STUDI BEBAN KERJA FISIK OPERATOR PADA AKTIVITAS PENGANGKATAN DAN PENYUSUNAN KRAT PRODUK
MINUMAN SECARA MANUAL
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
DIAN HARISA AFLIANI 070403099
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
PT. Coca-cola Bottling Indonesia Unit Medan merupakan perusahaan yang bergerak dalam industri pengolahan air minum dalam kemasan. Dalam kegiatan produksinya, terdapat aktivitas manual material handling. Aktivitas itu adalah pengangkatan dan penyusunan kotak produk (krat) ke atas pallet yang dilakukan secara repetitif selama delapan jam setiap shiftnya. Berat 1 krat adalah 16 kg, disusun 3x3 sampai 6 tingkat dengan tinggi maksimum 171 cm, dan berisi 54 krat per palletnya. Terdapat 3 orang pekerja/shift yang bekerja bergantian seorang diri dengan waktu kerja 30 menit, istirahat 60 menit. Jumlah krat yang harus diangkat adalah 6000krat/hari dengan frekuensi pengangkatan krat 12-13 krat/menit. Ketika bekerja banyak postur tubuh yang tidak ergonomis yang masih dijumpai seperti gerakan-gerakan membungkuk, menggunakan jangkauan maksimum, memutar tubuh, dan mengangkat tangan dengan posisi ke atas. Hal inilah yang menyebabkan terjadinya ketidakseimbangan beban kerja setiap operator. Selama ini operator juga mengeluhkan bahwa untuk memindahkan material tersebut meyebabkan sakit pada daerah lengan, punggung dan pinggang.
Penelitian ini bertujuan untuk melakukan perbaikan sistem kerja terhadap beban kerja fisik operator agar diperoleh sistem kerja yang lebih ergonomis. Sistem kerja aktual dianalisis dengan pendekatan biomekanika dengan perhitungan besar gaya tiap segmen tubuh dan gaya tekan L5/S1, penggunaan waktu kerja dengan membuat gang process chart dan analisis 5W+1H, serta analisis antropometri. Hasilnya, sebagian besar kegiatan pengangkatan dan peyusunan krat secara manual berada pada kategori yang berbahaya karena melebihi batas angkat maksimum yang diizinkan. Pada umumnya kegiatan itu adalah ketika menyusun krat pada tingkat 6,5,4, dan 1, serta bagian belakang (level 1,2,dan 3). Selain itu, waktu menganggur operator juga cukup banyak karena banyak kegiatan yang tidak perlu, dilakukan oleh operator, yaitu 15,22% untuk operator 1; 5,16% untuk operator 2; dan 28,56% untuk operator 3. Tingginya idle menyebabkan operator harus memaksakan diri untuk menyelesaikan target grup menyusun 6000 krat/shift, sehingga terjadi kelebihan kapasitas operator yang seharusnya 12-13 krat/menit sampai menjadi 17 krat/menit. Dari analisis antropometri, ketiga operator memiliki tinggi jangkauan tangan yang lebih kecil dari jarak susunan krat level 1, 2, dan 3 (baris belakang). Itulah sebabnya operator harus membungkukkan badannya ketika menyusun krat pada baris belakang. Untuk itu diberikan beberapa alternatif perbaikan berupa, pengaturan waktu kerja operator, penentuan operator yang sesuai berdasarkan antropometri, perbaikan metode kerja sesuai prinsip ekonomi gerakan, serta
Standard Operating Procedure (SOP).
Keywords: Manual Material Handling, Beban Kerja, Gaya Segmen Tubuh dan Gaya Tekan L5/S1,
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Allah SWT atas semua
berkat, rahmat, lindungan-Nya sehingga penulis dapat menyelesaikan Tugas
Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi
oleh setiap mahasiswa dalam menyelesaiakan studinya di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini
merupakan laporan hasil penelitian yang dilakukan oleh penulis dan dibagi ke
dalam tujuh bab dengan judul “Studi Beban Kerja Fisik Operator pada Aktivitas
Pengangkatan dan Penyusunan Krat Produk Minuman Secara Manual”.
Penulis sangat menyadari bahwa masih banyak terdapat kekurangan di
dalam Tugas Sarjana ini. Oleh karena itu, diharapkan adanya kritik dan saran yang
membangun dari pembaca demi penyempurnaan Tugas Sarjana ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan ini
bermanfaat.
Medan, Juli 2012
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini,
banyak pihak yang telah membantu, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Kedua orang tua dan keluarga yang dengan sepenuh hati dan tulus
mendukung, mendoakan dan memotivasi penulis sehingga laporan Tugas
Sarjana ini selesai.
2. Ibu Ir. Nazlina, MT., selaku dosen pembimbing I dan Ibu Ir. Anizar, M.Kes.,
selaku dosen pembimbing II yang telah memberikan banyak waktu untuk
membimbing, mengarahkan, dan member masukan yang berharga dalam
penulisan laporan.
3. Bapak Prof. Dr. Ir. A Rahim Matondang, MSIE., selaku pembanding I, Bapak
Ir. Mangara M Tambunan, M.Sc., selaku pembanding II, dan Ibu Ir. Dini
Wahyuni, MT., selaku pembanding III yang telah memberikan masukan dan
arahan demi kesempurnaan laporan Tugas Sarjana ini.
4. Ibu Ir. Khawarita Siregar, MT., selaku Ketua Departemen Teknik Industri
USU dan Bapak Ir.Ukurta Tarigan,MT.,selaku Sekertaris Departemen Teknik
Industri USU yang telah memberikan izin dan dukungan kepada penulis.
5. Bapak Hasiholan, Bapak Zulkarnain Hamonangan, Bapak Darwin, Bapak
Arman , serta para karyawan produksi PT. Coca-cola Bottling Indonesia Unit
Medan yang telah memberikan kesempatan dan arahan dalam melaksanakan
6. Staf pegawai Teknik Industri atas bantuannya dalam masalah administrasi
untuk melaksanakan Tugas Sarjana ini.
7. Rekan-rekan Asisten Laboratorium Tataletak Pabrik dan Pemindahan Bahan
(TLP&PB) yang selalu memberi dukungan, masukan dan semangat kepada
penulis.
8. Rekan-rekan Asisten Laboratorium Ergonomi dan Perancangan Sistem Kerja
atas diskusi dan masukan kepada penulis.
9. Seluruh teman-teman Teknik Industri Stambuk 2007 (KOSTUTI) yang tidak
dapat disebutkan satu per satu, namun telah banyak memberikan dukungan,
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KEPUTUSAN SIDANG KOLOKIUM ... iv
ABSTRAK ... v
KATA PENGANTAR ... vi
UCAPAN TERIMA KASIH ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
I PENDAHULUAN
1.1. Latar Belakang ... I-1
1.2. Rumusan Permasalahan ... I-4
1.3. Tujuan Penelitian ... I-5
1.4. Manfaat Penelitian ... I-5
1.5. Asumsi dan Batasan Masalah ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha... II-2
2.3. Organisasi dan Manajemen Perusahaan ... II-3
2.4. Produk yang Dihasilkan ... II-5
2.5. Bahan yang Digunakan... II-6
2.6. Proses Produksi ... II-8
III LANDASAN TEORI
3.1. Beban Kerja Fisik ... III-1
3.2. Manual Material Handling ... III-2
3.3. Biomekanika ... III-4
3.4. Maximum Permissible Limit (MPL) ... III-6
3.5. Antropometri ... III-11
3.6. Stopwatch Time Study ... III-17
3.7. Peta Proses Kelompok Kerja (Gang Process Chart) ... III-19
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3. Kerangka Teoritis dan Variabel Penelitian ... IV-1
4.4. Metode Pengumpulan Data ... IV-3
