BAB II
TINJAUAN PUSTAKA
2.1.Produktivitas Pada Proses Permesinan 2.1.1. Waktu produksi
Waktu untuk menghasilkan produk atau waktu yang diperlukan untuk menyelesaikan suatu pekerjaan (memotong bagian tertentu produk) dengan cara tertentu (menggunakan suatu jenis pahat) adalah merupakan variabel yang penting dalam rangka penentuan kondisi pemesinan optimum. Untuk jumlah produk yang cukup besar maka secara kasar dapat ditentukan waktu pemesinan rata-rata untuk mengerjakan satu produk, yaitu dengan cara membagi seluruh waktu yang digunakan dengan jumlah produk yang dihasilkan. Akan tetapi, cara ini tidak baik untuk dilaksanakan karena tidak memberikan informasi yang jelas mengenai komponen waktu (bagian waktu total) yang berkaitan dengan setiap langkah pengerjaan. Sesuai dengan tujuan optimisasi maka diingnkan pembagian waktu menurut komponennya sehingga dapat diketahui komponen waktu yang mana yang mungkin dapat diperkecil.Secara garis besar dapat dikelompokan 2 macam komponen waktu yaitu :
1. Komponen waktu yang dipengerahui oleh variable proses 2. Komponen waktu yang bebas
Untuk menghasilkan satu produk maka diperlukan komponen-komponen waktu sebagai berikut :
1. Komponen waktu yang dipengaruhi oleh variabel proses a. 𝑡𝑡𝑐𝑐 = 𝑙𝑙𝑡𝑡
𝑣𝑣𝑓𝑓 =
𝑙𝑙𝑡𝑡
𝑛𝑛.𝑓𝑓 ; min/produk………..(2.1)
Keterangan :
𝑡𝑡𝑐𝑐 = waktu pemotongan sesungguhnya (real cutting time) ; min
𝑣𝑣𝑓𝑓 = kecepatan makan ; mm/min
b. 𝑡𝑡𝑑𝑑 𝑡𝑡𝑐𝑐
𝑇𝑇 ; min/produk………….………..(2.2)
Yaitu waktu penggantian pahat yang dibagi rata untuk sejumlah produk yang dihasilkan sejak pahat yang baru dipasang sampai pahat tersebut harus diganti karena aus. Bagi mesin perkakas NC atau ATC, maka pahat dapat diganti sewaktu pahat tersebut tidak digunakan (tersimpan pada tempatnya), dengan demikian siklus proses tidak terganggu, akibat komponen waktu ini dihilangkan.
Keterangan :
a. 𝑡𝑡𝑑𝑑 = waktu penggantian atau pemasangan pahat (tool changing time) ; min
b. T = umur pahat ; min c. 𝑡𝑡𝑐𝑐
𝑇𝑇 = bagian dari umur pahat yang digunakan untuk menyelesaikan
satu produk
2. Komponen waktu bebas
𝑡𝑡𝑎𝑎 = 𝑡𝑡𝐿𝐿𝐿𝐿+ 𝑡𝑡𝐴𝐴𝑇𝑇 + 𝑡𝑡𝑅𝑅𝑇𝑇+ 𝑡𝑡𝑈𝑈𝐿𝐿 +𝑛𝑛𝑡𝑡𝑠𝑠𝑡𝑡 ; min/produk……(2.3)
Keterangan :
a. 𝑡𝑡𝑎𝑎 = waktu non produktif (auxiliary time)
b. 𝑡𝑡𝐿𝐿𝐿𝐿 = waktu pemasangan benda kerja (time for loading the workpiece); min/produk
c. 𝑡𝑡𝐴𝐴𝑇𝑇 = waktu penyiapan yaitu waktu yang diperlukan untuk membawa/menggerakan pahat dari posisi mula sampai pada posisi siap untuk memotong (advancing tme) ; min/produk
d. 𝑡𝑡𝑅𝑅𝑇𝑇 = waktu pengakhiran ; yaitu waktu yang diperlukan untuk membawa/menggerakan pahat kembali keposisi mula(retracting time) ; min/produk
e. 𝑡𝑡𝑈𝑈𝐿𝐿 = waktu pengambilan produk (time for unloading the workpiece) ; min/produk
f. 𝑡𝑡𝑠𝑠
𝑛𝑛𝑡𝑡 = bagian dari waktu penyiapan mesin beserta perlengkapannya
(fixture and attachments) yang dibagi rata untuk sejumlah produk yang direncanakan untuk dibuat saat itu (𝑛𝑛𝑡𝑡, lot size)
Dengan demikian waktu pemesinan perproduk rata-rata adalah:
𝑡𝑡𝑛𝑛 = 𝑡𝑡𝑎𝑎 + 𝑡𝑡𝑐𝑐 + 𝑡𝑡𝑑𝑑𝑡𝑡𝑇𝑇𝑐𝑐 ; min/produk…………..(2.4)
Dengan demikian untuk menaikan produktifitas, maka perlu diusahakan pengecilan waktu pemesinan, yaitu dengan jalan:
a. Memperkecil waktu nonproduktif 𝑡𝑡𝑎𝑎
Waktu nonproduktif mungkin masih dapat diperkecil dengan menggunakan fixture untuk mempermudah dan mempercepat pemasangan dan pembongkaran benda kerja, mempercepat 𝑡𝑡𝐴𝐴𝑇𝑇, dan 𝑡𝑡𝑅𝑅𝑇𝑇 serta menaikan jumlah produksi. Apabila produksi belum pernah dilakukan, maka waktu nonproduksi ini hanya dapat diperkirakan berdasarkan pengalaman. Sebaliknya bagi proses produksi yang telah berjalan, maka dapat dilakukan pengamatan secara langsung (time and motion study) sehingga dapat diketahui harga rata-ratanya dan sekaligus bila perlu dapat diusulkan rencana perbaikan cara kerja.
b. Menurunkan waktu pemotongan 𝑡𝑡𝑐𝑐
Waktu pemotongan dapat diturunkan dengan memperbesar kecepatan makan 𝑣𝑣𝑓𝑓. Bagi proses bubut (turning, boring, facing), mengurdi (drilling dengan mesin bubut atau mesin gurdi dengan gerak makan otomatik) dan menyekrap (shapng, 29lanning, hal ini dapat dicapai dengan menaikan gerak makan f atau putaran spindel n. Pembesaran gerak makan akan menaikan gaya potong dan permukaan produk akan makin kasar, sedangkan pembesaran putaran spindel akan menaikkan daya potong. Apabila hal ini memungkinkan masih harus dipertimbangkan pengaruh penurunan
umur pahat karena pembesaran v atau n dan f. Semakin besar harga yang dipilih umur pahat akan semakin pendek dan semakin serng diganti. Akibatnya pada suatu kondisi tertentu produktfitas tidak mungkn dinaikan lagi malah akan menurun dengan diperkecilnya waktu pemotongan 𝑡𝑡𝑐𝑐.
