PERENCANAAN INSTALASI PENGOLAHAN AIR LIMBAH (IPAL) INDUSTRI KERUPUK KULIT DI KELURAHAN SEMBUNG
KABUPATEN TULUNGAGUNG
Desy Nur Cahyani1, Emma Yuliani2, Riyanto Haribowo2
1Mahasiswa Jurusan Teknik Pengairan, Fakultas Teknik, Universitas Brawijaya
2Dosen Jurusan Teknik Pengairan, Fakultas Teknik, Universitas Brawijaya
e-mail: desycahyani07@gmail.com
ABSTRAK
Industri kerupuk kulit di Kelurahan Sembung Kabupaten Tulungagung melakukan produksi hampir setiap hari dengan menghabiskan bahan baku kulit sebanyak 200 – 300 kg dalam satu hari, sehingga menghasilkan limbah cair yang cukup besar yaitu 55.55 m3/hari dan banyak mengandung bahan kontaminan yang jauh dari baku mutu yang ditentukan. Tujuan dari penelitian ini adalah untuk mendapatkan sebuah perencanaan Instalasi Pengolahan Air Limbah (IPAL) sebagai solusi terhadap permasalahan limbah tersebut. Tahapan pengolahan yang dibutuhkan untuk industri kerupuk kulit ini adalah bar screen, bak pemisah minyak dan lemak, bak koagulasi, bak flokulasi, bak pengendapan awal, bak aerasi, serta bak pengendapan akhir. Dari proses pengolahan tersebut akan didapatkan effluent yang mampu memenuhi baku mutu sehingga layak dibuang ke badan air. Dengan perkiraan effluent hasil pengolahan sebesar BOD5 = 2.1 mg/L, COD = 2.89 mg/L, TSS = 26.05 mg/L, pH = 7, minyak dan lemak = 1 mg/L, NH3 = 0 mg/L, sulfida = 0 mg/L, dan krom = 0.00011 mg/L.
Kata kunci: limbah cair, baku mutu, IPAL, effluent
ABSTRACT
Leather cracker industry in Sembung Subdistrict of Tulungagung Regency produces cracker almost everyday which spends 200-300 kg of leathers. It causes dangerous waste water as much as 55.55 m3/day and it contains much contaminant material which not
appropriate with determined standard quality. The aim of this study is to get the design of a wastewater treatment plant (WWTP) system as a solution for the waste water problem. The stages of treatment is needed for the leather cracker industry. They are bar screen, skimmer, equalization basin, coagulation basin, flocculation basin, initial sedimentation basin, aeration basin and final sedimentation basin. From the process, it will be obtained the effluent that fill standard quality so that it is proper to discharge into river. With the result of estimated effluent process of BOD5 = 2.1 mg/L, COD = 2.89 mg/L, TSS = 26.05
mg/L, pH = 7, oils and fats = 1 mg/L, NH3 = 0 mg/L, sulfide = 0 mg/L, and chrome = 0.00011 mg/L.
PENDAHULUAN
Kabupaten Tulungagung merupakan salah satu kabupaten yang memiliki industri kerupuk kulit yang terletak di Kelurahan Sembung. Industri tersebut melakukan produksi hampir setiap hari dengan menghabiskan bahan baku kulit sebanyak 200 – 300 kg dalam satu hari, sehingga menghasilkan air limbah cukup besar. Air limbah industri adalah air yang berasal dari rangkaian proses produksi suatu industri yang mengandung komponen yang berasal dari proses produksi tersebut dan apabila dibuang ke lingkungan tanpa pengelolaan yang benar akan dapat mengganggu badan air penerima (Moertinah, 2010). Industri ini membuang limbah cairnya yang banyak mengandung bahan kimia organik ke saluran kecil yang berada di samping rumah industrinya dan langsung menuju ke sungai Ngrowo yang berada di belakang lokasi industri.
