembuatan dan perbaikan suku cadang bakal pelating
d. Perbaikan atau pemeriksaan, perawatan berkala timbangan dan jembatan timbang
e. Perbaikan peralatan sinyal dan telegram
f. Sewaktu – waktu mengerjakan pesanan khusus.
Namun tidak semua Balai Yasa mempunyai tugas lengkap seperti di atas, di Jawa masing-masing mempunyai tugas khusus. Sedangkan di Balai Yasa Tegal pada awalnya hanya perawatan dan perbaikan Gerbong saja, namun mulai tahun 2000 Balai Yasa Tegal juga menerima Perbaikan dan Perawatan Kereta. Sehingga Balai Yasa Tegal juga mempunyai tugas diantaranya:
a. Perawatan dan perbaikan gerbong
b. Perbaikan dan perawatan kereta kelas 2 dan 3, yaitu kelas Bisnis dan Ekonomi
3. Denah Lokasi Perusahaan
Balai Yasa Tegal letaknya cukup strategis yaitu dekat dengan pusat kota Tegal, tepatnya di jalan Semeru No 5 Tegal. Lokasinya dekat dengan Stasiun kota Tegal sehingga memudahkan transportsi kereta-kereta yang akan dirawat, selain itu letaknya di pusat kota sehingga memudahkan proses pengankutan bahan baku maupun mempermudah transportasi bagi karyawan dan tenaga kerja Balai Yasa. Luas Balai Yasa Tegal yaitu kur ng lebih 1200 m2.
Adapun denah lokasi UPT Balai Yasa Tegal adalah sebagai berikut:
MANAGER LOGISTIK
MANAGER ADMINISTRASI
MANAGER PENGADAAN BARANG & JASA
ASS. MANAGER KERUMAH TANGGAAN, SDM & PROTOKOLER ASS. MANAGER DOKUMEN ASS. MANAGER KEUANGAN & PAJAK ASS. MANAGER PERGUDANGAN DAN DISTRIBUSI ASS. MANAGER PERENCANAAN LOGISTIK ASS. MANAGER ANGGARAN & AKUNTANSI JS KAS BESAR ASS. MANAGER SEKRETARIS PENGADAAN BARANG & JASA
SUPERVISOR ANGGOTA PBJ TENAGA SEKRETARIAT (KOMPUTER) MANAGER UNIT PERENCANAAN MANAGER UNIT PRODUKSI MANAGER UNIT QUALITY CONTROL
ASS. MANAGER GOLONGAN PERENCANAAN ASS. MANAGER GOLONGAN LISTRIK & AC ASS. MANAGER GOLONGAN PERANGKAT TUKAR ASS. MANAGER GOLONGAN RANGKA ATAS ASS. MANAGER GOLONGAN RANGKA BAWAH ASS. MANAGER GOLONGAN BOGIE FASILITAS KERJA ASS. MANAGER GOLONGAN LOGAM ASS. MANAGER GOLONGAN KOMPONEN ASS. MANAGER GOLONGAN FINAL TEST ASS. MANAGER GOLONGAN FASILITAS KERJA ASS. MANAGER GOLONGAN KELANGSUNGAN KERJA & EVALUASI
Tugas masing-masing jabatan dalah sebagai berikut:
1. Kepala UPT
Sebagai pembuat kebijakan dan putusan guna kelangsungan kerja
perusahaan.
Mewakili perusahaan dalam berhubungan dengan pihak luar.
2. Urusan SDM dan Umum
Mengkoordinir masing-masing unit dalam melaksanakan
pekerjaannya.
Memberikan pengarahan terhadap karyawan agar dapat melaksanakan
tugas dengan baik.
Menjalin hubungan baik dengan pihak-pihak yang terkait.
Mengadakan evaluasi terhadap hasil kerja karyawan.
3. Urusan Administrasi Keuangan dan Akuntan
Mengadakan perhitungan dan pemeriksaan terhadap hal-hal yang
berkenaan dengan Accounting.
Memberikan perhitungan untuk gaji karyawan.
Mempunyai kewenangan untuk menolak pengajuan atau permintaan
yang berkaitan dengan keuangan apabila terdapat kejanggalan atau kesalahan prosedur
4. Urusan Perencanaan Logistik
Mengecek dan meneliti semua permintaan barang dari semua unit
Mengadakan pengecekan mengenai harga-harga barang kebutuhan
perusahaan.