Harus diingat pula bahwa semakin sering pahat diganti/diasah maka ongkos pemakaian pahat akan semakin tinggi, sehingga pada suatu kondisi tertentu ongkos produksi tidak lagi mengecil, melainkan membesar kembali. Hal ini menunjukan suatu gambaran bahwa pada suatu kondisi pemotongan yang memberikan suatu harga 𝑡𝑡𝑐𝑐 tertentu yang menghasilkan produktifitas tertinggi atau ongkos permesinan termurah.
c. Mempercepat cara penggantian pahat 𝑡𝑡𝑑𝑑
Kemudahan penggantian pahat yang telah aus dengan pahat yang baru (tajam) ditentukan oleh jenis pahat dan system pemegangnya. Penggantian pahat bubut HSS atau karbida yang dipatri keras (brazed carbide tip) pada psot mesin bubut jelas akan lebih lama dibandingkan dengan mengganti sisipan karbida (throwaway carbide tip) pada badan pahat (tool shank). Apabila pahat yang baru tidak tersedia didekat mesin, maka berarti operator harus mencari penggantinya atau mengasah sendiri, dan waktu yang hilang ini akan termasuk dalam waktu penggantian pahat. Oleh sebab itu perlu dipertimbangkan untuk menyediakan pahat cadangan atau mewujudkan bagian pabrik yang mengurusi pahat (tool cribs dengan tugas menyimpan, mengasah, dan mempersiapkan segala jenis pahat).(Taufiq Rochim 1993)
2.1.2. Ongkos produksi
Bagi suatu indusrti pemesinan adalah mutlak untuk mengetahui beberapa ongkos sebenarnya dalam pembuatan suatu produk/komponen mesin. Dengan mengetahui harga jual produk atau harga penawaran
kontrak pembuatan sejumlah produk (subcontract parts) maka dapat dibayangankan keuntungan yang akan diperoleh. Dalam kenyataan, penghitungan ongkos pembuatan tersebut tidak selalu mudah, tergantung pada ukuran perusahaan, ragam dan kompleksitas produk yang ditanganinya dan struktur penghitungan ongkos (akutansi/cost accounting) yang dianut oleh perusahaan yang bersangkutan. Ongkos pembuatan dapat ditentukan dari beberapa komponen ongkos yang membentuknya. Berbagai bentuk struktur komponen-komponen ongkos telah diajukan orang, masing-masing dengan cara pendekatan yang berbeda dengan anggapan dan penyederhanaan yang berlainan disesuaikan dengan kondisi atau ukuran perusahaan, guna mempermudah perhitungan ongkos (atau untuk tujuan lain?). Terlepas dari perbedaan yang ada tersebut, dapat dikatakan bahwa semakin teliti penentuan ongkos pembuatan maka keuntungan yang akan diperoleh akan semakin pasti atau perusahaan akan semakin berani untuk mengajukan penawaran yang serendah mungkin. Hal ini dapat dimaklumi, karena perusahaan dapat mengetahui dan berusaha untuk menekan bilamana mungkin pada salah satu atau beberapa komponen ongkos pembuatannya.
Struktur ongkos pembuatan dapat dibuat menjadi bebrapa komponen ongkos yang sesuai untuk digunakan pada analisis kondisi pemotongan optimum. Dalam hal ini pembahasan yang akan dibatasi pada hal-hal yang dianggap perlu dalam kaitannya dengan proses pemesinan. Sementara itu, penghitungan yang rinci atas komponen ongkos yang lain dapat dipelajari pada beberapa buku referensi yang sesuai (teknik akutansi). Dengan demikian, dari pemahaman atas struktur ongkos ini diharapkan dapat menjadi bekal yang cukup mantap untuk dipraktekan, dikembangkan atau disesuaikan dengan masalah sesungguhnya di industry pemesinan.
1. Ongkos total perproduk (unit cost)
Ongkos suatu produk dtentukan oleh ongkos material (bahan dasar) dan ongkos produksi yang mungkin terdiri atas gabungan beberapa langkah proses pembuatan/pemesinan sebagaimana rumus berikut :
Cu = CM + Cplan + ∑ CP ; Rp/produk………..(2.5)
Keterangan :
Cu= ongkos total ; Rp/produk CM= ongkos material ; Rp/produk
Cpla n= ongkos persiapan/perencanaan produksi ; dapat pula
dimasukan ongkos perencanaan produk (bila produk dirancang sendiri)
CP= ongkos salah satu proses produksi ; Rp/produk…..(2.6)
Ongkos material terdiri atas tiga pembelian dan ongkos tidak langsung (indirect/overhead cost of material) yang merupakan ongkos khusus yang dibebankan bagi material yang berkaitan dengan penyimpanan (sewaktu masih berupa bahan ataupun setelah menjadi produk) dan penyiapan. Bagian gudang membebani perusahaan dengan adanya ruang/gudang mesin-mesin pemotong (precutting), pengangkutan (material handling) dengan penghitungan atas bunga, pajak dan asuransi, pemeliharaan, serta karyawan yang menangani masalah pergudangan. Kesemuanya itu dibagi (dengan factor pemberat) dan dibebankan bagi masing-masing material yang ada di gudang sesuai dengan luas lantai yang diperlukan dan lamanya penyimpanan.
CM = CMo + CMi ; Rp/produk………(2.7)
Keterangan :
CM= ongkos material ; Rp/produk CMo= harga pembelian ; Rp/produk CMi= ongkos tak langsung ; Rp/produk
Ongkos proses produksi dapat dirincikan menjadi ongkos penyiapan dan peralatan (special tooling, fixture), ongkos
pemesinan (machining cost), dan ongkos pahat (cutter/tool cost), yaitu:
CP = Cr + Cm + Ce ; Rp/produk ………..(2.8)
Keterangan :
CP= ongkos produksi ; Rp/produk
Cr= ongkos penyiapan dan peralatan ; Rp/produk
Cm= ongkos pemesinan ; Rp/produk Ce= ongkos pahat ; Rp/produk
Peralatan khusus seperti pemegang (fixture) mungkin diperlukan guna memperkecil waktu nonproduktif. Fixture ini dibuat sesuai dengan mesin perkakas yang digunakan, langkah/cara pemesinan dan geometri bahan. Ongkos pembuatan fixture yang biasanya mahal (dibuat khusus, toleransi geometri komponen-komponennya cukup sempit) harus diatasi dengan memperbesar jumlah produk yang akan dibuat (lot size). Ditinjau dari proses produksi, ongkos ini dianggap sebagai ongkos tetap yang tidak dipengaruhi oleh laju kecepatan produksi.