4.5. Analisis Pemecahan Masalah ... IV-4
4.6. Kesimpulan dan Saran ... IV-5
4.7. Pelaksanaan Penelitian ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Data Operator ... V-1
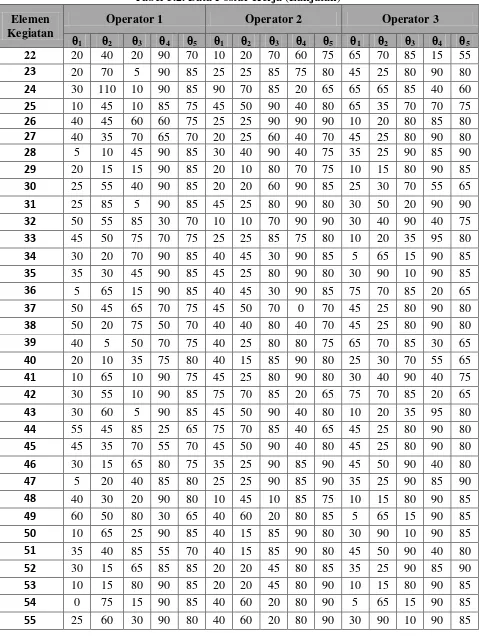
5.2. Data Uraian Elemen Kegiatan ... V-1
5.3. Data Pengukuran Waktu Kerja ... V-1
5.4. Data Postur Kerja ... V-2
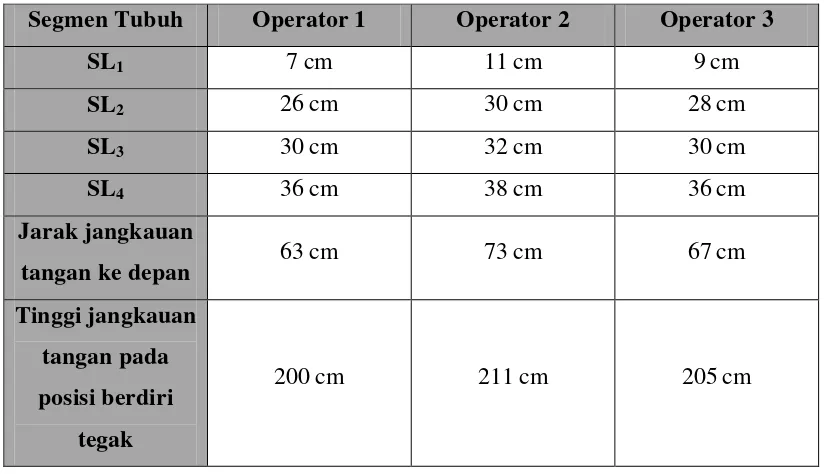
5.5. Data Antropometri Segmen Tubuh ... V-4
5.6. Data Ukuran Fasilitas Kerja ... V-4
5.7. Pembuatan Peta Proses Regu Kerja (Gang Process Chart) ... V-6
5.8. Penentuan Nilai MPL ... V-7
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Beban Kerja Operator Berdasarkan Waktu ... VI-1
6.2. Analisis Beban Kerja Operator Berdasarkan Biomekanika ... VI-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.4. Alternatif Pemecahan Masalah ... VI-17
6.4.1. Alternatif Penentuan Jumlah Operator ... VI-17
6.4.2. Alternatif Pengaturan Waktu Kerja dan Istirahat ... VI-19
6.4.3. Alternatif Penentuan Operator yang Sesuai
Berdasarkan Antropometri... VI-21
6.4.4. Alternatif Perbaikan Metode Kerja Sesuai Prinsip
Ekonomi Gerakan ... VI-22
6.5. Penentuan Solusi Pemecahan Masalah ... VI-23
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
5.1. Data Operator Paletizing ... V-1
5.2. Data Postur Kerja ... V-2
5.3. Data Antropometri Segmen Tubuh ... V-4
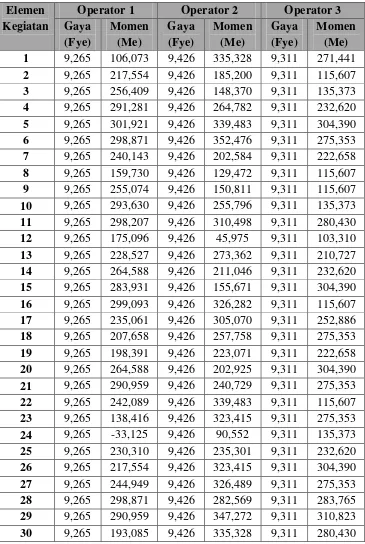
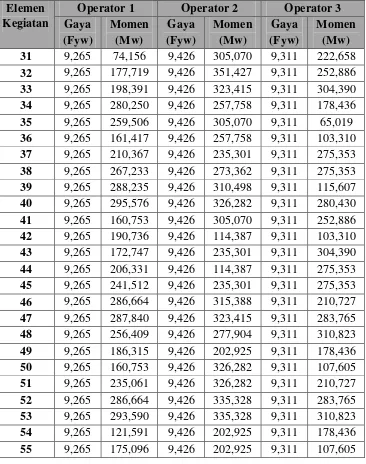
5.4. Besar Gaya dan Momen pada Segmen Telapak Tangan ... V-9
5.5. Besar Gaya dan Momen pada Segmen Lengan Bawah ... V-12
5.6. Besar Gaya dan Momen pada Segmen Lengan Atas ... V-15
5.7. Besar Gaya dan Momen pada Segmen Punggung ... V-18
5.8. Tekanan Perut dan Gaya Perut ... V-20
5.9. Gaya Otot (FM) dan Berat Total (Wtotal) ... V-22
5.10. Gaya Tekan L5/S1 dan Kategori Kegiatan ... V-24
5.11. Gaya Otot (FM) dan Berat Total (Wtotal) ... V-22
6.1. Analisis 5W + 1H untuk Gang Prosess Chart ... VI-3
6.2. Pengelompokan Kategori Kegiatan Berdasarkan Tingkat Krat ... VI-8
6.3. Pengelompokan Kategori Elemen Kegiatan Berdasarkan Level Krat . VI-11
6.4. Perhitungan Allowance ... VI-18
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Logo Coca-cola ... II-1
2.2. Struktur Organisasi PT. Coca-cola Bottling Indonesia ... II-3
3.1. Klasifikasi dan Kodifikasi pada Vertebrae ... III-7
3.2. Persentase Persegmen Tubuh ... III-7
3.3. Model Sederhana dari Punggung Bawah (Low Back) ... III-10
3.4. Data Antropometri yang Diperlukan untuk Perancangan
Produk/Fasilitas Kerja ... III-10
4.1. Kerangka Teoritis Penelitian ... IV-2
4.2. Langkah-langkah Pelaksanaan Penelitian ... IV-8
5.1. Conveyor ... V-5
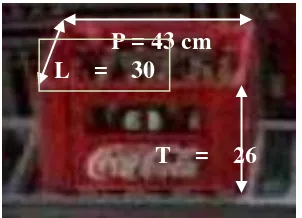
5.2. Krat (Kotak Produk)... V-5
5.3. Pallet Sebelum (a) dan Sesudah (b) Disusun Krat ... V-6
5.4. Peta Proses Regu Kerja ... V-7
5.5. Model Postur Operator ketika Mengangkat Krat dari Conveyor ... V-7
5.6. Diagram Gaya dan Momen Telapak Tangan ... V-8
5.7. Diagram Gaya dan Momen Lengan Bawah ... V-11
5.8. Diagram Gaya dan Momen Lengan Atas ... V-14
5.9. Diagram Gaya dan Momen Punggung ... V-17
6.1. Grafik Kapasitas Penyusunan Krat oleh Operator per Menit... VI-2
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.3. Penyusunan Krat Berdasarkan Tingkat ... VI-7
6.4. Penyusunan Krat Berdasarkan Level ... VI-7
6.5. Grafik Kategori Elemen Kegiatan dari Biomekanika Operator 1
Berdasarkan Tingkat Krat ... VI-9
6.6. Grafik Kategori Elemen Kegiatan dari Biomekanika Operator 2
Berdasarkan Tingkat Krat ... VI-9
6.7. Grafik Kategori Elemen Kegiatan dari Biomekanika Operator 3
Berdasarkan Tingkat Krat ... VI-10
6.8. Grafik Kategori Elemen Kegiatan dari Biomekanika Operator 1
Berdasarkan Level Krat ... VI-12
6.9. Grafik Kategori Elemen Kegiatan dari Biomekanika Operator 2
Berdasarkan Level Krat ... VI-12
6.10. Grafik Kategori Elemen Kegiatan dari Biomekanika Operator 3
Berdasarkan Level Krat ... VI-13
6.11. Jadwal Kerja Usulan untuk 3 Operator ... VI-20
ABSTRAK
PT. Coca-cola Bottling Indonesia Unit Medan merupakan perusahaan yang bergerak dalam industri pengolahan air minum dalam kemasan. Dalam kegiatan produksinya, terdapat aktivitas manual material handling. Aktivitas itu adalah pengangkatan dan penyusunan kotak produk (krat) ke atas pallet yang dilakukan secara repetitif selama delapan jam setiap shiftnya. Berat 1 krat adalah 16 kg, disusun 3x3 sampai 6 tingkat dengan tinggi maksimum 171 cm, dan berisi 54 krat per palletnya. Terdapat 3 orang pekerja/shift yang bekerja bergantian seorang diri dengan waktu kerja 30 menit, istirahat 60 menit. Jumlah krat yang harus diangkat adalah 6000krat/hari dengan frekuensi pengangkatan krat 12-13 krat/menit. Ketika bekerja banyak postur tubuh yang tidak ergonomis yang masih dijumpai seperti gerakan-gerakan membungkuk, menggunakan jangkauan maksimum, memutar tubuh, dan mengangkat tangan dengan posisi ke atas. Hal inilah yang menyebabkan terjadinya ketidakseimbangan beban kerja setiap operator. Selama ini operator juga mengeluhkan bahwa untuk memindahkan material tersebut meyebabkan sakit pada daerah lengan, punggung dan pinggang.
Penelitian ini bertujuan untuk melakukan perbaikan sistem kerja terhadap beban kerja fisik operator agar diperoleh sistem kerja yang lebih ergonomis. Sistem kerja aktual dianalisis dengan pendekatan biomekanika dengan perhitungan besar gaya tiap segmen tubuh dan gaya tekan L5/S1, penggunaan waktu kerja dengan membuat gang process chart dan analisis 5W+1H, serta analisis antropometri. Hasilnya, sebagian besar kegiatan pengangkatan dan peyusunan krat secara manual berada pada kategori yang berbahaya karena melebihi batas angkat maksimum yang diizinkan. Pada umumnya kegiatan itu adalah ketika menyusun krat pada tingkat 6,5,4, dan 1, serta bagian belakang (level 1,2,dan 3). Selain itu, waktu menganggur operator juga cukup banyak karena banyak kegiatan yang tidak perlu, dilakukan oleh operator, yaitu 15,22% untuk operator 1; 5,16% untuk operator 2; dan 28,56% untuk operator 3. Tingginya idle menyebabkan operator harus memaksakan diri untuk menyelesaikan target grup menyusun 6000 krat/shift, sehingga terjadi kelebihan kapasitas operator yang seharusnya 12-13 krat/menit sampai menjadi 17 krat/menit. Dari analisis antropometri, ketiga operator memiliki tinggi jangkauan tangan yang lebih kecil dari jarak susunan krat level 1, 2, dan 3 (baris belakang). Itulah sebabnya operator harus membungkukkan badannya ketika menyusun krat pada baris belakang. Untuk itu diberikan beberapa alternatif perbaikan berupa, pengaturan waktu kerja operator, penentuan operator yang sesuai berdasarkan antropometri, perbaikan metode kerja sesuai prinsip ekonomi gerakan, serta
Standard Operating Procedure (SOP).