Memberikan pelayanan yang baik sehingga hambatan produksi akibat
keterlambatan pembelian dapat terhindarkan. 5. Urusan Pergudangan dan Distribusi
Menyediakan barang-barang yang dibutuhkan perusahaan untuk
kelancaran produksi.
Mengirim barang dari semua unit yang mengajukan permintaan.
6. Unit Perencanaan
Merencanakan proses produksi berdasarkan permintaan hasil produk
yang telah disetujui.
Memberikan perencanaan mengenai proses produksi yang efektif
sehingga dapat menunjang proses produksi.
Mengevaluasi proses kerja dengan hasil produksi sebagai
pertimbangan perencanaan. 7. Unit Produksi
Melaksanakan proses produksi berdasarkan permintaan atasan.
Merencanakan produksi yang disesuaikan dengan rencana permintaan.
8. Unit Quality Control
Aktif mengadakan pengawasan dan control terhadap mutu produk.
Menyampaikan laporan-laporan dan catatan mengenai mutu dari
B. Tinjauan Khusus
1. Ruang Lingkup Kerja
UPT Balaiyasa Tegal merupakan anakan dari PT. Kereta Api Indonesia yang fokus pada perbaikan suku cadang dari pada kereta api sendiri. UPT Balaiyasa beralamat di jalan semeru no.5 tegal jawa tengah, menangani perbaikan komponen gerbong dan kereta penumpang. Terdapat beberapa bagian bengkel atau yang disebut golongan kerja (GK), yaitu: a. Rangka Atas ( RA )
Rangka atas adalah golongan kerja yang kaitanya pada perbaikan bodi kereta yang meliputi atap, dinding, lantai serta sanitasi yang terbagi menjadi 3 bagian yaitu :
RA1 bagian dari rangka atas yang memperbaiki bagian jok dan kaca
kereta.
RA2 memperbaiki bagian dinding serta atap yang telah kropos dan
atau rusak karena sebeb lain baik dengan pengelasan atau dengan cara lain.
RA3 pada perbaikan dinding kereta luar seperti: penambalan bagian
dinding yang rusak.
pendempulan dan pengecetan dipercayakan pada pihak ketiga yaitu perusahaan mitraan dari UPT balaiyasa tegal serta perbaikan sanitasi.
Gambar 3. Tempat kerja golongan kerja rangka atas (RA) b. Rangka Bawah (RB)
Dalam bagian rangka bawah dibagi menjadi 2 bagian yaitu bagian rem dan torak Tarik (buffer), pada bagian rem melakukan pekerjaan seperti memperbaiki system pengereman serta komponen-komponen yang terkait didalamnya antara lain : distributor, junson, tabung penyimpan udara, lengan tengah dan torak. Pada bagian torak tarik memperbaiki bagian rangka bawah seperti: torak-tarik (Buffer), sambungan kereta.
c. Bogie (BG)
Merupakann susunan perangkat roda dan sistem suspensi sebagai suatu satuan struktur yang mendukung kereta atau gerbong saat berjalan diatas rel, pada bagian bogie dibagi menjadi 2 bagian yaitu roda pelumasan dan memperbaiki beberapa komponen seperti : Roda, bearing, axle box dsb.
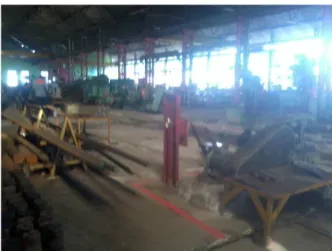
Gambar 5. Tempat kerja golongan kerja bogie d. Logam (LG)
Terdiri dari beberapa bagian yaitu logam 1 (kerja bangku), Logam 2 (pandean) dan logam 3 ( bubut dingin). Pada logam 1 (kerja bangku) merekondisi dan membuat bagian kereta seperti : Pintu bordes, pintu overloop dan pintu doorlop, tutup lampu, dsb. Logam 2 (pandean) bagian yang khusus merekondisi seperti : pegas, dalam kereta maupun gerbong ada beberapa jenis pegas yang digunakan seperti : pegas inner, pegas outer, pegas dukung (jurnal coil spring) serta rubber bounded. Pada logam 3 (bubut dingin) memproduksi beberapa komponen penunjang
seperti palu pemecah kaca atau pintu darurat, roda pada pintu bordes, slinger dsb.