Cr = (Cset + Cfix + Cpr)/nt ; Rp/produk………..(2.9)
Keterangan :
Cr= ongkos persiapan dan peralatan khusus ; Rp Cset= ongkos pengeturan/setting mesin (Cm, tset) ; Rp
Cfix= ongkos perkakas bentuk cekam (fixture) ; Rp
Cpr= ongkos penyiapan program NC (hanya berlaku bagi mesin
perkakas NC) yang meliputi, programming (cpr , tpr), percobaan (first article test, cm, tset ditambah bahan habis untuk percobaan) dan pengukuran pertama untuk sertifikasi program cm, tset; Rp
nt= jumlah produk yang dibuat ; buah
Ongkos pemesinan dihitung bedasarkan waktu pemesinan rata-rata perproduk dan ongkos operasi (persatuan waktu ; menit) dengan demikian dipengaruhi oleh laju kecepatan produksi. Ongkos pahat perlu ditetapkan sebagai komponen ongkos yang terpisah karena mempunyai kaitan langsung dengan umur pahat yang merupakan variable utama dalam proses pemesinan.
Cm = cm. tm; Rp/produk ……….(2.10)
Keterangan :
Cm= ongkos pemesinan ; Rp/produk
cm= ongkos operasi mesin (mesin, operator, overhead) persatuan
waktu ; Rp/min
tm= waktu pemesinan ; min/produk
2. Ongkos operasi (operating cost)
Ongkos operasi pesatuan waktu (menit) bagi suatu kesatuan produksi (mesin yang bersangkutan, operator dan seluruh bagian/kegiatan pabrik yang mendukungnya) dapat dihitung berdasarkan ongkos yang membentuknya dalam satu priode (tahun) dibagi dengan jumlah menit kerja efektif pertahun. Ongkos operasi pertahun merupakan gabungan dariongkos tetap (fixed cost) dan ongkos variabel (variable cost) yang selanjutnya dapat dikelompokan sebagai ongkos langsung (direct cost) dan ongkos tak langsung (indirect cost), yaitu :
CJ = Cf+ Cd + CI ; Rp/tahun ………(2.11)
Keterangan :
Cf = ongkos tetap pertahun ; Rp/tahun
Cd = ongkos variabel langsung pertahun ; Rp/tahun
Ci = ongkos variabel tak langsung pertahun ; Rp/tahun
3. Ongkos mata potong
Pahat (tool/cutter) merupakan bahan habis yang diperlukan dalam proses pemesinan. Suatu langkah proses pemesinan menghabiskan sebagian dari umur pahat sehingga perlu dikenakan beban atau ongkos mata potong pahat. Ongkos ini dapat dihitung bedasarkan harga pokok mata potong tersebut ditambah dengan biaya pendukungnya yaitu penyetelan dan/atau pengasahan. Sesuai dengan jenis dan konstruksinya, maka dapat dibedakan dua macam pahat yaitu pahat tanpa pengasahan (throwaway carbide trip) dan pahat yang dapat diasah (brazed tip yaitu carbide tip yang dipasang mati pada bahan pahat, dan HSS).
a. Pahat tanpa pengasahan
ce = (z)Coti
e + Csh
r + (csts) ; Rp/mata potong ………….(2.12)
Ketrerangan :
ce= ongkos mata potong pahat ; Rp/mata potong Coti= harga sisipan karbida (carbide tip/insert) Rp
e = jumlah mata potong sisipan karbida (2,3,atau 4 potong) yang bisa dimanfaatkan
Csh = harga badan pahat (pemegang sisipan) termasuk
peralatan/komponen dan suku cadangnya ; Rp
r = jumlah pemakaian badan pahat sampai aus/rusak (diperkirakan sekitar 500 – 1000 kali penggantian/penyetelan karbida sisipannya)
csts = ongkos penyetelan pahat diluar mesin (bila diperlukan
bagian pahat dan perkakas), dimana cs adalah ongkos operasi penyetelan permenit dan ts adalah waktu penyetelan ; menit z = jumlah gigi apabila pahat merupakan jenis pahat freis dengan karbida sisipan (untuk pahat bubut z =1)
b. Pahat yang dapat diasah
Ce = Cotb+rgcgtg
rg+1 + (csts) ; Rp/mata potong ………..(2.13)
Keterangan :
Cotb= harga pahat HSS atau pahat dengan kerbida sisipan yang
dipatri keras (brazed carbide tip), dalam kondisi siap pakai (tajam) ; Rp
rg= jumlah pengasahan yang mungkin dilakukan, sampai mata
potong menjadi terlalu pendek (4 -15 kali)
cgtg = ongkos penegasahan pahat tergantung pada ongkos operasi
permenit untuk proses pengasahan cg, dan waktu pengasahan tg
csts = ongkos penyetelan pahat pada tool shank atau tool block,
yang dilakukan diluar mesin perkakas NC ; Rp/mata potong. (Taufiq Rochim, 1993)
2.2.Permesinan Keras
Kita mengenal bahwa, jika kekerasan benda kerja ditingkatkan kemampuan pemesinannya akan berkurang, keausan dan keretakan pahat, kualitas akhir dari permukaan bisa menjadi masalah yang signifikan. Sebuah contoh umum adalah pemesinan akhir dari baja yang telah diberi perlakukan panas (45-65 HRC) poros, roda gigi dan komponen otomotif lainya menggunakan pahat polycrystalline cubic boron-nitride (PcBN), cermet atau ceramic. Disebut pemesinan keras, karena proses ini menghasilkan produk
akhir dengan akurasi dimensi yang baik, kualitas permukaan akhir (< 0.25
𝜇𝜇m). Daya yang ada, static dan dinamik kekakuan, serta spindel dari mesin juga work holding device dan fixture menjadi factor yang menentukan. (Serope Kalpakjian, Steven R. Schmid 2009).
