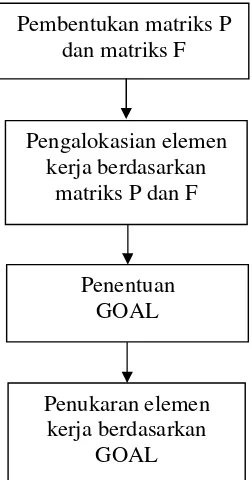
PENYEIMBANGAN LINTASAN PADA PROSES PEMBUATAN P
I N T U D E N G A N M E T O D E H E L G E S O N
BIRNIE, KILBRIDGE WESTER DAN MOODIE
YOUNG
PADA PRODUCTION TRAINING
CENTRE
TUGAS SARJANA
D i a j u k a n u n t u k M e m e n u h i S e b a g i a n d a r i Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
JUNI YANTI NAPITUPULU
0 5 0 4 0 3 0 4 7
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... v
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xiv
ABSTRAK... xv
I PENDAHULUAN... I-1 1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan Penelitian ... I-3
1.3.1. Tujuan Umum ... I-3
1.3.2. Tujuan Khusus ... I-4
1.4. Batasan Masalah dan Asumsi ... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN... II-1 2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-3
2.3.1. Struktur Organisasi Production Training Centre... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.3.3. Tenaga Kerja dan Jam Kerja Perushaan ... II-4
2.3.3.1. Tenaga Kerja... II-4
2.3.3.2. Jam Kerja... II-5
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya... II-6
2.3.4.1. Tunjangan ... II-7
2.3.4.2. Fasilitas... II-8
2.4. Proses Produksi... II-8
2.4.1. Bahan ... II-8
2.4.1.1. Bahan Baku ... II-8
2.4.1.2. Bahan Tambahan ... II-10
2.4.1.3. Bahan Penolong ... II-11
2.4.2. Uraian Proses Produksi... II-11
2.4.2.1. Gudang Bahan Baku ... II-12
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5. Mesin dan Peralatan ... II-19
2.5.1. Mesin ... II-19
2.5.2. Peralatan ... II-20
2.6. Utilitas ... II-20
2.7. Safety and Fire Protection... II-21
2.8. Waste and Water Treatment... II-22
2.9. Maintenance... II-22
III LANDASAN TEORI... III-1 3.1. Definisi Keseimbangan Lintasan ... III-1
3.2. Permasalahan Keseimbangan Lintasan ... III-4
3.3. Pendefinisian Masalah Keseimbangan Lintasan... III-5
3.4. Istilah-istilah dalam Keseimbangan Lintasan... III-6
3.5. Pengukuran Waktu Jam Henti ... III-8
3.5.1. Langkah-langkah Sebelum Melakukan Pengukuran . III-8
3.5.2. Melakukan Pengukuran Waktu ... III-10
3.6. Tingkat Ketelitian dan Tingkat Keyakinan ... III-11
3.7. Kelonggaran... III-12
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.9. Uji Kecukupan Data ... III-15
3.10. Penentuan Waktu Baku ... III-16
3.11. Beberapa Teknik Line Balancing... III-16
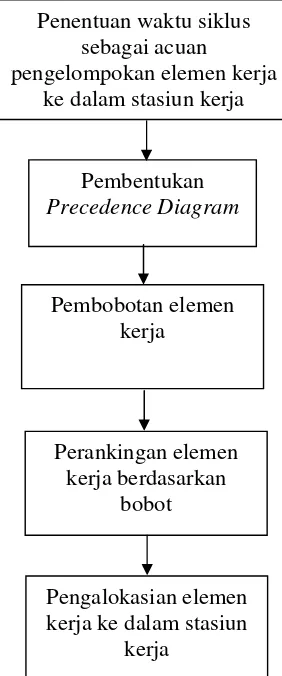
3. 11.1. Metode Helgeson Birnie... III-18
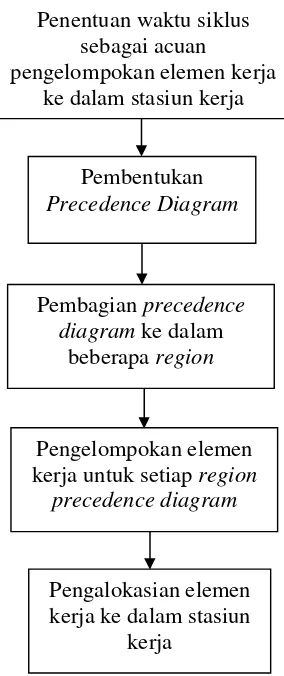
3. 11.2. Metode Kilbridge dan Wester... III-19
3. 11.3. Metode Moodie Young... III-20
3. 11.4. Perbandingan Algoritma Region Approach,
Positional Weight, dan Moodie Young... III-21
IV METODOLOGI PENELITIAN... IV-1 4.1. Lokasi dan Waktu Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1