Keywords: Manual Material Handling, Beban Kerja, Gaya Segmen Tubuh dan Gaya Tekan L5/S1,
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sebagian besar dari aktivitas fisik manusia dalam industri terjadi dalam
kegiatan manual material handling. Manual material handling didefinisikan
sebagai pemindahan objek tanpa bantuan yang sering dikombinasikan dengan
gerakan memutar dan postur canggung, dan berkontribusi pada gangguan
muskuloskeletal. Hal itu menyebabkan terjadinya cidera tubuh, sakit, dan cacat.
Masalah dari kegiatan manual material handling dikarenakan postur tubuh yang
salah, repetitif (berulang-ulang), berat, dan durasi yang terkait dengan
pemindahan beban. Salah satu penyebab cedera atau keluhan muskuloskeletal
tersebut jika terdapat ketidakesuaian antara tuntutan tugas (task demand) dan
kemampuan pekerja (worker capability), sehingga sistem muskuloskeletal secara
fisik overexerted.1
PT. Coca-cola Bottling Indonesia Unit Medan juga tidak terlepas dari
aktivitas manual material handling. PT. Coca-cola Bottling Indonesia Unit Medan
merupakan perusahaan yang bergerak dalam industri pengolahan air minum dalam
kemasan. Aktivitas manual material handling di perusahaan ini adalah kegiatan
pada bagian packing dan palletizing, dimana operator akan memindahkan krat
produk minuman dan menyusunnya ke atas pallet yang terletak di atas lantai
1
untuk kemudian disimpan di dalam gudang produk. Kegiatan ini dilakukan secara
repetitif selama delapan jam setiap shiftnya. Selama ini operator mengeluhkan
bahwa untuk memindahkan material tersebut meyebabkan sakit pada daerah
lengan, punggung dan pinggang karena setiap harinya mereka harus mengerjakan
hal yang sama berulang-ulang. Hal itu dirasakan operator ketika selesai
melakukan pekerjaannya setiap periode kerja, yaitu 30 menit. Perusahaan
memberikan waktu istirahat setiap operator 60 menit. Bagi sebagian operator
waktu istirahat tersebut mampu memulihkan kembali tenaganya untuk bekerja,
namun bagi sebagian operator lainnya mengeluhkan walaupun tenaga kembali
pulih tetapi rasa sakit otot lebih cepat terasa ketika kembali bekerja.
Krat yang dipindahkan beratnya adalah 16 kg dan disusun diatas pallet
yang diletakkan dilantai sampai dengan tinggi maksimum 6 tingkat, disusun 3x3,
dimana setiap pallet berisi 54 krat. Tinggi krat maksimum adalah 171 cm,
sementara pada kondisi riil, tinggi operator yang paling tinggi adalah 170 cm,
sehingga gerakan-gerakan mengangkat tangan dengan posisi ke atas tidak bisa
dihindarkan. Perbedaan antropometri antara setiap operator menyebabkan ada
operator yang mampu bekerja lebih stabil ataupun menyebabkan operator lebih
cepat lelah.2
2
Wibowo, Agus. 2010. Pengaruh Antropometri terhadap Kelelahan Kerja dan Hasil Belajar Siswa pada Pekerjaan Mengikir dalam Matadiklat Kerja Bangku Kelas X SMKN I Blitar Jurusan Mesin
Selain itu, penyusunannya masih dilakukan sembarang oleh tiap-tiap
operator, sehingga gerakan-gerakan seperti membungkuk dan memutar tubuh juga
Kecepatan produksi adalah 300 botol/menit atau sama dengan 12 sampai
13 krat/menit. Setiap harinya sekitar 6000 krat harus dipindahkan, dan pekerjaan
itu hanya dilakukan oleh tiga orang operator secara bergantian, sehingga dapat
diketahui bahwa setiap operator harus mengangkat 2000 krat/hari. Frekuensi
pengangkatan oleh operator seharusnya sama dengan kecepatan produksi, yaitu 12
sampai 13 krat/menit. Namun berdasarkan pengamatan pendahuluan, setiap
operator tidak memindahkan 12-13 krat/menit, melainkan dengan jumlah yang
bervariasi. Setiap operator dengan antropometrinya masing-masing memiliki
kesanggupan yang berbeda-beda dalam menyelesaikan tugasnya. Hal inilah yang
menyebabkan terjadinya ketidakseimbangan beban kerja setiap operator, ditambah
lagi cara penyusunan krat yang berbeda-beda pula.
Berat beban dan frekuensi yang tinggi secara berulang (repetitif) serta cara
pengangkatan seperti ini dapat mengakibatkan terjadinya keluhan fisik operator
berupa Musculoskeletal Disorders (MSDs). Keluhan MSDs merupakan suatu
kelelahan yang terjadi karena otot menerima tekanan akibat beban kerja fisik terus
menerus secara berulang (repetitif) sehingga akan mengakibatkan rasa sakit yang
berujung pada penurunan performans kerja, efisiensi, maupun ketahanan fisik
tubuh untuk terus melanjutkan kegiatan yang harus dilakukan.3
Kegiatan manual material handling yang dilakukan secara repetitif pernah
diteliti oleh Muslimah, Etika (2006). Dalam jurnal penelitian ini, objek yang
diamati adalah pekerja panggul beras pada gudang BULOG Grogol. Metode yang
Limit (RWL) dari aktivitas pemindahan material tersebut, kemudian dilanjutkan
dengan perhitungan Lifting Index (LI) untuk mengetahui dampak resiko dari
beban yang diangkat. Hasilnya, beban angkat aktual (40 kg) berada
diatas/melebihi beban yang direkomendasikan (RWL antara 8,87 dengan 10,7 kg),
dan berpotensi menyebabkan MSDs.
Penelitian lain yang membahas mengenai beban kerja yang ditinjau dari
aspek biomekanika adalah penelitian dari Wignjosoebroto, Sritomo (2008).
Penelitian ini bertujuan untuk merancang peralatan kerja yang ergonomis untuk
mengatasi keluhan sakit pada bagian leher, punggung, dan pinggang ketika
bekerja dengan menggunakan peralatan yang sebelumnya. Análisis biomekanika
dilakukan untuk melihat seberapa besar gaya tekan pada tulang belakang
khususnya L5/S1.
Dilatarbelakangi oleh permasalahan diatas maka perlu dilakukan analisis
aspek-aspek ergonomi terhadap sistem kerja pengangkaan dan penyusunan krat
ini, sebagai upaya melakukan perancangan kerja yang lebih baik berdasarkan
kaidah-kaidah ergonomi. Diharapkan dengan adanya evaluasi tersebut, beban
kerja fisik yang diterima operator selama bekerja dapat direduksi sehingga
keluhan MSDs dapat berkurang.
1.2. Rumusan Permasalahan
Rumusan masalah pada aktivitas manual material handling di
PT.Cocacola Bottling Indonesia-Medan adalah bahwa sistem kerja saat ini
ketidakseimbangan beban kerja antara setiap operator ditinjau dari segi
biomekanika dan waktu kerja, serta antropometri.
1.3. Tujuan Penelitian
Tujuan penelitian dibedakan menjadi tujuan umum dan tujuan khusus.
Adapun tujuan umum dari penelitian ini adalah untuk melakukan perbaikan sistem
kerja terhadap beban kerja fisik operator agar diperoleh sistem kerja yang lebih
ergonomis.
Sedangkan tujuan khusus dari penelitian ini adalah:
1. Melakukan penilaian beban kerja fisik operator dalam sistem kerja yang
selama ini digunakan berdasarkan aspek biomekanika dan studi waktu, serta
penilaian antropometri.
2. Menetukan alternatif perbaikan terhadap sistem kerja pada proses manual
material handling di bagian paletizing, sehingga dapat mereduksi keluhan
musculoskeletal operator.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah :
1. Bagi perusahaan, sebagai masukan untuk mewujudkan sistem kerja yang lebih
baik dan aman bagi kesehatan dan keselamatan karyawan, khususnya dalam
2. Bagi mahasiswa, memberikan pengetahuan dan pengalaman dalam
menyelesaikan suatu permasalahan praktis di dunia industri berdasarkan
pengetahuan yang telah diperoleh selama kuliah.
1.5. Asumsi dan Batasan Masalah
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Operator yang diukur berada dalam kondisi yang baik dan bekerja dengan
normal seperti biasa.
2. Proses produksi tidak mengalami perubahan selama penelitian berlangsung.
Batasan-batasan dalam penelitian ini adalah :
1. Penelitian difokuskan untuk menilai beban kerja fisik dari aspek biomekanika
dan studi waktu.
2. Objek penelitian adalah operator yang bekerja pada bagian paletizing shift I
PT. Coca-cola Bottling Indonesia Unit Medan.
1.6. Sistematika Penulisan Laporan
Laporan tugas sarjana ini disusun dengan sistematika yang disajikan dalam
bentuk bab dengan sistematika sebagai berikut :
Bab I Pendahuluan, merupakan pendahuluan tentang latar belakang
penelitian, yang berisi perumusan masalah, tujuan penelitian, manfaat penelitian,
asumsi dan batasan masalah, serta sistematika penulisan.
Bab II Gambaran Umum Perusahaan, memuat berbagai atribut dari
lingkup bidang usaha, organisasi dan manajemen perusahaan, produk yang
dihasilkan, bahan yang digunakan, dan proses produksi.
Bab III Landasan Teori, menguraikan tentang teori-teori yang menjadi
acuan dalam pelaksanaan penelitian. Teori ini meliputi teori tentang beban kerja,
Manual Material Handling (MMH), biomekanika, antropometri, Stopwatch Time
Study, dan Peta Proses Kelompok Kerja.