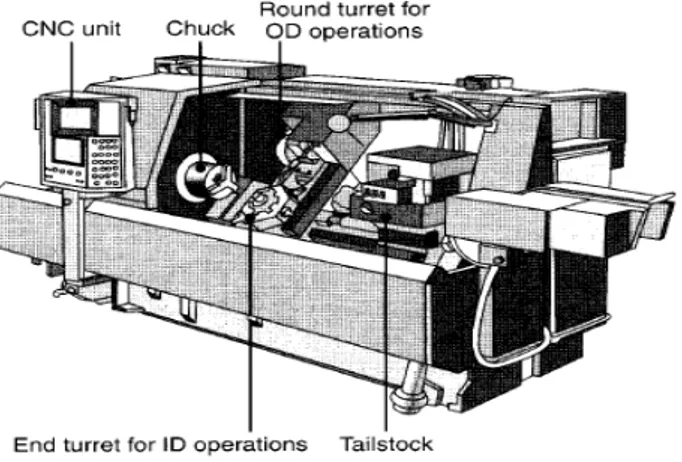
2.2.1. Operasi turning
Pembubutan (turning) adalah proses permesinan yang menghasilkan bagaian-bagian mesin berbentuk silinder yang dikerjakan dengan mengunakan mesin bubut (lathe). Prinsip dasarnya dapat didefinisikan sebagai proses permesinan permukaan luar benda silindris atau bubut rata dengan benda kerja yang berputar, dengan satu mata pahat bermata potong tunggal (single-point cutting tool), dan dengan gerakan-gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar benda kerja.
Gambar 2.1 Bagian-bagian mesin bubut konvensional
Benda kerja dipegang oleh pencekam yang dipasang diujung poros utama (spindle), dengan mengatur lengan pengatur yang terdapat pada kepala diam, poros utama (n) dapat dipilih. Harga putaran poros utama umumnya dibuat bertingkat, dengan aturan yang telah distandartkan, misalnya 630, 710, 800, 900, 1000, 1120, 1250, 1400, 1600, 1800, dan 2000 rpm.
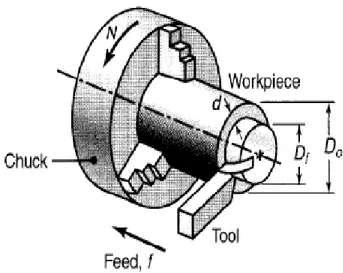
Gambar 2.3 Ilustrasi proses pembubutan
Untuk mesin bubut dengan putaran variable ataupun dengan sistem transmisi variabel kecepatan putaran poros utama tidak lagi bertingkat melainkan berkesinambungan (continue). Pahat dipasang pada dudukan pahat dan kedalaman potong (a) diatur dengan mengeser peluncur silang melalui roda pemutar menunjukan selisih harga diameter, dengan demikian kedalaman gerak translasi bersama-sama dengan kereta dan gerak makannya diatur dengan lengan pengatur pada rumah roda gigi.
Gambar 2.4 Ilustrasi skematik proses pembubutan
Gerak makan (f) yang tersedia pada mesin bubut
bermacam-macam dan menurut tingkatannya telah distandarkan misalnya : . . . ., 0,1, 0,112, 0,125, 0,14, 0,16, . . . . (mm/r). Adapaun kondisi pemotongan pada proses pembubutan adalah sebagai berikut :
Benda kerja :
a. 𝑑𝑑0 = diameter mula (mm) b. 𝑑𝑑𝑛𝑛 = diameter akhir (mm) c. 𝑙𝑙𝑡𝑡 = panjang permesinan (mm) Pahat :
a. 𝑘𝑘𝑛𝑛 = sudut potong utama (°) b. 𝛾𝛾𝑜𝑜 = sudut geram (°) Mesin bubut : a. a = kedalaman potong 𝑎𝑎 = 𝑑𝑑0�𝑑𝑑𝑛𝑛 2 (mm)……….(2.14) b. f = gerak makan (mm/r)
Elemen dasar permesinan bubut dapat dihitung dengan rumus-rumus berikut : 1. Kecepatan potong 𝑣𝑣 = 𝜋𝜋 .𝑑𝑑.𝑛𝑛1000 (𝑛𝑛 min)� ………..(2.15) 2. Kecepatan makan 𝑣𝑣𝑓𝑓 = 𝑣𝑣 . 𝑛𝑛 �𝑛𝑛𝑛𝑛 𝑛𝑛𝑚𝑚𝑛𝑛� � ………..(2.16) 3. Waktu pemotongan 𝑡𝑡𝑐𝑐 = 𝑙𝑙𝑡𝑡�𝑣𝑣𝑓𝑓(min) ………..(2.17)
4. Kecepatan penghasilan geram
𝑍𝑍 = 𝑓𝑓 . 𝑎𝑎 . 𝑣𝑣 (𝑐𝑐𝑛𝑛3�𝑛𝑛𝑚𝑚𝑛𝑛) ………..(2.18)
2.2.2. Permesinan kering
Permesinan kering (dry machining) adalah proses permesinan yang tidak menggunakan fluida pendingin dalam proses pemotongannya. Fenomena kegagalan pahat dan pengunaan cairan pemotong merupakan salah satu masalah yang banyak dikaji dan mendapat perhatian dalam kaitannya yang sangat berpengaruh terhadap kekasaran permukaan hasil pengerjaan, keteltian geometri produk dan mekanisme keausan pahat serta umur pahat, melaporkan bahwa umumya cairan pemotongan bekas disimpan dalam kontainer dan kemudian ditimbun di tanah. Selain itu, masih banyak praktek yang membuang cairan pemotongan bekas langsung ke alam bebas. Hal ini jelas akan merusak lingkungan.
Pilihan alternatif dari pemesinan basah adalah pemesinan kering, karena selain tidak ada cairan pemotongan bekas dalam jumlah besar yang akan mencemari lingkungan juga tidak ada kabut partikel cairan pemotongan yang akan membahayakan operator dan juga serpihan pemotongan tidak terkontaminasi oleh residu cairan pemotongan. Pemesinan kering mempunyai beberapa masalah yang antara lain, gesekan
antara permukaan benda kerja dan pahat potong, kecepatan keluar serpihan, serta temperatur potong yang tinggi dan hal tersebut semuanya terkait dengan parameter pemesinan.
