TESIS
Oleh :
D
D
E
E
D
D
I
I
D
D
E
E
R
R
M
M
A
A
W
W
A
A
N
N
057025001 / TI
SEKOLAH PASCA SARJANA
UNIVERSITAS SUMATERA UTARA
MEDAN
2007
STUDI APLIKASI PENGENDALIAN MUTU PRODUKSI
KANTONG SEMEN PADA UNIT SEWING BAG
DIVISI PABRIK KANTONG PT. SEMEN PADANG
TESIS
Untuk Memperoleh Gelar Magister Teknik Dalam Program Studi Teknik Industri
Pada Sekolah Pascasarjana Universitas Sumatera Utara
Oleh :
D
D
E
E
D
D
I
I
D
D
E
E
R
R
M
M
A
A
W
W
A
A
N
N
057025001 / TI
SEKOLAH PASCA SARJANA
UNIVERSITAS SUMATERA UTARA
MEDAN
Telah Diuji Pada : Hari Selasa, 09 Oktober 2007
Panitia Penguji Tesis
Ketua : Prof. DR. Ir. Sukaria Sinulingga, M.Eng Anggota : Aulia Ishak, ST.,MT
RINGKASAN
Divisi Pabrik Kantong merupakan divisi yang diberi tanggung jawab oleh PT. Semen Padang dalam memproduksi sejumlah kantong semen. Pabrik Kantong memproduksi dua jenis kantong yaitu sewing bag dan pasted bag. Dalam kegiatan produksinya, banyak produk gagal (defect) ditemui pada proses pembuatannya yang tidak memenuhi spesifikasi, meliputi : (1) Cacat Hasil Printing, (2) Cacat Hasil Longitudinal Glue, (3) Cacat Hasil Cutting , dan (4). Cacat Hasil Sewing. Umumnya cacat yang terjadi karena kesalahan operator, mesin dan pengaturan proses produksi yang tidak optimal.
Berdasarkan laporan kualitas produksi sewing bag hampir 2,79 % dari total rata-rata produksi setiap bulan diperoleh produk / kantong tidak sesuai dengan spesifikasi (defect), dimana hasil longitudinal glue tidak merata dan kuat merupakan cacat dominan yang terjadi pada produksi kantong semen dengan persentase sebesar 77% dari produksi kesemua jenis kantong yang tidak berkesesuaian terjadi.
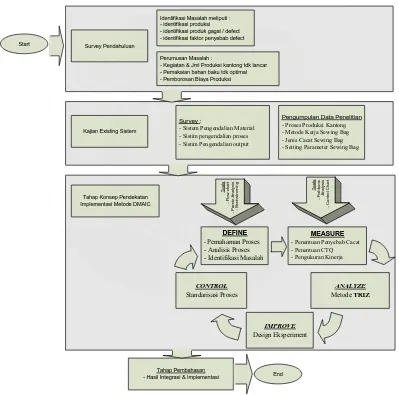
Penelitian dilakukan untuk mengidentifikasi faktor-faktor kritis (CTQ) yang berpengaruh terhadap timbulnya cacat hasil longitudinal glue tidak merata dan kuat, serta dapat ditentukan settingan optimal dari mesin Extruder dengan merancang perlakuan percobaan terhadap faktor-faktor yang sangat berpengaruh pada permesinan, sehingga biaya yang ditimbulkan akibat kegagalan produk dapat dikendalikan. Pelaksanaan penelitian dilakukan dengan menggunakan pendekatan metoda Six Sigma dengan integrasi analisis TRIZ dan Eksperimental Design.. Metoda Six Sigma dilaksanakan dengan menggunakan pendekatan Define, Measure, Analyze,
Improve dan Control (DMAIC).
Faktor yang telah diidentifikasi, didapatkan faktor yang berpengaruh terhadap karakteristik kualitas (CTQ) yaitu kecepatan Main Motor dan temperature suhu
Extruder. Berdasarkan hasil pengujian CTQ dengan uji kebebasan pada tingkat
ABSTRACT
Factory Division with Sewing Bag represent by division is responsibility to producing of bag block in PT. Cement Padang. The Factory produce two type; that is of sewing bag and of pasted bag. In activity of its production, They found many defect product at process, which do not fulfill specification, covering : ( 1) Handicap Result of Printing, ( 2) Handicap Result of Longitude of Glue, ( 3) Handicap Result of Cutting, and ( 4). Handicap Result of Sewing. Defect generally that happened because mistake of operator, machine and arrangement of production process which is not optimal.
Pursuant to report is quality of production almost 2,79 % from totalizeing mean produce of sewing bag, each month obtained by product disagree with specification, where result of longitude of glue do not flatten and strong represent dominant handicap that happened at bag block production with percentage equal to 77% from all production the sack;bag type which do not according to happened.
Research conducted to identify critical factors (CTQ) having an effect on to incidence handicap result of longitude glue do not flatten and strength, and also can be determined by optimal setting of Extruder machine designed, the treatment of attempt to factors which is very have an in with machinery, so that the expense of which generated effect the failure of product can be controlled. Execution of research conducted by using approach of method with Six Sigma integration, TRIZ analyze and Eksperimental Design. Six Sigma Method of executed by using approach of Define, Measure, Analyze, Improve and of Control (DMAIC)
KATA PENGANTAR
Puji Syukur kehadirat Allah SWT, hanya atas rahmat dan hidayah-Nya tesis ini dapat diselesaikan dengan segala upaya yang cukup berarti bagi penulis. Tesis ini disusun sebagai salah satu syarat untuk menyelesaikan Program Magister Teknik Industri Sekolah Pasca Sarjana Univeristas Sumatera Utara.
Dalam pelaksanaan penulisan tesis ini, penulis banyak mendapatkan bantuan baik moril ataupun materil dari berbagai pihak. Untuk itu pada kesempatan ini penulis ingin menyampaikan terima kasih yang sedalam-dalamnya kepada :
− Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku ketua Program Studi sekaligus Pembimbing Utama dalam penulisan tesis ini, yang telah bersedia membimbing.
− Bapak Ir. Harmein Nasution, MSIE selaku Sekretaris Program pada Magister Teknik Industri, atas semua pengetahuan yang diberikan selama mengikuti pendidikan magister.
− Bapak Prof. Dr. Yunazar Manjang, selaku Rektor Universitas Bung Hatta, atas motivasi dan rekomendasi yang diberikan kepada penulis.
− Bapak Prof. Dr. Ir. Rahim Matondang, MSIE dan Bapak Ir. Mangara Tambunan, M.Sc., selaku komisi pembanding pada saat ujian proposal penelitian, atas masukan guna penyempurnaan tesis ini.
− Kakanda Dr. Henry Nasution, MT atas semua bantuan buku-buku dan jurnal-jurnal serta motivasi lainnya sehingga tesis ini dapat diselesaikan dengan sempurna.
− Bapak Aulia Ishak, ST., MT, selaku selaku pembimbing II sekaligus koordinator Program pada Magister Teknik Industri, terima kasih atas bantuan dan arahan yang diberikan selama mengikuti pendidikan.
− Bapak Irfansyah, selaku Kepala Bidang Pabrik Kantong PT. Semen Padang, dan Bapak Jarjis selaku Kepala Urusan atas semua kemudahan dan fasilitas yang diberikan selama penelitian dilaksanakan.
− Rekan-rekan S2 Teknik Industri SPs-USU angkatan 5, khususnya Pak Yus, Pak Nelson, Pak Parlin, Bu Eva, dan Pak Herbun.
− Ayahanda Ismail st. Mangkuto (alm) dan Ibunda Hj. Rosniar, beserta seluruh
kakanda-kakanda saya atas segala doa, kasih dan sayang serta bantuan yang diberikan untuk menyelesaikan studi.
− Istriku Darmawelli, A.md beserta putri tercinta Wyndi Alliyah Putri, terima kasih atas semua kasih sayang dan kesabarannya serta doanya.
− Mertuaku H. Darmawi dan Hj. Farida Koto, terima kasih atas semua doa, perhatian, dorongan dan bantuan yang diberikan untuk menyelesaikan studi. − Keluarga besar Karya 249 – Medan khusunya Om Al (Dr. Sjahrial R. Anas,
MHA) dan Tachi (Geta Feziyenti), terima kasih atas semua bantuan dan fasilitas yang diberikan selama pendidikan.
− Teman-teman yang tergabung dalam Konsultan Manejemen CV. Macati –
Padang, terimakasih atas dorongan semangat dan doanya.
− Seluruh pihak yang pernah memberikan bantuan dan dukungan kepada penulis yang namanya tidak dapat penulis sebutkan satu persatu.
Penulis menyadari bahwa tulisan ini masih jauh dari kesempurnaan, oleh sangat diharapkan saran dan masukan yang konstruktif sehingga berguna bagi para pembaca.
