DI PABRIK KANTONG PT. SEMEN PADANG
Oleh
EVA SURYANI
057025003/TI
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
MEDAN
DI PABRIK KANTONG PT. SEMEN PADANG
TESIS
Untuk Memperoleh Gelar Magister Teknik
Dalam Program Studi Teknik Industri Pada Sekolah Pascasarjana Universitas Sumatera Utara
Oleh
EVA SURYANI
057025003/TI
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
Nomor Pokok : 057025003 Program Studi : Teknik Industri
Menyetujui
Komisi Pembimbing
(Prof. Dr. Ir. Sukaria Sinulingga, M. Eng) (Ir. Nazaruddin, MT)
Ketua Anggota
Ketua Program Studi Direktur
(Prof.DR.Ir. Sukaria Sinulingga, M. Eng) (Prof.Dr.Ir. T. Chairun Nisa B., MSc)
PANITIA PENGUJI TESIS
Ketua : Prof. DR. Ir. Sukaria Sinulingga, M. Eng Anggota : Ir. Nazaruddin, MT
Prof. DR. Ir. A. Rahim Matondang, MSIE
Ir. Harmein Nasution, MSIE
Sekitar 90% semen yang diproduksi oleh PT. Semen Padang dikemas dalam kantong, sedangkan 10% lagi didistribusikan dalam bentuk semen curah. Salah satu jenis kantong semen produksi PT. Semen Padang adalah sewing bag, sesuai dengan namanya kantong ini dibuat dengan cara dijahit pada kedua sisi kantong.
Ditinjau dari operasi pembuatan sewing bag hingga saat ini pabrik kantong PT. Semen Padang masih belum mampu melaksanakan kegiatannya dengan optimal. Indikasi ini terlihat dari cara kerja yang tidak sesuai dengan kondisi operator yang diakibatkan oleh adanya perbedaan tinggi antara belt conveyor dan lantai yang mencapai 75 cm sehingga tidak sesuai dengan antropometri tinggi genggaman tangan operator pada saat berdiri, tingginya tumpukan tuber yang mencapai hampir 2 m dan memerlukan space (150x150) cm2 untuk menyusun tuber tersebut sehingga memaksa operator untuk bekerja dengan cara menjangkau secara maksimal dan membungkuk sampai 900, dan tingginya beban kerja operator belt conveyor yang mencapai 100%. Kondisi ini mempercepat terjadinya kelelahan dan berpotensi menimbulkan gangguan pada tulang belakang bagian bawah, serta mengakibatkan rendahnya efisiensi dan produktifitas kerja.
A Standardized Nordic Questionnaire yang disebarkan menunjukkan bahwa 100% operator mengalami nyeri pada tulang punggung bagian bawah. Penggunaan metode Rapid Entire Body Assessment untuk menilai postur operator pada saat melakukan pekerjaannya juga memberikan score 8 untuk pekerjaan meletakkan tuber ke lantai dan mengangkat tuber dari lantai ke mesin jahit yang artinya postur kerja tersebut mempunyai level resiko yang tinggi terhadap operator sehingga perlu dilakukan tindakan perbaikan segera untuk mengurangi bahkan menghilangkan dampaknya pada operator. Berdasarkan indikasi diatas perlu dikembangkan suatu model rancang ulang operasi untuk perbaikan produktivitas pembuatan kantong semen.
Hasil rancang ulang dalam bentuk perancangangan fasilitas kerja berupa meja dengan dimensi (150 x 60 x 75) cm, rancangan SOP untuk operator belt conveyor dan operator mesin jahit, rancangan daerah kerja dengan adanya penambahan fasilitas meja, berkurangya space untuk menyusun tuber menjadi (150 x 60) cm2, terjadinya penurunan beban kerja operator belt conveyor menjadi 70%, dan adanya peningkatan produktifitas kerja operator belt conveyor dari 8 lembar/detik menjadi 22 lembar/detik.
Approximately 90% cement produced by PT. Semen Padang tidy in pocket, while 10% again is distributed in the form of bulk cements. One of bag block type produce of PT. Semen Padang is sewing bag, as according to the name this pocket made by the way of sewed at pocket both sides.
Evaluated from operation of making of sewing the existing finite bag of pocket fabric PT. Semen Padang still be not able to applied the activity normally. This indication seen from made of action which unmatched to condition of operator resulted from existence of high difference between belt conveyor and floor reaching 75 cm so that unmatched to high anthropometry of operator hand grasp at the time of standing, height of heap tuber reaching deconvolution 2 m and requires space (150 x 150) cm2 to compile tuber causing forces operator to work by the way of reaching maximumly and bows to 90 degrees, and height of operator working load belt conveyor until 100%. This condition quickens the happening of fatique and lower back pain and results the low of work efficiency and productivity.
A Standardized Nordic Questionnaire propagated indicates that 100% operator to experience at lower back pain. Usage of methode Rapid Entire Body Assessment to assess operator posture at the time of doing the work is also gives score 8 for work puts down tuber to floor and lifts tuber from floor to sewing machine with the meaning the work posture has level high risk to operator causing need to be conducted action refinement soon to lessen even eliminates the impact at operator. Based on indication is upper need to be developed a redesign model operated for refinement of sewing bag to increase the productivity.
Result of redesign in the form of scheme of work facility in the form of table with dimension (150 x 60 x 75) cm, redesign SOP for operator belt conveyor and sewing machine operators, working area planning with existence of addition of table facility, the lessen of space to compile tuber becomes (150 x 60) cm2, the happening of derivation of operator working load belt conveyor becomes 70%, and existence of improvement of operator work productivity belt conveyor from 8 pieces/sec. becomes 22 pieces/sec.
Syukur Alhamdulillah kehadirat Allah SWT, hanya atas rahmat dan hidayah-Nya tesis ini dapat diselesaikan dengan segala upaya yang cukup berarti bagi penulis. Tesis ini disusun sebagai salah satu syarat untuk menyelesaikan Program Magister Teknik Industri Sekolah Pasca Sarjana Univeristas Sumatera Utara.
Dalam pelaksanaan penulisan tesis ini, penulis banyak mendapatkan bantuan dari berbagai pihak. Untuk itu pada kesempatan ini penulis ingin menyampaikan terima kasih yang sedalam-dalamnya kepada :
Bapak Prof. DR. Ir. Sukaria Sinulingga, M.Eng, selaku ketua Program Studi sekaligus Pembimbing Utama dalam penulisan tesis ini, yang telah bersedia membimbing dan memberikan masukan-masukannya pada penulisan tesis.
Bapak Ir. Harmein Nasution, MSIE, selaku Sekretaris Program pada Magister Teknik Industri dan komisi pembanding pada saat seminar hasil atas semua pengetahuan yang diberikan selama mengikuti pendidikan magister dan masukan-masukannya pada saat seminar hasil.
Bapak Ir. Nazaruddin, MT, selaku pembimbing II atas bantuan dan arahan yang diberikan selama penulisan tesis
Bapak Prof. DR. Ir. A. Rahim Matondang, MSIE, dan Ibu Ir. Nazlina, MT, selaku komisi pembanding pada saat kolokium dan seminar hasil.
Bapak Prof. DR. Yunazar Manjang, selaku Rektor Universitas Bung Hatta, atas izin pendidikan yang diberikan kepada penulis.
Seluruh staf pengajar pada Program Magister Teknik Industri, atas semua pengetahuan yang diberikan.
Bapak Irfansyah, selaku Kepala Bidang Pabrik Kantong PT. Semen Padang, dan Bapak Jarjis selaku Kepala Urusan atas semua kemudahan dan fasilitas yang diberikan selama penelitian dilaksanakan.
Seluruh pihak yang pernah memberikan bantuan dan dukungan kepada penulis yang namanya tidak dapat penulis sebutkan satu persatu.
Penulis menyadari bahwa tulisan ini masih jauh dari kesempurnaan, oleh karena itu sangat diharapkan saran dan masukan yang konstruktif sehingga berguna bagi penulis dan para pembaca nantinya.
Medan, April 2008 Penulis,
Nama Lengkap : Eva Suryani, ST.