Gambar 6. Tempat kerja golongan kerja logam
2. Diskripsi Pelaksanaan Praktek Kerja Lapangan
Selama kurang lebih satu setengah bulan kami melaksanakan praktek kerja lapangan di UPT BALAI YASA TEGAL kami ditempatkan di beberapa bagian atau divisi yang terdapat di dalamnya, antara lain:
1. Bagian Rangka Atas (RA) 2. Bagaian Rangka Bawah (RB) 3. Bagian Logam (LG)
4. Bagian Bogie/Rangka (BG)
Pada bagian bogie atau rangka terdapat beberapa komponen – komponen salah satunya adalah roda dan bearing yang akan dibahas pada laporan ini.
3. Pengertian Perawatan Secara Umum
Perawatan adalah suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas peralatan agar tetap dapat berfungsi dengan baik secara kondisi sebelumnya.
Pekerjaan perawatan adalah untuk melakukan perbaikan yang bersifat kualitas, meningkatkan suatu kondisi ke kondisi lainnya yang lebih baik. Adapun tujuan perawatan yang utama adalah:
a. Untuk memperpanjang usia kegunaan asset
b. Untuk menjamin ketersediaan optimum peralatan yang dipakai untuk produksi sehingga mendapatkan laba investasi yang maksimal.
c. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu.
d. Untuk menjamin keselamatan operator yang menggunakan sarana tersebut.
Secara umum bentuk-bentuk perawatan dibagi menjadi dua cara, yaitu: a. Perawatan terencana
Perawatan yang diorganisasikan dan dilakukan dengan pemikiran ke masa depan. Perawatan terencana dibagi menjadi dua yaitu.
b. Perawatan tak terencana
Perawatan yang diorganisasikan dan dilakukan saat terjadi kerusakan pada peralatan hingga dilakukan penanganan yang tak terencana.
C. Analisa Kerja
Memelihara dan mengoperasikan berbagai jenis Roda maupun Bearing dengan berbagai karakteristiknya kadang-kadang menimbulkan masalah atau keterbatasan dibidang peralatan maupun keahlian.
Untuk lebih memahami perkembangan teknologi kontruksi Roda maupun Bearing dalam rangka mendukung operasi dan pemeliharaan, akan dibahas beberapa aspek tentang perawatannya.
1. Alur Kerja Perawatan Roda dan Bearing
a. Pencucian perangkat roda setelah perangkat roda dilepas dari frame bogie b. Pelepasan axle box dari perangkat roda
c. Pendataan perangkat roda (bongkaran)
Nomer gandar
Diameter keping roda
Jarak keping
Tebal keping
d. Pemeriksaan perangkat roda
Kelaikan as (pengecekan keretakan as oleh bagian QC)
e. Proses pembubutan perangkat roda f. Perbaikan axle box
Pemeriksaan keretakan
Penggantian sin voering yang telah rusak
h. Pemasangan bearing dan axle box pada perangkat roda yang telah selesai melalui proses pembubutan
i. Pengecatan dan numbering perangkat roda
j. Pengarsipan data perangkat roda yang siap untuk dipasang pada frame bogie
Nomer gandar
Diameter perangkat roda
Jenis perangkat roda
Komponen bearing yang dipakai
k. Pengiriman perangkat roda ke bagian frame bogie
2. Perawatan Roda
Sebuah roda mempunyai beberapa bagian komponen (part) antara lain:
As (Axle) = 1 Buah
Keping Roda = 2 buah
Pada keping roda dibagi menjadi beberapa bagian, antara lain:Kasut Roda (Bandage), Bola-bola Roda (velg) dan Gelang Sumbat (Spring Ring).
a. Proses perawatan perangkat Roda
Dalam proses perawatan perangkat roda meliputi pekerjaan antara lain:
1) Membubut Profil Roda (Reprofieleren)
Yang dimaksud pekerjaan ini ialah membubut kasut roda yang aus permukaannya dikarenakan operasi di lintas, maka harus di reprofil (dibentuk) menurut ketentuan ketentuan-ketentuan yang ada.