Limbah membutuhkan pengolahan apabila ternyata mengandung senyawa pencemar yang berakibat menciptakan kerusakan terhadap lingkungan atau berpotensi menciptakan pencemaran. Suatu perkiraan harus dibuat lebih dahulu dengan meng-identifikasikan sumber pencemaran, sistem pengolahan, banyaknya buangan dan jenisnya, serta kegunaan bahan beracun dan berbahaya yang terdapat dalam pabrik (Ginting, 2007). Oleh karena itu, dibutuhkan sebuah Instalasi Pengolahan Air Limbah (IPAL) yang sesuai dengan kondisi yang ada. IPAL adalah sebuah struktur yang dirancang untuk membuang limbah biologis dan kimiawi dari air sehingga memungkinkan air tersebut untuk digunakan pada aktifitas yang lain (Spellman, 2008:8).
Kualitas limbah menunjukkan spesifikasi limbah yang diukur dari jumlah kandungan bahan pencemar di dalam limbah yang terdiri dari berbagai parameter. Semakin kecil jumlah parameter dan konsentrasinya, menunjukkan semakin kecilnya peluang
untuk terjadinya pencemaran lingkungan (Kristanto, 2004).
Air limbah banyak mengandung nutrien yang dapat merangsang pertumbuhan mikroorganisme dengan komposisi air limbah pada umumnya 99,9% air dan 0,1% padatan. Padatan yang terdapat dalam limbah cair terdiri dari 70% padatan organik dan 30% padatan non-organik (Sugiharto, 1987).
Limbah cair kerupuk kulit menghasilkan kontaminan yang berpotensi mencemari badan air dan belum memenuhi standar baku mutu air karena masih mengandung kadar BOD, COD, TSS, pH, minyak dan lemak, NH3, Sulfida (S) dan Krom (Cr) yang masih tinggi. Menurut Moertinah (2010), kandungan BOD yang tinggi dapat menyebabkan turunnya oksigen perairan, keadaan anaerob (tanpa oksigen), sehingga dapat mematikan ikan dan menimbulkan bau busuk.
Berdasarkan Peraturan Pemerintah Nomor 18(b) Tahun 1999 tentang Pengelolaan Limbah Bahan Berbahaya
dan Beracun bahwa dengan
meningkatnya pembangunan di segala bidang, khususnya pembangunan di bidang industri, semakin meningkat pula jumlah limbah yang di hasilkan termasuk yang berbahaya dan beracun yang dapat membahayakan lingkungan hidup dan kesehatan manusia. Pembangunan IPAL merupakan salah satu upaya terencana untuk meningkatkan pengolahan dan pembuangan limbah yang akrab lingkungan. Tujuan dari perencanaan pembangunan IPAL ini adalah untuk mendapatkan desain IPAL yang efektif dan sesuai dengan limbah cair dari kerupuk kulit, sehingga dapat menjadikan masukan kepada pengolahan industri maupun pihak yang terkait untuk melakukan pengolahan terhadap air limbah yang dihasilkan dari proses produksi kerupuk kulit. Sehingga air limbah yang dibuang dapat diterima oleh badan air.
METODE PENELITIAN 2.1.Lokasi Penelitian
Studi ini dilakukan pada sentra produksi pengolahan kerupuk kulit yang berlokasi di Kelurahan Sembung, Kecamatan Tulungagung, Kabupaten Tulungagung, Provinsi Jawa Timur.
Gambar 1. Lokasi penelitian 2.2.Pengambilan Sampel dan Analisa
Kualitas Air Limbah 2.2.1.Pengambilan Sampel
Pengambilan sampel menggunakan metode Grab Sampling dengan satu kali pengulangan, yang dilakukan langsung pada 3 titik sumber limbah (Gambar 2) yaitu pencucian dan perebusan bahan jagal, serta pencucian bahan pabrik, dengan menggunakan botol sampel BL 1000 ml.