Medan, September 2007
Penulis,
RIWAYAT HIDUP
Nama : Dedi Dermawan
Tempat/Tgl. Lahir : Padang / 02 Desember 1974
Agama : Islam
Alamat : Jl. Ampang Kp. Guci no 7 RT 02 RW IV – Padang. Pekerjaan : Staf Pengajar Universitas Bung Hatta – Padang Orang Tua : Ismail st. Mangkuto (Alm) / Hj. Rosniar
Istri : Darmawelli, A.md
Anak : Wyndi Alliyah Putri
Riwayat Pendidikan • Pendidikan Tinggi
Program Strata 1 Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Bung Hatta (2000)
• SMA Adabiah Padang – Sumatera Barat (1993) • SMP Negeri 03 Padang – Sumatera Barat (1990) • SD Negeri 031 Padang – Sumatera Barat (1987)
Riwayat Pekerjaan
DAFTAR ISI
RINGKASAN ... i
ABSTRACT... ii
KATA PENGANTAR ... iii
RIWAYAT HIDUP... v
DAFTAR ISI... vi
DAFTAR TABEL... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN... xiv
PENDAHULUAN ... 1
Latar Belakang Masalah... 1
Perumusan Masalah ... 6
Tujuan dan Sasaran Penelitian ... 7
Batas dan Ruang Lingkup ... 9
Asumsi-asumsi ... 10
LANDASAN TEORI ... 11
Kualitas ... 11
Definisi Kualitas ... 11
Pengendalian Kualitas... 14
Metode Six Sigma... 16
Pengenalan Metode Six Sigma... 16
Konsep Dasar Six Sigma Motorola ... 18
Six Sigma dengan Metode DMAIC... 21
Define... 22
Measure... 23
Analyze... 26
Control... 32
Biaya Kualitas ... 33
Elemen-Elemen Biaya Kualitas ... 34
Biaya Kegagalan Internal... 35
Biaya Kegagalan Eksternal ... 36
Analisis ANOVA... 37
Metoda TRIZ (Theory of Inventive Problem Solving)... 39
Sejarah dari TRIZ... 39
TRIZ (Theory of Inventive Problem Solving)... 40
Proses TRIZ Satu Demi Satu (The TRIZ Process Step-By-step) . 40 GAMBARAN UMUM OBJEK STUDI ... 50
Sejarah Singkat Perusahaan ... 50
Lokasi Perusahaan... 53
Struktur Organisasi ... 53
Aktivitas Perusahaan... 59
Aktivitas Produksi... 59
Tenaga Kerja ... 59
Jam Kerja ... 59
Hasil dan Kapasitas Produksi... 60
Bahan Baku Kantong ... 62
Sistem Pengendalian Mutu di Perusahaan ... 63
Prosedur Pengendalian Mutu Kantong... 63
Proses Produksi ... 71
Persiapan Bahan Baku ... 71
Proses Tubing... 71
Proses Sewing... 75
METODOLOGI PENELITIAN... 77
Metode Penelitian ... 77
Lokasi Penelitian... 78
Jadwal Penelitian... 78
Metodologi Pengumpulan Data ... 78
Metodologi Analisis Data ... 79
Memformulasikan Masalah... 79
Mentransformasikan Masalah ke dalam Model ... 79
Menganalisa Data... 80
Memecahkan permasalahan / pertentangan fisik ... 80
Memformulasikan Solusi Ideal ... 80
Metodologi Pengujian ... 80
Penyusunan Rancangan Eksperimen... 80
Identifikasi Faktor-Faktor (Variabel Bebas) ... 81
Penentuan Setting Level Faktor ... 81
Pelaksanaan Eksperimen... 81
Penentuan Kondisi Setting Optimal ... 82
PENGEMBANGAN MODEL PEMECAHAN MASALAH ... 83
Analisis Masalah ... 82
Asumsi dalam Pengembangan Model... 86
Model Pemecahan Masalah... 87
Memformulasikan Masalah... 87
Mentransformasikan Masalah dalam suatu Model ... 87
Menganalisa Model... 87
Memecahkan permasalahan / pertentangan fisik ... 88
Memformulasikan Solusi Ideal ... 88
PEMECAHAN MASALAH ... 91
Hasil Pemecahan Masalah... 91
Tahap Define... 91
Perumusan Masalah ... 91
Tujuan Penelitian ... 95
Penentuan Penyebab Umum Terjadinya Cacat ... 97
Tahap Measure... 98
Penentuan CTQ Proses Produksi... 98
Perhitungan Peta Kendali dengan DPMO... 100
Identifikasi Kategori Biaya Kegagalan Kualitas... 105
Tahap Analyze... 110
Memformulasikan Masalah... 111
Mentransformasikan masalah dalam Model ... 112
Menganalisa Model... 114
Memecahkan permasalahan ... 119
Memformulasikan Solusi Ideal ... 120
Analisis / Pengujian Hasil Pemecahan Masalah ... 125
Tahap Improve... 125
Pengujian CTQ Penyebab munculnya Cacat Hasil Longitudinal Glue... 125
Pengujian Hipotesa... 125
Analisis Kepekaan Penyusunan Rancangan Eksperimen... 132
Identifikasi Faktor-faktor (Variabel Bebas)... 132
Penentuan Level Faktor... 133
Pelaksanaan Eksperimen... 133
Tahap Control... 137
DISKUSI DAN EVALUASI HASIL... 139
Kendala dalam Penggunaan Hasil... 139
Metode Pendekatan dalam Mengatasi Masalah ... 140
KESIMPULAN DAN SARAN... 141
Kesimpulan ... 141
Saran Tindak Lanjut... 142
Studi Lanjutan ... 143
DAFTAR TABEL
Nomor Teks Halaman
1 Hasil Produk kantong yang tidak berkesesuaian... 3
2 Rekapitulasi Rencana dan Realisasi Produksi kantong tahun 2007 5 3 Motorola’s 6-Sigma... 21
4 Form Quality Planning... 65
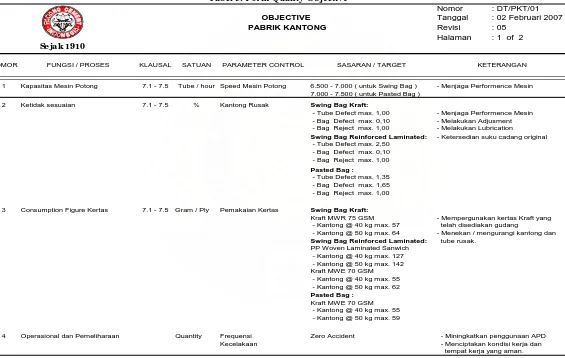
5 Form Quality Objective... 66
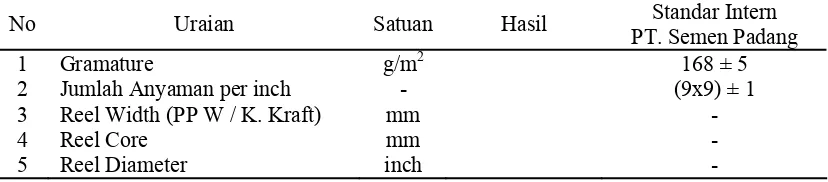
6 Form Pengujian Material Kraft Paper... 67
7 Form Pengujian PP Woven R.Laminasi... 67
8 Form Pengujian Tinta... 68
9 Form Pengujian Tepung Lem... 68
10 Form Pengujian Tepung Lem bahan Benang alas Polyamida Rope Putih ... 68
11 Form Pengujian Tepung Lem bahan Benang Multilamint Merah ... 68
12 Form Pengujian Tepung Lem bahan Benang Multilamint Putih ... 69
13 Rekapitulasi Kerusakan Kantong pada Mesin Potong ... 90
14 Rincian Jumlah Kantong yang tidak bersesuaian ... 91
15 Karakteristik kualitas CTQ pada Longitudinal Glue ... 96
16 Data Pengukuran Atribut Kecacatan Produk Kantong Semen ... 98
17 Kapabilitas Sigma dan DPMO Produk Kantong Semen ... 99
18 Data dan Hasil Perhitungan Cacat ... 101
19 Harga Pokok Produksi Kantong Semen Jenis Kraft Paper (Rp/helai) tahun 2007 ... 103
21 Rincian Perhitungan Biaya Kegagalan Internal Kantong
Jenis Kraft Paper 40 kg ... 105
22 Rincian Perhitungan Biaya Kegagalan Internal Kantong Jenis Kraft Paper 50 kg ... 105
23 Rincian Perhitungan Biaya Kegagalan Internal Kantong Jenis R. Laminating 40 kg... 106
24 Rincian Perhitungan Biaya Kegagalan Internal Kantong Jenis R. Laminating 50 kg... 106
25 Metoda TRIZ menggunakan Program Matriks TRIZ ... 119
26 Rekapitulasi hasil solusi ideal untuk TRIZ... 124
27 Hasil Pengukuran Faktor Speed Main Motor ... 126
28 Rekapitulasi Perhit. Probabilitas dan Ekspektasi Faktor Speed Main Motor ... 127
29 Hasil Pengukuran Settingan Extruder ... 129
30 Rekapitulasi Perhit. Probabilitas dan Ekspektasi Faktor Settingan Extruder ... 130