Tempat / Tgl. Lahir : Padang, 6 November 1969 Agama : Islam
Alamat : Jl. Dr. Sutomo No. 20 B, Padang
Pendidikan dan Pelatihan
1. SD Adabiah 4 Padang, tamat tahun 1983 2. SMPN 8 Padang, tamat tahun 1986 3. SMAN 3 Padang, tamat tahun 1989
4. Sarjana (S-1) Program Studi Teknik Industri Universitas Pasundan Bandung, tamat Tahun 1995
5. Pelatihan Penyusunan Buku Ajar di Cisarua Th. 1998
6. Workshop Perancangan Sistem Kerja dan Ergonomi Berbasis Komputer Tgl. 9-10 November 1998, di Univ. Pasundan Bandung
7. Lokakarya Adaptasi ISO/TC 159 (Ergonomics) dalam SNI, Tgl. 17 – 19 Oktober 2000 di Lab. Perancangan Sistem Kerja dan Ergonomi ITB 8. Teaching Improvement Workshop Bacth VII, Fakultas Teknik Universitas
Indonesia di Jakarta Th. 2000
Pekerjaan
Staf Pengajar jurusan Teknik Industri Universitas Bung Hatta
Penelitian dan Karya Ilmiah
1. Pengabdian Masyarakat ‘ Pengembangan Industri Kecil di Kecamatan Lubuk Kilangan Padang, 1998
2. Perancangan Sistem dan Prosedur Kerja Penyelenggaraan Kegiatan Akademik Fakultas Teknologi Industri, Universitas Bung Hatta, 2004
3. Identifikasi Potensi Industri Kecil di Kecamatan Lubuk Kilangan Padang, 2004
4. Perancangan Sistem dan Prosedur Kerja Penyelenggaraan Kegiatan
ABSTRACT ... ii
KATA PENGANTAR... iii
RIWAYAT HIDUP ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
PENDAHULUAN... 1
1.1 Latar Belakang Masalah... 1
1.2 Perumusan Masalah ... 4
1.3 Tujuan dan Sasaran Penelitian ... 5
1.4 Manfaat Penelitian ………. ... 5
1.5 Ruang Lingkup Penelitian... 7
1.6 Batasan Masalah ... ... 7
1.7 Asumsi-asumsi ... 8
LANDASAN TEORI... 9
2.1 Perancangan Sistem Kerja ... 9
2.2 Peran Keilmuan Perancangan Sistem Kerja dalam Peningkatan Produktivitas... 9
2.3 Peta Aliran Proses ………. ... 10
2.3.1 Kegunaan Peta Aliran Proses ... 11
2.3.2 Analisis Peta Aliran Proses ... 11
2.4 Diagram Sebab Akibat ... 12
2.5 Ergonomi ... 13
2.6.3 Aspek-aspek dalam Perancangan... 17
2.7 Antropometri ... 17
2.7.1 Antropometri dan Aplikasinya dalam Perancangan Fasilitas ... 18
2.8 Penilaian Postur Kerja dengan Metode REBA ... 24
2.9 Pengukuran Waktu Kerja ... 26
2.9.1 Pengukuran Waktu dengan Jam Henti ... 27
2.10 Man Machine Chart ... 27
GAMBARAN UMUM OBJEK STUDI... 29
3.1 Sejarah Berdirinya PT. Semen Padang ... 29
3.2 Perkembangan PT. Semen Padang... 31
3.3 Lokasi Pabrik ... 32
3.4 Jenis Produk ... 33
3.5 Proses Produksi ... ... 34
3.5.1 Bahan dan Mesin yang Digunakan ... 35
3.5.1.1 Bahan yang Digunakan ... 35
3.5.1.2 Mesin yang Digunakan dan Fungsinya .. ... 36
3.5.2 Proses Pembuatan Sewing Bag ... 36
3.5.2.1 Proses pada mesin Tubing... 36
3.5.2.2 Proses pada mesin Jahit ... 39
3.6 Struktur Organisasi ... ... 41
3.7 Aktivitas Perusahaan ... 46
3.7.1 Tenaga Kerja ... ... 46
3.7.2 Jam Kerja ... ... 46
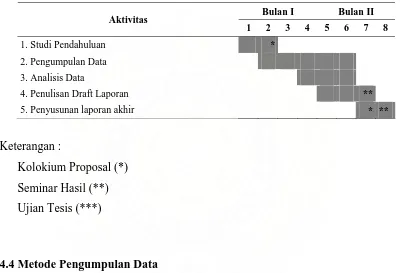
4.3 Jadwal Penelitian... 51
4.4 Metodode Pengumpulan Data ... 51
4.4.1 Pengumpulan Data Primer ... 52
4.4.2 Pengumpulan Data Sekunder ... 53
4.5 Metodologi Pengolahan dan Analisis Data ... 53
4.5.1 Plan ... 54
4.5.2 Do... 55
4.5.3 Check... 55
4.5.4 Act ... 56
PENGEMBANGAN MODEL PEMECAHAN MASALAH ... 57
5.1 Analisis Masalah ... 57
5.2 Asumsi dalam Pengembangan Model... 61
5.3 Model Pemecahan Masalah... 61
5.3.1 Analisis Operasi Sekarang ... 62
5.3.2 Identifikasi Masalah ... 63
5.3.3 Analisis Faktor Penyebab Masalah ... 63
5.3.4 Analisis Alternatif Pemecahan Masalah ... 63
5.3.5 Pemilihan Alternatif dan Implementasi ... 64
5.3.6 Spesifikasi Alternatif Terpilih... 64
PEMECAHAN MASALAH ... 65
6.1 Hasil Pemecahan Masalah... 65
6.1.1 Analisis Operasi Sekarang ... 65
6.1.1.1 Fisiologis ... 65
6.1.1.2 Jumlah Produksi ... 75
6.1.3 Analisis Alternatif Pemecahan Masalah untuk
Mengoptimalkan Operasi Pembuatan Sewing Bag ... 103
6.1.4 Alternatif Pemecahan Masalah untuk Mengoptimalkan Operasi Pembuatan Sewing Bag... 105
6.1.4.1 Merancang Fasilitas ... 106
6.1.4.2 Menambah Jumlah Operator Belt Conveyor atau Menambah Job Operator Mesin Jahit... 116
6.1.4.3 Merancang Ulang SOP ... 117
6.1.5 Pemilihan Alternatif Rancangan ... 122
6.1.5.1 Pemilihan Alternatif Rancangan Meja Kerja ... 122
6.1.5.2 Pemilihan Alternatif Penambahan Operator Belt Conveyor atau Penambahan Job Operator Mesin Jahit... 123
6.1.5.3 Pemilihan Alternatif SOP... 124
6.2 Analisis / Pengujian Hasil Pemecahan Masalah ... 124
6.2.1 Analisis terhadap Fasilitas Kerja... 125
6.2.1.1 Analisis Berdasarkan Waktu Kerja ... 125
6.2.2 Analisis terhadap Penambahan Job Operator Mesin Jahit ... 131
6.2.3 Analisis terhadap Produktivitas …... 133
6.3 Analisis Kepekaan ... 134
6.3.1 Analisis terhadap Peningkatan Jumlah Permintaan ... 135
6.3.2 Analisis terhadap Breakdown Mesin ... 138
DISKUSI DAN EVALUASI HASIL ... 139
7.1 Kendala dalam Penggunaan Hasil... 139
8.3 Studi Lanjutan ... 142
1 Produksi Kantong Semen per 6 Bulan ... 2
2 5W 1H ... 12
3 Jadwal Penelitian... 53
4 Rekapitulasi Hasil Kuesioner... 67
5 Score REBA untuk Pekerjaan Mengambil Tuber dari Belt Conveyor... 69
6 Score REBA untuk Pekerjaan Meletakkan Tuber ke Lantai... 70
7 Score REBA untuk Pekerjaan Mengangkat Tuber dari Lantai ke Mesin Jahit ... 71
8 Score REBA untuk Pekerjaan Mengangkat Sewing Bag dari Belt Conveyor... 73
9 Score REBA untuk Pekerjaan Meletakkan Sewing Bag dari Belt Conveyor ke Palet ... 75
10 Spesifikasi Mesin dan Peralatan Pembuatan Sewing Bag... 76
11 Analisa Aliran Proses Pembuatan Tuber pada Tubing Machine... 82
12 Analisa Aliran Proses Pemindahan Tuber dari Belt Conveyor ke Lantai .. 84
13 Analisa Aliran Proses Mengangkat Tuber dari Lantai ke Sewing Machine dan Penjahitan Tuber ... 86
14 Analisa Aliran Proses Penyusunan Sewing Bag ke Palet... 88
15 Data Waktu Pengangkatan Tuber dari Belt Conveyor ke Lantai ... 91
19 Data Waktu Pengangkatan Sewing Bag dari Belt Conveyor ke Palet ... 95
20 Allowance untuk Operator Palet... 95
21 Data Antropometri Tinggi Genggaman Tangan ... 98
22 Data Antropometri Jangkauan Tangan ke Atas ... 99
23 Data Antropometri Jangkauan Tangan ke Depan ... 99
24 Penjadwalan Kerja Operator Sewing ... 101
25 Rekap Masalah, Fenomena, dan Akar Masalah ... 103
26 Rekap Masalah, Fenomena, Akar Masalah, dan Rencana Tindakan ... 105
27 Distribusi Frekuensi ... 111
28 Distribusi Frekuensi (lanjutan)... 112
29 Spesifikasi Rancangan Meja ... 113
30 Data Waktu Pengangkatan Tuber dari Belt Conveyor ke Meja ... 126
31 Allowance untuk Operator Belt Conveyor... 127
32 Data Waktu Pengangkatan Tuber dari Meja ke Mesin Jahit... 128
33 Allowance untuk Operator Mesin Jahit ... 129
34 Data Waktu Pengangkatan Sewing Bag dari Belt Conveyor ke Palet ... 130
35 Allowance untuk Operator Palet ... 131
No. Judul Halaman
1 Diagram Sebab Akibat ... 13
2 Daerah Jangkauan Horizontal ... 20
3 Daerah Jangkauan Vertikal ... 21
4. Worksheet REBA ... 21
5 Struktur Operasional Unit Pabrik Kantong PT. Semen Padang... 45
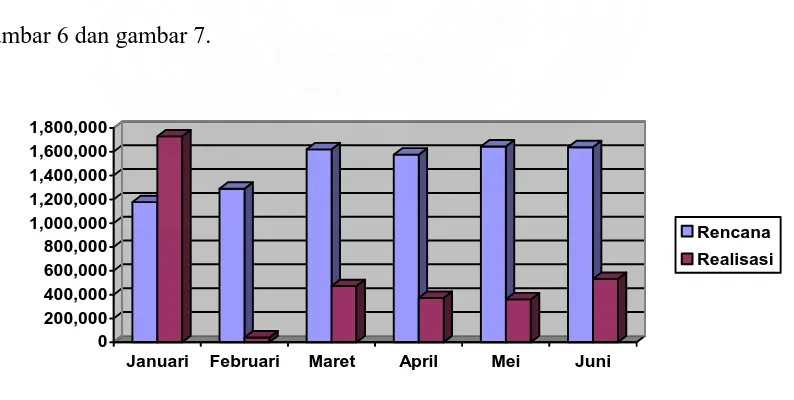
6 Grafik Rencana dan Realisasi Produksi Kantong Semen 40 kg ... 60
7 Grafik Rencana dan Realisasi Produksi Kantong Semen 50 kg ... 61
8 Kerangka Konseptual ... 62
9 Model Pemecahan Masalah... 64
10 Grafik Perbandingan Nyeri Pada Organ Gerak Operator ... 67
11 Postur Kerja Mengambil Tuber dari Belt Conveyor ... 68
12 Postur Kerja Meletakkan Tuber ke Lantai ... 70
13 Postur Kerja Mengangkat Sewing Bag dari Belt Conveyor ... 72
14 Postur Kerja Meletakkan Sewing Bag ke Palet ... 74
15 Peta Proses Operasi Pembuatan Sewing Bag ... 79
16 Flow Process Chart Pembuatan Sewing Bag... 80
17 Daerah Kerja Sewing Line... 90
18 Fish Bone Diagram ... 102
No. Judul Halaman
1 Tabel REBA... 148
2 Flow Process Chart ... 150
3 Kuesioner ... 153
4 Rancangan Meja... 179
5 Daerah Kerja ... 182
1.1 Latar Belakang Masalah
Meningkatnya persaingan, perubahan dan dinamika pasar serta perubahan
teknologi yang sangat cepat dewasa ini menuntut setiap perusahaan atau bisnis untuk
dapat secara terus menerus melakukan penyesuaian dan perubahan terhadap sistem
yang dijalankan. Sehingga dengan demikian perusahaan dan bisnis yang dijalankan
dapat terus bertahan bahkan memenangkan persaingan tersebut.