4.3. Instrumen Penelitian... IV-1
4.4. Studi Pendahuluan... IV-1
4.5. Metode Pengumpulan Data ... IV-2
4.6. Metode Pengujian, Pengolahan dan Analisis Pemecahan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
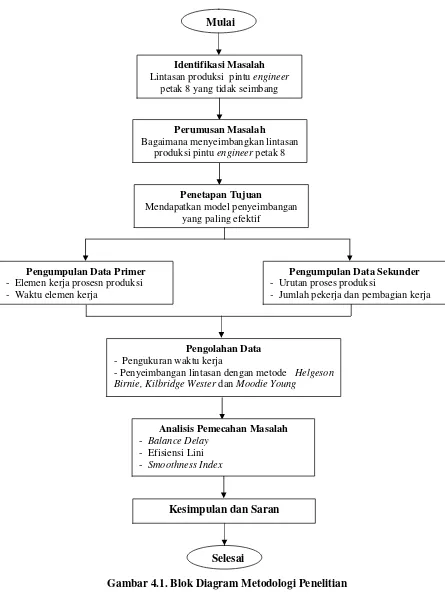
4.7. Blok Diagram Prosedur Penelitian... IV-3
4.8. Metode Pengukuran Waktu, Pengolahan Data dan Analisis
Pemecahan Masalah ... IV-5
4.8.1. Metode Pengukuran Waktu... IV-5
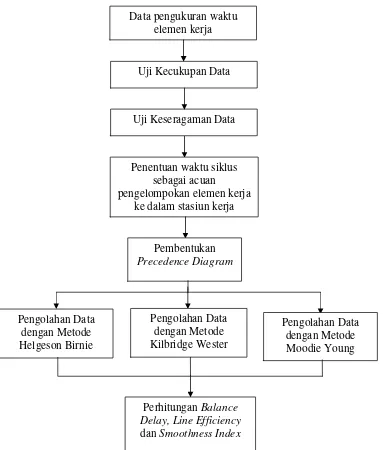
4.8.2. Metode Pengolahan Data ... IV-7
4.8.3. Analisis Pemecahan Masalah... IV-11
4.8.4. Kesimpulan dan Saran ... IV-11
4.9. Blok Diagram Prosedur Penelitian... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Work Center Awal di Production Training Centre.... V-1
5.1.2. Data Waktu Pengerjaan Setiap Elemen Kerja... V-4
5.1.3. Job Qualification... V-4
5.1.4. Gambar Produk Pintu Engineer Petak 8... V-6
5.2. Pengolahan Data ... V-7
5.2.1. Pengujian Keseragaman dan Kecukupan Data... V-7
5.2.1.1. Uji Keseragaman Data... V-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2. Menghitung Waktu Baku Setiap Elemen Kerja ... V-17
5.2.2.1. Menghitung Waktu Proses Terpilih ... V-17
5.2.2.2. Menghitung Rating Factor dan Allowance ... V-19
5.2.2.3. Perhitungan Waktu Baku ... V-19
5.2.3. Menghitung Waktu Siklus Work Centre... V-23
5.2.4. Elemen Kerja Pembentuk Precedence Diagram dan
Pembentukan Precedence Diagram... V-24
5.2.4.1. Elemen Kerja Pembentuk Diagram
Precedence... V-24
5.2.4.2. Diagram Precedence... V-28
5.2.4.3. Pengelompokan Elemen Kerja Aktual... V-29
5.2.4.4. Perhitungan Balance Delay, Line
Efficiency dan Smoothness Index... V-32
5.2.5. Membagi Elemen Kerja ke Dalam Work Centre ... V-34
5.2.5.1. Metode Helgeson Birnie... V-34
5.2.5.2. Metode Kilbridge Wester... V-55
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS PEMECAHAN MASALAH... VI-1 6.1. Analisis Perbandingan Keseimbangan Lintasan Hasil
Ketiga Metode ... VI-1
6.2. Analisis Perbandingan Keseimbangan Lintasan Aktual
dan Usulan... VI-2
6.3. Analisis Stasiun Kerja Hasil Ketiga Metode... VI-2
6.4. Analisis Stasiun Kerja Aktual dan Usulan ... VI-3
6.5. Analisis Precedence Diagram... VI-4
6.6. Analisis Penerapan Hasil... VI-4
VII KESIMPULAN DAN SARAN... VII-1 7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Tenaga Kerja Production Training Centre... II – 5
2.2. Kelas Berat Kayu ... III-9
2.3. Jenis-jenis Grade Kayu ... III-14
2.4. Mesin-mesin yang Digunakan di PTC... III-19
2.5. Peralatan yang Digunakan di PTC... III-20
5.1. Work Center Awal di Production Training Centre... V - 1
5.2. Waktu Elemen Kerja 1 (Blanking Awal Panel)... . V - 8
5.3. Rekapitulasi Hasil Uji Keseragaman Data ... V - 10
5.4. Pengukuran Waktu Elemen Kerja 1 Pembuatan Pintu