31 Rekapitulasi Kombinasi dan Hasil Eksperiment ... 134
DAFTAR GAMBAR
Nomor Judul Halaman
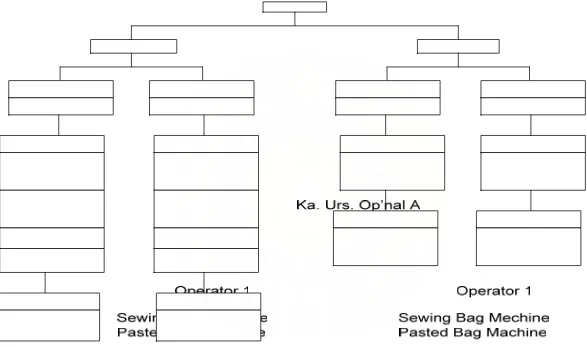
1 Struktur Operasional Unit Pabrik Kantong
PT. Semen Padang ... 58
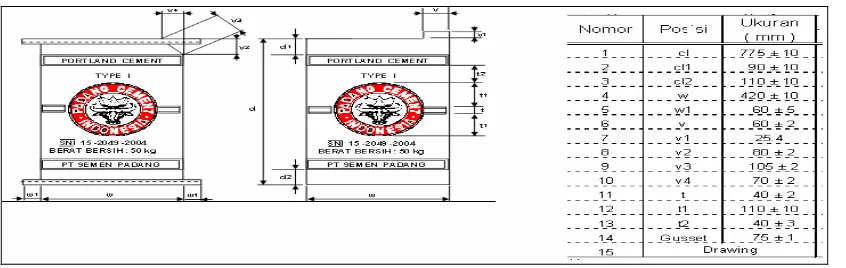
2 Spesifikasi kemasan kantong PT. Semen Padang ... 64
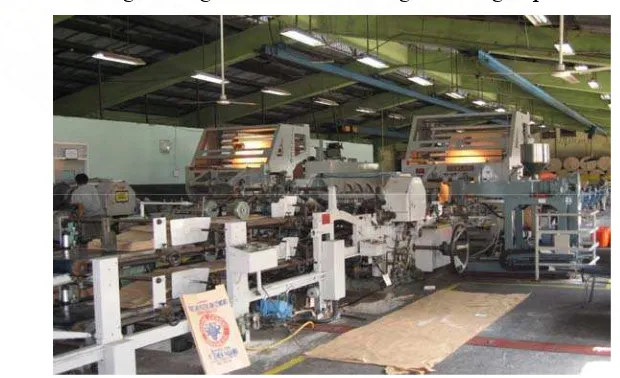
3 Lay Out Lantai Produksi Pabrik Kantong... 70
4 Unwind Unit ... 72
5 Printing Unit ... 72
6 Longitudinal Glue Unit ... 73
7 Cutting Unit... 74
8 Separating Unit ... 75
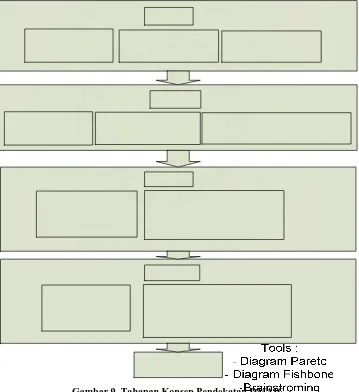
9 Tahapan Konsep Pendekatan DMAIC... 77
10 Kerangka Konseptual Penelitian ... 83
11 Kantong yang tak Berkesesuian Januari s/d Juni 2007 ... 91
12 Diagram Pareto Persentase dan Jenis Cacat pada kantong ... 92
13 Diagram Fishbone... 95
14 Pola DPMO Produk Kantong Semen... 99
15 Pola Nilai Kapabilitas Sigma Proses Produksi Kantong Semen . 100 16 Peta Proporsi Cacat Kantong Semen ... 102
17 Biaya Kegagalan Internal Produksi Kantong... 107
18 Diagram Matriks Relation... 110
19 Faktor Respon Kecepatan Main Motor... 135
DAFTAR LAMPIRAN
Nomor Judul Halaman
PENDAHULUAN
Latar Belakang Masalah
Wattanapruttipaisan (2002) menyatakan bahwa perdagangan bebas pada
tingkat global dan regional menciptakan banyak kesempatan dan tantangan bagi
setiap negara dan perusahaan. Hal ini meningkatkan persaingan di tingkat nasional
dan internasional yang akhirnya dapat mempengaruhi perekonomian pada sebuah
negara. Untuk dapat bertahan dalam persaingan memperebutkan pasar potensial,
maka setiap industri harus mulai memfokuskan usahanya pada perbaikan kualitas
yang berkesinambungan (continuous quality improvement).
PT Semen Padang merupakan pabrik semen tertua diIndonesia yang didirikan
pada tanggal 18 Maret 1910 dengan nama NV Nederlandsch Indische Portland
Cement Maatschappi (NV NIPCM). Pabrik mulai berproduksi pada tahun 1913
dengan kapasitas 22.900 ton pertahun, dan pernah mencapai produksi sebesar
170.000 ton pada tahun 1939 yang merupakan produksi tertinggi pada waktu itu.
Daerah pemasaran PT Semen Padang untuk produk Semen Portland meliputi seluruh
wilayah Provinsi di Pulau Sumatera, DKI Jakarta, Jawa Barat, Jawa Timur,
Kalimantan Barat, dan Sumatera Selatan. Selain untuk memenuhi kebutuhan dalam
negeri, PT Semen Padang juga mengekspor diantaranya ke Bangladesh, Myanmar,
Vietnam, Maldives, Philipina, Singapura, Brunei, Timor Timur, dan lain-lain. PT
kemasan zak dan curah, sedangkan selebihnya menggunakan angkutan darat, dalam
kemasan zak, big bag dan curah. Distribusi ke daerah pasar melalui angkutan darat
seperti ke daerah Sumatera Barat, Tapanuli Selatan, Riau Daratan, Bengkulu, dan
Jambi dikantongkan di Pabrik Pengantongan Indarung dan distribusi angkutan
melalui laut dikantongkan di Pabrik Pengantongan Teluk Bayur.
Permasalahan pemasaran dan produksi selalu menjadi hal yang komplek didalam
perjalanan manajemen PT. Semen Padang. Divisi Pabrik Kantong yang berlokasi di
jalan By Pass Km 10 Bukit Putus - Padang mempunyai peranan penting untuk
memproduksi sejumlah kantong bagi konsumen.Kantong yang diproduksi terdiri dari
dua jenis, diantaranya sewing bag dan pasted bag. Kedua jenis ini dibedakan
berdasarkan daerah pemasaran, biasanya untuk daerah pasar lokal Sumatera Barat
kantong yang digunakan adalah jenis pasted bag, sedangkan untuk jenis sewing bag
lebih diprioritaskan pada daerah penjualan yang berada diluar Sumatera Barat,
terutama daerah yang jalur transportasinya mesti melalui laut. Hal ini didasarkan
untuk tetap menjaga agar kualitas dan kuantitas produk dapat dipertahankan hingga
ketangan konsumen.
Namun kendala didalam pencapaian jumlah produksi kantong yang optimal
dan sesuai dengan spesifikasi yang dibutuhkan oleh konsumen menjadi suatu
hambatan dari pihak pabrik didalam memproduksinya. Hal tersebut disebabkan
karena seringkalinya terjadi produk cacat (defect) di lantai produksi Sewing Bag yang
kantong yang di identifikasi dari lantai produksi yang tidak memenuhi spesifikasi
terlihat pada tabel berikut :
Tabel 1. Hasil Produk kantong yang tidak berkesesuaian
Cacat pada Mesin Tubing Cacat pada Mesin Sewing
a. Hasil printing cacat pada tube sewing dan tube paste, yaitu Logo dan teks yang tidak jelas dimana gambar Kepala Kerbau dan teks Padang Cement Indonesia tidak jelas saat penyablonan pada proses printing. Dimana ini merupakan identitas produk yang perlu diinformasikan pada konsumen nantinya.
b. Hasil longitudinal glue tidak merata dan kuat, yaitu Pengeleman yang tidak sempurna sehingga mengakibatkan terbukanya bagian woven dan kraft paper pada bagian yang dilakukan pengeleman kantong setelah proses
Longitudinal Glue.
c. Hasil potong dari cutting unit tidak sempurna dan atau tidak terpisah, yaitu terjadinya pemotongan yang tidak simetris terhadap kantong yang akan dilakukan penjahitan (tube). Sehingga dimensi kantong tidak sesuai dengan spesifikasi yang dibutuhkan konsumen nantinya.
a. Jahitan miring yaitu jahitan pada kantong semen yang telah berbentuk
tube tidak rata yang mengakibatkan kantong berkerut.
b. Benang putus yaitu benang jahitan putus dari kantong semen yang telah berbentuk tube, dimana jahitan tidak mengikuti alur yang mengakibatkan kantong bergelombang.
c. Kraft tape lepas yaitu kertas pita yang
dijahitkan pada tube guna menutupi pinggir bawah tube lepas atau tidak terjahit.
d. Valve miring yaitu lobang atau klep
memasukkan semen pada packer
miring akibat pengelemen kurang rata.
e. Polyamida tidak terpasang yaitu
benang alas yang digunakan untuk menguatkan jahitan pada kantong dan untuk menutupi lobang jahitan tidak terpasang.
Munculnya produk cacat (defect) tersebut dapat mengakibatkan kelancaran
produksi kantong menjadi terganggu, pemakaian bahan baku pembuatan kantong
tidak optimal, sehingga terjadi pemborosan biaya dalam produksi dan kemampuan
didalam memenuhi kebutuhan konsumen semakin rendah.