Gambar 2. Titik pengambilan sampel 2.2.2.Analisa Kualitas Air Limbah
Analisa ini dilakukan untuk memperoleh kualitas air limbah buangan industri. Penentuan parameter uji didasarkan pada Peraturan Gubernur Jawa Timur Nomor 72 Tahun 2013. Tabel 1. Parameter dan metode uji.
Parameter Satuan Metode Uji
1 BOD5 (mg/L) Volumetri 2 COD (mg/L) Volumetri 3 TSS (mg/L) TSS Analyzer 4 pH (mg/L) pH meter 5 Minyak dan Lemak - Gravimetri 6 NH3-N (mg/L) Spektrofotometri 7 Sulfida (mg/L) Volumetri 8 Krom (mg/L) Spektrofotometri
Sumber: Hasil analisa.
2.3.Penentuan Model IPAL
Perencanaan IPAL pada industri kerupuk kulit ini mengacu pada desain IPAL industri penyamakan kulit yaitu pada penelitian BPPT (2004). Hal tersebut dikarenakan bahan utama dari proses pembuatan kerupuk kulit yaitu kulit yang salah satunya diperoleh dari industri penyamakan kulit (Gambar 3).
Gambar 3. Desain model IPAL industri kerupuk kulit
Titik 1 (Pencucian jagal) Titik 2 (Perebusan jagal) Titik 3 (Pencucian pabrik) Bak Pemisah Minyak/Lemak Bak
Equalisasi KoagulasiBak Bak Flokulasi
Bak Pengendapan Awal Bak Aerasi Bak Pengendapan Akhir Bar Screen Influent Effluent Sludge/lumpur kembali ke bak aerasi
HASIL DAN PEMBAHASAN 3.1.Pengukuran Debit Air Limbah
Pengukuran debit dilakukan pada saat proses pembuangan air limbah di saluran pembuangan sebanyak 5 kali pengulangan guna mendapatkan hasil yang lebih akurat. Pengukuran dilakukan dengan memanfaatkan kecepatan aliran dan dimensi dari saluran. Panjang saluran ditentukan sepanjang 1 meter.
Tabel 2. Hasil pengukuran debit
Psal Asal tkayu v Q
(m) (m2) (dtk) (m/dt) (m3/dt) I 1 0.0157 4.9 0.20 0.0032 II 1 0.0157 5.2 0.19 0.0030 III 1 0.0157 6.4 0.16 0.0025 IV 1 0.0157 4.6 0.22 0.0034 V 1 0.0157 4.7 0.21 0.0033 Debit rata-rata 0.0031
Sumber: Hasil Perhitungan.
- Debit (Q) = 0.0031 m3/dt - Waktu produksi (t) = 5 jam/hari Maka debit harian limbah kerupuk kulit: Qharian = 0.0031 x 60 x 60 x 5
= 55.55 m3/hari
3.2.Perencanaan dan Perhitungan Desain IPAL
3.2.1.Bar Screen
Pada tahapan ini tidak ada parameter yang dapat tereduksi dikarenakan pada hanya mampu menyaring limbah padat yang berukuran besar. Sehingga beban air limbah masih sama dengan kadar influent yang masuk ke IPAL.