Bab IV Metodologi Penelitian, menjelaskan tentang tempat dan waktu
penelitian, jenis penelitian, kerangka teoritis dan variabel penelitian, metode
pengumpulan data, análisis pemecahan masalah, kesimpulan dan saran, serta
pelaksanaan penelitian.
Bab V Pengumpulan dan Pengolahan Data, berisi tentang pengumpulan
dan pegolahan data dalam penelitian, yaitu data waktu penyusunan krat yang
disusun berdasarkan studi waktu dan dijabarkan dalam suatu peta proses
kelompok kerja (Gang Process Chart), serta data penilaian postur kerja dengan
penentuan gaya tekan tiap segmen tubuh berdasarkan perhitungan MPL
(Maximum Permissible Limit) untuk setiap elemen gerakan kerja.
Bab VI Analisis Pemecahan Masalah, dilakukan pembahasan dan analisis
terhadap hasil pengolahan data untuk kemudian dapat dilakukan evaluasi dan
perbaikan. Perbaikan yang diberikan berupa alternatif perbaikan terhadap sistem
kerja yang lebih ergonomis untuk aktivitas penyusunan kotak produk (krat).
Bab VII Kesimpulan dan Saran, berisi tentang kesimpulan yang dapat
diambil dari seluruh tahapan penelitian yang dilakukan, serta saran-saran yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Coca-cola Bottling Indonesia Unit Medan merupakan pengembangan
dari penemuan Dr. John Styth Pemberton secara industri. John Styth Pemberton,
adalah seorang ahli farmasi dari Atlanta, Georgia, Amerika Serikat. Orang inilah
yang pertama kali mencampur sirup dari kacang kola Afrika dan daun Coca.
Frank Robinson, sahabat sekaligus akuntan Pemberton, menyarankan nama
Coca-Cola karena berpendapat bahwa dua huruf C akan tampak menonjol untuk
periklanan. Kemudian ia menciptakan nama dengan huruf-huruf miring mengalir
dan lahirlah logo paling terkenal di dunia.
Gambar 2.1. Logo Coca-cola
Pada tahun 1892, Pemberton menjual hak cipta Coca-cola pada Assa
Candler seorang manager ulung, yang kemudian mendirikan perusahaan bernama
PT. Coca-Cola Company di Atlanta, Amerika Serikat yang kini menjadi kantor
Pada tahun 1932, Coca-cola mulai diperdagangkan di Indonesia oleh De
Nederlands Indische Meneral Water Fabriek Jakarta dibawah manajemen Bernie Vonings dari Belanda. Setelah proklamasi kemerdekaan, perusahaan ini berganti
nama menjadi Indonesia Beverages Limited (IBL). Tahun 1971 IBL menjalin
kerjasama dengan tiga perusahaan Jepang dan membentuk Djaya Beverages
Bottling Company (DBBC). Pada Tanggal 12 Oktober 1993, sebuah perusahaan
publik Australia yang merupakan perusahaan terbesar di dunia untuk fabrikasi,
distribusi, dan pemasaran produk The Coca-cola Company mengambil alih
kepemilikan DBBC dan berubah nama menjadi Coca-Cola Amatil Indonesia.
Hingga saat ini tercatat 11 pabrik Coca-cola yang beroperasi di berbagai
provinsi di Indonesia. Salah satunya adalah di Medan. Pada tanggal 1 Januari
tahun 2000, perusahaan pembotolan dan distribusi Coca-cola yang berada
dibawah manajemen Coca-Cola Amatil berubah nama menjadi PT. Coca-cola
Bottling Indonesia untuk perusahaan pembotolan dan PT. Coca-cola Distribution
Indonesia untuk perusahaan distribusi.
2.2. Ruang Lingkup Bidang Usaha
PT. Coca-cola Bottling Indonesia Unit Medan bergerak dalam bidang
pembuatan minuman dalam kemasan. Saat ini PT. Coca-cola Bottling Indonesia
Unit Medan sudah memiliki beraneka jenis produk baik yang berkarbonasi
maupun tidak. Pabrik pembuatan produk Coca-cola berada di daerah Martubung,
Belawan dan daerah pemasarannya adalah daerah Provinsi Sumatera Utara dan
PT. Coca-cola Bottling Indonesia Unit Medan memiliki beberapa subdistributor,
yaitu Medan, Kabanjahe, Tebing Tinggi, P.Siantar, Rantau Parapat, Kisaran,
P.Sidempuan, Langsa, Lhoksemawe, Banda Aceh, Meulaboh, Sibolga, Balige,
dan Indrapura. PT. Coca-cola Bottling Indonesia sudah memiliki lebih dari 18000
retailer produk coca-cola. Hal ini membuat produk Coca-cola semakin mudah
untuk diperoleh dimana saja dengan harga yang dapat dijangkau oleh semua
lapisanmasyarakat.
2.3. Organisasi dan Manajemen Perusahaan
Struktur organisasi merupakan perwujudan dari hubungan-hubungan di
antara fungsi-fungsi, wewenang, dan tanggung jawab yang berhubungan satu
sama yang lain. Batas tanggung jawab setiap orang dituangkan dalam job
description, sedangkan penggambarannya diwujudkan dalam stuktur organisasi
seperti pada Gambar 2.1.
Gambar 2.2. Struktur Organisasi PT.Coca-cola Bottling Indonesia
Struktur organisasi yang digunakan oleh PT. Coca-cola Bottling Indonesia
spesialis fungsional yang mengawasi kegiatan masing-masing karyawan, seperti
fungsi produksi, keuangan, personalia, administrasi, dan lain-lain. Pada struktur
organisasi fungsional, seorang karyawan tidak bertanggung jawab kepada satu
atasan saja. Pimpinan berwenang pada satuan-satuan organisasi dibawahnya untuk
bidang pekerjaan tertentu. Pimpinan berhak memerintah semua karyawan disemua
bagian, selama masih berhubungan dengan bidang kerjanya.
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada
PT. Coca-cola Bottling Indonesia Unit Medan secara garis besar dapat dilihat
pada Lampiran 1.
Setiap tenaga kerja yang bekerja di PT. Coca-cola Bottling Indonesia Unit
Medan terikat oleh jam kerja yang telah ditetapkan perusahaan. Adapun
pengaturan jam kerja tersebut adalah sebagai berikut:
1. Untuk seluruh tenaga kerja, kecuali tenaga kerja bagian Security dan
departemen Produksi, hari kerja adalah Senin sampai Jumat dengan jam
sebagai berikut:
a. Jam 08.00 – 12.00 WIB : waktu kerja
b. Jam 12.00 – 13.00 WIB : waktu istirahat
c. Jam 13.00 – 17.00 WIB : waktu kerja
2. Untuk bagian Security, bekerja setiap hari dengan jam kerja yang terdiri atas 3
shift, yaitu:
a. Jam 06.00 – 14.00 WIB
b. Jam 14.00 – 22.00 WIB
3. Untuk Departemen Produksi hari kerja adalah Senin sampai Jumat dengan jam
kerja setiap harinya dibagi atas dua shift yaitu:
a. Jam 06.00 – 14.00 WIB
b. Jam 14.00 – 22.00 WIB
2.4. Produk yang Dihasilkan
PT. Coca-cola Bottling Indonesia Unit Medan saat ini telah memproduksi
empat jenis minuman yaitu: coca-cola, sprite, fanta dan frestea dengan berbagai
ukuran dalam kemasan botol (botol kaca dan botol plastik).
1. Coca-cola dengan isi : 200 ml, 295 ml, 1000 ml.
2. Sprite dengan isi : 200 ml, 295 ml, 1000 ml.
3. Fanta:
a. Fanta orange dengan isi : 200 ml, 295 ml, 1000 ml.
b. Fanta strawberry dengan isi : 200 ml, 295 ml, 1000 ml.
c. Fanta soda water dengan isi : 200 ml, 295 ml, 1000 ml.
d. Fanta Pineapple dengan isi : 200 ml, 295 ml, 1000 ml.
4. Frestea dengan isi : 220 ml.
Untuk kemasan kaleng dan beberapa produk Coca-cola lainnya seperti
Minute Maid Pulpy, Powerade Isotonik, dan Ades tidak diproduksi di pabrik PT.
2.5. Bahan yang Digunakan
Adapun bahan yang digunakan oleh PT. Coca-cola Bottling Indonesia Unit
Medan dalam menghasilkan produk adalah sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk,
ikut dalam proses produksi dan memiliki persentase terbesar dibandingkan dengan
bahan-bahan lain. Adapun bahan baku yang digunakan PT. Coca-cola Bottling
Indonesia Unit Medan dalam pembuatan minuman ringan adalah:
a. Air
Air digunakan sebagai bahan baku pembuatan minuman berkarbonasi
(Coca-Cola, Sprite, dan Fanta) maupun minuman yang tidak berkarbonasi
(Frestea).
b. Gula
Gula yang digunakan adalah gula murni yang memenuhi standar yang telah
ditetapkan, yaitu memiliki kadar 99,99% dan bebas dari kotoran.
c. Concentrate
Concentrate diperoleh dari PT. Coca-Cola Bottling Indonesia Unit Jakarta
yang merupakan satu-satunya perusahaan yang menyediakan bahan ini untuk
perusahaan Coca-Cola di seluruh Indonesia. Concentrate berfungsi sebagai
bahan pengawet dan pemberi rasa yang membedakanya dengan jenis minuman
d. Karbondioksida (CO2)
Karbondioksida merupakan bahan baku yang berfungsi sebagai penyegar
dan pengawet minuman. Selain itu secara kualitas berfungsi untuk
menunjukkan ciri khas dari Coca-Cola. CO2 dibeli dari PT. Aneka Gas dan
UD. Mulya Perkasa di Medan.