Berdasarkan data penelitian diketahui data produksi Divisi Pabrik Kantong
memproduksi kantong rata-rata setiap bulan 1.138.755 helai, sedangkan jumlah defect
dalam produksi kantong semen diperkirakan secara kamulatif terjadi setiap bulan
rata-rata mencapai 33.971 helai. Hal ini mengakibatkan pemborosan biaya yang
sangat besar setiap bulannya., berarti pemborosan biaya untuk produk cacat tersebut
mencapai sekitar 2,97 % rata-rata setiap bulannya. Berdasarkan data produksi
kantong terlihat perbedaan yang signfikan antara Rencana dan Realisasi Produksi
2 121.400.0046.1 SMC DW 3 ply - - - -3 121.400.0103.1 PPC Biru 3 ply - - - -4 121.400.0043.1 PPC DW 4 ply 582,500 567,821 538,750 520,810 533,750 518,325 555,000 538,739 586,250 570,070 593,750 576,828 5 121.400.0046.1 OWC 6 Ply 72,000 70,308 72,000 69,862 108,000 105,052 48,000 46,584 76,800 74,650 105,600 102,569
- - - - -6 121.400.0018.1 PPC 3 Ply Reinforced 299,000 291,734 497,000 482,040 751,000 731,174 775,000 752,990 741,000 720,697 741,000 719,882
1,177,250
1,147,393 1,290,250 1,249,645 1,620,250 1,575,725 1,575,500 1,530,184 1,644,050 1,598,528 1,639,100 1,592,206
29,857
40,605 44,525 45,316 45,522 46,894 2.60% 3.25% 2.83% 2.96% 2.85% 2.95%
II. KANTONG JAHIT (SEWING BAG) 50 KG.
7 121.400.0051.1 Biru 4 ply - - - -8 121.400.0056.1 DW 4 ply 190,000 184,490 180,000 174,150 215,000 208,830 213,000 206,802 239,000 232,308 227,000 220,462 9 121.400.0070.1 Merah 4 ply 730,000 709,122 710,000 686,428 730,000 708,538 710,000 690,333 730,000 710,436 750,000 728,100 10 121.400.0024.1 DW 3 ply Reinforced 1,701,000 1,652,181 1,503,000 1,452,800 1,249,000 1,211,905 1,225,000 1,189,475 1,259,000 1,223,119 1,259,000 1,222,867 11 121.400.0115.1 Merah 3 ply Reinforced - - - - - - -
-2,621,000
2,545,793 2,393,000 2,313,378 2,194,000 2,129,272 2,148,000 2,086,610 2,228,000 2,165,863 2,236,000 2,171,429
75,207
79,622 64,728 61,390 62,138 64,571 2.95% 3.44% 3.04% 2.94% 2.87% 2.97%
% defect jumlah defect
Jumlah Produksi Sub.Total Kantong Jahit 40 kg
Jumlah Produksi Sub.Total Kantong Jahit 50 kg
% defect jumlah defect
Sumber : Divisi Pabrik Kantong, PT. Semen Padang, 2007
sendiri. Sedangkan Kapasitas untuk satu line produksi kantong adalah 7000 helai
kantong setiap harinya. Pada unit ini terdapat dua line produksi dan berjalan dua shift
kerja setiap harinya, berarti total kapasitas terpasang saat ini adalah 2 line x 6 jam
kerja x 7000 yaitu : 84.000 helai kantong. Sedangkan untuk 22 hari kerja kapasitas
per bulannya adalah 1.848.000 helai kantong. Namun kapasitas tersebut dilihat dari
realisasi produksi tahun 2007 belum dapat terpenuhi secara maksimal.
Melihat fenomena dan gejala-gejala yang timbul dari kondisi riil berdasarkan
survey pendahuluan, permasalahan ini perlu dilakukan penanganan yang lebih serius
dari pihak perusahaan melalui pendekatan-pendekatan dan metode yang akurat untuk
dicarikan solusi yang optimal.
Perumusan Masalah
Berdasarkan uraian latar belakang masalah diatas terlihat masih belum
optimalnya upaya-upaya pengendalian mutu / kualitas produk saat ini pada Divisi
Pabrik Kantong. Sehingga dapat dirumuskan poin-poin permasalahan sebagai
berikut :
1. PT. Semen Padang bagian Divisi Pabrik Kantong mengalami kendala untuk
pencapaian kuantitas dan kualitas produksi kantong yang optimal dalam
memenuhi kebutuhan dari konsumen. Kondisi tersebut disebabkan karena
banyaknya jumlah defect yang terjadi dalam produksi kantong semen setiap
harinya, dan diperkirakan secara kamulatif setiap bulannya mencapai jumlah
defect yang sangat besar terjadi sehingga mengakibatkan lose cost yang sangat
besar pula setiap bulannya.
2. Adanya faktor-faktor kesalahan yang disebabkan oleh Sistem Design pada lantai
produksi. Hal ini mengakibatkan Cost yang semakin besar dan jumlah produksi
yang optimal tidak tercapai.
Gejala-gejala yang terjadi sebagaimana yang uraikan diatas tersebut
memberikan daya tarik oleh penulis untuk diangkat sebagai fokus penelitian dengan
topik : “STUDI APLIKASI PENGENDALIAN MUTU PRODUKSI KANTONG SEMEN PADA UNIT SEWING BAG DIVISI PABRIK KANTONG DI PT. SEMEN PADANG”
Tujuan dan Sasaran Penelitian
Berdasarkan kondisi riil yang terjadi maka tujuan dari penelitian ini
diharapkan nantinya adalah untuk mendapatkan konsep pendekatan implementasi
mutu dalam pengendalian produksi kantong semen pada Divisi Pabrik Kantong PT.
Semen Padang.
Sasaran dari penelitian ini mampu nantinya merekomendasihan hal-hal
sebagai berikut :
1. Mengindentifikasi karakteristik proses dari produk di Divisi Kantong PT. Semen
2. Mengidentifikasi faktor penyebab utama terjadinya variasi-variasi yang
menyebabkan pergeseran produk dari spesifikasi yang diinginkan.
3. Menentukan dan menganalisis faktor-faktor yang berpengaruh pada kualitas
kantong semen dengan menggunakan metode TRIZ.
4. Menentukan setting level faktor terbaik proses produksi untuk meminimasi cacat
longitudinal glue dengan melakukan rancangan eksperimen untuk dianalisis
hasilnya guna memperoleh settingan optimal dari faktor.
5. Memberikan usulan perbaikan terhadap sistem proses produksi berdasarkan hasil
percobaan.
Manfaat Hasil Penelitian ini dapat memberikan kontribusi besar dan pengaruh
terhadap :
1. Pihak Organisasi atau Perusahaan nantinya dapat :
− Penerapan Model ini dapat membantu pihak perusahaan secara konsisten
didalam kelancaran proses pembuatan kantong baik input, proses dan
output.
− Dapat mengoptimalkan pemenuhan kebutuhan akan kantong bagi
konsumen dengan kualitas produk yang sesuai dengan spesifikasi yang
diharapkan konsumen.
− Minimasi Biaya Kegagalan Internal pada lantai produksi sehingga
performance perusahaan dapat selalu ditingkatkan didalam menghasilkan
2. Pihak Lembaga Perguruan Tinggi
− Penelitian ini dapat bermanfaat bagi pengembangan ilmu dan bahan
referensi program studi sehingga dapat memberikan nilai tambah
tersendiri bagi perguruan tinggi nantinya dalam proses penilaian karya
ilmiah mahasiswa lulusan Magister Teknik Industri.
− Memberikan barginning position bagi perguruan tinggi dalam output
karya ilmiah penelitian mahasiswa yang berkualitas dan memberikan
value added bagi institusi.
3. Pihak Mahasiswa
− Merupakan kontribusi hasil karya ilmiah bagi mahasiswa untuk
pengembangan knowledge, sehingga bermanfaat bagi semua stakeholder
nantinya.
− Merupakan suatu karya yang sangat bernilai didalam proses kematangan
ilmu seorang Magister Teknik Industri, sehingga kopetensi mahasiswa
dapat dihandalkan demi kemajuan Basic Engineering dan Industrial
Engineering khususnya.
Batasan dan Ruang Lingkup
Agar penelitian ini terarah dan tidak akan jauh menyimpang maka penulis
perlu memberikan batasan-batasan sebagai berikut:
1. Penelitian dilakukan pada Divisi Kantong bagian Sewing Bag PT. Semen
2. Fokus Penelitian adalah mengidentifikasi faktor-faktor penyebab Defect dari
proses pembuatan kantong yang disebabkan SistemDesign belum optimal.
3. Tahapan penerapan Konsep Kualitas yaitu menggunakan metoda pendekatan
DMAIC (Define, Measure, Analyze, Improve and Control)
4. Integrasi Metoda TRIZ dilakukan untuk Analyze mendapatkan solusi ideal
terhadap faktor-faktor kapabilitas proses pembuatan kantong untuk perbaikan
mutu secara berkesinambungan.
5. Elemen biaya kualitas yang diukur hanya pada Biaya Kegagalan Internal
(Internal Failure Cost).
Asumsi-asumsi
Dalam pelaksanaan penelitian dan perancangan eksperimen ini juga
digunakan beberapa asumsi, yaitu :
1. Keterampilan operator diasumsikan normal didalam pengoperasian
2. Kondisi Lingkungan fisik (Enviroment) diasumsikan telah memenuhi kondisi
batas minimum yang ditetapkan.
3. Material kantong yaitu berupa kraft paper dan woven diasumsikan telah
memenuhi spesifikasi untuk dilakukan proses pembuatan kantong.
LANDASAN TEORI
KUALITAS Definisi Kualitas
Kata kualitas memiliki banyak definisi yang berbeda, dan bervariasi dari yang
konvensional sampai yang lebih strategik. Definisi konvensional dari kualitas biasanya menggambarkan karakteristik langsung dari suatu produk seperti:
performansi (performance), keandalan (reliability), mudah dalam penggunaan (ease
ofuse), dan sebagainya.
Bagaimanapun para manajer dari perusahaan yang sedang berkompetisi dalam
pasar global harus memberikan perhatian serius pada definisi strategik, yang menyatakan bahwa: kualitas adalah segala sesuatu yang mampu memenuhi keinginan
atau kebutuhan pelanggan (meeting the needs of customers).
Keistimewaan atau keunggulan produk dapat diukur melalui tingkat kepuasan
pelanggan. Keistimewaan ini tidak hanya terdiri dari karakteristik produk yang
ditawarkan, tetapi juga pelayanan yang menyertai produk itu, seperti: cara pemasaran,
cara pembayaran, kecepatan penyerahan, dan lain-lain. Keistimewaan suatu produk
dapat dibagi ke dalam dua bagian, yaitu keistimewaan langsung dan keistimewaan
atraktif. Keistimewaan langsung berkaitan dengan kepuasan pelanggan yang
diperoleh secara langsung dengan mengkonsumsi produk yang memiliki karakteristik
keistimewaan atraktif berkaitan dengan kepuasan pelanggan yang diperoleh secara
tidak langsung dengan mengkonsumsi produk itu.