Banyak cara yang dapat dilakukan oleh perusahaan dan bisnis mengahadapi
perubahan dan dinamika yang dimaksud, mulai dari melakukan penyesuaian dan
perubahan terhadap proses produksi secara periodik pada lantai produksi hingga
penyesuaian dan perubahan pada fungsi bisnis lainnya.
Pemikiran perlunya melakukan penyesuaian dan perubahan untuk
meningkatkan daya saing perusahaan seperti diatas bagi pabrik kantong semen PT.
Semen Padang belum dapat dilaksanakan secara optimal hingga saat ini. Walaupun
disisi lain prospek produksi dan pemasaran PT. Semen Padang saat ini maupun pada
masa yang akan datang sangat baik dan diperkirakan hingga tahun 2025 akan
mengalami pertumbuhan hingga 7,1%.
Sejak didirikan pada tahun 1984, pabrik kantong semen yang dibangun di
daerah Bukit Putus, 10 km dari Kota Padang ini yang dalam proses produksinya
dan permintaan kantong dari PT. Semen Padang, seperti yang diperlihatkan pada
tabel dibawah ini ;
Tabel 1. Produksi Kantong Semen per 6 Bulan
Isi Kantong
Jenis Kantong (Sewing Bag)
Rencana Produksi (lembar)
Realisasi Produksi (lembar)
SMC DW 4 ply 1.270.000 854.500
PPC DW 4 ply 3.390.000 1.947.800
OWC 6 ply 482.400 94.025
40 kg
PPC 3 ply Reinforced 3.804.000 612.000
DW 4 ply 1.264.000 996.500
Merah 4 ply 4.360.000 3.520.000
50 kg
DW 3 ply Reinforced 8.196.000 7.563.400
Sumber : Pabrik Kantong PT. Semen Padang 2007
Pada tabel diatas dapat dilihat dari 6 bulan data rencana produksi yang dibuat
oleh manajemen pabrik kantong untuk 2 jenis kantong yang diproduksi rata-rata
hanya 20% - 80 % dari rencana produksi yang terealisasi.
Namun dalam upaya memenuhi permintaan tersebut terlihat proses operasi yang
dilaksanakan masih belum optimal. Tingkat efisiensi dan produktifitas yang berhasil
dicapai masih sangat rendah.
Beberapa fenomena yang menunjukkan belum optimalnya proses operasi
pembuatan kantong yang dijalankan saat ini dan berujung pada rendahnya pencapaian
tingkat efisiensi dan produktifitas yang dapat diamati terutama pada lantai produksi
adalah ;
1. Masih tingginya tingkat pemborosan pemakaian sumber daya yang di
akibatkan masih tingginya jumlah produk cacat yang dihasilkan.
2. Tidak ada waktu khusus yang diberikan untuk beristirahat pada operator
3. Pola produksi yang digunakan sebagai dasar proses operasi masih berorientasi
kepada permintaan yang diajukan oleh PT. Semen Padang yang biasanya
sangat fluktuatif sehingga seringkali menimbulkan berbagai masalah dan
ketidak effisienan dalam kegiatan operasi produksi yang dilaksanakan, seperti
tingginya jumlah overtime, terganggunya jadwal kerja operator yang telah
disusun serta tingginya tingkat kelelahan yang dialami oleh operator.
4. Adanya penumpukan tuber dengan ketinggian hampir 2 meter pada stasiun
kerja menunggu proses penjahitan. Tuber yang sudah diproses pada tubing
machine dipindahkan dengan menggunakan belt conveyor. Perbedaan
ketinggian antara belt conveyor dan lantai mencapai 75 cm, jika dikaitkan
dengan antropometri pekerja yang akan menyusun dan mengambil tuber dari
belt conveyor ke lantai maupun dari lantai ke mesin jahit jauh melebihi tinggi
genggaman tangan operator pada saat berdiri normal. Kondisi ini
mengakibatkan operator harus berulang kali membungkuk sampai 90o dan
menjangkau dengan jangkauan maksimal untuk meletakkan dan mengambil
tuber. Hal ini tentu saja menimbulkan ketidaknyamanan operator belt
conveyor dan operator mesin jahit dalam bekerja bahkan kondisi ini
berpotensi menimbulkan cedera pada tulang belakang bagian bawah.
Permasalahan yang ditunjukkan melalui fenomena diatas tentu saja harus
diatasi oleh pabrik kantong ini terutama dalam upaya memenuhi permintaan semen
nasional yang cenderung meningkat dan akan mengalami pertumbuhan hingga 7,1 %
Salah satu cara yang dapat dilakukan oleh pabrik kantong semen untuk dapat
memenuhi permintaan kantong semen saat ini dan mengantisipasi permintaan masa
datang adalah melakukan perubahan-perubahan dan inovasi dalam kegiatan
operasional sistem produksi, disamping dalam jangka panjang penambahan kapasitas
dengan memasang mesin dan peralatan baru.
Untuk melakukan perubahan-perubahan dalam jangka pendek tersebut,
khususnya dalam kegiatan operasional produksi salah satu cara yang dapat dilakukan
adalah meningkatkan efisiensi dan produktifitas operasi pembuatan kantong yang
dilakukan saat ini.
1.2 Perumusan Masalah
Berdasarkan uraian latar belakang permasalahan di atas dapat dirumuskan
suatu permasalahan yang akan dipecahkan dalam penelitian ini yaitu belum
optimalnya operasi pembuatan kantong semen terutama dikaitkan dengan faktor
manusia yang berkontribusi dalam menimbulkan berbagai permasalahan yang terjadi
di lantai produksi.
Hal ini terlihat dari masih tingginya tingkat pemborosan pemakaian sumber
daya yang diakibatkan masih tingginya jumlah produk cacat yang dihasilkan, adanya
penumpukan tuber dengan ketinggian hampir 2 meter pada stasiun kerja menunggu
proses penjahitan, tidak adanya waktu istirahat bagi operator selama 7 jam kerja
dalam 1 shift. Disamping itu dalam rangka memenuhi permintaan kantong dari PT.
Kondisi tersebut diatas jelas memperlihatkan bahwa operasi pembuatan
kantong yang dilaksanakan oleh pabrik kantong saat ini belum optimal. Oleh sebab
itu pemecahan masalah ini penting dilakukan tidak saja untuk mengantisipasi dampak
dari permasalahan diatas tetapi juga dalam rangka mengantisipasi peningkatan
permintaan kantong semen dimasa yang akan datang.
1.3 Tujuan dan Sasaran Penelitian
Sesuai dengan latar belakang dan rumusan masalah yang telah dijelaskan
diatas, maka tujuan yang akan dicapai dari penelitian ini adalah untuk perbaikan dan
peningkatan produktifitas melalui pengembangan suatu model rancang ulang operasi
pembuatan kantong semen. Untuk mencapai tujuan tersebut maka sasaran yang akan
dikembangkan dalam penelitian ini adalah ;
1. Membuat rancangan daerah kerja operasi pembuatan kantong semen
2. Merancang ulang standar operasi pembuatan kantong semen
3. Membuat standarisasi waktu kerja pembuatan kantong semen
1.4 Manfaat Penelitian
Ada 3 manfaat yang diharapkan dapat diambil dari penelitian ini yaitu ;
1.4.1 Bagi Perusahaan
Implementasi dari model yang dikembangkan dan didapatkan dari penelitian
pihak manajemen pabrik kantong PT. Semen Padang dalam pengelolaan
operasi untuk meningkatkan efektifitas dan efisiensi kerja pabrik kantong
khususnya dan PT. Semen Padang pada umumnya.
1.4.2 Bagi Perguruan Tinggi
a. Penelitian ini dapat memperkaya referensi karya ilmiah yang ada dari
mahasiswa Pasca Sarjana Universitas Sumatera Utara.
b. Menguatkan posisi bersaing Perguruan Tinggi di kancah pendidikan tinggi
yang ada di tanah air.