Secara umum industri pemesinan pemotongan logam melakukan pemesinan kering adalah untuk menghindari pengaruh buruk akibat cairan pemotongan yang dihasilkan oleh pemesinan basah. Argumen ini secara khusus didukung oleh penelitian yang telah dilakukan Mukun et. al., (1995) secara kuantitatif menyangkut pengaruh buruk pemesinan basah dengan anggapan pada pemesinan kering tidak akan dihasilkan pencemaran lingkungan kerja dan ini berarti tidak menghasilkan kabut partikel cairan pemotongan. Oleh sebab itu perlu diketahui pentingnya pemesinan kering dilakukan dalam proses. pertimbangan hal diatas pakar pemesinan mencoba mencari solusi dengan suatu metode pemotongan alternatif dan mereka merumuskan bahwa pemesinan kering (dry cutting) yang dari sudut pandang ekologi disebut dengan pemesinan hijau (green machining) merupakan jalan keluar dari masalah tersebut. Melalui pemesinan kering diharapkan disamping aman bagi lingkungan, juga bisa mereduksi ongkos produksi.
Pemesinan kering direkomendasikan penggunaanya untuk mengatasi masalah pencemaran lingkungan akibat limbah cairan pendingin, maka para pakar pemesinan merekomendasikan dengan pemesinan kering. Selain karena alasan masalah pencemaran lingkungan hal lain yang menjadi alasan dipakainya metode pemesinan kering adalah untuk menghemat biaya produksi.
Ongkos 2.5 Biaya produksi permesinan secara umum (Sumbes: Balzers Inc)
Pemesinan kering diakui mampu mengatasi masalah pada dampak yang telah di uraikan diatas. Pilihan alternatif dari pemesinan basah adalah pemesinan kering, karena selain tidak ada cairan pemotongan bekas dalam jumlah besar yang akan mencemari lingkungan juga tidak ada kabut partikel cairan pemotongan yang akan membahayakan operator dan juga serpihan pemotongan tidak terkontaminasi oleh residu cairan pemotongan. Pemesinan kering mempunyai beberapa masalah yang antara lain, gesekan antara permukaan benda kerja dan pahat potong, kecepatan keluar geram, serta temperatur potong yang tinggi dan hal tersebut semuanya terkait dengan parameter pemesinan.
Konsep pemesinan kering ini sebenarnya biasa dilakukan oleh industri manufaktur. Dari aspek proses pemesinan, pemesinan kering berarti pemotongan logam dilakukan pada suhu dan gesekan yang relative tinggi. Sejak akhir tahun 1970 penggunaan proses pembubutan keras (hard turning) dijadikan inovasi berikutnya untuk mengatasi permasalahan yang ada, hal ini terbukti melalui proses pembubutan keras dapat mereduksi waktu pemesinan hingga 60 % (Thonsoff, et.al, 1995).
2.3.Bahan Baja
Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340 yang telah dilakukan proses pengerasan (hardening process). Pemilihan baja AISI 4340 karena baja ini banyak dipakai dalam pembuatan komponen-komponen permesinan, murah dan mudah didapatkan di pasaran, komponen-komponen mesin yang terbuat dari baja ini contohnya automotive dan aircrafts crankshafts, rear axle shafts, connecting rod, propeller hub, gear, drive shafts.
2.4. Pahat Karbida 2.4.1. Karbida
Jenis karbida yang “disemen” (Cemented Carbide) ditemukan pada tahun 1923 (KRUPP WIDIA) merupakan bahan pahat yang dibuatdengan cara menyinter (sintering) serbuk karbida (nitride, oksida) dengan bahan pengikat yang umumnya dari cobalt (Co). Dengan cara carbruzing masing-masing bahan dasar (serbuk) tungsten (wolfram,W) titanium (Ti), tantalum (Ta) dibuat dengan karbida yang kemudian digiling (ball mill) dan disaring. Salah satu atau serbuk karbida tersebut kemudian dicampur dengan bahan pengikat cobalt (Co) dan dicetak dengan memakai bahan pelumas (lilin). Setelah itu dilakukan presintering (1000℃ pemanasan mula untuk menguapkan bahan pelumas) dan kemudian sintering (1600℃) sehingga bentuk keping (sisipan) sebagai hasil proses cetak tekan (cold atau HIP) akan menyusut menjadi sekitar 80% dari volume semula.
Hot hardness karbida yang disemen (diikat) ini hanya akan menurun bila tejadi pelunakan elemen pengikat. Semakin besar presentase pengikat Co maka kekerasannya menurun dan sebaliknya keuletannya membaik. Modulus elastisitasnya sangat tinggi demikian pula berat jenisnya (density, sekitar 2 kali baja). Koefisien muainya setengah daripada baja dan konduktifitas panasnya sekitar 2 atau 3 kali konduktifitas panas HSS. Ada tiga jenis utama pahat karbida sisipan :
1. Karbida tungsten (WC+Co) yang merupakan jenis pahat karbida untuk memotong besi tuang (cast iron cutting grade)
2. Karbida tungsten paduan (TiN+Co; TaC-TiC+Co; WC-TaC+Co; WC-TiC-TiN+Co; TiC-Ni Mo) merupakan jenis pahat karbida untuk memotong baja (steel cutting grade)
3. Karbida lapis (coated cemented carbide) merupakan jenis karbida tungsten yang dilapis (satu atau beberapa lapisan) karbida, nitride, atau oksida lain yang lebih rapuh tetapi hot hardnessnya tinggi.