Terlebih dahulu sebelum dilakukan pengerjaannya dilakukan pengecekan dan pengukuran dimensi roda tersebut, lalu diproses seperti urutan sebagai berikut:
Pengetesan Ultrasonic untuk mengetahui keretakan pada As dan
Keping Roda
Ukur jarak antara dua Roda dengan ukuran 1000 mm dan toleransi
1 mm.
Ukur dengan kaliber
- Keausan Raad Kran
- Keausan Bidang Jalan (Loop Circle) - Ketebalan Kasut Roda (Bandage)
Ukur diameter Journal (Astap) bila mengalami keausan, untuk
perangkat roda dengan menggunakan bantalan metal dan dilakukan perbaikannya.
Bubut Kasut Roda (Bandage). Pastikan hasilnya memenuhi syarat
yang terdapat pada pedoman perawatan roda. 2) Rebandageren
Proses pekerjaan ini dilakukan/dilaksanakan akibat perangkat roda mengalami kerusakan yaitu:
Los Bandage (Kasut Roda)
Kasut roda tipis sudah minimal menurut ketentuan yang berlaku
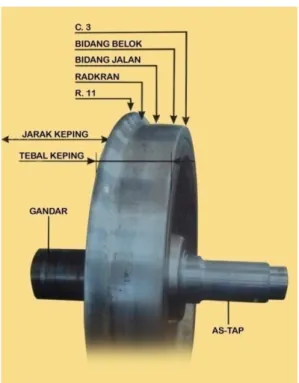
b. Pedoman perawatan roda
1) ∅ maximal perangkat roda : ∅ 774 mm
2) ∅ minimal perangkat roda : ∅ 698 mm
3) Toleransi ∅ antar keping (1 perangkat) : 0 mm 4) Toleransi ∅ antar roda (1 bogie) : 1 mm 5) Toleransi ∅ antar bogie (1 carset) : 4 mm
6) Jarak keping : 1000 ± 1 mm
7) Tebal keping : 130 ± 2 mm
8) Keausan radkran : 2 mm
9) Keausan bidang jalan : 0 mm
10) Keausan bidang belok : 0 mm
11) Radius radkran : R. 11
12) Kemiringan bidang jalan : 1º
13) Kemiringan bidang belok : 6º
Gambar 8. Profil Roda
3. Perawatan Bearing
Ada dua jenis Bearing yang digunakan untuk dipasang pada perangkat roda kereta api, antara lain:
Cartridge Bearing
a. Perawatan Cylindrical Bearing
Untuk jenis ini pada Journal (As-Tap) dipasang Backing Ring dan Inner Ring terlebih dahulu. Sedangkan Bearingnya sendiri dipasang pada Axle Box.
1) Bagian-bagian Cylindrical Bearing
Keterangan : 1. Axle Cup 7. Ring Axle In 2. Packing Pot 8. Rubber Seal 3. Disk Spring Ring 9. Axle Box 4. Ball Bearing 10. Inner Ball 5. Ring Axle Out 11. Inner Ring 6. Roller Bearing 12. Slinger
2) Proses perawatan dan pelumasan Cylindrical Bearing K5 (NT.11)
Pencucian komponen bearing menggunakan minyak kerosin
Pemeriksaan slinger
Pemeriksaan inner ring dan inner ball
Pemeriksaan roller bearing dan ball bearing
Mengganti komponen bearing yang rusak
- pemasangan inner memakai alat pemanas mencapai suhu 80o C - 120o C
Mengganti rubber seal pot K5 (baru)
Mengganti packing pot K5 (baru)
Pemeriksaan dan perbaikan axel box
- Jarak skin voering besar : 255+3 mm - Jarak skin voering kecil : 190-2 mm
Pengisian grease dengan volume 800 gram (8 ons)
Pemasangan tutup axle box menggunakan kunci momen dengan
torque 140 – 150 kg/cm2\
3) Proses perawatan dan pelumasan Cylindrical Bearing K7 (Gorlits)
Mencuci komponen bearing menggunakan minyak kerosin
Pemeriksaan back ring
Pemeriksaan inner ring
Pemeriksaan roller bearing
- pemasangan inner memakai alat pemanas mencapai suhu 80o C - 120o C
Mengganti packing pot K7 (baru)
Pemeriksaan dan perbaikan axle box
- Mengganti bus axle box yang telah aus