Banyaknya celah/bukaan antar batang: nc= b
(B+D)=
0.25
(0.0025 + 0.010)=7.14 ≈ 8 celah Jumlah batang = nc– 1 = 8 – 1 = 7 batang Lebar bukaan efektif : 7 × 0.025=0.175 m Panjang batang bar yang terendam : d
sin 60° = 0.1
0.866 = 0.115 m
Gambar 4. Desain bar screen
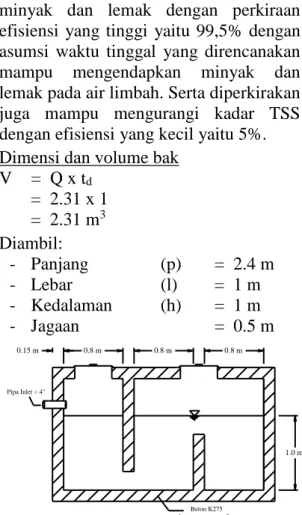
3.2.2.Bak Pemisahan Minyak dan Lemak
Tahapan ini mampu mengurangi bahkan menghilangkan kontaminan minyak dan lemak dengan perkiraan efisiensi yang tinggi yaitu 99,5% dengan asumsi waktu tinggal yang direncanakan mampu mengendapkan minyak dan lemak pada air limbah. Serta diperkirakan juga mampu mengurangi kadar TSS dengan efisiensi yang kecil yaitu 5%. Dimensi dan volume bak
V = Q x td = 2.31 x 1 = 2.31 m3 Diambil: - Panjang (p) = 2.4 m - Lebar (l) = 1 m - Kedalaman (h) = 1 m - Jagaan = 0.5 m
Gambar 5. Desain bak pemisah minyak dan lemak
3.2.3.Bak Ekualisasi
Pada bak equalisasi mampu mengurangi kadar TSS dengan efisiensi yang kecil yaitu diperkirakan 15%. Dimensi dan volume bak
V = Q x td = 2.31 x 2 = 4.63 m3 Diambil: - Panjang (p) = 2 m - Lebar (l) = 1.5 m - Jagaan = 0.5 m Maka kedalaman h = Vol p×l = 4.63 2× 1.5 = 1.54 m ≈ 1.6 m
pipa inlet dan outlet : 4 inci
Pompa outlet : submersible pump Kemiringan dasar : 0.02 (c) B B A A 0.25 m 0.01 m 0.115 m 0.0175 m 0.1 m 0.25 m (a) (b) A A B B Dinding pemisah Pipa Inlet = 4" Pipa Outlet = 4" Pipa Inlet = 4" Beton K275 dengan waterproofing Beton K275 dengan waterproofing 1.0 m 0.75 m 1.0 m 0.5 m 0.8 m 0.8 m 0.8 m 0.15 m 0.15 m 1.0 m 0.8 m 0.8 m 0.8 m 1.0 m 0.15 m (a) (b) (c)
Gambar 6. Desain bak equalisasi 3.2.4.Bak Koagulasi dan Flokulasi
Bak koagulasi dan flokulasi digunakan sebagai pembentukan flok-flok untuk mengurangi beban krom dalam air limbah dengan efisiensi 75%. Pada bak ini juga mampu mengurangi kandungan BOD, COD, ammonia dan sulfida dalam jumlah kecil yaitu 5%. Hal tersebut dikarenakan adanya pengadukan yang menyebabkan terjadi kontak air limbah dengan udara. Pada proses koagulasi ini terjadi kenaikan pH karena adanya pembubuhan koagulan yang bersifat basa.
3.2.4.1. Bak Koagulasi Dimensi dan volume bak V = Q x td = 2.31 x 40 60 = 1.54 m3 Diambil: - Panjang (p) = 1 m - Lebar (l) = 1 m - Jagaan = 0.5 m Maka kedalaman h = Vol p×l = 1.54 1×1 = 1.54 m ≈ 1.6 m Pembubuhan Koagulan
Senyawa = Natrium Hidroksida (NaOH) dalam bentuk cairan.
Reaksi kimia dalam air limbah yang mengandung Cr3+ ditambah dengan hidroksida Na, maka krom tersebut akan terendap sebagai Cr(OH)3.