(Taufiq Rochim 1993)
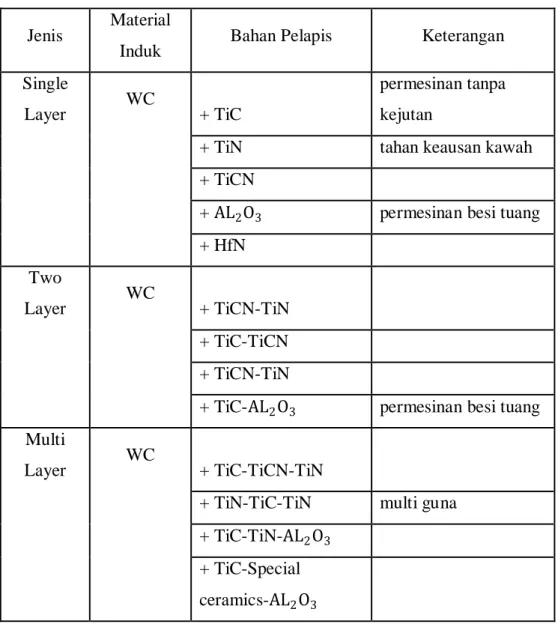
2.4.2. Karbida lapis
Coated cemented carbide pertama kali diperkenalkan oleh KRUPP WIDIA (1968) dan sampai saat ini jenis karbida lapis semakin
berkembang dan banyak dimanfaatkan dalam berbagai proses permesinan (dinegara-negara maju, pemaikainya sekitar 40% dari seluruh jenis pahat karbida yang digunakan). Umumnya sebagai material dasar adalah karbida tungsten (WC+Co) yang dilapis dengan bahan keramik (karbida, nitride, dan oksida yang keras tahan temperature tinggi serta nonadhesif). Lapisan setebal 1-8 mikron ini diperoleh dengan cara PVD atau CVD. Pelapisan secara CVD (Chemical Vapour Deposition) menghasilkan ikatan lebih kuat daripada PVD (Physical Vapour Deposition). CVD dilaksanakan dengan mengendapkan elemen atau paduan elemen (keramik) yang terjadi akibat reaksi pada fasa uap antara elemen/paduan tersebut dengan gas pereaksi. (Taufiq Rochim 1993)
Tabel 2.1 Jenis Karbida Lapis (Coated Cemented Carbides)
Jenis Material
Induk Bahan Pelapis Keterangan
Single
Layer WC + TiC
permesinan tanpa kejutan
+ TiN tahan keausan kawah
+ TiCN
+ AL2O3 permesinan besi tuang
+ HfN
Two
Layer WC + TiCN-TiN
+ TiC-TiCN
+ TiCN-TiN
+ TiC-AL2O3 permesinan besi tuang Multi
Layer WC + TiC-TiCN-TiN
+ TiN-TiC-TiN multi guna
+ TiC-TiN-AL2O3
+ TiC-Special
ceramics-AL2O3
2.5.Survey
Sumatera utara dikenal dengan hasil kebunnya yang berlimpah, salah satunya adalah kelapa sawit, banyak berdiri industri pengolahan pabrik kelapa sawit di sumatera utara. Dikutip dari situs pemerintahan Provinsi Sumatera
Utara yait
kehutanan didapat informasi bahwa kelapa sawit adalah usaha perkebunan
Tabel 2.2 Luas area perkebunan Provinsi Sumatera Utara
Jenis komoditas Perk. Rakyat PTPN Luas (Ha) PBSN PBSA Total Kelapa Sawit 405.921,08 306.393,62 248.500,45 115.202,57 1.076.017,72 Karet 378.423,44 93.282,58 62.271,64 41.258,37 575.236,03 Kelapa 110.138,84 - 1.610,20 1.053,02 112.802,06 Kakao 66.433,25 11.856,11 2.811,36 2.468,10 83.568,82 Lainnya 138.850,31 12.781,25 - 893,05 152.524,61 Jumlah 1.099.766,92 424.313,56 316.086,70 159.982,06 2.000.149,24
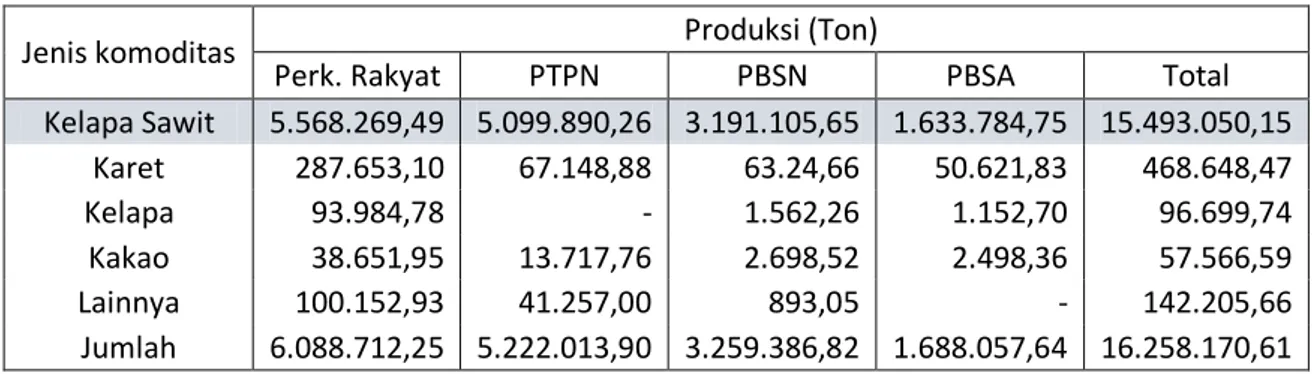
Tabel 2.3 Produksi perkebunan Provinsi Sumatera Utara
Jenis komoditas Produksi (Ton)
Perk. Rakyat PTPN PBSN PBSA Total Kelapa Sawit 5.568.269,49 5.099.890,26 3.191.105,65 1.633.784,75 15.493.050,15 Karet 287.653,10 67.148,88 63.24,66 50.621,83 468.648,47 Kelapa 93.984,78 - 1.562,26 1.152,70 96.699,74 Kakao 38.651,95 13.717,76 2.698,52 2.498,36 57.566,59 Lainnya 100.152,93 41.257,00 893,05 - 142.205,66 Jumlah 6.088.712,25 5.222.013,90 3.259.386,82 1.688.057,64 16.258.170,61
Untuk menjaga produktivitas suatu industri kelapa sawit haruslah diberi perhatian khusus pada setiap komponen/mesin pengolahan kelapa sawit agar nantinya tidak menggangu proses produksi jikalau ada komponen yang rusak, salah satunya adalah thresher yaitu berfungsi sebagai pemisah buah kelapa sawit dengan tandannya.