1.4.3 Bagi Mahasiswa
a. Penelitian ini bermanfaat bagi mahasiswa terutama dalam mempertajam
kemampuan analisis dan berfikir sistematis, memberikan dan menambah
pemahaman tentang cara melakukan penelitian untuk dapat menghasilkan
karya ilmiah yang bermanfaat.
b. Memberikan informasi khususnya kepada mahasiswa bagaimana penerapan
konsep ergonomi yang ditinjau dari aspek antropometri dalam proses rancang
1.5 Ruang Lingkup Penelitian
Untuk mencapai tujuan dari penelitian ini maka perlu ditetapkan beberapa hal
yang menyangkut ruang lingkup kajian dan analisis sehingga penelitian ini tidak
keluar dari tujuan dan sasaran yang hendak dicapai.
a. Melakukan analisis terhadap aliran proses pembuatan kantong
b. Merancang model operasi pembuatan kantong
c. Melakukan pengukuran waktu kerja pembuatan kantong
1.6 Batasan Masalah
Untuk melaksanakan penelitian ini perlu ditetapkan beberapa batasan kegiatan
penelitian yang dilakukan sehingga tujuan dan sasaran dari penelitian yang telah
ditetapkan dapat dicapai. Adapun batasan-batasan kegiatan yang dimaksud adalah
sebagai berikut :
1. Perancangan ulang operasi pembuatan kantong semen difokuskan kepada
perancangan alat bantu, perancangan metoda kerja dan pembebanan kerja
operator belt conveyor dan operator mesin jahit terutama pada operasi
pembuatan kantong semen unit sewing bag.
2. Rancangan yang dibuat atau diusulkan tetap mengacu kepada fasilitas dan
penggunaan teknologi sewing bag saat ini.
3. Kriteria performansi rancang ulang yang digunakan didasarkan pada kriteria
4. Rancangan alat bantu yang dibuat hanya untuk digunakan oleh operator belt
conveyor dan operator mesin jahit.
1.7 Asumsi-Asumsi
Agar penelitian ini sesuai dengan tujuan dan sasaran yang telah ditetapkan,
maka dalam penelitian ini akan digunakan beberapa asumsi yang secara langsung
berkaitan dengan objek yang akan diteliti. Adapun asumsi-asumsi yang dimaksud
adalah sebagai berikut :
a. Kapasitas produksi terpasang saat ini tidak mengalami perubahan selama
kurun waktu tertentu dan minimal sama dengan kapasitas efektif yang dapat
dicapai saat ini.
b. Pekerja yang diamati adalah pekerja yang ada sekarang dan mempunyai
kemampuan kerja sesuai dengan tuntutan pekerjaannnya,
c. Lingkungan kerja khususnya pada lantai produksi tidak mengalami
perubahan dan sangat memungkinkan untuk melakukan perubahan.
d. Pola proses operasi yang dijalankan tetap mengacu kepada jumlah produksi
2.1 Perancangan Sistem Kerja
Perancangan sistem kerja didefenisikan sebagai suatu disiplin ilmu yang
mengkaji prinsip-prinsip dan teknik-teknik perancangan, perbaikan, pengukuran, dan
pembakuan sistem kerja. Sistem kerja yang dimaksud mencakup manusia, mesin,
peralatan, material, dan lingkungan kerja yang dirancang sedemikian rupa sehingga
menjadikan sistem kerja tersebut efektif, nyaman, aman, sehat dan efisien (ENASE).
Pendekatan yang digunakan dalam perancangan sistem kerja adalah perancangan
berpusat pada manusia (human centered design).
2.2 Peran Keilmuan Perancangan Sistem Kerja dalam Peningkatan Produktivitas
Perancangan sistem kerja dalam dinamika perancangannya berlandaskan
kepada keilmuan Teknik Industri yakni tidak ada sistem yang paling baik, dengan
kata lain sistem kerja yang kita hadapi selalu dapat diperbaiki. Prinsip ini sangat besar
peranannya dalam rangka peningkatan produktivitas yang berkaitan dengan
aspek-aspek input, proses, dan output. Input ini bisa berupa bahan, material, informasi, dan
lain-lain. Output merupakan hasil transformasi dari material, informasi, dan
sejenisnya dengan bantuan proses yang berkaitan. Produktivitas sering
Suatu sistem yang produktif adalah sistem yang menghasilkan output semaksimal
mungkin dengan input seminimal mungkin. Ukuran dari produktivitas disini dapat
ditinjau dari berbagai aspek, seperti waktu, biaya, maupun kuantitas produk. Proses
transformasi input menjadi output turut berperan dalam menentukan tinggi rendahnya
produktivitas. Disamping hubungan antara input, proses, dan output, faktor
lingkungan kerja turut juga mempengaruhi produktifitas.
Perancangan sistem kerja merancang dan memperbaiki sistem kerja sebagai
suatu kesatuan yang saling berhubungan secara kontinu, dimana setelah hasil
rancangan diaplikasikan, kemudian dilakukan pengujian terhadap rancangan sistem
kerja tersebut. Setelah pengoperasian sistem kerja, dilakukan lagi pemantauan
terhadap operasi sistem kerja tersebut. Apabila masih diperlukan perbaikan dan
pembaharuan, maka dilakukan lagi pengecekan ulang sebelum dioperasikan kembali.
Hal tersebut dilakukan secara terus menerus sehingga dicapai efisiensi dan
produktivitas yang tinggi dalam berproduksi.
2.3 Peta Aliran Proses
Peta aliran proses merupakan diagram yang menunjukkan urut-urutan dari
operasi, pemeriksaan, transportasi, menunggu, dan penyimpanan yang terjadi selama
suatu proses atau prosedur berlangsung. Peta ini juga memuat informasi-informasi
yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak perpindahan.
2.3.1 Kegunaan Peta Aliran Proses
Kegunaan Peta Aliran Proses secara lebih terperinci dapat diuraikan sebagai
berikut :
a. Untuk mengetahui aliran bahan atau aktivitas orang mulai dari awal masuk
dalam suatu proses atau prosedur sampai aktivitas terakhir.
b. Peta ini memberikan informasi mengenai waktu penyelesaian suatu proses
atau prosedur.
c. Bisa digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau
dilaksanakan oleh orang selama proses atau prosedur berlangsung.
d. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metode kerja.
e. Khusus untuk peta yang hanya menggambarkan aliran yang dialami oleh
suatu komponen atau satu orang, secara lebih lengkap , maka peta ini
merupakan suatu alat yang akan mempermudah proses analisa untuk
mengetahui tempat-tempat dimana terjadi ketidakefisienan pekerjaan,
sehingga dengan sendirinya dapat digunakan untuk menghilangkan
ongkos-ongkos yang tersembunyi.
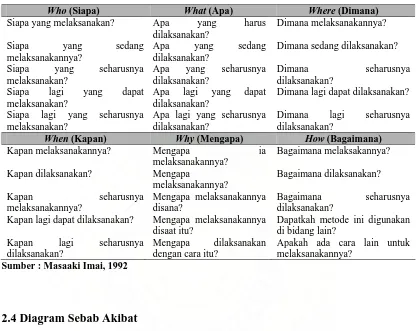
2.3.2 Analisis Peta Aliran Proses
Cara yang cukup efektif untuk menganalisa Peta Aliran Proses yaitu dengan
mengajukan enam buah pertanyaan pada setiap kejadian dari suatu Peta Aliran
Proses. Ke enam pertanyaan itu dikenal dengan teknik 5W 1H, yaitu dengan cara
Tabel 2. 5W 1H
Who (Siapa) What (Apa) Where (Dimana)
Siapa yang melaksanakan?
Siapa yang sedang melaksanakannya?
Siapa yang seharusnya melaksanakan?
Siapa lagi yang dapat melaksanakan?
Siapa lagi yang seharusnya melaksanakan?
Apa yang harus dilaksanakan?
Apa yang sedang dilaksanakan?
Apa yang seharusnya dilaksanakan?
Apa lagi yang dapat dilaksanakan?
Apa lagi yang seharusnya dilaksanakan?
Dimana melaksanakannya?
Dimana sedang dilaksanakan?
Dimana seharusnya dilaksanakan?
Dimana lagi dapat dilaksanakan?
Dimana lagi seharusnya dilaksanakan?
When (Kapan) Why (Mengapa) How (Bagaimana) Kapan melaksanakannya?
Kapan dilaksanakan?
Kapan seharusnya melaksanakannya?
Kapan lagi dapat dilaksanakan?
Kapan lagi seharusnya dilaksanakan? Mengapa ia melaksanakannya? Mengapa melaksanakannya? Mengapa melaksanakannya disana? Mengapa melaksanakannya disaat itu? Mengapa dilaksanakan dengan cara itu?
Bagaimana melaksakannya?
Bagaimana dilaksanakan?
Bagaimana seharusnya dilaksanakan?
Dapatkah metode ini digunakan di bidang lain?
Apakah ada cara lain untuk melaksanakannya?
Sumber : Masaaki Imai, 1992
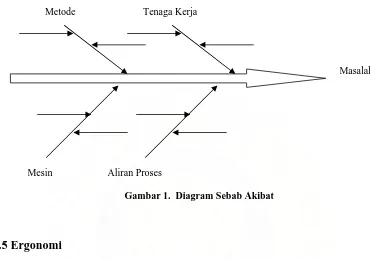
2.4 Diagram Sebab Akibat
Diagram sebab akibat disebut juga dengan diagram tulang ikan karena bentuk
diagram ini menyerupai kerangka tulang ikan. Diagram sebab akibat ini digunakan
untuk menentukan akar penyebab masalah. Diagram ini dikembangkan oleh Prof.
Kouru Ishikawa dari Jepang. Diagram ini terdiri dari sebuah tulang besar yang pada
bagian kanannya menunjukan informasi tentang masalah yang terjadi. Di sekitar
tulang besar akan didapatkan beberapa tulang berukuran sedang yang menunjukkan
penyebab utama dari permasalahan tersebut, seperti metode, tenaga kerja, mesin, dan
aliran proses. Disekitar tulang-tulang berukuran sedang ditemukan beberapa tulang
Adapun bentuk diagram tulang ikan tersebut dapat dilihat pada gambar 1 di bawah
ini.
Metode Tenaga Kerja
Masalah
[image:36.612.121.491.163.423.2]Mesin Aliran Proses
Gambar 1. Diagram Sebab Akibat
2.5 Ergonomi
Istilah ergonomi disebut juga dengan human factor. Fokus human factor
adalah manusia dan interaksinya dengan produk, peralatan, fasilitas, prosedur, dan
lingkungan kerja. Human factor melihat perubahan dari segala sesuatu yang
digunakan manusia sesuai dengan kemampuan, keterbatasan, dan kebutuhan manusia.
