ANALISA HASIL
5.1. Analyze
5.1.1.Analisa Masalah Pada Varian Produk Liner
Untuk mengetahui tindakan apa yang dapat dilakukan untuk
mencegah terjadinya isu produk miscount (isi kurang), maka
terlebih dahulu dilakukan analisa masalah yang terjadi pada
masing-masing varian pack produk.
Liner Regular pack count 20’s
Berdasakan perhitungan analisis kemampuan proses diperoleh nilai Cpk sebesar 4,441. Nilai Cpk ≥ 1 menunjukkan bahwa proses baik (capable). Meskipun proses capable, akan tetapi
nilai rata-rata berat pack produk berada di bawah target
spesifikasi (antara target dan LSL).
Liner Longer Wider pack count 16’s
Berdasakan perhitungan analisis kemampuan proses diperoleh nilai Cpk sebesar 10,426. Nilai Cpk ≥ 1 menunjukkan bahwa proses baik (capable). Meskipun proses capable, akan tetapi
nilai rata-rata berat pack produk berada di bawah target
spesifikasi (antara target dan LSL).
5.1.2.Analisa Sebab Akibat
Setelah dilakukan perhitungan analisa kemampuan proses
dan melihat perkembangan atau trend grafik berat pack Liner pada
kedua variannya yang menunjukkan bahwa semua data berat pack
produk cenderung berada di bawah target, yaitu di antara target dan LSL. Karena pada proses yang saat ini sedang berjalan kontrol agar
produk miscount tidak sampai ke konsumen adalah dengan
penggunaan alat check weiger, jadi alat tersebut dapat mendeteksi
adanya miscount hanya berdasarkan dari berat pack produk, dan
berat pack produk sangat bergantung pada berat bulk produk Liner.
Apabila berat bulk Liner di dalam pack tersebut bervariasi atau
tidak stabil maka ada kemungkinan jumlah bulk Liner yang ada di
dalam pack tersebut tidak selalu sama (ada yang kurang). Karena
data analisis menunjukkan bahwa proses masih baik (capable),
maka perlu digali lebih mendalam lagi mengapa isu produk isi
kurang (miscount) tersbut dapat terjadi selain karena berat pack
produk yang di bawah standar. Oleh karena itu, dilakukan suatu
analisa untuk mengetahui penyebab mengapa isu produk miscount
dapat terjadi pada kedua varian produk Liner tersebut. Analisa yang
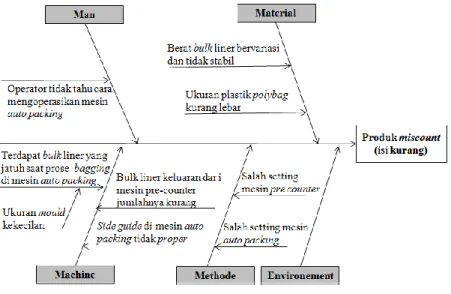
dilakukan menggunakan diagram Fishbone seperti yang
Gambar 5.1. Diagram Fishbone
Berdasarkan Diagram Fishbone di atas, dapat diperoleh
beberapa kemungkinan penyebab yang dilihat dari berbagai faktor yaitu faktor manusia (man), metode (method), mesin (machine),
bahan baku (material) dan lingkungan (environment) dengan
penjelasan sebagai berikut:
Faktro Manusia
Berdasarkan hasil dari diskusi kelompok atau brainstroming,
diperoleh bahwa penyebab produk miscount yang berasal dari
faktor manusia, yaitu operator tidak dapat mengoperasikan
mesin auto packing secara benar.
Faktor Metode
Berdasarkan hasil dari diskusi kelompok atau brainstroming,
diperoleh penyebab produk miscount yang berasal dari faktor
metode, yaitu salah melakukan penyetingan pada mesin pre
Faktor Mesin
Terdapat dua kemungkinan penyebab jika dilihat dari faktor mesin, yaitu:
- Pada saat proses counting (perhitungan) di mesin
pre-counter, liner yang sudah dihitung kemudian secara
otomatis akan dipisahkan dan masuk ke dalam jig yang
seukuran dengan tebal gabungan dari liner-liner tersebut
sesuai dengan pack count yang diinginkan . Pada saat
proses memasukkan liner ke dalam jig tersebut, posisi liner
tidak beraturan (ada yang keluar dari jig) sehingga pada saat
liner tersebut keluar dari mesin pre-counter untuk
diteruskan ke dalam mesin auto-packing, jumlahnya ada
yang berkurang.