Banyak bengkel (workshop) di kota Medan yang membuat thresher untuk industri pengolahan kelapa sawit yang berfungsi memisahkan buah kelapa sawit dari tandannya, salah satunya Bengkel Bubut Anda yang berlokasi di Jalan Medan-Binjai km 12 dan Mustika Engineering yang berlokasi di Jalan Pukat Banting II / Mustika, Medan dalam menerima pesanan poros thresher, row material disediakan oleh pemesan, bengkel tersebut hanya melakukan proses pembubutan, satu unit poros rata-rata kedua bengkel tersebut dapat menyelesaikan dalam waktu 3-4 minggu, poros theresher menggunakan material baja AISI 4140 tanpa adalagi proses pengerasan (hardness), pahat yang digunakan yaitu brazing cemented carbide, dengan kualitas permukaan medium finish. Informasi yang didapatkan dari operator kedua bengkel teresebut bahwa ongkos jasa untuk pembubutan shaft thresher ini adalah berkisar Rp 11.000.000,- sampai dengan Rp 16.000.000,-. Dalam memproses poros thresher bengkel memiliki parameter pemotongan ( v = kecepatan poros
(rev/min), f = gerak makan (mm/rev), a = kedalaman potong (mm) ) yang
berbeda, seperti yang ditampilkan pada table berikut ini :
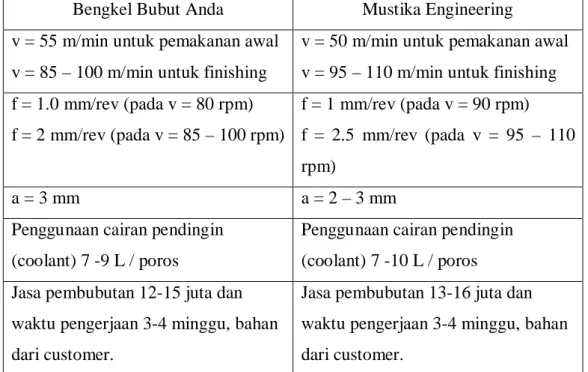
Tabel 2.4 Kondisi pemotongan pada Bengkel Bubut Anda dan Mustika Engineering
Bengkel Bubut Anda Mustika Engineering v = 55 m/min untuk pemakanan awal
v = 85 – 100 m/min untuk finishing
v = 50 m/min untuk pemakanan awal v = 95 – 110 m/min untuk finishing f = 1.0 mm/rev (pada v = 80 rpm) f = 2 mm/rev (pada v = 85 – 100 rpm) f = 1 mm/rev (pada v = 90 rpm) f = 2.5 mm/rev (pada v = 95 – 110 rpm) a = 3 mm a = 2 – 3 mm
Penggunaan cairan pendingin (coolant) 7 -9 L / poros
Penggunaan cairan pendingin (coolant) 7 -10 L / poros Jasa pembubutan 12-15 juta dan
waktu pengerjaan 3-4 minggu, bahan dari customer.
Jasa pembubutan 13-16 juta dan waktu pengerjaan 3-4 minggu, bahan dari customer.
Dalam memproses poros thresher rata-rata kedua bengkel melakukan pengasahan pahat 8 – 10 kali setelah itu pahat tidak digunakan lagi atau umur pahat habis, indikator operator mengasah pahat adalah melihat permukaan benda kerja yang tidak halus, bunyi dari gesekan pahat dengan benda kerja dan bentuk geram setelah pemotongan. Kedua bengkel tidak dapat menyusun proses perencanaan (job planning) yang baik sehingga tidak dapat meminimalkan waktu produksi poros shaft thresher agar dapat mencapai produktivitas yang efektif dan efisien.
Gambar 2.7 Row material shaft thresher baja AISI 4140
Gambar 2.9 Shaft thresher setelah di assembly
2.6.Mesin CNC Turning
Computer Numerical Control / CNC Turning merupakan system optimasi mesin perkaskas bubut yang dioperasikan oleh perintah yang diprogram secara abstrak dan disimpan di media penyimpanan, hal ini berlawanan dengan kebiasaan sebelumnya dimana mesin perkakas biasanya dikontrol dengan putaran tangan atau otomatis sederhana menggunakan cam. Kata NC sendiri adalah singkatan dari Bahasa Inggris dari kata Numerical
Control yang artinya control numerik. Mesin NC pertama diciptakan pada
tahun 1940-an sampai1950-an, dengan memodifikasi mesin perkakas biasa. Dalam hal ini mesin perkakas biasa ditambahkan dengan motor yang akan menggerakan pengontrol mengikuti titk-titik yang dimasukkan kedalam system oleh perekam kertas.Mesin perpaduan antara servo motor dan mekanis ini segera digantikan dengan system analog dan kemudian computer digital, menciptakan mesin perkakas modern atau mesin CNC (computer numerical control) yang dikemudian hari telah merevolusi proses desain.
Saat ini mesin CNC mempunyai hubungan yang sangat erat dengan program CAD. Mesin-mesin CNC dibangun untuk menjawab tantangan didunia manufaktur modern. Dengan mesin CNC, ketelitian suatu produk dapat dijamin hingga 1/100 mm lebih, pengerjaan produk masal dengan hasil yang sama persis dan waktu permesinan yang cepat. NC/CNC terdiri dari bagian utama yaitu :
a. Program
b. Control unit / processor
c. Motor listrik servo untuk menggerakan control pahat d. Motor listrik untuk menggerakan/memutar pahat e. Pahat
f. Dudukan atau pemegang
Prinsip kerja NC/CNC secara sederhana dapat diuraikan sebagai berikut : 1. Programmer membuat program CNC sesuai produk yang akan dibuat
dengan cara pengetikan langsung pada mesin CNC maupun dibuat pada computer dengan software pemrogaman CNC.
2. Program CNC tersebut lebih dikenal sebagai G-Code, seterusnya dikirim dan dieksekusi oleh prosesor pada mesin CNC menghasilkan pengaturan motor servo pada mesin untuk menggerakan perkakas yang bergerak untuk melakukan proses permesinan hingga menghasilkan produk sesuai program.
(Wikipedia.org/wiki/CNC)
2.7.Simulasi Proses Permesinan 2.7.1. MasterCam 2017
Mastercam merupakan software yang digunakan untuk menggambarkan atau merencanakan proses permesinan secara virtual melalui layar komputer. Hasil perencanaan proses permesinan tersebut selanjutnya digunakan sebagai pedoman pada pemrograman mesin CNC (Computer Numerical Controlled). Mastercam dikembangkan di Massachusetts pada tahun 1983, perusahaan yang mengembangkan
Mastercam adalah CNC Software, Inc. yang merupakan salah satu dari beberapa pengembang software PC berbasis computer aided design /
computer aid manufacturing tertua. CNC Software, Inc. saat ini berlokasi
di Tolland Connecticut. Saat ini Mastercam berkembang luas dan sering digunakan baik di dunia industry maupun dunia pendidikan.