Dennis,2004 menyatakan Human factor mempunyai dua objektif, yang
pertama yaitu mempertinggi efektifitas dan efisiensi kerja, dengan cara penggunaan
alat yang tepat, mengurangi kesalahan, dan meningkatkan produktifitas. Objektif
kedua adalah mempertinggi nilai manusia, meliputi perbaikan keselamatan,
mengurangi kelelahan dan stress, meningkatkan kenyamanan, meningkatkan
diaplikasikan pada setiap operasi dimana terjadi interaksi antara manusia dengan
lingkungan kerjanya.
2.5.1 Prinsip Ergonomi
Ergonomi dapat digunakan dalam menelaah sistem manusia dan produksi
yang kompleks. Suma’mur P.K, M.Sc. menyatakan ada beberapa prinsip ergonomi
yaitu :
1. Sikap tubuh dalam pekerjaan sangat dipengaruhi oleh bentuk, susunan,
ukuran, penempatan mesin-mesin dan penempatan alat-alat penunjuk atau
penempatan tombol-tombol pada mesin.
2. Untuk normalisasi ukuran mesin dan alat-alat industri, harus diambil ukuan
terbesar sebagai dasar serta diatur dengan suatu cara agar ukuran tersebut
dapat diperkecil dan dapat dilayani oleh tenaga kerja yang lebih kecil.
3. Ukuran-ukuran antropometri terpenting sebagai dasar ukuran dan penempatan
alat-alat industri yaitu :
Berdiri :
a. Tinggi Badan Berdiri
b. Tinggi Bahu
c. Tinggi Siku
d. Tinggi Pinggul
4. Pekerjaan berdiri sedapat mungkin dirubah menjadi pekerjaan duduk . Jika
tidak mungkin kepada pekerja diberi tempat dan kesempatan untuk duduk.
2.6 Perancangan
Dalam suatu pekerjaan terdapat beberapa faktor yang mempengaruhi
pekerjaan tersebut. Faktor-faktor penting tersebut terdiri dari manusia, mesin,
material, metode, dan manajemen. Diantara faktor-faktor tersebut manusia
merupakan faktor paling penting karena manusia berperan sebagai perencana,
perancang, dan pengendali serta pengevaluasi dari seluruh jalannya proses. Oleh
karena itu faktor manusia harus diperhatikan dengan sebaik-baiknya agar suatu proses
dapat berjalan dengan lancar.
2.6.1 Perancangan Produk
Dalam perancangan produk ada beberapa pertimbangan yang perlu
diperhatikan, diantaranya :
1. Pertimbangan fungsional
Menganalisis dan memproyeksikan setiap pemecahan masalah produk industri
ke arah tepat guna sehingga dapat bermanfaat bagi pemakainya.
2. Pertimbangan teknis
Menganalisis dan memperhitungkan setiap kegiatan perencanaan kearah
pemilihan material, spesifikasi teknis, standar komponen, dan lain-lain yang
berhubungan dengan asumsi perencanaan.
3. Pertimbangan ergonomi
Menganalisa dan mengadakan penyesuaian-penyesuaian ke arah standar
antropometri untuk meningkatkan efektifitas dan efisiensi kerja, kenyamanan,
keamanan, dan kesehatan.
2.6.2 Prinsip-prinsip Dasar Perancangan
Tujuan dasar dari proses perancangan adalah untuk menciptakan sesuatu, bisa
berupa produk ataupun peralatan kerja, fungsinya dikehendaki untuk meningkatkan
kesejahteraan manusia maupun untuk menambah kemampuan kerja manusia.
Melalui proses perancangan produk semua faktor yang berkaitan dengan
karakteristik manusia berupa kelebihan, kekurangan ataupun keterbatasannya akan
diperhatikan secara seksama. Ada 2 prinsip perancangan, yaitu :
1. Seorang perancang produk harus menyadari benar bahwa faktor manusia
akan menjadi kunci sukses operasional sebuah produk dalam sebuah
rancangan sistem kerja manusia dan mesin.
2. Seorang perancang produk juga harus menyadari bahwa setiap produk akan
memerlukan informasi-informasi detail dari semua faktor yang terkait dalam
setiap proses perancangan. Kelebihan dan keterbatasan manusia sangat perlu
2.6.3 Aspek-aspek dalam Perancangan
Dalam perancangan produk ada beberapa aspek yang diperhatikan oleh
seorang perancang yang berkaitan dengan faktor manusia, yaitu :
1. Aspek Anatomi
a. Antropometri
b. Biomekanik (aplikasi sumber daya dari model biologi manusia dengan
menggunakan ilmu mekanika)
2. Aspek Fisiologi
a. Fisiologi kerja (pendayagunaan energi, fungsi, dan koordinasi organ
tubuh)
b. Fisiologi Lingkungan (dampak lingkungan fisik terhadap fungsi kerja
organ)
3. Aspek Psikologi
a. Psikologi keterampilan (proses informasi dan pembuatan keputusan)
b. Psikologi kerja (pelatihan upaya perbedaan individual)
2.7 Anthropometri
Anthropometri berasal dari kata anthropos yang berarti manusia dan metrikos
yang berarti ukuran. Roebuck, 1995 secara defenitif antropometri dapat dinyatakan
sebagai suatu studi yang berkaitan dengan pengukuran tubuh manusia yang
digunakan untuk menentukan perbedaan pada individu, kelompok, dan sebagainya.
akomodasi maka harus diperhatikan faktor-faktor seperti panjang dimensi tubuh
manusia dalam posisi statis dan dinamis.
Hasil pengukuran dimensi tubuh manusia berbeda antara satu populasi dengan
populasi yang lainnya. Variabilitas ini disebabkan oleh faktor-faktor seperti jenis
kelamin, suku bangsa, usia, jenis pekerjaan, dan lain-lain.
Keaadan dan ciri-ciri fisik dipengaruhi oleh banyak faktor sehingga terdapat
perbedaan antara satu dengan yang lainnya, oleh sebab itu terdapat tiga prinsip dalam
pemakaian data-data tersebut :
1. Perancangan fasilitas berdasarkan individu ekstrim
2. Perancangan fasilitas yang disesuaikan
3. Perancangan fasilitas berdasarkan harga rata-rata pemakai.
Dalam aplikasinya antropometri mempunyai beberapa kegunaan, yaitu :
1. Menganalisa postur tubuh manusia dalam merancang tempat kerja
2. Menentukan kelonggaran dalam perancangan peralatan
3. Merancang produk
2.7.1 Antropometri dan Aplikasinya dalam Perancangan Fasilitas
Data antropometri yang diperoleh dapat diaplikasikan secara luas antara lain
dalam hal :
a. Perancangan daerah kerja (work station)
Daerah kerja dapat dioptimalkan jika gerakan-gerakan yang tidak perlu
dalam kaitannya dengan jangkauan horizontal dan jangkauan vertikal.
Jangkauan yang berlebihan tidak hanya menimbulkan stress pada pekerja,
tetapi juga pemborosan waktu dan uang.
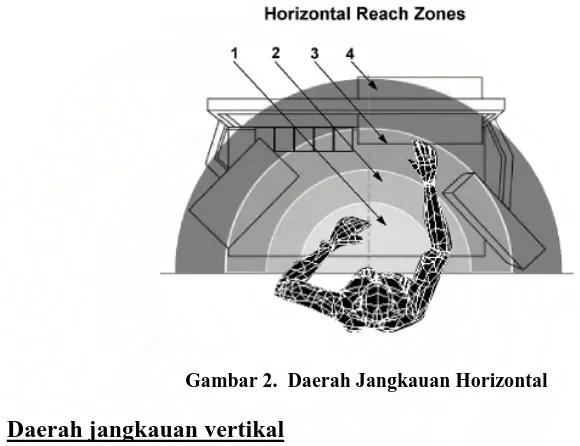
Daerah jangkauan horizontal
Mayoritas tugas dilaksanakan pada permukaan datar yang berada
dihadapan operator. Jumlah gerakan tubuh yang minimum sangat
diperlukan untuk mengoptimalkan performance operator dalam daerah
jangkauan horizontal. Ada 4 kelompok daerah jangkauan horizontal ;
Daerah jangkauan horizontal ke-1
Pada daerah ini operator dapat menjangkau objek dengan nyaman, pada
umumnya daerah jangkauan berada pada radius 5”-7” dari depan tubuh.
Daerah jangkauan ini memerlukan waktu paling sedikit untuk menjangkau
objek dan melibatkan sedikit tegangan otot.
Daerah jangkauan horizontal ke-2
Daerah jangkauan ini memerlukan perluasan lengan, menggunakan sendi
putar dan gerakan bahu tanpa gerakan tubuh. Secara normal berada pada
radius 15”-18” dari titik pusat tubuh operator.
Daerah jangkauan horizontal ke-3
Pada daerah ini, gerakan penuh dari lengan dan tubuh diperlukan untuk
menjangkau daerah 24”-30” dari titik pusat tubuh operator. Pada daerah
ini terjadi pengurangan efisiensi verja dibandingkan dengan 2 daerah
Daerah jangkauan horizontal ke-4
Daerah jangkauan horizontal paling jauh, gerakan tubuh sepenuhnya
diperlukan untuk menjangkau. Seringkali operator harus meninggalkan
posisinya atau berputar untuk menjangkau daerah ini. Diperlukan
[image:43.612.164.454.254.477.2]sejumlah besar tenaga dan waktu.