- Di dalam mesin auto-packing terdapat proses bagging
(proses memasukkan produk liner ke dalam
plastik/polybag). Pada proses bagging tersebut, terdapat
liner yang jatuh dan tidak masuk ke dalam polybag karena
ukuran mould yang kurang besar.
Faktor Material
Berat pack produk sangat dipengaruhi oleh berat bulk produk
Liner itu sendiri. Apabila berat bulk Liner di dalam pack
tersebut bervariasi atau tidak stabil maka ada kemungkinan
jumlah bulk Liner yang ada di dalam pack tersebut tidak
berat bulk Liner cenderung di atas standar spesifikasi, maka apabila berat bulk-bulk Liner tersebut digabung menjadi satu
maka tentunya berat pack akan lebih berat dari standar
spesifikasi berat pack walaupun jumlah bulk Liner di dalam
pack tersebut kurang.
Faktor Lingkungan
Berdasarkan hasil dari diskusi kelompok atau brainstroming,
tidak diperoleh penyebab produk miscount yang berasal dari
lingkungan.
Berdasarkan uraian kemungkinan penyebab di atas, diperoleh kesepakatan dalam kelompok diskusi bahwa terdapat tiga penyebab
yang paling dominan terhadap isu produk miscount, yaitu dua dari
faktor mesin dan satu dari faktor material. Penyebab dari faktor
mesin yaitu jumlah bulk liner yang keluar dari mesin pre-counter
kurang yang diakibatkan oleh susunan bulk keluaran dari
pre-counter berantakan dan terdapat roduk yang jatuh selama proses bagging di dalam mesin auto-packing. Sedangkan penyebab dari
faktor material yaitu berat bulk liner yang tidak stabil dan bervariasi.
Dengan demikian, maka tindakan perbaikan akan difokuskan untuk mengatasi dua penyebab di atas. Untuk mengetahui secara lebih spesifik penyebab dari dua hal tersebut, maka dilakukan analisa untuk menentukan akar masalah dengan menggunakan
metode Why Why Analysis seperti dapat dilihat pada gambar
berikut ini.
Produk miscount (isi kurang)
Bulk Liner jatuh pada saat proses bagging di mesin auto
-packing
Bulk Liner keluaran mesin pre -counter jumlahnya kurang
Berat bulk Liner bervariasi dan tidak stabil
Bulk Liner menabrak mould
Terdapat bulk Liner yang tidak dapat masuk ke dalam jig
Susunan bulk Liner sebelum masuk jig berantakan Mould tidak dapat menampung
jumlah bulk yang diinginkan
Ukuran mould tidak sesuai
standar (kurang besar)
Berat bulk Liner bervariasi dan tidak stabil Terdapat bulk Liner yang jatuh
Why 1
Why 2
Why 3
Why 4
Mengganti & membuat mould
baru sesuai dengan standard
Setting nilai vacuum drum
tidak sesuai
Belum ada standar nilai
vacuum drum
Membuat standar nilai vacuum drum
Why 5
Why 6
How
Jumlah fluff pada pocket di forming drum tidak sesaui
standard
Kondisi white felt rusak
(sobek)
Mengganti white felt dengan
yang baru Gambar 5.2. Diagram Why Why Analysis
5.2. Improve
Berdasarkan di atas, Why Why Analysis di atas, dari tiga penyebab
produk miscount yang terjadi pada kedua varian pack produk Liner, maka