Reaksi :
Cr3+ + 2NaOH Cr(OH)3 + 2Na
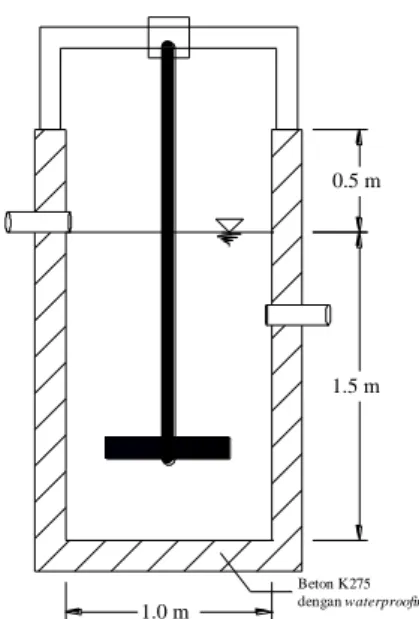
Gambar 7. Desain bak koagulasi 3.2.4.2. Bak Flokulasi
Dimensi dan volume bak V = Q x td = 2.31 x 1 = 2.31 m3 Diambil: - Panjang (p) = 1 m - Lebar (l) = 1 m - Jagaan = 0.5 m Maka kedalaman h = Vol p×l = 2.31 1×1 = 2.31 m
Gambar 8. Desain bak flokulasi
B B A A (a) (b) (c) 2.0 m 1.5 m 0.5 m 0.5 m 0.8 m 1.5 m 1.5 m 0.5 m 2.0 m 0.5 m 1.5 m 0.35 m Beton K275 dengan waterproofing Beton K275 dengan waterproofing A A B B Beton K275 dengan waterproofing Beton K275 dengan waterproofing 1.0 m 1.0 m 1.5 m 0.5 m 1.0 m 0.5 m 1.5 m 1.0 m (a) (b) (c) A A B B Beton K275 dengan waterproofing Beton K275 dengan waterproofing 1.0 m 1.0 m 0.5 m 2.3 m 1.0 m (a) (b) (c) 0.5 m 2.3 m 1.0 m
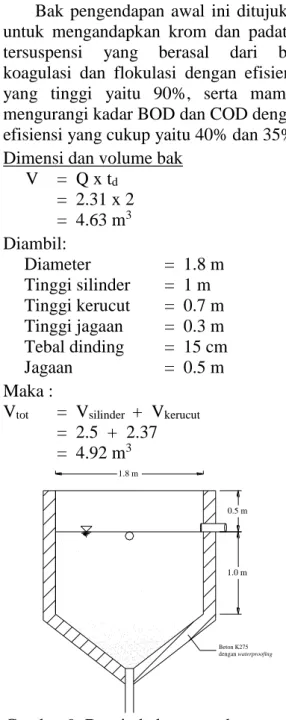
3.2.5.Bak Pengendapan Awal
Bak pengendapan awal ini ditujukan untuk mengandapkan krom dan padatan tersuspensi yang berasal dari bak koagulasi dan flokulasi dengan efisiensi yang tinggi yaitu 90%, serta mampu mengurangi kadar BOD dan COD dengan efisiensi yang cukup yaitu 40% dan 35%. Dimensi dan volume bak
V = Q x td = 2.31 x 2 = 4.63 m3 Diambil: Diameter = 1.8 m Tinggi silinder = 1 m Tinggi kerucut = 0.7 m Tinggi jagaan = 0.3 m Tebal dinding = 15 cm Jagaan = 0.5 m Maka :
Vtot = Vsilinder + Vkerucut = 2.5 + 2.37 = 4.92 m3
Gambar 9. Desain bak pengendapan awal 3.2.6.Bak Aerasi
Bak aerasi diperkirakan mampu mereduksi beban pencemar dengan efisiensi yang tinggi yaitu 95% untuk parameter BOD, COD, NH3, dan S, dan 10% untuk TSS. Hal tersebut dikarenakan pada bak aerasi diberikan pasokan oksigen berlebih untuk menguraikan zat pencemar. Pada bak ini pH kembali netral. Hal tersebut disebabkan munculnya senyawa asam yang berasal dari reaksi oksidasi sulfida.