Gambar 2. Daerah Jangkauan Horizontal
Daerah jangkauan vertikal
Kebanyakan tugas-tugas memerlukan lebih banyak ruang yang tersedia
untuk bidang kerja ke arah vertikal. Ada 3 kelompok daerah jangkauan
vertikal ;
Daerah jangkauan vertikal ke-1
Daerah ini meliputi luas permukaan kerja ke suatu posisi dimana lengan
bawah operator berada di dekat hati/jantung operator. Ini adalah prioritas
Daerah jangkauan vertikal ke-2
Daerah jangkauan ini dimulai dari jantung dan perpanjangan maksimum
dari lengan sampai tinggi bahu. Prioritas peralatan pendukung dapat
diletakkan di daerah ini sepanjang operator tidak menghabiskan banyak
waktu dalam posisi tersebut.
Daerah jangkauan vertikal ke-3
Pada daerah jangkauan paling atas operator harus menggunakan gerakan
tubuh bagian atas untuk menjngkau pada daerah ini. Gerakan dalam derah
ini seringkali memerlukan gerakan kepala. Daerah prioritas rendah ini
[image:44.612.160.449.386.664.2]dapat diperbaiki dengan cara mendekatkan objek pada operator.
b. Perancangan peralatan kerja seperti mesin, perkakas (tools), dan lain-lain.
Adapun langkah-langkah perancangan fasilitas dengan pertimbangan aspek
antropometri adalah :
a. Melakukan pengukuran dimensi tubuh yang terkait dengan fasilitas yang
akan dirancang
b. Menghitung nilai rata-rata dari hasil pengukuran
X =
∑
X /nc. Menghitung Rata-rata sub group
X =
∑
k Xd. Menghitung standar deviasi
δ =
N X Xi
∑
( − )2e. Menghitung standar deviasi sub group
x = n
δ
f. Melakukan uji keseragaman data
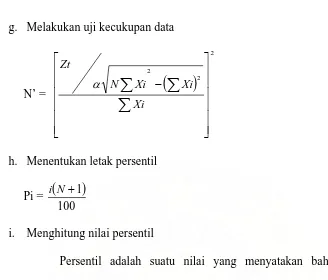
g. Melakukan uji kecukupan data
N’ =
( )
2 2 2 ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ −
∑
∑
Xi∑
Xi Xi
N Zt
α
h. Menentukan letak persentil
Pi =
(
)
100 1
+
N i
i. Menghitung nilai persentil
Persentil adalah suatu nilai yang menyatakan bahwa persentase
tertentu dari sekelompok orang yang dimensinya sama dengan atau lebih
rendah dari nilai tersebut. Misalnya 95% populasi adalah sama dengan atau
lebih rendah dari 95 persentil; 5% dari populasi berada sama dengan atau
[image:46.612.126.454.93.373.2]lebih rendah dari 5 persentil. Besarnya nilai persentil dapat ditentukan dari
tabel probabilitas distribusi normal.
Dalam antropometri 95 persentil menunjukkan tubuh berukuran besar,
sedangkan 5 persentil menunjukkan tubuh berukuran kecil. Jika diinginkan
dimensi untuk mengakomodasi 95% populasi maka 2,5 dan 97,5 persentil
adalah batas rentang yang dapat dipakai.
Pi =
(
)
⎥⎦ ⎤ ⎢⎣ ⎡ − + f F N i p b 100
b = Batas bawah kelas persentil
p = Lebar kelas persentil
N = Jumlah data
F = Jumlah frekuensi semua kelas interval dengan tanda kelas yang lebih
kecil dari tanda kelas untuk kelas persentil ke-i
f = Frekuensi kelas persentil
i = 1,2,3,…sesuai dengan persentil yang ingin dicari
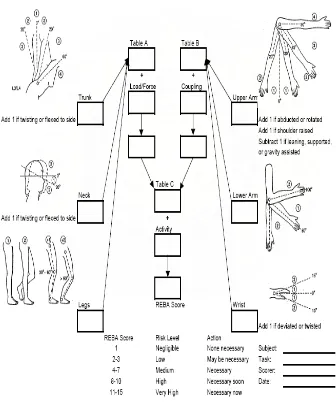
2.8 Penilaian Postur Kerja dengan Metode REBA (Rapid Entire Body
Assessment)
a. Merupakan suatu metode penilaian postur kerja untuk menilai faktor resiko
gangguan tubuh keseluruhan.
b. Untuk masing-masing tugas, penilaian dibagi atas masing-masing grup yang
terdiri dari 2 grup yaitu Grup A dan Grup B.
c. Grup A terdiri atas postur tubuh kanan dan kiri dari batang tubuh (trunk),
leher (neck), dan kaki (legs). Sedangkan grup B terdiri atas postur tubuh
kanan dan kiri dari lengan atas (upper arm, lengan bawah (lower arm), dan
pergelangan tangan (wrist).
d. Skor A adalah jumlah dari hasil pada tabel A dan skor beban/kekuatan.
e. Skor B adalah jumlah skor dari tabel B dan skor coupling untuk
f. Skor C dibaca dari tabel C dengan memasukkan skor A dan skor B.
g. Skor REBA diperoleh dengan jumlah dari skor C dan skor tindakan.
[image:48.612.134.470.242.645.2]2.9 Pengukuran Waktu Kerja
Pengukuran waktu kerja merupakan kriteria yang paling banyak digunakan
untuk mendapatkan ukuran performansi kerja. Beberapa kegunaan pengukuran waktu
kerja diantaranya :
a. Dasar untuk menetapkan waktu standar dan kecepatan produksi
b. Dasar menetapkan hari atau jam kerja yang wajar untuk dasar menetapkan
upah kerja serta target produksi
c. Dasar untuk melakukan perbaikan kerja lebih lanjut
d. Dasar untuk menyusun perencanaan dan pengendalian produksi yang wajar
Pengukuran waktu kerja bertujuan untuk mendapatkan waktu baku
penyelesaian pekerjaan yaitu waktu yang dibutuhkan secara wajar oleh seorang
pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem
kerja terbaik saat itu. Ini dimaksudkan untuk menunjukkan bahwa waktu baku yang
dicari bukanlah waktu penyelesaian pekerjaan yang diselesaikan secara tidak wajar
seperti terlampau cepat atau terlampau lambat, bukan diselesaikan oleh seorang
pekerja yang istimewa terampilnya atau lamban, dan bukan pula yang
mengerjakannya dalam sistem kerja yang belum baik.
Pengukuran waktu kerja dapat dilakukan secara langsung maupun tidak
langsung. Pengukuran waktu secara langsung berarti pengukurannya dilakukan secara
langsung di tempat pekerjaan tersebut dilakukan. Metode yang dapat digunakan untuk
pengukuranwaktu secara langsung ini adalah metoda jam henti atau dengan sampling
2.9.1 Pengukuran Waktu dengan Jam Henti
Langkah-langkah pengukuran waktu kerja dengan jam henti dilaksanakan
dengan langkah-langkah sebagai berikut :
a. Tetapkan tugas / aktivitas yang akan diukur
b. Pilih operator yang normal
c. Informasikan maksud dan tujuan pengukuran kerja kepada supervisor dan
operatornya
d. Catat semua data yang berkaitan dengan sistem operasi kerja
e. Uraikan tugas atas elemen-elemennya
f. Laksanakan pengukuran waktu sejumlah N kali
g. Cek statistik data (keseragaman dan kecukupan data)
h. Hitung waktu siklus (Ws)
i. Tetapkan faktor penyesuaian (p) dan kelonggaran (l) kerja yang wajar
j. Hitung waktu normalnya
( )
WN =WSxpk. Tetapkan waktu baku
( )
Allowance W
Wb N
− =
1
2.10 Man Machine Chart
Man Machine Chart merupakan grafik yang menggambarkan koordinasi
antara waktu bekerja dan waktu menganggur dari kombinasi antara pekerja dan
mesin. Adapun kegunaan dari peta ini adalah untuk melakukan penyelidikan,
pekerja dan mesin bisa ditingkatkan, disamping itu juga keseimbangan kerja antara
pekerja dan mesin bisa lebih diperbaiki. Peningkatan efektifitas penggunaan dan
perbaikan keseimbangan kerja tersebut dapat dilakukan dengan cara :
a. Merubah tata letak tempat kerja
b. Mengatur kembali gerakan-gerakan kerja
c. Merancang kembali mesin dan peralatan
d. Menambah pekerja bagi sebuah mesinatau sebaliknya menambah mesin bagi
seorang pekerja
Lambang-lambang yang digunakan dalam pembuatan Man Machine Chart yaitu :
Menunjukkan waktu menganggur
Digunakan untuk menyatakan pekerja atau mesin yang sedang menganggur
atau salah satu sedang menunggu yang lain.
Menunjukkan kerja tak bergantungan (independent)
Jika ditinjau dari pekerja maka keadaan ini menunjukkan seorang pekerja
yang sedang bekerja dan independent dengan mesin dan pekerja lainnya.
Menunjukkan kerja kombinasi
Jika ditinjau dari pekerja maka antara operator dan mesin atau dengan
operator lainnya sedang bekerja secara bersama-sama. Jika ditinjau dari pihak
mesin, maka berarti selama bekerjanya mesin tersebut memerlukan pelayanan
Bab ini berisi tentang pengkajian terhadap sistem produksi yang dilakukan
pihak perusahaan sebelum dilakukan perbaikan. Pada bab ini juga dijelaskan
beberapa hal yang berhubungan dengan perusahaan sebagai data pendukung dan
pelengkap seperti sejarah singkat perusahaan, struktur organisasi, aktivitas
perusahaan dan data perusahaan lainnya.
3.1 Sejarah Berdirinya PT. Semen Padang
Tahun 1906 seorang perwira Belanda berkebangsaan Jerman yang bernama Ir.
Carl Christopus Lau tertarik dengan batu-batuan yang ada di bukit Karang Putih dan
Bukit Ngalau. Batuan itu dikirimnya ke negeri Belanda untuk diteliti dan hasilnya
menunjukkan bahtuan tersebut dapat dijadikan sebagai bahan baku semen.