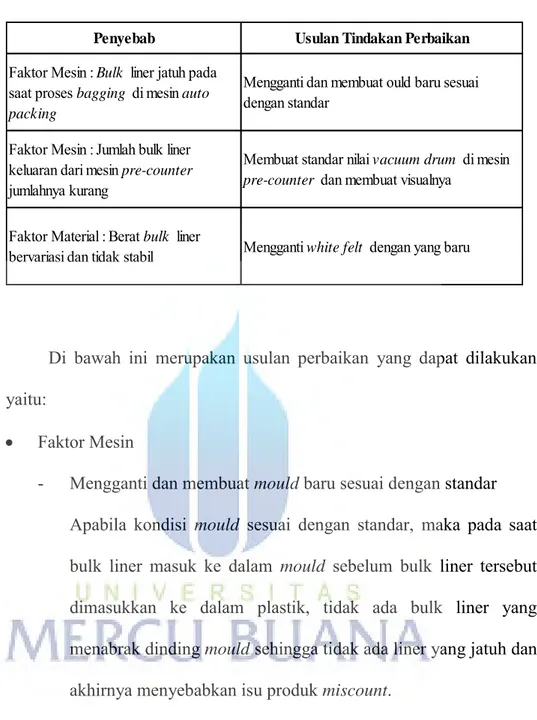
diperoleh usulan tindakan perbaikan yang dapat dilakukan sebagai berikut:
Tabel 5.1. Usulan Tindakan Perbaikan
Di bawah ini merupakan usulan perbaikan yang dapat dilakukan yaitu:
Faktor Mesin
- Mengganti dan membuat mould baru sesuai dengan standar
Apabila kondisi mould sesuai dengan standar, maka pada saat
bulk liner masuk ke dalam mould sebelum bulk liner tersebut
dimasukkan ke dalam plastik, tidak ada bulk liner yang
menabrak dinding mould sehingga tidak ada liner yang jatuh dan
akhirnya menyebabkan isu produk miscount.
- Membuat standar nilai vacuum drum
Dengan menetapkan standar nilai vacuum drum akan
menghindari terjadinya salah setting nilai vacuum drum di mesin
pre-counter sehingga bulk liner yang akan dimasukkan ke dalam
jig tidak berantakan dan tidak ada yang jatuh dan jumlahnya
Penyebab Usulan Tindakan Perbaikan
Faktor Mesin : Bulk liner jatuh pada saat proses bagging di mesin auto packing
Mengganti dan membuat ould baru sesuai dengan standar
Faktor Mesin : Jumlah bulk liner keluaran dari mesin pre-counter jumlahnya kurang
Membuat standar nilai vacuum drum di mesin pre-counter dan membuat visualnya
Faktor Material : Berat bulk liner
tidak berkurang pada saat akan dimasukkan ke mesin auto packing.
Faktor Material
- Mengganti white felt dengan yang baru
Apabila kondisi white felt dalam keadaan yang baik (tidak
sobek), maka tidak akan terdapat celah antara forming drum dan
sisi drum filter sehingga udara yang ditarik oleh vakum forming
drum dapat terhisap dengan baik menuju pocket forming drum.
Sehingga dapat diperoleh berat bulk liner yang stabil.
5.3. Control
Setelah dilakukan tindakan-tindakan perbaikan tersebut,
selanjutnya adalah tahap pengontrolan agar isu produk miscount tidak
terjadi kembali. Berikut ini beberapa tindakan pencegahan yang dapat
dilakukan untuk mencegah isu produk miscount terjadi, yaitu:
Memastikan part-part yang akan digunakan sudah sesuai dengan
standar sebelum part tersebut dipakai, dalam hal ini adalah standar
part mould, dan melakukan review pada standar part tersebut setiap
kali terjadi perubahan pada proses auto packing.
Memastikan bahwa setiap variabel mesin yang sifatnya dapat diubah,
vacumm drum, memiliki standar yang disarankan untuk menghindari
terjadinya penyetingan yang salah serta membuat visual mengenai
standar vaccum drum tersebut agar setiap operator yang melakukan
bulk yang keluar dari mesin pre-counter tidak ada yang kurang yang
disebabkan oleh susunannya yang tidak rapi.
Melakukan review masa penggunaan white felt untuk dapat
mengidentifikasi life time dari penggunaan white felt tersebut serta
melakukan pengecekan secara berkala terhadap white felt tersebut
sehingga apabila terjadi kerusakan dapat langsung diketahui dan diganti dengan yang baru.