Engineer Petak 8... V - 13
5.5. Uji Kecukupan Data Pembuatan Pintu Engineer Petak 8 ... V -14
5.6. Waktu Proses Terpilih... V - 18
5.7. Perhitungan Waktu Baku ... V - 20
5.8. Elemen Kerja Pembentuk Precedence... V - 24
5.9. Penentuan Ranking untuk Setiap Elemen Kerja ... V - 29
5.10. Pengurutan Berdasarkan Ranking ... V – 32
5.11. Pembentukan Stasiun Kerja... V - 36
5.12. Jumlah Waktu ... V - 39
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.14. Pengelompokan Elemen Kerja Tiap-tiap Region... V - 50
5.15. Penentuan Stasiun Kerja ... V - 54
5.16. Stasiun Kerja Hasil Modifikasi ... V - 59
5.17. Matriks P dan F... V - 64
5.18. Pengelompokan Elemen Kerja ... V - 68
5.19. Penyusunan Elemen Kerja ke Dalam Stasiun Kerja... V - 73
5.20. Stasiun Kerja Hasil Modifikasi ... V – 78
6.1. Perbandingan Keseimbangan Lintasan Hasil Ketiga Metode ... VI - 1
6.2. Perbandingan Keseimbangan Lintasan Aktual dan Usulan ... V I- 2
6.3. Perbandingan Stasiun Kerja Hasil Ketiga Metode ... V I- 3
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi Production Training Centre (PTC) ... II-4
2.2. Daun Pintu Petak 8 ... II-12
2.3. Sisi Ujung Kayu Setelah Dishaper ... II-16
2.4. Stile Setelah Diprofil... II-18
3.1. Precedence Diagram... III-6
3.2. Precedence Diagram yang Sesuai untuk Metode Moodie Young... III-25
3.3. Precedence Diagram yang Sesuai untuk Metode Rank Positional
Weight... III-6
4.1. Flowchart Pengolahan Data ... IV-2
5.1. Daun Pintu Engineer Petak 8 ... V-6
5.2. Precedence Diagram Perakitan Daun Pintu Engineer Petak 8 ... V-28
DAFTAR LAMPIRAN
LAMPIRAN
1. Tugas dan Tanggung Jawab Organisasi di Production Training Centre
2. Spesifikasi Mesin-mesin di Production Training Centre
3. Besar Kelonggaran Berdasarkan Faktor-faktor yang Berpengaruh
4. Uji Keseragaman Data Tahap I
5. Uji Keseragaman Data Tahap II
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas
segala rahmat dan karunia-Nya sehingga penulis dapat melakukan penelitian dan
menyelesaikan Tugas Sarjana dengan baik. Tugas Sarjana merupakan salah satu
syarat akademis yang harus dipenuhi untuk dapat menyelesaikan studi di Departemen
Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas Sarjana ini berjudul “Penyeimbangan Lintasan pada Proses Pembuatan
Pintu dengan metode Helgeson Birnie, Kilbridge Wester dan Moodie Young pada
Production Training Centre”. Tujuan dari penelitian ini adalah mendapatkan model
penyeimbangan lintasan yang efektif serta mampu mendistribusikan elemen-elemen
kerja secara seimbang sehingga waktu menganggur dapat ditekan seminimal
mungkin. Model penyeimbangan lintasan yang tepat diterapkan di pabrik sebagai
hasil akhir penelitian ini adalah metode Moodie Young.