Tanggal 25 Januari 1907, Ir. Carl Christopus Lau lalu mengajukan
permohonan kepada pemerintah Hindia Belanda untuk mendirikan pabrik semen di
Indarung dan pada tanggal 16 Agustus 1907 permohonannya disetujui.
Sumber bahan baku kapur dan batu silika pada awalnya berasal dari Bukit
Ngalau dan tanah liat dari daerah sekitar pabrik. Pada tahun 1920 penambangan batu
kapur dipindahkan ke Bukit Karang Putih. Bahan bakar untuk operasi pabrik
Untuk kelanjutan usaha, Lau menghimpun kerjasama dengan beberapa
perusahaan. Pada tanggal 18 Maret 1910 berdirilah NV. MIPCM dengan Akte Notaris
Johannes Peider Smidth Amsterdam.
Tahun 1911 Kiln pertama selesai dan mulai memproduksi dengan kapasitas
76,5 ton/hari. Kiln ke 2 selesai dipasang pada tahun 1912 dengan kapasitas yang sama
dengan Kiln yang pertama. Ternyata kedua Kiln ini tidak berfungsi dengan baik,
maka Kiln pengganti siap dan mulai memproduksi pada tahun 1919 dan tahun 1925
dengan kapasitas masing-masing 110 ton/hari. Pada tahun 1927 dipasang kiln ketiga
dengan kapasitas 210 ton/hari.
Perluasan selanjutnya dilakukan pada tahun 1935 dengan kapasitas produksi
kiln baru 270 ton/hari. Meletusnya perang dunia ke II tahun 1939 perluasan pabrik
terhenti. Tanggal 17 Maret 1942 Jepang merebut Indonesia dari tangan Belanda,
sehingga manajemen perusahaan ditangani oleh Asano Cement, pabrik terbesar di
Jepang. Tanggal 14 Agustus 1945 Jepang menyerah pada Sekutu dan mengambil alih
pabrik dan merubah namanya menjadi Kilang Semen Indarung.
Tanggal 21 Juli 1947 Belanda melancarkan agresinya yang pertama merebut
kembali pabrik semen. Pabrik itu baru bisa dijalankan pada bulan April 1948 setelah
dilakukan perbaikan dan namanya dirubah menjadi NV. Padang Portland Cement
Maatschpij (PPCM). Peningkatan produksi terlihat baik sehingga pada tahun 1957
PPCM mencapai kapasitas produksi 154.000 ton/tahun.
Pada tanggal 5 Juli 1958 normalisasi pabrik ini dilaksanakan dibawah
dengan nama Semen Indarung. Berdasarkan PP No.7/1971 yang dikeluarkan pada
tahun 1972 statusnya berubah menjadi PT . Semen Padang yang seluruhnya dimiliki
oleh pemerintah.
3.2 Perkembangan PT. Semen Padang
Untuk mengimbangi permintaan akan semen, PT. Semen Padang yang semula
mampu memproduksi 170.000 ton/tahun merasa perlu untuk mengadakan perluasan
usaha. Usaha yang dilakukan dengan melakukan dua tahap rehabilitasi yaitu :
1. Tahap I (Rehabilitasi Indarung I)
Mulai berproduksi tahun 1973 dengan kapasitas produksi 220.000 ton per
tahun.
2. Tahap II (Rehabilitasi Indarung II)
Mulai berproduksi tahun 1975 dengan kapasitas produksi sampai 330.000 ton
per tahun.
Indarung I merupakan satu-satunya pabrik yang dimiliki dan merupakan
peninggalan Belanda dengan proses konvensional (proses basah). Pada tahun 1977
ditandatangani kontrak dengan Denmark dimulainya pengembangan pabrik Semen
Padang dengan membangun unit Indarung II dengan proses kering (dry process) yang
selesai pembangunannya pada tahun 1980 dengan kapasitas 660.000 ton per tahun.
Tahun 1981 ditandatangani kontrak dengan pemerintah Denmark dan India
untuk membangun pabrik Indarung IIIA dan IIIB dimana Denmark membangun
membangun III B dan selesai pada tahun 1987 dengan kapasitas produksi 660.000 ton
per tahun.
Pada tahun 1991 PT. Semen Padang membangun lagi pabrik Indarung IIIC dan
kemudian digabungkan dengan Indarung IIIB dan sekarang menjadi Indarung IV
dengan kapasitas produksi 1.620.000 ton per tahun. Untuk pengembangun lebih lanjut
PT. Semen Padang telah membangun Indarung V dengan kapasitas produksi 2,3 juta
ton per tahun yang dibangun secara swakelola, maka total kapasitas produksi menjadi
5.570.000.000 per tahun.
3.3 Lokasi Pabrik
Pabrik kantong PT. Semen Padang berlokasi di jalan By Pass km 10, Bukit
Putus. Lokasi pabrik kantong ini terletak di pinggiran kota sehingga membuat proses
produksi tidak terlalu mengganggu pemukiman penduduk dan dapat dengan mudah
dicapai oleh kendaraan serta terletak di pinggir jalan raya.
Adapun batas-batas wilayah unit kantong PT. Semen Padang adalah :
a. Sebelah timur : Lubuk Kilangan
b. Sebelah barat : Samudra
c. Sebelah utara : Kuranji
3.4 Jenis Produk
PT. Semen Padang saat ini memproduksi Semen Portland, Oil Well Cement
(OWC), dan Super Mansory Cement (SMC).
a. Semen Portland
Semen ini telah memenuhi standar SII No. 0013/1981 BSBi, 12/1978 :
ASTMC No. 150.
Semen Portland terdiri dari beberapa tipe :
b. Semen Portland Type I
Semen tipe ini digunakan untuk keperluan yang tidak memerlukan persyaratan
khusus seperti tahan terhadap panas, hydrasi, dan tekanan awal. Kadar
kandungan sulfat pada tanah dan air 1,0%. Pemakaian semen ini adalah untuk
pembangunan rumah pemukiman, gedung sekolah, kantor, bangunan pabrik,
dan lain-lain.
c. Semen Portland Type II
Digunakan untuk bangunan besar dari beton massa. Kandungan sulfat pada
tanah dan air 0,1 – 0,2% panas hydrasi sedang dan digunakan untuk
pembangunan tepi laut, bangunan bekas tanah rawa, aliran irigasi, landasan
jembatan, dan lain-lain.
d. Semen Portland Type III
Digunakan untuk konstruksi bangunan yang memerlukan kekuatan tekanan
seperti pembuatan jalan beton, bangunan dalam air yang tidak memerlukan
ketahanan terhadap serangan sulfat, bangunan tingkat tinggi, dan lain-lain.
e. Semen Portland Type IV
Digunakan untuk bangunan yang memerlukan hydrasi yang rendah seperti
pembuatan dam-dam besar, beton yang massanya lebih besar, bangunan di
daerah panas dan kering.
f. Semen Portland Type V
Digunakan untuk konstruksi bangunan pada tanah dan air. Arealnya
mengandung sulfat yang sangat tinggi seperti instalasi pengolahan limbah
pabrik, konstruksi dalam air, jembatan, terowongan, pelabuhan, dan lain-lain.
g. Oil Well Cement (OWC)
Semen ini merupakan semen khusus yang digunakan untuk pengeboran
minyak bumi dan gas alam dengan konstruksi sumur minyak dibawah
permukaan laut dan bumi yang telah memenuhi standar.
h. Super Mansory Cement (SMC)
Digunakan untuk konstruksi perumahan , gedung, jalan yang struktur
betonnya maksimal k 225. Dapat juga digunakan untuk bahan baku
pembuatan genteng beton dan lain-lain.
3.5Proses Produksi
Proses produksi pembuatan kantong semen yang akan diuraikan disini adalah
3.5.1 Bahan Dan Mesin Yang Digunakan
Bahan-bahan untuk pembuatan kantong semen ini ada yang didatangkan dari
luar negeri dan ada juga produksi dalam negeri. Sedangkan mesin-mesin yang
digunakan semuanya merupakan teknologi dari Jepang.
3.5.1.1Bahan Yang Digunakan
Bahan baku yang digunakan untuk pembuatan kantong ini ada 4 macam :
a. Kertas Kraft
Kertas ini berbentuk gulungan dengan diameter 1m dan berat 667 kg
sampai 870 kg didatangkan dari Rusia dan Swedia. Ukuran standar kertas
kraft ini 75 gr/m2.
b. Lem
Bahan pembuatan lem ini merupakan tepung tapioka yang didatangkan
dari PT. Inchasi Raya di daerah Sijunjung Sumatera Barat.
c. Benang
Benang yang digunakan adalah benang alas (polymida) yang didatangkan
dari Surabaya dan benang jahit (nilon) dari Cilacap untuk menjahit ujung
kantong.
d. Tinta
Tinta yang digunakan didatangkan dari Jakarta dan bermerk Indo Ink.
Fungsi dari tinta ini sebagai pewarna logo PT. Semen Padang yang
3.5.1.2Mesin Yang Digunakan dan Fungsinya
a. Tubing Machine 2 unit
Mesin yang digunakan untuk membuat kantong setengah jadi.
b. Sewing Machine 12 Unit
Mesin yang digunakan untuk membuat kantong jadi.
c. Slitter Machine
Digunakan untuk memotong kertas kraft untuk membuat kertas pita (crepeed)
dengan ukuran yang telah ditentukan.
d. Mixer Glue
Alat yang digunakan untuk membuat lem dengan menggunakan proses panas.
3.5.2 Proses Pembuatan Sewing Bag
Berikut ini diuraikan masing-masing proses produksi pembuatan kantong
yang dimulai dari pembuatan kantong ½ jadi pada tubing machine dan pembuatan
kantong jadi pada sewing machine.