Pengertian tradisional tentang konsep kualitas hanya berfokus kepada
aktivitas inspeksi untuk mencegah lolosnya produk-produk cacat ke tangan pelanggan.
Pada masa sekarang, pengertian dari konsep kualitas adalah lebih luas dari pada
sekedar aktivitas inspeksi. Pengertian modern dari konsep kualitas adalah
membangun sistem kualitas modern.
Pada dasarnya, sistem kualitas modern dapat dicirikan oleh lima karakteristik
yang akan diuraikan berikut ini: (Gasperz, 2002)
1. Sistem kualitas modern berorientasi pada pelanggan.
2. Sistem kualitas modern dicirikan oleh adanya partisipasi aktif yang dipimpin
oleh manajemen puncak dalam proses peningkatan kualitas secara
terus-menerus.
3. Sistem kualitas modern dicirikan oleh adanya pemahaman dari setiap orang
terhadap tanggung jawab spesifik untuk kualitas.
4. Sistem kualitas modern dicirikan oleh adanya aktivitas yang berorientasi pada
tindakan pencegahan kerusakan, bukan berfokus pada upaya untuk
mendeteksi kerusakan saja.
5. Sistem kualitas modern dicirikan oleh adanya suatu filosofi yang menganggap
Menurut Juran, 1974 suatu produk dapat dikatakan berkualitas jika produk
tersebut memiliki kemampuan untuk memuaskan konsumen pemakainya. Ia
mendefinisikan kemampuan ini dalam 5 dimensi, yaitu produk harus dapat digunakan
sesuai keinginan pemakai, harus dapat diandalkan, mudah diperbaiki, mudah
pemeliharaannya, dan memiliki aturan penggunaan yang sederhana/ mudah.
Kualitas produk merupakan hal yang penting bagi konsumen. Kualitas
produk, baik yang berupa jasa maupun produk perlu ditentukan melalui
dimensi-dimensinya. Menurut Garvin, 1988, yang dikutip Rao, dkk, 1996 menentukan dimensi
kualitas barang dapat dilakukan melalui delapan dimensi, yaitu :
1. Performance
Hal ini berkaitan dengan aspek fungsional suatu barang dan merupakan
karakteristik utama yang dipertimbangkan pelanggan dalam membeli barang
tersebut.
2. Features
Aspek performansi yang berguna untuk menambah fungsi dasar serta
berkaitan dengan pilihan-pilihan produk dan pengembangannya.
3. Reliability
Hal ini berkaitan dengan probabilitas atau kemungkinan suatu barang berhasil
menjalankan fungsinya setiap kali digunakan dalam periode waktu tertentu
4. Conformance
Hal ini berkaitan dengan tingkat kesesuaian terhadap spesifikasi yang telah
ditetapkan sebelumnya berdasarkan pada keinginan pelanggan.
5. Durability
Pengukuran terhadap lamanya masa pakai produk atau daya tahan produk
terhadap kondisi standar.
6. Serviceability
Karakteristik yang berkaitan dengan kecepatan, kompetensi, kemudahan, dan
akurasi dalam memberikan pelayanan untuk perbaikan barang.
7. Aesthetics
Merupakan dimensi subyektif mengenai nilai-nilai estetika yang berkaitan
dengan pertimbangan pribadi dan refleksi dari preferensi individual.
8. Perceived Quality
Kualitas yang dirasakan bersifat subyektif, berkaitan dengan perasaan
pelanggan dalam mengkonsumsi produk seperti harga diri, moral, gengsi, dan
lain-lain.
Pengendalian Kualitas
Untuk dapat selalu mempertahankan kualitas yang baik dan konsisten,
diperlukan suatu aktivitas yang disebut pengendalian kualitas (quality control).
level yang diinginkan dari kualitas produk dan jasa. Pengendalian kualitas juga
mempunyai pengertian penggunaan teknik-teknik dan aktivitas-aktivitas dalam upaya
mencapai, mempertahankan, dan memperbaiki kualitas dari suatu produk dan jasa.
Dalam istilah “kendali kualitas” mengandung pengertian bahwa kualitas bukan berarti
terbaik, tetapi “terbaik” dalam memuaskan kebutuhan pelanggan tertentu.
Tujuan pengendalian kualitas adalah :
1. Secara umum
1. Pencapaian kebijaksanaan dan target perusahaan secara efisien
2. Perbaikan hubungan manusia
3. Peningkatan moral karyawan
4. Pengembangan kemampuan tenaga kerja
2. Secara khusus
1. Memperbaiki kualitas produk yang dihasilkan
2. Penurunan ongkos kualitas secara keseluruhan
Menurut Juran, 1974, Pengendalian kualitas terbagi atas 3 trilogi yaitu :
1. Quality Planning
Pada tahap ini produsen harus :
Mengidentifikasi kebutuhan konsumen baik konsumen internal
maupun eksternal.
Merancang produk yang sesuai dengan kebutuhan konsumen.
Proses produksi harus sesuai spesifikasi.
2. Quality Control
Pengendalian kualitas produk pada saat proses produksi. Pada tahap ini
produsen harus :
Mengidentifikasi faktor-faktor kritis yang menjadi pengaruh terhadap
kualitas hasil/ output.
Melakukan pengembangan terhadap alat dan metode pengukurannya.
Mengembangkan standar terhadap faktor-faktor kritis.
3. Quality Improvement
Kegiatan ini merupakan kegiatan perbaikan terhadap kondisi aktual bila
terjadi penyimpangan terhadap kondisi standar.
Metode Six Sigma
Pengenalan Metode Six Sigma
Akhir-akhir ini, SixSigma merupakan pendekatan yang menjadi populer pada
berbagai organisasi terkenal di dunia seperti Motorola dan GE (General Electric)
untuk menghilangkan penyimpangan dan mengurangi pemborosan pada proses yang
menggunakan alat statistik. Untuk itu kita perlu mengetahui apa sesungguhnya Six
Six Sigma dicetuskan oleh Dr.Joseph Juran tahun 1964 dengan menulis buku
berjudul Managerial Breakthrough. Buku itu membedakan antara kontrol, yang
berarti tidak adanya perubahan, dan terobosan, yang berarti perubahan.
Menurut Gasperz, 2002 Six Sigma merupakan suatu metode atau teknik
pengendalian dan peningkatan kualitas yang dragmatis yang diterapkan oleh
perusahaan motorola sejak tahun 1986 yang merupakan terobosan baru di bidang
manajemen kualitas
Tujuan Six Sigma tidak berkaitan dengan pengenalan alat baru hanya berupa
metodologi SixSigma yang berfokus pada kemampuan untuk meningkatkan alat-alat
bantu tersebut menjadi suatu aliran yang logis. Ada tiga yang menjadi target usaha
SixSigma yaitu :
Meningkatkan kepuasan pelanggan
Mengurangi waktu siklus
Mengurangi cacat (defect)
Konsep Six Sigma Quality merupakan target performance untuk karakteristik
mutu bukan terhadap total produk. Konsep Six Sigma Quality dapat diterapkan di
service dan manufacturing industry, dapat diterapkan di perusahaan besar dan kecil.
Six Sigma mempunyai enam komponen utama konsep Six Sigma sebagai strategi
bisnis, yaitu : (Gasperz, 2002)
Benar-benar mengutamakan pelanggan seperti kita sadari bahwa, pelanggan
bukan hanya berarti pembeli, tapi bisa juga berarti rekan kerja kita, team yang
Manajemen yang berdasarkan data dan fakta : bukan berdasarkan opini atau
pendapat tanpa dasar.
Fokus pada proses, manajemen, perbaikan : Six Sigma sangat tergantung
kemampuan kita mengerti proses yang dipadu dengan manajemen yang bagus
untuk melakukan perbaikan.
Manajemen yang proaktif : peran pimpinan dan manajer sangat penting dalam
mengarahkan keberhasilan dalam melakukan perubahan.
Kolaborasi tanpa batas : kerja sama antara team yang harus mulus.
Selalu mengejar kesempurnaan.
Konsep Dasar Six Sigma Motorola
Six Sigma Motorola merupakan suatu metode atau teknik pengendalian dan
peningkatan kualitas dramatik yang diterapkan oleh perusahaan Motorola sejak tahun
1986, yang merupakan terobosan baru dalam bidang manajemen kualitas. Six Sigma
Motorola dikembangkan dan diterima industri karena mampu melakukan peningkatan
kualitas secara dramatik menuju tingkat kegagalan nol (zero defect)
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai
sebagaimana yang mereka harapkan. Apabila produk (barang dan/atau jasa) diproses
pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4 kegagalan per
sejuta kesempatan (DPMO) atau mengharapkan bahwa 99,99966 persen dari apa
yang diharapkan pelanggan akan ada dalam produk itu. Dengan demikian Six Sigma
proses transaksi produk antara pemasok (industri) dan pelanggan (pasar). Semakin
tinggi target sigma yang dicapai, kinerja sistem industri akan semakin baik. Sehingga
6-sigma otomatis lebih baik daripada 4-sigma, 4-sigma lebih baik dari 3-sigma. Six
Sigma juga dapat dianggap sebagai strategi terobosan yang memungkinkan
perusahaan melakukan peningkatan luar biasa (dramatic) di tingkat bawah. SixSigma
juga dapat dipandang sebagai pengendalian proses industri berfokus pada pelanggan,
melalui penekanan pada kemampuan proses (process capability).