Hambatan yang dialami oleh penulis dalam penelitian ini adalah kurangnya
data pada kegiatan pengumpulan data sehingga dilakukan pengumpulan data
tambahan.
Tugas Sarjana ini belum sepenuhnya sempurna sehingga diharapkan kritik dan
saran dari pembaca. Semoga laporan ini dapat bermanfaat bagi para pembaca.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMAKASIH
Dalam menyelesaikan Tugas Sarjana ini penulis banyak mendapatkan
bimbingan dan bantuan dari berbagai pihak. Oleh karena itu penulis mengucapkan
terima kasih kepada:
1. Bapak Ir. Danci Sukatendel selaku Dosen Pembimbing I atas bimbingan,
arahan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
2. Ibu Ir. Dini Wahyuni, M.T., selaku Dosen Pembimbing II atas bimbingan,
arahan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
3. Bapak Darmin Tan selaku manager Production Training Centre yang telah
memberikan izin kepada penulis untuk melakukan penelitian.
4. Bapak Syawaluddin Siregar, selaku kepala produksi di Production Training
Centre yang telah membantu penulis dalam pengumpulan data.
5. Bapak Paeran selaku karyawan lantai produksi di Production Training Centre
yang telah membantu penulis dalam pengumpulan data.
6. Siti Maretia dan Abdul Hafis mahasiswa Teknik Industri angkatan 2005 yang
ABSTRAK
Membuat sistem produksi yang efisien masih menjadi masalah penting bagi kebanyakan industri manufaktur di Indonesia. Cukup banyak industri yang terpaksa harus menutup usahanya karena tidak mampu mengendalikan beban kerja perusahaan. Production Training Centre merupakan sebuah perusahaan yang memproduksi mebel. Production Training Centre mempunyai proses produksi yang masih belum terstruktur secara rapi dan efisien sehingga terjadi pemborosan (waste).
Dari hasil pengamatan awal ke Production Training Centre, maka dapat dilihat permasalahan yang ada yaitu pembagian elemen kerja masih belum seimbang sehingga menyebabkan bobot waktu setiap work center berbeda-beda, terdapat penumpukan bahan di beberapa work center karena adanya satu work center yang telah selesai tetapi di work center lain belum selesai dan terdapat keterlambatan order delivery.
Atas dasar permasalahan tersebut, maka dapat diberikan solusi yang mungkin yaitu dilakukan penyeimbangan lintasan perakitan pintu engineer petak 8. Tujuan dari penelitian ini adalah memberikan model penyeimbangan lintasan yang efektif dilaksanakan dalam mengatasi masalah-masalah keterlambatan di Production Training Centre. Data yang diambil dan diperlukan yaitu data proses produksi dan pengukuran waktu proses untuk pembuatan pintu engineer petak 8, data catatan proses dan waktu kerja yang diperoleh, serta data Job kualifikasi.
ABSTRAK
Membuat sistem produksi yang efisien masih menjadi masalah penting bagi kebanyakan industri manufaktur di Indonesia. Cukup banyak industri yang terpaksa harus menutup usahanya karena tidak mampu mengendalikan beban kerja perusahaan. Production Training Centre merupakan sebuah perusahaan yang memproduksi mebel. Production Training Centre mempunyai proses produksi yang masih belum terstruktur secara rapi dan efisien sehingga terjadi pemborosan (waste).