Pengisian grease dengan volume 900 gram (9 ons)
Pemasangan tutup axle box menggunakan kunci momen dengan
torque 80 – 90 Kg/cm2. 4) Hasil pekerjaan
b. Proses perawatan Cartridge Bearing
Jenis ini sangat sederhana dan terpadu kontruksinya juga disebut dengan istiah TBU (Tapered Bearing Unit)
Keterangan : 1. Backing Ring 7. Cone (Cage) 2. Seal Wear Ring 8. Seal Cup 3. Seal Cup 9. Seal Wear Ring 4. Cone (Cage) 10. Axle End Cap 5. Cone Spacer 11. Looking Plate 6. Outer Ring (Cup) 12. Cap Screw
2) Proses perawatan dan pelumasan Cartridge Bearing ∅119 mm
Melepas cartridge bearing dari astap (perangkat roda)
Membongkar cartridge bearing
Pencucian komponen cartridge bearing menggunakan minyak
kerosin
Pemeriksaan komponen cartridge bearing (cone/roller, cage, cup,
cone spacer, seal wear ring, backing ring)
Pemeriksaan axial clearance
- Minimal : 0,46 mm / 0,018 inch - Maximal : 0,61 mm / 0,024 inch
- Volume grease : 340 gram – 370 gram - Seal cup : baru
Pemasangan cartridge bearing pada astap
- ∅Astap : 119,138 - 119,164 mm - ∅Dalam inner : 119,062 - 119,088 mm - Tekanan : 30 - 40 ton
Pemasangan end cap
- Pemasangan locking pate
- Menggunakan kunci momen dengan torque 140 – 150 Kg/cm2
Pemasangan axle box dan pengamannya
3) Proses perawatan dan pelumasan Cartridge Bearing ∅110 mm
Melepas cartridge bearing dari astap (perangkat roda)
Membongkar cartridge bearing
Pencucian komponen cartridge bearing menggunakan minyak
kerosin
Pemeriksaan komponen cartridge bearing (cone/roller, cage, cup,
cone spacer, seal wear ring, backing ring)
Pemeriksaan axial clearance
- Minimal : 0,46 mm / 0,018 inch - Maximal : 0,61 mm / 0,024 inch
Perakitan cartridge bearing
- Volume grease : 340 gram – 370 gram - Seal cup : baru
Pemasangan cartridge bearing pada astap
- ∅Astap : 110,020 - 110,050 mm - ∅Dalam inner : 110,000 - 110,010 mm - Tekanan : 30 - 40 ton
Pemasangan end cap
- Pemasangan locking pate
- Menggunakan kunci momen dengan torque 140 – 150 Kg/cm2
Pemasangan axle box dan pengamannya
4) Hasi pekerjaan
c. Persyaratan perakitan
Persyaratan tentang Roller Bearing dan Journal (Astap) perangkat roda dalam proses perakitan sebagai berikut:
1) Dalam pemasangan bearing harus berdasarkan data dalam gambar. Sebelum pemasangan standar bearing yang akan dipasang diteliti dalam buku katalognya tentang type, diameter dan tebal bearing
tersebut untuk khusus bearing cartridge pastikan menurut klas dan dimensinya.
2) Sebelum pemasangan perlu dibuat rencana kerja pemasangannya antara lain: instruksi pemasangan secara rinci termasuk pengaliran bearing, Peralatan yang digunakan untuk bongkar dan pasang, alat-alat ukuran yang digunakan, perlengkapan untuk pemanasan serta jenis dan banyaknya pelumas yang digunakan.
3) Pelayanan terhadap bearing yang akan dipasang antara lain: bearing yang baru dikeluarkan dari kemasan pabrik tidak boleh dimodifikasi, Pelumas yang telah ada tidak perlu dibersihkan. Bearing yang kotor harus dibersihkan dengan kerosin dan dilumasi setelah bersih.