Terdapat enam aspek kunci yang perlu diperhatikan dalam aplikasi konsep Six
Sigma yaitu : (Gasperz, 2002)
• Identifikasi pelanggan • Identifikasi produk
• Identifikasi kebutuhan dalam memproduksi produk untuk pelanggan
• Definisikan proses
• Hindari kesalahan dalam proses dan hilangkan semua pemborosan
yang ada
• Tingkatkan proses secara terus-menerus target SixSigma
Ada enam aspek konsep Six Sigma yang harus diperhatikan dalam
menerapkan di bidang manufacturing, yaitu: (Gasperz, 2002)
Identifikasi karakteristik produk yang akan memuaskan pelanggan (sesuai
Mengklasifikasikan semua karakteristik kualitas itu sebagai CTQ (
critical-to-quality) individual.
Menentukan apakah setiap CTQ itu dapat dikendalikan melalui pengendalian
material, mesin, proses-proses kerja, dll.
Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang
diinginkan pelanggan (menentukan nilai USL dan LSL dari setiap CTQ).
Menentukan maksimum variasi proses untuk setiap CTQ (menentukan nilai
maksimum standar deviasi untuk setiap CTQ).
Mengubah desain produk dan/atau proses sedemikian rupa agar mampu
mencapai nilai target Six Sigma, yang berarti memiliki indeks kemampuan
proses, Cpm minimum sama dengan dua (Cpm≥ 2).
Nilai DPMO atas suatu sigma tanpa pergeseran diperoleh dengan cara
menggunakan perhitungan distribusi normal. Misalnya untuk 3 sigma, maka dilihat
pada tabel distribusi normal, maka diperoleh nilai 0,998650. Karena ingin mencari
yang tidak berada di bawah kurva (di atas spesifikasi) tersebut maka 1-0.998650 =
0.001350. Dengan nilai mean di tengah-tengah distribusi maka disimpulkan juga
bahwa jumlah yang di atas spesifikasi, sehingga kemungkinan kegagalan adalah
0.002700 dan dengan menggunakan satuan per sejuta diperoleh nilai 2700 persejuta
pada level 3-sigma dan seterusnya.
Tabel 3. Motorola’s 6-Sigma
Motorola’s 6-Sigma Process (Normal Distribution Shifted 1,5-sigma) Batas Spesifikasi
(LSL – USL)
Persentase yang Meenuhi spesifikasi (LSL – USL)
DPMO (kegagalan/cacat per sejuta kesempatan)
± 1-sigma 30,8538% 691.462
± 2-sigma 69,1462% 308.538
± 3-sigma 93,3193% 66.807
± 4-sigma 99,3790% 6.210
± 5-sigma 99,9767% 233
± 6-sigma 99,99966% 3,4
Sumber : Gaspersz, 2002
Six Sigma dengan metoda DMAIC
Six Sigma sebagai metode peningkatan kualitas secara terus-menerus
mempunyai langkah-langkah proses pengembangan yang berkelanjutan, sistematik,
berdasarkan ilmu pengetahuan dan fakta (continue, systematic, scientific, and fact
based). Proses ini disebut dengan DMAIC (Define, Measure, Analyze, Improve, and
Control).
Proses ini menghilangkan langkah-langkah proses yang tidak produktif,
berfokus pada pengukuran-pengukuran baru, dan mengoptimalkan teknologi untuk
Define.
Define atau pendefenisian merupakan langkah operasional pertama dalam
program peningkatan kualitas Six Sigma. Pada penerapannya diperlukan alat-alat
bantu kualitas (quality tool). Adapun tool yangdigunakan pada penelitian ini adalah:
Diagram Pareto
Diagram Pareto adalah diagram batang yang disusun secara menurun
dari besar ke kecil (descending). Biasa digunakan untuk melihat atau
mengidentifikasi masalah, tipe cacat, atau penyebab yang paling dominan
sehingga kita dapat memprioritaskan penyelesaian masalah. Diagram Pareto
dibentuk berdasarkan prinsip bahwa 80% permasalahan (nonconformities or
defect) disebabkan oleh 20% akar permasalahannya, sehingga dengan
memfokuskan pada akar masalah ini, dapat diselesaikan masalah sebanyak
80%. Diagram ini mengklasifikasikan masalah menurut sebab dan gejalanya.
Masalah disusun berdasarkan prioritas atau proporsinya dengan menggunakan
format batang, dimana 100% menunjukkan jumlah total kerugian. Output dari
tool ini adalah permasalahan utama yang akan diselesaikan.
Flowchart
Flowchart didefenisikan sebagai suatu metode grafis, yang
menggambarkan proses yang telah ada, ataupun suatu usulan proses dengan
menggunakan simbol yang sederhana, garis, dan kata-kata untuk menunjukan
secara grafis mewakili aktivitas yang terdapat pada suatu proses, sama seperti
suatu peta mewakili area tertentu.
Keuntungan mempergunakan flowchart:
1. Pada flowchart dapat menunjukkan bagaimana elemen-elemen yang
berbeda, bergabung bersama.
2. Dengan membangun suatu flowchart, akan lebih mengarahkan pemikiran
kita, dimana caranya yaitu dengan membandingkan flowchart yang ada
dengan kenyataan proses yang berlangsung, maka akan menunjukkan
bagian dimana terdapat peraturan maupun kebijakan yang tidak jelas, atau
telah dilanggar.
Pada tahap define kita perlu mendefenisikan beberapa hal yang terkait
dengan : (Brue, 2002)
Mengidentifikasi masalah penting dalam proses.
Memilih suatu proyek untuk mengatasi satu atau lebih masalah dan
menentukan parameter proyek itu.
Menetapkan beberapa faktor vital untuk diukur, dianalisa, diperbaiki, dan
dikendalikan.
Measure.
Measure atau pengukuran merupakan langkah operasional kedua dalam
SixSigma dengan metoda pengendalian kualitas lainnya. Pengukuran dilakukan untuk
menilai kondisi proses yang ada.
Dalam manajemen kualitas, pengukuran terhadap fakta-fakta akan
menghasilkan data, yang kemudian diolah dan dianalisis berdasarkan metoda
kuantitatif yang tepat untuk memberikan informasi yang akurat, yang selanjutnya
informasi tersebut akan berguna bagi manajer untuk mengambil keputusan atau
tindakan manajemen untuk meningkatkan kualitas.
Menurut Gasperz, 2002, terdapat 3 hal pokok yang harus dilakukan dalam
tahap measure, yaitu :
1. Memilih dan menentukan karakteristik kualitas (CTQ) proses produksi.
CTQ merupakan elemen dari suatu produk, proses/ kegiatan yang
berpengaruh langsung pada kepuasan pelanggan. Apapun karakteristik
kualitas (CTQ) yang dipilih seharusnya setiap CTQ tersebut berkaitan
langsung dengan visi dari organisasi/ perusahaan yang selalu berusaha untuk
meningkatkan kepuasan pelanggan dan menurunkan cacat sampai pada
tingkat nol (zero defect).
CTQ dapat ditentukan melalui penelitian atau eksperimen. Dari hasil
penelitian tersebut dipilih karakteristik apa saja dari proses produksi yang
menyebabkan cacat (tidak sesuai dengan spesifikasi produk yang telah
2. Mengembangkan suatu rencana pengumpulan data melalui pengukuran yang
dapat dilakukan pada tingkat proses (process level), output (output level), dan/
atau outcome (outcome level).
Pada tahap pengukuran, jenis data yang dikumpulkan dibagi atas
(Gaspersz, 2002) :
Data variabel (data kontinu), merupakan data kuantitatif yang diukur
dengan menggunakan alat-alat pengukuran tertentu untuk keperluan
pencatatan dan analisis seperti berat kantong semen, waktu yang
dibutuhkan operator untuk mengangkat kantong, dll.
Data atribut (data diskrit), merupakan data kualitatif yang dihitung
menggunakan daftar pencacahan atau tally untuk keperluan
pencatatan dan analisis seperti: ketiadaan label pada produk,
banyaknya jenis kantong yang cacat, dsb.
3. Mengukur kinerja sekarang (current performance) pada tingkat proses, output,
dan/ atau outcome untuk ditetapkan sebagai baseline kinerja pada awal proyek
SixSigma.
Sebelum memulai proyek Six Sigma, kita harus mengetahui terlebih
dahulu tingkat kinerja sekarang (current performance) atau dalam terminologi
SixSigma disebut baseline kinerja karena proyek-proyek peningkatan kualitas
Six Sigma yang ditetapkan berfokus pada peningkatan kualitas menuju
Baseline kinerja dalam proyek Six Sigma biasanya ditetapkan
menggunakan satuan pengukuran DPMO (defect per million opportunities)
dan tingkat kapabilitas sigma.
Analyze.
Analyze merupakan langkah operasional ketiga dalam program peningkatan
kualitas Six Sigma. Tahapan ini meliputi :
Menentukan stabilitas dan kapabilitas/ kemampuan dari proses.
Menentukan target-target kinerja dari karakteristik kualitas kunci (CTQ) yang
akan ditingkatkan dalam proyek SixSigma.
Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau kegagalan.
Mengkonversikan banyak kegagalan ke dalam biaya kegagalan kualitas (cost
of poor quality).
Pada tahap Analyze ini, penelitian dilakukan dengan menggunakan metode
TRIZ (Theory Of Inventive Problem Solving). TRIZ digunakan untuk menyelesaikan
masalah, yang mana dari masalah tersebut, kita juga dapat mengetahui solusi dari
masalah itu.
Improve.
Tahap keempat dalam program SixSigma adalah tahap improve, dimana pada
tahap ini dilakukan eksperimen untuk mencari kombinasi dari CTQ-CTQ yang paling
berpengaruh terhadap timbulnya kegagalan produk. Untuk pelaksanaan pada tahap ini
Tujuan dari desain eksperimen ini adalah untuk memperoleh atau mengumpulkan
informasi sebanyak-banyaknya yang diperlukan dan berguna dalam melakukan
penelitian persoalan yang akan dibahas.