2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan pada proses produksi dengan
persentase lebih rendah dari pada bahan utama agarproses produksi dapat berjalan
lebih baik dan tidak dapat dibedakan dengan jelas pada produk akhir. Bahan
penolong yang digunakan pada proses produksi di perusahaan ini adalah:
a. Kaporit : digunakan dalam proses pengolahan air, membunuh bakteri
(menghambat pertumbuhan mikroorganisme), membersihkan botol dan
sanitasi peralatan.
b. Asam Sulfat (H2SO4) : digunakan untuk membebaskan dan menghilangkan
gas-gas yang terlarut dalam air.
c. Filter Aid : berfungsi untuk melapisi filter paper pada proses penyaringan
syrup di filter press, memperbesar pori-pori filter paper sehingga
mempermudah filtrasi dan menahan karbon aktif sehingga tidak lolos ke
final syrup tank.
d. Karbon Aktif : digunakan pada pembuatan syrup untuk menjernihkan
larutan gula dan menghilangkan bau-bau asing.
e. Causatif Soda (NaOH) : digunakan pada proses pencucian botol pada bottle
3. Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan guna meningkatkan
mutu suatu produk atau suatu bahan yang dapat dilihat pada akhir produk. Bahan
tambahan pada proses pembuatan minuman ringan yang terdapat pada PT.
Coca-cola Bottling Indonesia Unit Medan pada umumnya dibutuhkan pada proses
pengepakan, yaitu:
a. Botol : merupakan bahan pengemas minuman yang dihasilkan oleh PT.
Coca-cola Bottling Indonesia Unit Medan sehingga siap dipasarkan.
b. Crown Cork (Penutup Botol) : digunakan untuk menutup botol minuman
ringan.
c. Krat(Peti Plastik) : berfungsi sebagai tempat penyusunan botol-botol
dengan kapasitas 24 botol per krat.
d. Karton : digunakan sebagai tempat pengepakan minuman yang dikemas
dalam botol plastik.
2.6. Proses Produksi
Proses produksi di PT. Coca-cola Bottling Indonesia Medan mempunyai
tiga line produksi, yaitu:
1. Line I : memproduksi frestea dengan kapasitas produksi 300 botol/menit.
2. Line II : memproduksi produk Coca-cola dalam kemesan botol plastik dimana
kapasitas produksinya adalah 200 botol/menit.
3. Line III : memproduksi Coca-cola, Sprite, dan Fanta dengan kecepatan
Berdasarkan cara pembuatannya minuman yang diproduksi PT. Coca Cola
Bottling Indonesia Unit Medan dikelompokkan atas dua kelompok besar yaitu :
1. Minuman berkarbonasi : Coca Cola, Sprite dan Fanta
2. Minuman non-karbonasi : Frestea
Adapun uraian proses pembuatan dan pembotolan minuman di perusahaan
BAB III
LANDASAN TEORI
3.1. Beban Kerja Fisik4
Workload atau beban kerja merupakan usaha yang harus dikeluarkan oleh
seseorang untuk memenuhi permintaan dari pekerjaan tersebut. Sedangkan
capacity adalah kemampuan/kapasitas manusia. Kapasitas ini dapat diukur dari
kondisi fisik maupun mental seseorang.
Dalam ergonomi, prinsip dalam perancangan kerja adalah dengan tetap
menjaga agar demand pekerjaan kurang dari kapasitas manusia. Artinya, workload
demand harus lebih kecil dari human capacity. Seperti halnya mesin, jika beban
yang diterima melebihi kapasitasnya, maka akan menurunkan usia pakai mesin
tersebut, bahkan menjadi rusak. Begitu pula manusia, jika ia diberikan beban kerja
yang berlebihan, maka akan menurunkan kualitas kerja orang tersebut seperti
kelelahan, tingginya error rate dan juga dapat mempengaruhi keselamatan dan
kesehatan kerja.
Analisis beban kerja ini banyak digunakan diantaranya dapat digunakan
dalam penentuan kebutuhan pekerja (man power planning); analisis ergonomi,
analisis Keselamatan dan Kesehatan Kerja (K3), hingga ke perencanaan
penggajian.
Perhitungan beban kerja setidaknya dapat dilihat dari tiga aspek, yakni
kerja berdasarkan kriteria-kriteria fisik manusia. Aspek mental merupakan
perhitungan beban kerja dengan mempertimbangkan aspek mental (psikologis).
Sedangkan pemanfaatan waktu lebih mempertimbangkan pada aspek penggunaan
waktu untuk bekerja.
Secara umum, beban kerja fisik dapat dilihat dari dua sisi, yakni sisi
fisiologis dan biomekanika. Sisi fisiologis melihat kapasitas kerja manusia dari
sisi fisiologi tubuh (faal tubuh), meliputi denyut jantung dan konsumsi energi.
Sedangkan biomekanika lebih melihat kepada aspek terkait proses mekanik yang
terjadi pada tubuh, seperti kekuatan otot, dan sebagainya.
3.2. Manual Material Handling5,6
Manual Material Handling (MMH) adalah bagian dari banyak pekerjaan dan kegiatan yang dilakukan dalam kehidupan. Biasanya melibatkan mengangkat,
menurunkan, mendorong, menarik, dan membawa benda-benda dengan tangan.
Dalam dunia industri, hal ini meliputi berbagai kegiatan seperti bongkar muat
kotak atau karton, pemindahan material dari conveyor, dan penumpukan barang di
gudang.
Berbagai efek kesehatan jangka pendek dan jangka panjang dapat
dikaitkan dengan MMH. Beberapa di antaranya adalah (National Institude for
Occupational Safety and Health, 1981) laserasi, memar, dan patah tulang;
tegangan kardiovaskular, seperti peningkatan denyut jantung dan tekanan darah,
5
Sanders, Mark S.1987. Human Factors in Engineering and Design. Sixth Edition. Halaman: 225 6
kelelahan otot, cedera muskuloskeletal, terutama pada tulang belakang; dan nyeri
punggung. Berkaitan dengan cedera seperti itu, National Safety Council
melaporkan bahwa cedera yang berhubungan dengan MMH sekitar 25% dari
semua cedera industri dan menghasilkan sekitar 12 juta hari kerja hilang per tahun
dan lebih dari $1 miliar dalam biaya kompensasi.
Kebutuhan untuk mengangkat secara manual haruslah diteliti secara
ergonomis. Untuk menciptakan suasana kerja yang aman dan sehat maka perlu
adanya suatu batasan angkat untuk operator. Pendekatan terhadap batasan dari
masssa beban yang akan diangkut meliputi:
a. Batasan legal (legal limitations)
Pada bagian ini akan dijelaskan beberapa batasan angkat secara legal dari
berbagai negara yang digunakan untuk pabrik dan sistem bisnis manufaktur
lainnya. Batasan angkat ini dipakai sebagai batasan angkat secara internasional.
Beberapa komisi yang telah mengeluarkan standar untuk penentuan batas
maksimum ini adalah:
- The Health and Safety Commission di Inggris, 1982.
- The National Occupational Health and Safety Commission (Worksafe
Australia), 1986.
- NIOSH (National Institute of Occupational Safety and Health) di
Amerika.
b. Batasan biomekanika (biomechanical limitations)
Batasan biomekanika berdasarkan nilai dari analisa biomekanika, yaitu
dievaluasi. Sedangkan criteria keselamatan adalah berdasarkan beban tekan
(compression load) pada intervertebral disk antara lumbar nomor lima dan sacrum
nomor satu (L5/S1).
c. Batasan fisiologi (physiological limitations)
Metode pendekatan ini dengan mempertimbangkan rata-rata beban
metabolisme dari aktivitas angkat yang berulang (repetitive lifting), sebagaimana
dapat juga ditentukan dari jumlah konsumsi oksigen, denyut jantung, dan
konsumsi energi.
d. Batasan psiko-fisik (psyco-physic limitations)
Metode ini berdsarkan pada sejumlah eksperimen yang berupaya untuk
mendapatkan berat pada berbagai keadaaan dan ketinggian beban yang
berbeda-beda. Metode ini dirangkumkan oleh Snook (1978) dan dikatakan bahwa: “Para
pekerja memonitor perasaannya masing-masing dan mengatur berat beban sampai
menunjukkan kemampuan angkat maksimum”.
3.3. Biomekanika7
Biomekanika merupakan ilmu yang membahas aspek-aspek dari gerakan
tubuh manusia dan kombinasi antara keilmuan mekanika, antropometri, dan dasar
ilmu kedokteran (biologi dan fisiologi). Menurut Frankel dan Nordin,
biomekanika menggunakan konsep fisika dan teknik untuk menjelaskan gerakan
pada berbagai macam bagian tubuh dan gaya yang bekerja pada bagian tubuh
pada aktivitas sehari-hari.
7
Pendekatan biomekanika memandang tubuh manusia sebagai suatu sistem
yang terdiri dari elemen-elemen yang saling terkait dan terhubung satu sama lain,
melalui sendi-sendi dan jaringan otot yang ada. Prinsip-prinsip fisika digunakan
untuk menyatakan tegangan mekanik pada tubuh dan gaya otot yang diperlukan
untuk mengimbangi tegangan-tegangan tersebut.
Biomekanika dapat diterapkan pada perancangan kembali pekerjaan yang
sudah ada, mengevaluasi pekerjaan, penanganan material secara manual,
pembebanan statis dan penentuan sistem waktu. Prinsip-prinsip biomekanika
dalam pengangkatan beban adalah:
1. Sesuaikan berat dengan kemapanan pekerja dengan mempertimbangkan
frekuensi pemindahan.
2. Manfaatkan dua atau lebih pekerja untuk memindahkan barang yang berat.
3. Ubahlah aktivitas jika mungkin sehingga lebih mudah, ringan dan tidak
berbahaya.
4. Minimasi jarak horizontal gerakan antara tempat mulai dan berakhir pada pemindahan barang.
5. Material terletak tidak lebih tinggi dari bahu. 6. Kurangi frekuensi pemindahan.
7. Berikan waktu istirahat.
8. Berlakukan rotasi kerja terhadap pekerjaan yang sedikit membutuhkan tenaga. 9. Rancang kontainer agar mempunyai pegangan yang dapat dipegang dekat
dengan tubuh.