Dari hasil pengamatan awal ke Production Training Centre, maka dapat dilihat permasalahan yang ada yaitu pembagian elemen kerja masih belum seimbang sehingga menyebabkan bobot waktu setiap work center berbeda-beda, terdapat penumpukan bahan di beberapa work center karena adanya satu work center yang telah selesai tetapi di work center lain belum selesai dan terdapat keterlambatan order delivery.
Atas dasar permasalahan tersebut, maka dapat diberikan solusi yang mungkin yaitu dilakukan penyeimbangan lintasan perakitan pintu engineer petak 8. Tujuan dari penelitian ini adalah memberikan model penyeimbangan lintasan yang efektif dilaksanakan dalam mengatasi masalah-masalah keterlambatan di Production Training Centre. Data yang diambil dan diperlukan yaitu data proses produksi dan pengukuran waktu proses untuk pembuatan pintu engineer petak 8, data catatan proses dan waktu kerja yang diperoleh, serta data Job kualifikasi.
ABSTRAK
Membuat sistem produksi yang efisien masih menjadi masalah penting bagi kebanyakan industri manufaktur di Indonesia. Cukup banyak industri yang terpaksa harus menutup usahanya karena tidak mampu mengendalikan beban kerja perusahaan. Production Training Centre merupakan sebuah perusahaan yang memproduksi mebel. Production Training Centre mempunyai proses produksi yang masih belum terstruktur secara rapi dan efisien sehingga terjadi pemborosan (waste).
Dari hasil pengamatan awal ke Production Training Centre, maka dapat dilihat permasalahan yang ada yaitu pembagian elemen kerja masih belum seimbang sehingga menyebabkan bobot waktu setiap work center berbeda-beda, terdapat penumpukan bahan di beberapa work center karena adanya satu work center yang telah selesai tetapi di work center lain belum selesai dan terdapat keterlambatan order delivery.
Atas dasar permasalahan tersebut, maka dapat diberikan solusi yang mungkin yaitu dilakukan penyeimbangan lintasan perakitan pintu engineer petak 8. Tujuan dari penelitian ini adalah memberikan model penyeimbangan lintasan yang efektif dilaksanakan dalam mengatasi masalah-masalah keterlambatan di Production Training Centre. Data yang diambil dan diperlukan yaitu data proses produksi dan pengukuran waktu proses untuk pembuatan pintu engineer petak 8, data catatan proses dan waktu kerja yang diperoleh, serta data Job kualifikasi.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Keseimbangan lintas perakitan berhubungan erat dengan produksi massal.
Sejumlah pekerjaan perakitan dikelompokkan ke dalam beberapa pusat-pusat kerja.
Waktu yang diijinkan untuk menyelesaikan elemen pekerjaan itu ditentukan oleh
kecepatan lintas perakitan. Semua stasiun kerja sedapat mungkin harus memiliki
waktu siklus yang sama. Bila suatu stasiun kerja memiliki waktu di bawah waktu
siklus idealnya, maka stasiun tersebut akan memiliki waktu menganggur. Tujuan
akhir dari keseimbangan lintas adalah meminimasi waktu menggangur di tiap stasiun
kerja, sehingga dicapai efisiensi kerja yang tinggi pada setiap stasiun kerja.
Tujuan perencanaan keseimbangan lintasan adalah mendistribusikan unit-unit
kerja atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur dari
stasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin,
sehingga pemanfaatan peralatan dan operator semaksimal mungkin. Pembuatan suatu
produk pada umumnya dilakukan melalui beberapa tahapan proses produksi pada
beberapa departemen yang berupa aliran proses produksi. Apabila terjadi hambatan
atau ketidakefisienan dalam suatu departemen akan mengakibatkana terjadinya waktu
menunggu dan penumpukan material.
Production Training Centre (PTC) adalah salah satu unit Balai Besar Latihan
dilaksanakan berdasarkan make to order sehingga perusahaan memproduksi sejumlah
daun pintu dengan model yang bervariasi sesuai dengan pesanan konsumen.