Mastercam mendukung berbagai macam jenis mesin. Berikut produk-produk dari Mastercam :
a. Design
Untuk membuat bentuk 3D wireframe, pengukuran, serta
importing dan exporting file-file CAD non Mastercam seperti
Autocad, Solidworks, Solid Edge, Inventor, Parasolid, dan lainnya.
b. Mill
Untuk pekerjaan frais yang dapat dilakukan seperti pocketing, kontur, pengeboran, dan lainnya. Pengefraisan dapat dilakukan hngga 5 sumbu.
c. Lathe
Untuk pengerjaan pembubutan berupa bubut silindris atau pembuatan lubang benda kerja silinder.
d. Wire
Untuk membuat wirepath baik 2 sumbu maupun 4 sumbu e. Art
Untuk merancang design 3D dengan cepat maupun mengonversi 2D artwork menjadi bentuk yang machinable (mampu dikerjakan dengan permesinan)
2.7.2. Swansoft
Swansoft CNC Simulasi (SSCNC) merupakan produk inovatif yang dirancang dan dikembangkan oleh Nanjing Swansoft perusahaan teknologi berdasarkan pengalaman mengajar yang diperoleh di pabrik-pabrik manufaktur dan pusat-pusat pelatihan indutri. Nanjing Swan
Software Technology telah mengembangkan perangkat lunak mesin simulasi CNC virtual yang kuat dan akurat yang termasuk kontrol dari produsen sebagai berikut :
a. Fanuc b. Simumerik c. Mitsubishi d. GSK e. HNK f. KND g. WA h. SKY i. Haas j. Fagor k. dan Dasen.
Dengan menggunakan software ini dapat memperoleh pengalaman yang sangat dibutuhkan “praktis” untuk pemrograman, menyiapakan dan beroperasi mesin CNC dengan biaya sebagian besar berkurang. Nanjing Swan Software Technology Company mengkhususkan diri dalam perangkat lunak visualisasi terutama di bidang CAD / CAM dan NC simulasi, penetrasi dan penerapan teknologi kunci UG. Beroriantasi penelitian produk pabrik dan inovasi, Nanjing juga memasok pelanggan dengan layanan yang sangat sesuai dengan tuntutan masing-masng seperti desain produk, konsultasi teknis, dan berbasis UG-software layanan penelitian kuadrat, yang dapat membantu perusahaan menetapkan prosedur standar desain mereka sendiri.
2.7.3. NC program
Teknologi numerical control yang ada saat ini, dimunculkan pada pertengahan abad 20, tepatnya pada tahun1952 U.S Air Force yang bernama John Parsons dan Massachusetts Institute of Technology tidak diterapkan dalam produksi manufaktur sampai awal 1960-an. Keadaannya
datang dalam bentuk CNC, sekitar tahun 1972 dan satu dekade berikutnya dengan pengenalan computer mikro yang terjangkau. Sejarah dan pengembangan teknologi ini telah di dokumentasi dan telah banyak di publikasi.
Dalam manufaktur, terutama pada pengerjaan logam teknologi
numerical controlterjadi karena sebuah revolusi. Pada saat sebelum
computer memiliki perlengkapan yang standart dalam setiap perusahaan, teknologi numerical control hanya ditemukan pada tempat-tempat khusus. Evolusi pada mikro elektronik dan pengembangan computer tidak pernah berhenti berdampak pada teknologi numerical control, yang membawa perubahan yang signifikan pada dunia manufaktur umumnya dan pengerjaan logam khususnya.
1. Pengertian dari Numerical Control (NC)
Dalam berbagai publikasi dan artikel-artikel banyak penjelasan telah digunakan selama bertahun-tahun, untuk mengartikan apa itu Numerical Control (NC). Banyak pengertian dengan ide yang sama, konsep dasar yang sama, hanya penggunaan kata yang berbeda. Sebagian dari semua definisi yang ada dapat disimpulkan menjadi sebuah pengertian yang relatif sederhana “ Numerical Control dapat didefinisikan sebagai operasi pemesinan dengan cara instruksi khusus yang dikodekan untuk system kontrol mesin”
Instruksi adalah kombinasi dari huruf-huruf abjad, angka, dan symbol-simbol seperti decimal, persen, dan kurung. Semua instruksi ditulis dalam urutan logis dan bentuk yang telah ditentukan. Kumpulan semua intruksi yang dibutuhkan untuk mesin adalah sebuah bagian yang disebut NC program, CNC program, atau part program. Program tersebut dapat disimpan untuk digunakan di masa mendatang atau digunakan untuk berulang kali untuk mendapatkan hasil pemesianan yang indentik pada saat kapanpun.
2. Teknologi NC dan CNC
Dalam kepatuhan yang ketat pada istilah, ada sebuah perbedaan arti dalam singkatan NC dan CNC. NC adalah singkatan dari Numerical
Control teknologi yang awal dan original, sedangkan CNC adalah
singkatan dari Computerized Numerical Controlteknologi yang baru. Dalam prakteknya CNC lebih diminati. Untuk menerangkan kedua istilah, perhatian pada perbedaan utama antara system NC dan CNC. Kedua system melaksanakan tugas yang sama, yaitu memanipulasi data untuk tujuan pemesinan. Dalam kedua sistem, desain internal dari system control berisi instruksi logis data proses, dan memiliki akhir yang sama.
System NC (yang berlawanan dengan system CNC) menggunakan fungsi logis, system NC dibangun dalam permanen kabel dengan control unit. Fungsi ini tidak dapat diganti oleh programmer ataupun operator mesin. Karena kabel tetap dari logic control, system NC ini identik dengan istilah “hardwire”.System dapat menerjemahkan sebuah program, tetapi tidak dapat mengizinkan mengganti program, dengan menggunakan feature control. Semua perubahan yang diperlukan harus dilakukan jauh dari control, melainkan dilingkungan kantor. System NC juga memerlukan penggunaan kaset untuk menginput dari informasi program.
System modern CNC tidak seperti system NC, pengunaan mikro prosesor internal (seperti computer). Computer ini berisi memory register storing yang beraneka ragam kebiasaan yang dapat memanipulasi fungsi logical, yang berarti programmer ataupun operator mesin dapat merubah program pada control mesin perkakas, dengan hasil yang seketika itu juga. Flexsibilitas ini adalah keuntungan yang terbaik dari system CNC dan barangkali menjadi kunci elemen dari penggunaan luas di teknologi manufaktur yang modern. CNC program dan fungsi logical disimpan pada special computer chips, seperti software instructionslebih baik dibandingkan dengan penggunaan hardware connection, seperti kabel. Yang membedakan dengan NC system, CNC system dikenal dengan istilah “softwired”.
Saat menggambarkan fakta tentang teknologi control numerik, biasanya digunakan istilah NC dan CNC. Perlu diingat bahwa NC dapat berarti juga CNC dalam pembicaraan, tetapi CNC tidak ditujukan pada teknologi yang lampau. Huruf C singkatan dari computerized dan tidak dapat diterapkan dalam system hardwired. Semua system control didunia manufaktur saat ini adalah sstem CNC.