Menurut Sudjana, (1982), perancangan eksperimen yaitu suatu rancangan
percobaan (dengan tiap langkah tindakan yang betul–betul terdefinisikan) sedemikian
sehingga informasi yang berhubungan dengan atau diperlukan untuk persoalan yang
sedang diteliti dapat dikumpulkan. Dengan kata lain perancangan eksperimen
merupakan langkah-langkah lengkap yang perlu diambil jauh sebelum eksperimen
dilakukan supaya data yang semestinya diperlukan dapat diperoleh sehingga akan
membawa kepada analisis objektif dan kesimpulan yang berlaku untuk persoalan
yang sedang dibahas.
Sebelum melakukan penjelasan tentang prinsip dasar eksperimen terlebih
dahulu akan didefenisikan mengenai:
1. Perlakuan
Perlakuan diartikan sekumpulan kondisi eksperimen yang akan digunakan
terhadap unit eksperimen dalam ruang lingkup desain yang dipilih. Perlakuan
ini berbentuk tunggal atau menjadi dalam bentuk kombinasi.
2. Unit eksperimen
Dengan ini dimaksudkan unit yang dikenai perlakuan tunggal (mungkin
merupakan gabungan beberapa faktor) dalam sebuah replikasi eksperimen
3. Kekeliruan eksperimen
Menyatakan kegagalan dari dua unit eksperimen identik yang dikenai
perlakuan untuk memberikan hasil yang sama. ini bisa terjadi karena,
misalnya kekeliruan waktu menjalankan eksperimen, kekeliruan pengamatan
dll.
Berikut adalah prinsip dasar dalam perancangan eksperimen yaitu (Sudjana,
1982) :
1. Replikasi
Replikasi disini diartikan sebagai pengulangan eksperimen dasar.
Dalam kenyataannya replikasi ini diperlukan karena dapat:
• Memberikan tafsiran kekeliruan eksperimen yang dapat dipakai untuk
menentukan panjang interval konfidens (selang kepercayaan) atau dapat
digunakan sebagai “satuan dasar pengukuran” untuk dapat menetapkan
taraf signifikan dari pada perbedaan-perbedaan yang diamati.
• Menghasilkan taksiran yang lebih akurat untuk kekeliruan eksperimen
• Memungkinkan untuk memperoleh taksiran yang lebih baik mengenai
efek rata-rata suatu faktor.
2. Pengacakan
Tampak bahwa tes signifikan atau uji keberartian akan banyak
dilakukan. Umumnya setiap prosedur pengujian, asumsi-asumsi tertentu
diantaranya adalah bahwa pengamatan–pengamatan (kekeliruan-kekeliruan)
berdistribusi secara independen. Asumsi ini sukar untuk dapat dipenuhi, akan
tetapi dengan jalan berpedoman kepada prinsip sampel acak yang diambil
dari sebuah populasi atau berpedoman kepada prinsip sampel acak yang
diambil dari atau berpedoman kepada perlakuan acak terhadap unit
ekperimen, maka pengujian dapat dijalankan seakan-akan asumsi yang telah
diambil terpenuhi.
Dengan kata lain pengacakan menyebabkan pengujian menjadi berlaku
yang menyebabkan memungkinkan data analisis dengan anggapan seolah–
olah asumsi tentang independen terpenuhi. Pengacakan memungkinkan kita
untuk melanjutkan langkah–langkah berikutnya dengan anggapan soal
independen sebagai suatu soal kenyataan. Ini berarti bahwa pengacakan tidak
menjamin terjadi independen melainkan hanyalah memperkecil adanya
korelasi antar kekeliruan sekecil–kecilnya, pengacakan juga merupakan suatu
cara menghilangkan bias.
3. Kontrol lokal
Merupakan sebagian dari keseluruhan prinsip desain yang harus
dilaksanakan. Biasanya merupakan langkah-langkah atau usaha-usaha yang
berbentuk penyeimbangan pemblokan dan pengelompokan unit-unit
eksperimen yang digunakan dalam desain. Jika replikasi dan pengacakan pada
menyebabkan desain lebih efisien yaitu menghasilkan prosedur pengujian
dengan kuasa lebih tinggi.
Apabila tiap faktor tediri atas beberapa taraf atau level, maka kombinasi
tertentu dari pada taraf tiap faktor menentukan sebuah kombinasi perlakuan. Jika
semua atau hampir semua kombinasi antara taraf setiap faktor kita perhatikan, maka
eksperimen yang terjadi dinamakan eksperimenfaktorial.
Eksperimen faktorial adalah eksperimen dimana semua atau hampir semua
taraf sebuah faktor tertentu dikombinasikan dengan semua atau hampir semua taraf
faktor lainnya yang terdapat dalam eksperimen itu. Pada faktorial design, jumlah
kombinasi eksperimen yang akan diuji ditentukan oleh :
1. Jumlah level tiap faktor
- Jika jumlah level sama, maka χn
- Jika tidak sama, jumlah kombinasi merupakan perkalian semua
jumlah faktor.
2. Jumlah replikasi (pengulangan eksperimen)
3. Jenis faktorial design
Terdapat 2 jenis factorial design yaitu :
- Fraktionalfactorial
Pada eksperimen ini tidak dilakukan semua kombinasi eksperimen,
- FullFactorial
Pada eksperimen ini dilakukan semua kombinasi eksperimen yang
telah dirancang. Jenis factorial design ini adalah yang akan digunakan
dalam penelitian ini.
Pada penelitian ini, jumlah faktor yang diuji ada 2 dimana tiap faktor
mempunyai 3 level dan eksperimen diulang sebanyak 3 kali sehingga jumlah
kombinasi eksperimen adalah 32 = 9 kombinasi (bilangan pokok 3 adalah level,
pangkat 2 adalah faktor dan pengali 3 adalah jumlah replikasi yang dilakukan.
Eksperimen ini dilakukan untuk menganalisis pengaruh faktor-faktor terhadap hasil
(respon). Hubungan dapat dinyatakan dengan persamaan matematik sebagai berikut:
Yijr = + (A)i + (B)j + (AB)ij + ijr
Dimana: Yijr = respon (variable dependen)
= rata-rata pengaruh yang dihasilkan A, B = effect factor
i,j = level r = replikasi = random error
Hasil eksperimen kemudian dianalisis dengan mengunakan metoda statistik
analisis Variansi (ANOVA). ANOVA adalah teknik yang digunakan untuk
menganalisis data yang telah disusun dalam perencanaan eksperimen secara statistika.
Analisis ini digunakan untuk melakukan pengujian hipotesis dalam membandingkan
harga rata-rata sampel dengan dasar membandingkan jumlah kuadrat dibagi dengan
Control.
Tahap control adalah tahap operasional terakhir dalam program peningkatan
kualitas. Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan
disebarluaskan, praktek-praktek terbaik yang sukses dalam meningkatkan proses
distandarisasikan dan disebarluaskan, prosedur-prosedur didokumentasikan dan
dijadikan pedoman kerja standar. Tujuan standarisasi adalah mentransformasi
bagaimana praktek dilakukan mengikuti prinsip-prinsip Six Sigma. Dengan kata lain
tujuannya adalah mengintegrasikan Six Sigma tidak hanya berfokus pada
penyelesaian tahapan Six Sigma, tetapi juga menawarkan bagaimana kumpulan dari
hasil-hasil itu mempengaruhi tingkat kinerja yang lebih tinggi yang berlangsung dari
hari ke hari.
Tahap ini merupakan konfirmasi hasil tahapan improve dilakukan langsung
dilantai produksi dalam periode waktu yang relatif singkat. Sebelum melakukan itu ,
perencanaan untuk tahapan control perlu dilakukan .
Prinsip penyusunan rencana control adalah:
1. Apa (karakteristik produk) yang harus diukur dan dikendalikan
2. Frekuensi dan ukuran sampel pengecekan
3. Alat ukur yang digunakan
4. Siapa yang melakukannya
BIAYA KUALITAS
Mutu produk dan jasa yang memuaskan berjalan seiring dengan biaya
produk dan jasa yang memuaskan. Mutu yang tidak memuaskan berarti pemanfaatan
sumber daya yang tidak memuaskan. Ini melibatkan penghamburan bahan,
penghamburan tenaga kerja, dan penghamburan waktu, akibatnya melibatkan biaya
yang tinggi. Kebalikannya mutu yang memuaskan berarti pemanfatan sumber daya
yang memuaskan dan mengakibatkan biaya yang lebih rendah.
Pengertian biaya kualitas menurut :
• Feigenbaum, (1989), biaya kualitas adalah biaya-biaya yang berkaitan
dengan pendefinisian, penciptaan, dan kendali kualitas, keandalan dan
keamanan serta biaya-biaya yang berkaitan dengan akibat kegagalan untuk
memenuhi persyaratan baik di dalam pabrik maupun di tangan konsumen.
• Drs. Suyadi Prawirosentono, MBA, (2000), biaya kualitas merupakan biaya
yang timbul berkaitan dengan upaya menghasilkan produk yang bermutu.
• Lesley Munro dan Malcolm Munro,(1992), biaya kualitas adalah semua
biaya yang ditimbulkan oleh bisnis untuk memastikan bahwa jumlah
keseluruhan layanan yang disediakan bagi pelanggan sesuai dengan tuntutan
mereka. Biaya-biaya itu meliputi :
o Biaya yang secara langsung berkaitan dengan upaya menyediakan
produk atau jasa akhir yang dibeli oleh pelanggan.
o Biaya-biaya tersembunyi seperti peluang yang hilang dan
penurunan moral.