3.4. Maximum Permissible Limit (MPL)8
Merupakan batas besarnya gaya tekan pada segmen L5/S1 (lumbar nomor
5 dan sacrum nomor 1) dari kegiatan pengangkatan dalam satuan Newton yang
distandarkan oleh NIOSH (National Instiute of Occupational Safety and Health)
tahun 1981. Besar gaya tekannya adalah di bawah 6500 N pada L5/S1. Sedangkan
batasan gaya angkatan normal (the Action Limit) sebesar 3500 pada L5/S1.
Sehingga, apabila gaya tekan lebih kecil dari Action Limit (Fc < AL) maka
kategori kegiatan tersebut adalah “aman”, jika gaya tekan diantara Action Limit
dengan Maximum Permissible Limit (AL < Fc < MPL) maka kategori kegiatan
tersebut adalah “perlu hati-hati”, dan apabila gaya tekan lebih besar dari
Maximum Permissible Limit (Fc > MPL) maka kategori kegiatan tersebut adalah
“berbahaya”. Batasan gaya angkat maksimum yang diijinkan, yang
direkomendasikan NIOSH (1991) adalah berdasarkan gaya tekan sebesar 6500 N
pd L5/S1, namun hanya 1% wanita dan 25% pria yang diperkirakan mampu
melewati batasan angkat ini.
Perlu diperhatikan bahwa nilai dari analisa biomekanika adalah rentang
postur atau posisi aktifitas kerja, ukuran beban, dan ukuran manusia yang
dievaluasi. Sedangkan kriteria keselamatan adalah berdasar pada beban tekan
(compression load) pada intebral disk antara Lumbar nomor lima dan sacrum
nomor satu (L5/S1). Untuk mengetahui lebih jelas lagi L5/S1 dapat dilihat pada
Gambar 3.1.
8
Gambar 3.1 Klasifikasi dan Kodifikasi pada Vertebrae
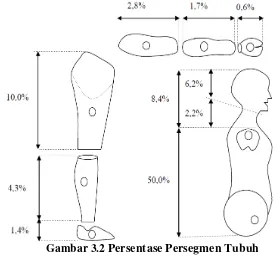
Dalam biomekanika perhitungan dilakukan guna mencari moment dan gaya dapat dilakukan dengan cara menghitung gaya dan mement secara parsial atau menghitung tiap segmen yang menyusun tubuh manusia. Berat dari masing-masing segmen didapat dari besarnya prosentase dikali dengan gaya berat dari orang tersebut.
[image:39.595.159.436.471.729.2]Adapun perhitungan tiap segmen yang mempengaruhi tulang belakang dalam melakukan aktvitas pengangkatan, kecuali segmen kaki adalah sebagai berikut: 1. Telapak Tangan
ΣFy = 0
ΣFx = 0 tidak ada gaya horisontal
ΣM = 0
WH = 0,6% x Wbadan
Fyw = W0/2 + WH
Mw = (W0/2 + WH ) x SL1 x cos Ө1
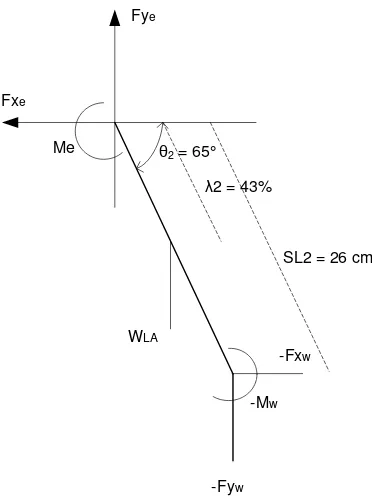
2. Lengan Bawah
ΣFy = 0
ΣFx = 0 tidak ada gaya horisontal
ΣM = 0
WLA = 1,7% x Wbadan
Fye = Fyw + WLA
Me = Mw + (WLA x λ2 x SL2x cosθ2) +
3. Lengan Atas
ΣFy = 0
ΣFx = 0
ΣM = 0
λ3 = 43,6%
WUA = 2,8% x Wbadan
Fys = Fye + WUA
Ms = Me + (WUAx λ3 x SL3x cosθ3) +
(Fye x SL3x cos θ3)
4. Punggung
ΣFy = 0
ΣFx = 0
ΣM = 0
λ4 = 67%
WT = 50% x Wbadan
Fyt = 2Fys + WT
Mt = 2Ms + (WTx λ4 x SL4x cos θ4)
+ (2Fys x SL4x cos θ4)
Dengan menggunakan teknik perhitungan keseimbangan gaya pada tiap
segmen tubuh manusia, maka didapat moment resultan pada L5/S1. Kemudian
L5/S1 tersebut diimbangi gaya otot pada spinal erector (FM) yang cukup besar
dan juga gaya perut (FA) sebagai pengaruh tekanan perut (PA) atau Abdominal
Pressure yang berfungsi untuk membantu kestabilan badan karena pengaruh
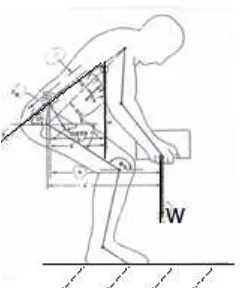
[image:42.595.249.369.226.370.2]momen dan gaya yang ada seperti model pada Gambar 3.3.
Gambar 3.3. Model Sederhana dari Punggung Bawah (Low Back)
Gaya otot pada spinal erector dirumuskan sebagai berikut:
FM x E = M(L5/S1) – FA x D
FM = Gaya otot pada Spinal Erector (Newton)
E = Panjang Lengan momen otot spinal erector dari L5/S1
M(L5/S1) = Momen resultan pada L5/S1
FA = Gaya Perut
D = Jarak dari gaya perut ke L5/S1
Untuk mencari Gaya Perut (FA), maka perlu dicari Tekanan Perut (PA)
dengan persamaan:
Keterangan:
PA = Tekanan Perut θH = Sudut inklinasi perut
θT = Sudut inklinasi kaki
AA = Luas diafragma (465 cm2)
Kemudian berat total dihitung dengan menggunakan rumus berikut:
Wtot = Wo +2WH + 2WLA+ 2WUA + Wt
Wtot = Gaya keseluruhan yang terjadi Wo = Berat beban
WH = Berat tangan
WLA = Berat lengan bawah
WUA = Berat lengan atas
WT = Berat punggung
Sehingga gaya kompresi atau tekan pada L5/S1 dapat dirumuskan seperti:
FC = Wtot . cos θ4 – FA + Fm
Fc = Gaya kompresi pada L5/S1
3.5. Antropometri9
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri”
yang berarti ukuran. Secara definitif antropometri dapat dinyatakan sebagai satu
studi yang berkaitan dengan pengukuran dimensi tubuh manusia. Manusia pada
dasarnya akan memiliki bentuk, ukuran (tinggi, lebar dsb.) berat dll. Yang berbeda
satu dengan yang lainnya. Antropometri secara luas akan digunakan sebagai
pertimbangan-pertimbangan ergonomis dalam proses perancangan (desain)
antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain
dalam hal :
a. Perancangan areal kerja ( work station, interior mobil, dll )
b. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools)
dan sebagainya.
c. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja
komputer dll.
d. Perancangan lingkungan kerja fisik.
Dengan demikian dapat disimpulkan bahwa data antropometri akan
menentukan bentuk, ukuran dan dimensi yang tepat yang berkaitan dengan produk
yang dirancang dan manusia yang akan mengoperasikan/menggunakan produk
tersebut. Dalam kaitan ini maka perancangan produk harus mampu
mengakomodasikan dimensi tubuh dari populasi terbesar yang akan menggunakan
produk hasil rancangannya tersebut. Secara umum sekurang-kurangnya 90%-95%
dari populasi yang menjadi target dalam kelompok pemakai suatu produk haruslah
mampu menggunakannya dengan selayaknya.
Data antropometri yang menyajikan data ukuran dari berbagai macam
anggota tubuh manusia dalam persentil tertentu akan sangat besar manfaatnya
pada saat suatu rancangan produk ataupun fasilitas kerja akan dibuat. Agar
rancangan nantinya bisa sesuai dengan ukuran tubuh manusia yang akan
mengoperasikannya, maka prinsip-prinsip apa yang harus diambil didalam
aplikasi data antropometri tersebut harus ditetapkan terlebih dahulu seperti
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim.
Disini rancangan produk dibuat agar bisa memenuhi 2 (dua) sasaran
produk, yaitu :
a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi
ekstrim dalam arti terlalu besar atau kecil bila dibandingkan dengan
rata-ratanya.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain
(mayoritas dari populasi yang ada).
2. Prinsip perancangan produk yang bisa dioperasikan diantara rentang
ukuran tertentu.
Disini rancangan bisa dirubah-rubah ukurannya sehingga cukup fleksibel
dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh.
Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang mana
dalam hal ini letaknya bisa digeser maju/mundur dan sudut sandarannya bisa
dirubah-rubah sesuai dengan yang diinginkan. Dalam kaitannya untuk
mendapatkan rancangan yang fleksibel, semacam ini maka data antropometri yang
umum diaplikasikan adalah rentang nilai 5-th s/d 95-th persentil.