Dimensi dan volume bak V = Q x td = 2.31 x 2 = 4.63 m3 Diambil: Panjang = 2 m Lebar = 2 m Kedalaman = 1.2 m Tinggi jagaan = 0.3 m Tinggi ruang lumpur = 0.3 m
Jagaan = 0.5 m
Sehingga volume bak desain: V = p x l x h
= 2 x 2 x 1.2 = 4.8 m3
Blower udara yang diperlukan Blower Tipe = JQT 750C
Diffuser Tipe = D215Diffuser udara disc (piringan)
Reaksi penguraian Amonia dan Sulfida - Reaksi Nitrifikasi:
NH4+ + 1.5 O2 NO2- + 2H+ + H2O NO2- + 0.5 O2 NO3-
- Reaksi Oksidasi Sulfur: S2- + ½ O2 + 2H+ S + H2O 2S + 3 O2 + 2 H2O 2H2SO4
Gambar 9. Desain bak aerasi 3.2.7.Bak Pengendapan Akhir
Bak pengendapan akhir ini ditujukan untuk mengandapkan padatan tersuspensi yang berasal dari bak aerasi dengan efisiensi yang tinggi yaitu 90%, serta mampu mengurangi kadar BOD dan COD dengan efisiensi yang cukup yaitu 40% dan 35%. A A B B Beton K275 dengan waterproofing Beton K275 dengan waterproofing (b) (a) 1.8 m 0.5 m 1.0 m 1.8 m 1.8 m 0.5 m 1.0 m (c) A A B B Beton K275 dengan waterproofing Beton K275 dengan waterproofing Blower udara (a) (b) (c) 2.0 m 2.0 m 0.5 m 1.2 m 2.0 m 1.5 m 0.6 m 0.7 m 0.6 m 2.0 m 0.5 m 1.2 m
Dimensi dan volume bak V = Q x td = 2.31 x 2 = 4.63 m3 Diambil: Diameter = 1.8 m Tinggi silinder = 1 m Tinggi kerucut = 0.7 m Tinggi jagaan = 0.3 m Tebal dinding = 15 cm Jagaan = 0.5 m Maka :
Vtot = Vsilinder + Vkerucut = 2.5 + 2.37 = 4.92 m3
Gambar 10. Desain bak pengendapan akhir
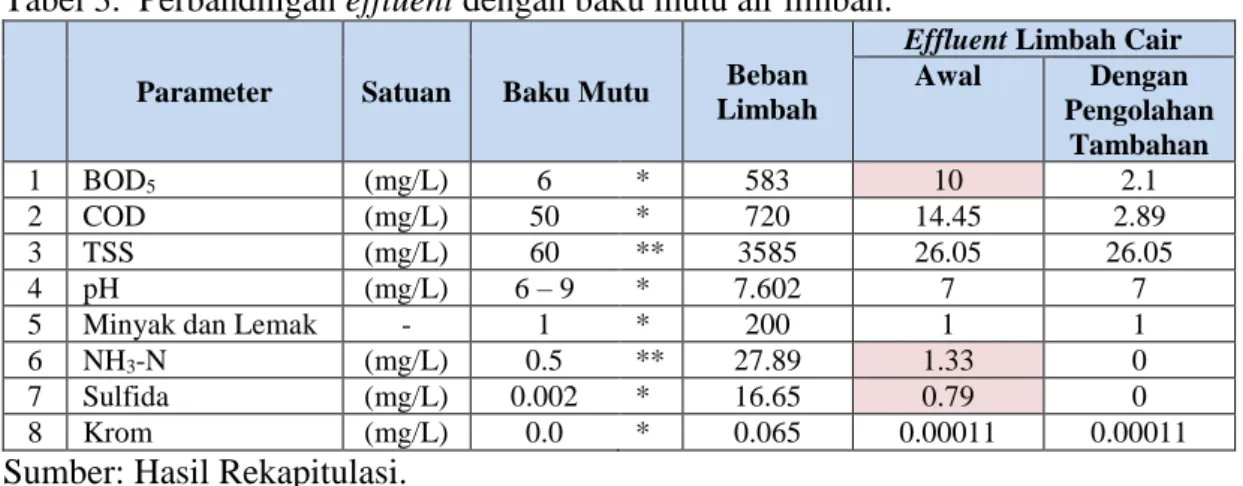
3.3.Hasil Pengolahan (Effluent)
Kualitas effluent dari proses pengolahan air limbah industri kerupuk kulit yaitu beberapa parameter effluent
diperkirakan masih belum memenuhi baku mutu air limbah, antara lain BOD, NH3, dan S (Tabel 3). Maka diperlukan pengolahan tambahan untuk menurunkan lagi kadar zat pencemar tersebut dalam air limbah.