3.5.2.1Proses Pada Mesin Tubing (Mesin Potong)
Proses yang terjadi pada mesin potong adalah proses pembuatan kantong
setengah jadi yang masih dalam bentuk tube, dengan kapasitas sebesar 7000 – 7500
lembar/jam dari kapasitas terpasang 150 lembar/menit atau 9000 lembar/jam. Mesin
tersendiri. Dalam hal ini akan kita tinjau mesin potong menurut aliran proses produksi
yang terjadi yaitu :
1. Paper Roll Stand
Gulungan kertas dipasang pada masing-masing paper roll stand yang
tersusun berjajar. Jumlah gulungan kertas kraft yang dipasangkan pada
paper roll stand disesuaikan dengan jumlah lapisan kantong (ply) yang
akan diproduksi. Kertas yang terletak pada stand pertama yang digunakan
untuk lapisan luar kantong dialirkan terlebih dahulu ke printing unit.
Sedangkan kertas pada stand lainnya langsung menuju ke separate roll.
2. Printing Unit
Printing unit ini digunakan untuk mencetak logo serta merk PT. Semen
Padang. Mesin cetak yang digunakan adalah mesin cetak dua warna.
Kertas yang diprinting dialirkan bersama-sama kertas lainnya ke separate
roll.
3. Separate Roll
Pada separate roll ini masing-masing kertas dipisahkan satu sama lainnya
agar dapat ditarik secara merata oleh Web Draw Unit yang dilengkapi
dengan roller-roller yang terletak pada mesin lipat. Web Draw Unit ini
digunakan untuk mengatur ketegangan kertas supaya sama.
4. Longitudinal Pasting Unit
Lapisan-lapisan kertas yang telah disusun rapi pada separate unit
tepi kertas yang telah ditentukan. Satu set Glue Device (peralatan lem)
yang terdiri dari Glue Whell (roda lem) yang jumlahnya disesuaikan
dengan jumlah ply (lipatan lapisan kertas) yang akan diproduksi.
5. Forming Unit
Kertas yang sebelumnya dibubuhi lem pada Longitudinal Pasting Unit
diteruskan ke Forming Unit untuk melakukan pelipatan pada kertas hingga
terbentuk tube.
Forming Unit dilengkapi dengan Forming Plate. Press Roller, Gusset
Roller yang merupakan tahap-tahap pelipatan kertas pada Forming Unit.
6. Cutting Unit
Pada unit ini, kertas yang telah dilipat pada forming unit dilanjutkan ke
mesin potong untuk dilakukan pemotongan tube sesuai panjang yang
ditentukan. Panjang pemotongan pada mesin potong ini dapat dirubah
dengan mengganti Gear (Change Gear). Change Gear ini dilengkapi
dengan beberapa buah gigi yang dijadikan sebagai ketentuan dari panjang
pemotongan tube.
7. Dual Conveyor
Tube yang telah dipotong pada Cutting Unit dibawa ke Dual Conveyor
dengan menggunakan Conveyor Separator. Ada 3 unit Conveyor
Separator yaitu Conveyor Separator 1, Conveyor Separator 2, Conveyor
Separator 3 yang digerakkan dengan motor penggerak sendiri. Dual
menghitung tube sesuai dengan yang telah ditentukan oleh operator. Tube
yang telah dipotong pada cutting unit dipress pada conveyor dengan
menggunakan Bag Press Roll. Pada conveyor 2 tube ditumpuk dengan
rapi. Jika jumlah tube yang tertumpuk telah sesuai dengan jumlah yang
telah distel conveyor ini akan bergerak dan diikuti oleh conveyor 3 untuk
selanjutnya tube atau produk setengah jadi dengan menggunakan belt
conveyor dibawa ke mesin jahit untuk melakukan penjahitan kedua ujung
tuber.
3.5.2.2Proses Pada Mesin Jahit
Proses yang dihasilkan pada mesin potong (Tubing Machine) masih dalam
bentuk ½ jadi yang disebut tuber, dimana pinggir atas dan bawah belum dijahit.
Dengan menggunakan belt conveyor tuber dibawa ke mesin jahit.
Proses yang terjadi pada mesin jahit ini adalah proses lanjutan untuk membuat
produk jadi, dengan kapasitas produksinya antara 1800-2000 lembar/jam dari
kapasitas terpasangnya 40 bag/menit. Mesin jahit ini terdiri dari beberapa unit
rangkaian berdasarkan proses produksi yaitu :
1. Automatic Bag Feeder
Automatic Bag Feeder berfungsi untuk mengumpankan tuber secara
otomatis. Tuber ditarik satu per satu oleh vacuum chuck dengan
memanfaatkan angin kompresor lalu dibawa dan diletakkan pada roll
2. Valve Former Unit
Pembentukan valve dilakukan oleh valve former. Valve ini merupakan
lobang (klep) untuk memasukkan semen pada packing plant. Unit ini juga
terdapat vacuum chuck dan open powl yang berfungsi membuka bagian
valve yang akan dilipat oleh Folding Bar. Setelah selesainya pembentukan
valve maka tube dibawa oleh conveyor untuk diumpankan ke Sewing
Machine Unit.
3. DSM (Double Sewing Machine Unit)
DSM Unit (Double Sewing Machine Unit) berfungsi untuk menjahit kedua
ujung tuber. Pada mesin jahit ini juga terdapat cutter yang bergerak secara
otomatis berfungsi memotong craft tape (Kertas Pita) yang dijahitkan
pada tuber guna menutupi pinggir bawah tuber.
4. Automatic Bag Cloting Unit
Setelah melakukan proses penjahitan maka proses pembuatan kantong jadi
telah selesai. Kantong dikumpulkan di automatic bag colling unit guna
dilakukan perhitungan banyaknya kantong yang telah selesai dibuat.
Kantong ditumpuk menurut setting yang dikehendaki.
5. Belt Conveyor
Kantong yang ditumpuk dijalankan diatas belt conveyor yang siap
membawa kantong ke tempat pemeriksaan akhir dan penyusunan ke palet
3.6Struktur Organisasi
Dalam suatu perusahaan harus memiliki suatu manajemen atau organisasi
yang baik agar dalam pelaksanaan suatu pekerjaan dapat berjalan dengan lancar.
Struktur organisasi dalam sebuah perusahaan sangatlah diperlukan karena dapat
memudahkan di dalam melaksanakan tugas-tugas yang akan dilakukan. Maka dengan
adanya struktur organisasi para pekerja atau bawahan dapat digerakan secara
bersama-sama untuk mencapai tujuan yang telah ditetapkan oleh perusahaan. Dengan
adanya struktur organisasi dapat ditentukan fungsi, wewenang dan tanggung jawab
setiap karyawan baik sebagai atasan maupun sebagai bawahan. Struktur organisasi
yang dipakai oleh Pabrik Kantong PT. Semen Padang adalah struktur organisasi garis
dan staff.
Adapun tugas dan tanggung jawab serta wewenang setiap jabatan di pabrik
kantong PT. Semen Padang adalah :
1. Kepala Bidang
Wewenang dan tanggung jawab
a. Memeriksa, mengawasi persediaan bahan penolong kantong
b. Memeriksa dan mengetahui kondisi operasional mesin
c. Mengevaluasi pemakaian bahan dan kemampuan mesin
d. Mengkoordinasikan tugas bawahan serta memberi pangarahan untuk
melaksanakan tugas
e. Mengkoordinasikan pelaksanaan pekerjaan dengan unit-unit terkait.
g. Mengimplementasikan sistem manajemen mutu lingkungan dan
melaksanakan koordinasi dan pengawasan.
h. Mengkoordinir dan mengawasi kegiatan pemeliharan peralatan
i. Menandatangani surat-surat dan membuat laporan kegiatan pembuatan
kantong.
2. Kepala Urusan Operasional A
a. Mencek langsung ke lapangan untuk mengetahui kondisi operasi mesin.
b. Mencek persediaan kantong dan bahan yang ada.
c. Mengevaluasi pemakaian bahan dan kemampuan pabrik kantong dalam
melayani pesanan-pesanan dari unit pemasaran.
d. Koordinasi pelaksanaan pekerjaan dengan unit-unit terkecil.
3. Kepala Urusan Operasional B
a. Membuat laporan bulanan bahan dan kantong semen dan mengevaluasinya.
b. Mengawasi pengujian bahan-bahan kantong semen dan drop test semen.
c. Membuat laporan evaluasi hasil tes bahan-bahan kantong.
4. Operasi I Sewing bag Machine
a. Mencatat berapa banyak produksi kantong yang menggunakan mesin jahit.
b. Mengcek kantong jahit yang ada di gudang.
c. Mengawasi kelancaran mesin sewing/mesin jahit.
5. Operasi I Pasted Bag Machine
a. Mencatat berapa banyak produksi kantong pada mesin pasted.
c. Mengawasi kelancaran mesin pasted.
6. Electrician I
b. Mengawasi/mengecek mesin apabila ada kerusakan pada mekanik, electrical
maupun instrumennya.
7. Operator I pada operasional B
a. Mengurus administrasi pabrik.
c. Mengurus perbekalan pabrik kantong.
8. Operator Printing
a. Mencek persediaan tinta pada printing unit.
b. Mengawasi printing unit dalam penempelan logo pada kertas.
c. Menambah tinta yang sudah habis.
9. Operator Unwind
a. Mengawasi unwind unit apabila terjadi kerusakan.
10. Operator Cutting
a. Mengawasi pemotongan kertas.
b. Mengatur ukuran pemotongan.
c. Mengecek cutting unit apabila ada kerusakan.
11. Tata Usaha
a. Membuat laporan produksi kantong daam sehari.
b. Membuat jurnal harian.
12. Operator Bidang transit/log
a. Mengawasi penyusunan kantong jadi.
b. Mengecek berapa banyak kantong jadi di gudang.
13. Operator Glue Mixer
a. Mengecek persediaan bahan pembuat lem.
b. Membuat lem.
c. Memeriksa apabila ada lem yang habis.
d. Mengawasi kelancaran mesin glue m