4) Permukaan journal (as-tap) harus bebas dari debu dan kering. Pembersihan dengan udara kompresor harus dihindarkan karena mengandung air, maka journal (astap) harus benar-benar bersih. 5) Suku cadang lainnya harus diperiksa dengan teliti sebelum dipasang. 6) Sempurnanya pemasangan sangat bergantung pada:
Ring-ring yang dipasang sesuai spesifikasinya
Journal (As-Tap) dan rumahnya memiliki toleransi yang
diizinkan.
Penempatan bearing tepat pada tempatnya.
7) Pemasangan bearing yang memerlukan pemanasan (heating) pemanasan bearing tersebut dibatasi pada suhu 80o C - 120o C.
d. Batas usia Bearing
Penggunaan roller bearing harus terhindar dari kejadian kecelakaan pada bearing tersebut. Oleh karena itu ketentuan yang harus diamati adalah:
1) Syarat penyimpanannya
2) Syarat bahan pelumas yang digunakan 3) Syarat pemasangannya
4) Syarat pengoperasian dan periode perawatannya 5) Syarat pembongkarannya
Dengan melaksanakan semua syarat tersebut penggunaan roller bearing sesuai dengan batas usia dinasnya. Perawatan harus dlakukan setelah bearing beroperasi mencapai waktu lebih dari 50.000 jam. Misalkan setiap hari beroperasi 20 jam maka perawatan harus dlakukan setelah =
= 2.500 Hari atau
= 6 Tahun (pada kondisi normal).
Aliran proses perawatan Roda dan Bearing Cylindrical Cartridge PEMBONGKARAN PERIUK GANDARA PEMBONGKARAN PERANGKAT RODA DENGAN INNER BEARING PERIUK CYLINDRICAL DENGAN ROLLER BEARING PEMISAHAN
ROLLER BEARING PENGURAIAN
PERIUK PENCUCIAN PENCUCIAN PENCUCIAN PEMERIKSAAN PERAKITAN PELUMASAN PERBAIKAN PENCUCIAN PEMERIKSAAN PEMERIKSAAN PERAKITAN KEMBALI PASANG
BAB III PENUTUP
A. Kesimpulan
1. UPT. Balai Yasa Tegal adalan perusahaan/bengkel negeri yang berlokasi di Kota Tegal Jawa Tengah yang bergerak dalam melakukan perawatan dan perbaikan Kereta dan Gerbong.
2. UPT. Balai Yasa Tegal adalan salah satu dari sekian banyak Balai Yasa peninggalan colonial belanda yang ada di Indonesia
3. Bagian-bagian utama yang dikerjakan di Balai Yasa Tegal adalah: a. Bagian Rangka Atas (RA)
b. Bagaian Rangka Bawah (RB) c. Bagian Logam (LG)
d. Bagian Bogie/Rangka (BG)
4. Penggunaan Perangkat Roda dengan Bearing masih menggunakan type Cylindrical dan Cartridge.
5. Berbagai perkembangan jenis Roller Bearing yang dipergunakan untuk Perangkat Roda antara lain jenis Cartridge Bearing bila ditinjau dari segi desain konstruksi sangat praktis dan proses perawatan mudah serta biaya perawatan ada penurunan.
B. Saran
1. Pada saat PKL berlangsung kita sebagai Mahasiswa harus proaktif untuk mencari ilmu dan aplikatif baru di industri karena perkembangan IPTEK yang lebih cepat dan aplikatif pada saat sekarang ini.
2. Perguruan tinggi seharusnya lebih cepat melakukan link dan match dengan dunia industri sehingga hasilnya lebih bersinergi.
3. Dalam melakukan semua pekerjaan kita semua tetap memperdulikan kesehatan dan keselamatan kerja tetapi dengan hasil pekerjaan yang berkualitas, cepat dan dengan tingkat pelayanan yang memuaskan konsumen.
DAFTAR PUSTAKA
Partosuwiryo, 1995. “Teknik Kendaraan Rel”. Bandung
Soebiyakto, 1993. “Pelaksanaan Uji Coba Teknis Kereta Penumpang”. Bandung.
Supandi, 1990. “Manajemen Perawatan Industri”. Ganesa Exaeta, Bandung.
Tj. Situmorang, 1985. “Pengetahuan Kereta dan Gerbong”. Bandung.