3.4.Upaya Pemenuhan Standar Baku Mutu
3.4.1.Pengolahan Tambahan
Pengolahan tambahan digunakan agar semua parameter yang terolah diperkirakan mampu mengeluarkan effluent yang memenuhi baku mutu yang telah ditentukan. Berdasarkan analisis didapatkan pengolahan tambahan yang sesuai yaitu penambahan blower pada bak aerasi dengan cara menaikkan faktor aman pada kebutuhan udara.
Faktor aman awal = 1,2 (1 blower) Faktor aman baru = 2 (2 blower ) 3.4.2.Hasil Pengolahan Tambahan
(Effluent)
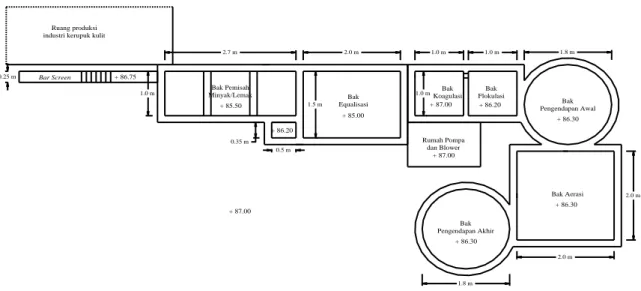
Kualitas effluent dengan pengolahan tambahan ini diperkirakan semua parameter telah memenuhi baku mutu air limbah berdasarkan Peraturan Gubernur Jawa Timur Nomor 72 Tahun 2013 dan Peraturan Pemerintah Nomor 82 Tahun 2001 (Tabel 3). Dan didapatkan skema dari perencanaan IPAL pada Gambar 11.
Gambar 11. Skema perencanaan IPAL
A A Beton K275 dengan waterproofing Beton K275 dengan waterproofing B B (c) (a) (b) 1.8 m 1.8 m 1.8 m 0.5 m 1.0 m 0.5 m 1.0 m Bak Pemisah Minyak/Lemak Bar Screen Bak Equalisasi Bak Koagulasi Bak Flokulasi Bak Pengendapan Awal Bak Aerasi Bak Pengendapan Akhir Rumah Pompa dan Blower Ruang produksi
industri kerupuk kulit
2.0 m 1.8 m 1.8 m 1.0 m 1.0 m 2.0 m 2.7 m 0.25 m 1.0 m 1.5 m 2.0 m 1.0 m 0.35 m 0.5 m + 87.00 + 85.50 + 85.00 + 86.20 + 87.00 + 86.20 + 86.30 + 86.30 + 87.00 + 86.30 + 86.75
Tabel 3. Perbandingan effluent dengan baku mutu air limbah.
Parameter Satuan Baku Mutu Beban
Limbah
Effluent Limbah Cair
Awal Dengan Pengolahan Tambahan 1 BOD5 (mg/L) 6 * 583 10 2.1 2 COD (mg/L) 50 * 720 14.45 2.89 3 TSS (mg/L) 60 ** 3585 26.05 26.05 4 pH (mg/L) 6 – 9 * 7.602 7 7
5 Minyak dan Lemak - 1 * 200 1 1
6 NH3-N (mg/L) 0.5 ** 27.89 1.33 0
7 Sulfida (mg/L) 0.002 * 16.65 0.79 0
8 Krom (mg/L) 0.0 * 0.065 0.00011 0.00011
Sumber: Hasil Rekapitulasi.