3. Prinsip perancangan produk dengan ukuran rata-rata.
Berkaitan dengan aplikasi data antropometri yang diperlukan dalam proses
perancangan produk ataupun fasilitas kerja, maka ada beberapa saran/rekomendasi
a. Pertama kali terlebih dahulu harus ditetapkan anggota tubuh yang mana
yang nantinya akan difungsikan untuk mengoperasikan rancangan
tersebut.
b. Tentukan dimensi tubuh yang penting dalam proses perancangan tersebut,
dalam hal ini juga perlu diperhatikan apakah harus menggunakan data
struktural body dimension ataukah functional body dimension.
c. Selanjutnya tentukan populasi terbesar yang harus diantisipasi,
diakomodasikan dan menjadi target utama pemakai rancangan produk
tersebut. Hal ini lazim dikenal sebagai "market segmentation", seperti
produk mainan untuk anak-anak, peralatan rumah tangga untuk wanita, dll.
d. Tetapkan prinsip ukuran yang harus diikuti semisal apakah rancangan
tersebut untuk ukuran individual yang ekstrim, rentang ukuran yang
fleksibel (adjustable) ataukah ukuran rata-rata.
e. Pilih prosentase populasi yang harus diikuti, 90-th, 95-th, 99-th ataukah
nilai persentil yang lain yang dikehendaki.
f. Untuk setiap dimensi tubuh yang telah diidentifikasikan selanjutnya
pilih/tetapkan nilai ukurannya dari tabel data antropometri yang sesuai.
Aplikasi data tersebut dan tambahkan faktor kelonggaran (allowance) bila
diperlukan seperti halnya tambahan ukuran akibat faktor tebalnya pakaian
yang harus dikenakan oleh operator, pemakaian sarung tangan (gloves),
dan lain-lain.
Selanjutnya untuk memperjelas mengenai data antropometri untuk bisa
Eko Nurmianto dalam bukunya, maka pada gambar tersebut dibawah ini akan
memberikan informasi tentang berbagai macam anggota tubuh yang perlu diukur
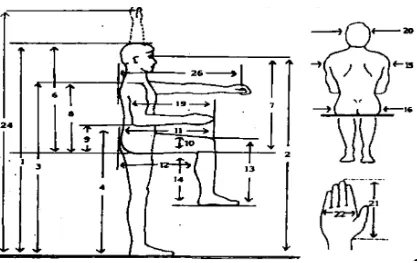
[image:47.595.115.533.189.452.2]pada gambar 3.4.
Gambar 3.4. Data Antropometri yang Diperlukan untuk Perancangan Produk/Fasilitas Kerja
Keterangan gambar :
1. Dimensi tinggi tubuh dalam posisi tegak (dari lantai s/d ujung kepala)
2. Tinggi mata dalam posisi berdiri tegak
3. Tinggi bahu dalam posisi berdiri tegak
4. Tinggi siku dalam posisi berdiri tegak (siku tegak lurus)
5. Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam
gambar tidak ditunjukkan ).
7. Tinggi mata dalam posisi duduk.
8. Tinggi bahu dalam posisi duduk
9. Tinggi siku dalam posisi duduk ( siku tegak lurus)
10. Tebal atau lebar paha.
11. Panjang paha yang diukur dari pantat s/d ujung lutut.
12. Panjang paha yang diukur dari pantat s/d bagian belakang dari lutut/betis.
13. Tinggi lutut yang bisa diukur baik dalam posisi berdiri ataupun duduk.
14. Tinggi tubuh dalam posisi duduk yang diukur dari lantai sampai dengan paha.
15. Lebar dari bahu (bisa diukur dalam posisi berdiri ataupun duduk)
16. Lebar pinggul/pantat
17. Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukkan dlm
gambar)
18. Lebar perut
19. Panjang siku yang diukur dari siku sampai dengan ujung jari-jari dalam posisi
siku tegak lurus.
20. Lebar kepala.
21. Panjang tangan diukur dari pergelangan sampai dengan ujung jari.
22. Lebar telapak tangan.
23. Lebar tangan dalam posisi tangan terbentang lebar-lebar kesamping
kiri-kanan (tidak ditunjukkan dalam gambar)
24. Tinggi jangkauan tangan dalam posisi berdiri tegak, diukur dari lantai sampai
25. Tinggi jangkauan tangan dalam posisi duduk tegak, diukur seperti halnya no
24 tetapi dalam posisi duduk (tidak ditunjukkan dalam gambar)
26. Jarak jangkauan tangan yang terjulur kedepan diukur dari bahu sampai ujung
jari tangan.
3.6. Stopwatch Time Study10
Pengukuran waktu dengan jam henti (stop watch) pertama kali
diperkenalkan oleh Frederick W. Taylor sekitar abad 19 yang lalu. Metode ini
terutama baik sekali diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung
singkat dan berulang-ulang (repetitive). Dari hasil pengukuran maka akan
diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana
waktu ini akan dipergunakan sebagai standar penyelesaian pekerjaan bagi semua
pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara garis
besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam
henti ini dapat diuraikan sebagai berikut:
1. Defenisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan
maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati
dan supervisor yang ada.
2. Catat semua informasi yang berkaitan erat dengan penyelesaaian pekerjaan,
seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih
dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak,
uji pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja
yang diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan
untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performance
operator. Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka
performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh
operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna menmberikan fleksibilitas.
Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi
seperti kebutuhan-kebutuhan personil yanga bersifat pribadi, faktor kelelahan,
keterlambatan material dan lain-lainnya.
9. Tetapkan waktu kerja baku (Standard Time) yaitu jumlah total antara waktu
3.7. Peta Proses Kelompok Kerja (Gang Process Chart)11
Peta proses kelompok kerja merupakan hasil perkembangan dari suatu peta
aliran proses. Orang pertama yang memperkenalkan dan kemudian
mengembangkannya adalah John A. Adridge. Peta ini bisa digunakan dalam suatu
tempat kerja dimana untuk melaksanakan pekerjaan tersebut memerlukan
kerjasama yang baik dari sekelompok pekerja, misalnya pekerjaan pergudangan,
pemeliharaan, atau pekerjaan-pekerjaan pengangkutan material dan lain-lain.
Peta ini digunakan sebagai alat untuk menganalisis aktivitas suatu
kelompok kerja. Tujuan utama yang harus dianalisis dari kelompok kerja adalah
agar bisa meminimumkan waktu menunggu (delay). Dengan berkurangnya waktu
menunggu berarti bisa mencapai tujuan lain, diantaranya :
1. Bisa mengurangi ongkos produksi atau proses
2. Bisa mempercepat waktu penyelesaian produksi atau proses
Prinsip-prinsip pembuatan peta proses kelompok kerja adalah sebagai
berikut:
1. Langkah pertama, mencatat judul lengkap dengan identifikasi-identifikasi
lainnya dan ringkasan seperti peta aliran proses, hanya pada kepalanya ditulis
“ PETA PROSES KELOMPOK KERJA”.
2. Lambang-lambang yang biasa digunakan untuk membuat Peta Aliran Proses
(kecuali) penyimpanan permanen ( ) bisa digunakan untuk membuat peta
3. Tiap peta aliran proses yang menunjukkan satu seri kerja, merupakan anggota
dari suatu peta proses kelompok kerja. Peta-peta aliran proses tersebut
diletakkan saling berdampingan secara paralel, bergerak mulai dari kiri ke
kanan, di mana kolom vertikal menunjukkan aktivitas-aktivitas yang terjadi
secara bersamaan dari semua anggota kelompok.
4. Lambang-lambang dari setiap anggota kelompok dapat diletakkan secara
berdekatan dan perubahan lambang menunjukkan perubahan aktivitas.
12
a. Menggunakan enam pertanyaan 5W dan 1H yaitu what, who, where, when,
how, dan why untuk seluruh proses.
Ada empat langkah yang diikuti dalam menganalisis peta proses regu
kerja, yaitu:
b. Setiap proses operasi dan pemeriksaan dianalisis dengan menggunakan enam
pertanyaan yang sama tersebut.
c. Proses transportasi dan penyimpanan sisa dipelajari. Langkah ketiga sama
dengan yang digunakan dalam menganalisis peta proses yang individu.
d. Menerapkan pertanyaan “bagaimana” dengan cara baru setelah perbaikan
setelah selesai langkah 1, 2, dan 3.
Pertanyaannya: "Bagaimana seharusnya peta proses regu kerja disusun
untuk mengurangi waktu menunggu?"
Berikut ini akan membantu analis untuk membentuk "keseimbangan" peta
proses regu kerja dalam langkah sebagai berikut:
12
1. Tentukan kelas operator yang memiliki jumlah terbesar waktu tunggu per
siklus, dan memiliki wajktu menunggu paling sedikit.
2. Sesuaikan peta proses regu kerja dengan mengurangi jumlah operator yang
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Coca-cola Bottling Indonesia Unit Medan,
yang merupakan perusahaan yang bergerak di bidang industri minuman. Fokus
penelitian ini dilakukan pada bagian palletizing, yaitu operator yang mengangkat
dan menyusun krat ke pallet. Waktu penelitian dilakukan pada November 2011
sampai dengan Juli 2012 .
4.2. Jenis Penelitian
Jenis penelitian ini mengacu pada penelitian deskriptif karena penelitian
ini akan memaparkan setiap variabel yang mempengaruhi masalah yang ada
sekarang secara sistematis dan aktual sesuai data yang ada.
4.3. Kerangka Teoritis dan Variabel Penelitian
Kerangka teoritis merupakan model konseptual yang berkaitan dengan
bagaimana seseorang menyusun teori atau menghubungkan secara logis beberapa
faktor yang dianggap penting untuk masalah. Dalam kerangka teoritis membahas
saling ketergantungan antar variabel yang dianggap perlu untuk melengkapi
dinamika situasi yang sedang diteliti. Oleh karena itu, dibentuk kerangka teoritis
Cara/posisi pengangkatan Fisik dan antropometri
operator
Pengaturan waktu istirahat
Aktivitas Operator
Perbaikan Sistem Kerja Biomekanika
Beban Kerja
Waktu Kerja
Gambar 4.1. Kerangka Teoritis Penelitian
Variabel bebas yang berpengaruh terhadap perancangan penelitian adalah
sebagai berikut :
1. Fisik dan antropometri operator : ukuran dari fisik dan antropometri operator
seperti berat badan, tinggi badan, dan panjang segmen tubuh.