ELEMEN-ELEMEN BIAYA KUALITAS
Berdasarkan definisi biaya kualitas yang dikemukakan oleh Feigenbaum,
maka biaya kualitas dapat dikelompokkan ke dalam dua kategori yaitu biaya
pengendalian (cost of control) dan biaya kegagalan pengendalian (cost of failure
control). Biaya pengendalian terdiri dari biaya pencegahan (prevention cost) dan
biaya penilaian (appraisal cost) sedangkan biaya kegagalan pengendalian terdiri dari
biaya kegagalan internal (internal failure cost) dan biaya kegagalan eksternal
(eksternal failure cost).
Berikut akan diuraikan contoh jenis item yang termasuk dalam keempat
kategori biaya kualitas beserta definisinya. Dalam hal ini perlu diingat bahwa
jenis-jenis item tersebut tidak berlaku mutlak bagi semua perusahaan. Setiap perusahaan
harus menentukan sendiri jenis-jenis item yang akan dimasukkan ke dalam struktur
biaya kualitasnya. Tujuannya adalah untuk mengembangkan struktur biaya kualitas
yang terbaik bagi perusahaan, sesuai dengan situasi, kondisi dan kebutuhan
perusahaan yang bersangkutan.
Pada dasarnya biaya kualitas dapat dikategorikan ke dalam empat jenis yaitu
Biaya Kegagalan Internal (Internal Failure Cost).
Merupakan biaya-biaya yang berhubungan dengan kesalahan dan
nonkonformansi (error and nonconformance) yang ditemukan sebelum
menyerahkan produk itu ke pelanggan. Biaya-biaya ini tidak akan muncul
apabila tidak ditemukan kesalahan atau nonkonformansi dalam produk
sebelum pengiriman. Meliputi :
Scrap : biaya yang dikeluarkan untuk tenaga kerja, material, dan biasanya
“overhead” pada produk cacat yang secara ekonomis tidak dapat diperbaiki
kembali. Terdapat banyak variasi nama dari jenis ini, yaitu : scrap, cacat,
usang, dll.
Pekerjaan ulang (rework) : biaya yang dikeluarkan untuk memperbaiki
kesalahan (mengerjakan ulang) produk agar memenuhi spesifikasi produk
yang ditentukan.
Analisis kegagalan (failure analysis) : biaya yang dikeluarkan untuk
menganalisis kegagalan produk guna menentukan penyebab-penyebab
kegagalan itu.
Inspeksi ulang dan pengujian ulang (reinspection and retesting) :
biaya-biaya yang dikeluarkan untuk inspeksi ulang dan pengujian ulang produk
telah mengalami pengerjaan ulang atau perbaikan kembali.
Downgrading : Selisih di antara harga jual normal dan harga yang
Avoidable Process Losses : biaya-biaya kehilangan yang terjadi, meskipun
produk itu tidak cacat, sebagai contoh : kelebihan bobot produk yang
diserahkan ke pelanggan karena variabilitas dalam peralatan pengukuran,
dan lain-lain.
Biaya Kegagalan Eksternal (Eksternal Failure Cost).
Merupakan biaya-biaya yang berhubungan dengan kesalahan dan
nonkonformansi (errors and nonconformance) yang ditemukan setelah
produk itu diserahkan ke pelanggan. Biaya-biaya ini tidak akan muncul
apabila tidak ditemukan kesalahan atau nonkonformansi dalam produk
setelah pengiriman. Meliputi :
Jaminan (Warranty) : biaya yang dikeluarkan untuk penggantian atau
perbaikan kembali produk yang masih berada dalam masa jaminan.
Penyelesaian keluhan (complaint adjustment) : biaya-biaya yang
dikeluarkan untuk penyelidikan dan penyelesaian keluhan yang berkaitan
dengan produk cacat.
Produk dikembalikan (returned product) : biaya-biaya yang berkaitan
dengan penerimaan dan penempatan produk cacat yang dikembalikan oleh
pelanggan.
Allowances : biaya-biaya yang berkaitan dengan konsesi pada pelanggan
karena produk yang berada di bawah standar kualitas yang sedang diterima
Analisis ANOVA
Pada analisis dilakukan pengumpulan dan pengolahan data yaitu meliputi
pengumpulan data, pengaturan data, perhitungan serta penyajian data dalam suatu lay
out yang sesuai dengan desain yang dipilih untuk suatu percobaan yang dipilih.
Selain itu dilakukan perhitungan dan pengujian data dengan statistik seperti
analisis variansi, test hipotesa dan penerapan rumus-rumus pada data hasil percobaan.
Pengolahan data yang dilakukan terbagi mejadi 4 bagian besar yaitu
perhitungan main effect, analisis ANOVA, interpretasi hasil, serta perhitungan
tambahan lainnya seperti loss function dan confidence interval.
• Perhitungan Main Effect
Yang dimaksud dengan Main Effect adalah pengaruh dari masing-masing
faktor dan interaksi terhadap hasil. Perhitungannya sendiri terbagi menjadi
dua metode yaitu :
Metode Average/ Metode Standar (Metode Rata-rata)
Perhitungan dengan metode ini dimaksudkan untuk mengetahui
pengaruh dari masing-masing faktor dan interaksi terhadap nilai
tengah dari hasil yang diharapkan.
Metode S/N Ratio (Signal to Noise)
Perhitungan dengan metode ini dimaksudkan untuk mengetahui
pengaruh dari masing-masing faktor dan interaksi terhadap sebaran/
Rasio S/N digunakan untuk memilih faktor-faktor yang memiliki kontribusi
pada pengurangan variansi suatu respon. Rasio S/N merupakan rancangan
pengulangan data (paling sedikit dua untuk satu trial) ke dalam suatu nilai yang
merupakan ukuran variansi yang timbul.
Terdapat beberapa jenis rasio S/N sesuai dengan tipe karakteristik kualitas
yaitu smaller the better, nominal is the best dan larger the better. Rasio S/N yang
digunakan untuk mengevaluasi trial-trial percobaan tergantung pada tipe karakteristik
kualitas yang diamati.
S/N Ratio bertujuan untuk mengukur sensitifitas dari karakteristik kualitas dari
faktor yang dapat dikontrol terhadap pengaruh faktor eksternal yang tidak dikontrol.
Dalam suatu percobaan bertujuan untuk mendapat nilai S/N Ratio terbesar, karena
dengan semakin besar S/N Ratio maka variasi produk disekitar nilai target semakin
kecil.
Keuntungan S/N Ratio dibandingkan Metode Average :
1. S/N Ratio menyediakan petunjuk untuk memilih level optimum berdasarkan
variasi minimum disekitar target dan juga nilai rata-rata yang mendekati target.
2. S/N Ratio menawarkan perbandingan objektif diantara 2 set percobaan yang
dilihat dari variasi di sekitar target dan penyimpangan rata-rata dari nilai
Metode Triz ( Theory Of Inventive Problem Solving) Sejarah Dari TRIZ
Ada dua kelompok dari masalah setiap orang yaitu Masalah dengan solusi
yang dapat diketahui secara umum (generally) dan masalah dengan solusi tidak
diketahui. Masalah dengan diketahui solusi biasanya dipecahkan dengan
informasi-informasi dijumpai dalam buku-buku, jurnal teknik nasehat/ bahan dari para ahli.
Tipe lain dari masalah adalah suatu masalah dengan solusi yang tidak
diketahui. Itu disebut dengan inventive problem dan terdiri dari segala sesuatu
(syarat) yang bertentangan. Pada masa modern, inventive problem dipecahkan oleh
para psikologi yang mana mata rantainya antara otak dan wawasan dan inovasi
belajar. Metode-metodenya seperti brainstorming, dan trial-and-error.
Awal dari TRIZ dipercayakan tidak di psikologi tetapi di teknologi yang
dikembangkan oleh Genrich S. Altshuller, lahir di Union Soviet tahun 1926. Secara
minimum, Altshuller merasa teori dari penemuan harus memuaskan dengan diikuti
kondisi-kondisi sebagai berikut :
• Membuat suatu sistematik dengan prosedur satu demi satu (step-by-step
procedure).
• Dari buku pedoman melalui sebuah solusi garis besar yang langsung ke solusi ideal.
• Dari cerita dan kenyataan dan tidak terikat pada alat-alat psikologi.
• Dari rasa kekeluargaan yang cukup bagi penemu dengan diikuti pendekatan umum untuk memecahkan masalah.
TRIZ (Theory Of Inventive Problem Solving)
Ada sejumlah peraturan-peraturan di teori dari TRIZ. Satu diantaranya adalah
peraturan dari penambahan ide. Maksudnya adalah sistem teknik yang dikembangkan
terhadap penambahan ide, dimana ide-ide dijumpai sebagai jumlah hasil bagi dari
efek-efek sistem yang berguna (Ui), dibagi dengan jumlah dari efek-efek yang
berbahaya (Hj).
Ideality = ΣUi
ΣHj
Efek-efek yang berguna termasuk semua hasil yang bermanfaat dari sistem
fungsi. Efek-efek yang berbahaya termasuk input seperti harga, energi yang
dikonsumsi, polusi, bahaya dan lain-lain. Bagian idealnya adalah sesuatu yang hanya
menguntungkan dan tidak ada efek bahaya. Bagian itu adalah sistem produk yang
akan dikembangkan.
Proses TRIZ Satu Demi Satu (The TRIZ Process Step-By-Step)
Altshuller merasa pengecualian teori dari yang berdaya cipta (invention)
menjadi suatu yang familiar cukup untuk penemu dengan diikuti pendekatan umum
1. Mengidentifikasi masalah
Boris Zlotin dan Alla Zusman adalah para ahli-ahli tentang prinsip TRIZ di
perusahaan Amerika dan murid dari Altshuller mengembangkan prinsip TRIZ
dengan memper