*) Peraturan Pemerintah Nomor 82 Tahun 2001
**) Peraturan Gubernur Jawa Timur Nomor 72 Tahun 2013
3.5.Perencanaan Biaya Pembangunan IPAL
Tabel 4. Perhitungan RAB pembangunan IPAL
No Jenis Pekerjaan Harga
(Rp)
I Pekerjaan Persiapan 1.600.000,00
II Pekerjaan Tanah 1.129.716,92
III Pekerjaan Struktur 18.056.884,56
IV Pekerjaan Dinding 9.547.427,66
V Pekerjaan Perpipaan 2.060.338,50
VI Pekerjaan Elektrikal 18.750.000,00 VII Pekerjaan Lain-lain 2.450.000,00 Jumlah Rp 53.594.367,64
PPN 10% Rp 5359436,764
Jumlah Total Rp 58.953.804,40
Jumlah Total Dibulatkan Rp 58.953.000,00
Terbilang
Lima Puluh Delapan Juta Sembilan Ratus Lima Puluh Tiga Ribu Rupiah
Pada pemilihan desain IPAL maka dipilih desain dengan perencanaan pengolahan tambahan menggunakan 2 blower pada bak aerasi, dikarenakan selisih harga yang tidak terlalu signifikan dengan desain awal, namun semua parameter effluent diperkirakan sudah mampu memenuhi baku mutu air limbah dan layak dibuang ke badan air.
KESIMPULAN
Berdasarkan perencanaan dan perhitungan desain IPAL industri kerupuk kulit di Kelurahan Sembung, maka didapatkan IPAL yang efektif dalam mengolah limbah cair dengan
melalui beberapa tahapan pengolahan, antara lain bar screen, bak pemisah minyak dan lemak, bak koagulasi, bak flokulasi, bak pengendapan awal, bak aerasi, serta bak pengendapan akhir. Dengan desain IPAL tersebut diperkirakan mampu menurunkan kontaminan lebih dari 90%, sehingga effluent dari pengolahan layak untuk dibuang ke badan air.
DAFTAR PUSTAKA
BPPT. 2004. Petunjuk Teknis Pengolahan Limbah Industri Kulit. Jurnal dipublikasikan. Jakarta : Kelair BPPT.
Ginting, P. 2007. Sistem Pengelolaan Lingkungan dan Limbah Industri. Bandung: Yrama Widya.
Gubernur Jawa Timur. 2013. Peraturan Gubernur Jawa Timur Nomor 72 Tahun 2013 Tentang Baku Mutu Air Limbah Bagi Industri dan Kegiatan Industri Lainnya. Surabaya : Gubernur Jawa Timur.
Kristianto. (2004). Ekologi Industri. Yogyakarta: Andi.
Moertinah, Sri. 2010. Kajian Proses
Anaerobik Sebagai Alternatif
Teknologi Pengolahan Air Limbah Industri Organik Tinggi. Dalam Jurnal Riset Teknologi Pencegahan dan Pencemaran Industri Vol.1 No. 2. Semarang: Balai Besar Teknologi
Pencegahan Pencemaran Industri Semarang.
Republik Indonesia. 1999. Peraturan Pemerintah Republik Indonesia Nomor 18 Tahun 1999 Tentang
Pengelolaan Limbah Bahan
Berbahaya Dan Beracun. Lembaga Negara RI Tahun 1999. Jakarta : Sekretariat Negara.
Republik Indonesia. 2001. Peraturan Pemerintah Republik Indonesia Nomor 82 Tahun 2001 Tentang
Pengolahan Kualitas Air dan
Pengendalian Pencemaran Air. Lembaga Negara RI Tahun 2001 Nomor 153. Jakarta : Sekretariat Negara.
Spellman, Frank R. 2008. Water and
Wastewater Treatment Plant
Operations (Second Edition). Florida : CRC Press LLC.
Sugiharto. 1987. Dasar-dasar Pengelolaan Air Limbah. Jakarta : UI-Press.