2. Cara/posisi pengangkatan : bagaimana operator ketika mengangkat beban,
termasuk sudut yang dibentuk oleh tubuh pada saat mengangkatnya.
3. Pengaturan waktu istirahat : pengaturan lamanya waktu istirahat dalam
melakukan pekerjaan.
4. Aktivitas operator : kegiatan-kegiatan yang dilakukan operator selama periode
Variabel terikat yang dipengaruhi terhadap perancangan penelitian adalah:
1. Biomekanika : besar gaya tiap segmen tubuh dan tulang belakang L5/S1, yang
dipengaruhi oleh fisik dan antropometri operator, serta cara/posisi
pengangkatan.
2. Waktu kerja : waktu yang diperlukan operator dalam menyelesaikan pekerjaan
pengangkatan dan penyusunan krat, yang dipengaruhi oleh pengaturan waktu
istirahat, serta aktivitas operator.
3. Beban kerja : usaha yang harus dikeluarkan oleh operator untuk dapat
menyelesaikan pekerjaannya, dimana hal itu dipengaruhi oleh
biomekanikaoperator dan waktu kerja.
4.4. Metode Pengumpulan Data
Data yang dibutuhkan dalam penelitian ini terdiri atas data primer dan
data sekunder, yaitu :
a. Data Primer
Data Primer adalah data yang diperoleh dari pengamatan dan pengukuran
langsung terhadap objek penelitian dilapangan. Data ini meliputi data
uraian elemen kegiatan, data pengukuran waktu kerja, data postur kerja,
data ukuran fasilitas kerja, dan data antropometri.
b. Data sekunder
Data sekunder adalah data yang diperoleh dari sumber kedua dengan kata
lain, data tersebut tidak diperoleh melalui pengamatan atau pengukuran
perusahaan, organisasi dan manajemen, uraian proses produksi, kecepatan
produksi yang dihasilkan, dan data tambahan mengenai pekerja.
Adapun data yang dibutuhkan dalam penelitian ini dikumpulkan dengan
cara sebagai berikut:
1. Observasi
Melakukan pengamatan dan pengukuran langsung terhadap objek
penelitian di lapangan terutama di bagian produksi. Adapun alat-alat yang
digunakan dalam pengumpulan data antara lain :
a. Alat pengukur jarak (meteran)
b. Alat pengukur sudut pada segmen tubuh (goniometer)
c. Alat pengukur waktu (stopwatch)
d. Tabel pengumpulan data
2. Wawancara
Melakukan tanya jawab dan diskusi secara langsung terhadap pimpinan
atau karyawan mengenai hal-hal yang berhubungan dengan pekerjaan
mereka di perusahaan tersebut, untuk menunjang pembahasan masalah.
3. Dokumenter
Mencatat data dari dokumen atau arsip yang ada pada perusahaan,
khususnya data yang relevan dengan masalah yang diteliti.
4.5. Analisis Pemecahan Masalah
Data yang telah dikumpulkan, kemudian diolah agar dapat digunakan
penelitian ini meliputi pembuatan Peta Proses Regu Kerja (Gang Process Chart)
untuk menganalisis waktu kerja operator serta menyeimbangkan beban kerja fisik
operator berdasarkan waktu kerjanya. Perhitungan biomekanika dengan
menghitung besarnya gaya tekan tiap segmen tubuh dengan perhitungan
Maximum Permissible Limit (MPL). Kemudian dilakukan analisis posisi kerja
bagaimana yang menyebabkan cidera tulang belakang lalu dilakukan perbaikan
terhadap sistem kerjanya berupa penentuan jumlah operator, pangaturan kerja,
metode kerja, serta menentukan antropometri operator yang sesuai untuk
melakukan pekerjaan ini.
4.6. Kesimpulan dan Saran
Kesimpulan yang didapat dari hasil analisis yang dilakukan untuk aktivitas
manual material handling di bagian paletizing PT. Cocacola Bottling Indonesia
Unit Medan adalah mengenai beban kerja fisik operator berdasarkan kriteria
biomekanika dan waktu. Sedangkan saran yang diberikan akan diarahkan
perbaikan sistem kerja di pabrik tersebut.
4.7. Pelaksanaan Penelitian
Penelitian ini dimulai dari pengamatan pendahuluan di tempat
dilakukannya penelitian yaitu PT. Coca-cola Bottling Indonesia Unit Medan yang
bertujuan untuk mengetahui masalah yang ada. Objek yang diamati dalam
penelitian ini adalah operator bagian paletizing yang bertugas mengangkat kotak
bekerja adalah tiga orang setiap shiftnya, dimana mereka bekerja bergantian
selama 8 jam kerja dengan pengaturan jadwal kerja 30 menit bekerja dan 60 menit
istirahat.
Penelitian dilanjutkan dengan melakukan identifikasi masalah dengan
pengamatan dan wawancara. Pengamatan yang dilakukan adalah bagaimana cara
operator memindahkan dan menyusun kotak produk (krat), berapa lama
prosesnya, serta kondisi dari stasiun palletizing itu sendiri. Sementara wawancara
dilakukan kepada operator yang mengangkat dan menyusun krat untuk
mengetahui keluhan yang dialami selama bekerja. Dari sini diperoleh suatu
perumusan masalah bahwa sistem kerja saat ini mengakibatkan adanya keluhan
musculoskeletal operator karena ketidakseimbangan beban kerja antara setiap
operator berdasarkan biomekanika dan waktu kerjanya.
Kegiatan yang dilakukan adalah mengangkat kotak produk (krat) dari
conveyor lalu menyusunnya ke pallet. Berat krat adalah 16 kg, diangkat dari
conveyor yang tingginya 40 cm dari lantai, kemudian disusun ke atas pallet yang di letakkan di lantai. Penyusunan krat di pallet adalah 3x3 sebanyak 6 tingkat.
Jadi, dalam satu pallet harus disusun 54 krat. Setiap operator memiliki cara yang
berbeda-beda dalam penyusunan krat di pallet.
Pengukuran waktu kerja dilakukan dengan metode stopwatch time study.
Waktu kerja yang diukur yaitu waktu kerja satu periode kerja. Waktu satu periode
kerja ini akan digunakan dalam pembuatan Peta Proses Regu Kerja (Gang Process
Chart) untuk menilai beban kerja yang diterima tiap-tiap operator berdasarkan
operator, yaitu besarnya besarnya sudut yang dibentuk tubuh ketika melakukan
pekerjaan yang bekaitan dengan kegiatan pengangkatan dan penurunan kotak
produk (krat) yang akan dilanjutkan dengan penilaian gaya tekan segmen tubuh
dan L5/S1 dengan perhitungan MPL dari biomekanika operator. Analisis terhadap
perbedaan antropometri operator juga dilakukan untuk menentukan antropometri
operator yang sesuai dalam melakukan pekerjaan ini. Untuk itu dilakukan juga
pengukuran terhadap antropometri operator dan ukuran fasilitas kerja. Hasilnya
akan dianalisis dan dicari solusi perbaikan terhadap masalah yang telah
dirumuskan tadi.
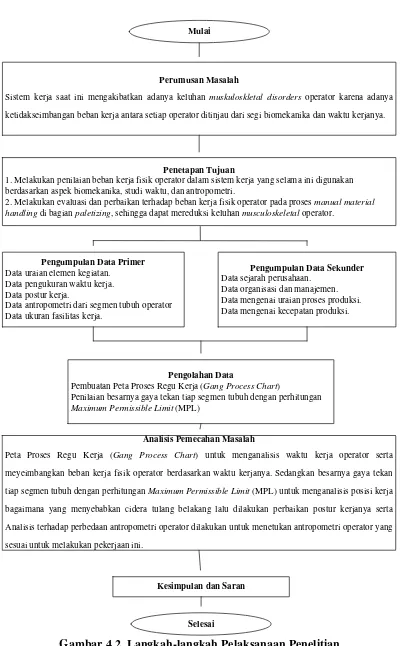
Adapun flowchart mengenai langkah-langkah pelaksanaan penelitian
Mulai
Perumusan Masalah
Sistem kerja saat ini mengakibatkan adanya keluhan muskuloskletal disorders operator karena adanya ketidakseimbangan beban kerja antara setiap operator ditinjau dari segi biomekanika dan waktu kerjanya.
Penetapan Tujuan
1. Melakukan penilaian beban kerja fisik operator dalam sistem kerja yang selama ini digunakan berdasarkan aspek biomekanika, studi waktu, dan antropometri.
2. Melakukan evaluasi dan perbaikan terhadap beban kerja fisik operator pada proses manual material handling di bagian paletizing, sehingga dapat mereduksi keluhan musculoskeletal operator.
Pengumpulan Data Primer
Data uraian elemen kegiatan. Data pengukuran waktu kerja. Data postur kerja.
Data antropometri dari segmen tubuh operator Data ukuran fasilitas kerja.
Pengumpulan Data Sekunder
Data sejarah perusahaan. Data organisasi dan manajemen. Data mengenai uraian proses produksi. Data mengenai kecepatan produksi.
Pengolahan Data
Pembuatan Peta Proses Regu Kerja (Gang Process Chart)
Penilaian besarnya gaya tekan tiap segmen tubuh dengan perhitungan Maximum Permissible Limit (MPL)
Analisis Pemecahan Masalah
Peta Proses Regu Kerja (Gang Process Chart) untuk menganalisis waktu kerja operator serta meyeimbangkan beban kerja fisik operator berdasarkan waktu kerjanya. Sedangkan besarnya gaya tekan tiap segmen tubuh dengan perhitungan Maximum Permissible Limit (MPL) untuk menganalis