Production Training Centre sering mengalami keterlambatan order delivery
yang disebabkan penyelesaian produk yang tidak tepat waktu. Data yang diperoleh
dari catatan perusahaaan menunjukkan bahwa produk yang tidak memenuhi due date
mencapai 15% dari keseluruhan order. Pada bulan Mei 2010 perusahaan menerima
order sebanyak 3.000 buah pintu. Sebanyak 435 buah pintu mengalami keterlambatan
waktu penyelesaian. Akibat dari keterlambatan penyelesaian produk ini maka order
delivery juga mengalami keterlambatan. Setiap keterlambatan order delivery akan
mengakibatkan perusahaan dikenakan biaya ganti rugi.
Proses produksi yang ada di lantai produksi belum terlaksana secara optimal
dimana terdapat penumpukan bahan di beberapa work center. Penumpukan bahan
yang terjadi jelas terlihat pada bagian clamping, pengepressan, perakitan daun pintu
dan bagian penghalusan daun pintu. Penumpukan bahan ini dapat menyebabkan
bertambahnya waktu penyelesaian produk.
Atas dasar permasalahan tersebut diatas, maka dalam penelitian ini akan
dilakukan penyeimbangan lintasan perakitan pintu sehingga diharapkan dapat
menyelesaikan masalah yang ada.
Penelitian sebelumnya oleh Dyah Saptanti Perwitasari dengan judul
“Perbandingan Metode Ranked Positional Weight dan Kilbridge Wester Pada
Permasalahan Keseimbangan Lini Lintasan Produksi Berbasis Single Model”.
Positional Weight dan Moodie Young dalam Efisiensi dan Keseimbangan Lini
Produksi” oleh Teguh Baroto.
1.2. Rumusan Masalah
Pada penelitian ini yang menjadi rumusan masalahan pada Production
Training Centre adalah:
1. Bagaimana mengatasi pembagian elemen kerja yang masih belum
seimbang?
2. Bagaimana mengatasi penumpukan bahan di beberapa work center yang
mengalami bottleneck?
Untuk permasalahan di atas, Production Training Centre perlu mencari solusi
optimal dalam penentuan keseimbangan lintasan sehingga waktu produksi menjadi
lebih efisien.
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Tujuan umum dari penelitian ini adalah melakukan penyeimbangan lintasan
pada proses pembuatan pintu engineer petak 8 dengan metode Helgeson Birnie,
1.3.2. Tujuan Khusus
Tujuan khusus dari penelitian ini adalah :
1. Memberikan model penyeimbangan lintasan yang paling efektif sebagai
usulan kepada Production Training Centre.
2. Membandingkan ketiga metode pengolahan data dengan kriteria perbandingan
balance delay dan smoothness index yang kecil, dan efisiensi yang paling
besar.
1.4. Batasan Masalah dan Asumsi
Batasan yang digunakan pada penelitian ini antara lain:
1. Penelitian dilakukan pada lantai produksi Production Training Centre.
2. Penelitian dilakukan pada bulan Juni 2010 hingga November 2010.
3. Penentuan keseimbangan lintasan dilakukan untuk jenis produk yang paling
banyak diorder dan diproduksi oleh perusahaan yaitu jenis pintu engineer petak 8.
4. Data yang akan digunakan dalam penelitian adalah data urutan elemen kerja dan
waktu elemen kerja untuk perancangan keseimbangan lintasan.
5. Metode penyeimbangan lintasan yang digunakan adalah metode Helgeson Birnie,
Kilbridge Wester dan Moodie Young.
Asumsi dalam penelitian ini antara lain:
1. Tidak ada perubahan urutan proses produksi pintu engineer petak 8.
2. Kondisi perusahaan Production Training Centre dianggap stabil.
3. Semua fasilitas maupun mesin yang digunakan dalam proses produksi berada
4. Operator yang diamati berada dalam kondisi sehat.
5. Proses produksi berlangsung dengan jam kerja normal yaitu 7 jam kerja efektif.
1.5. Sistematika Penulisan Tugas Sarjana
Penulisan tugas sarjana ini dibagi ke dalam tujuh bab. Bab-bab yang
dimaksud adalah sebagai berikut.
Bab I adalah pendahuluan yang berisi latar latar belakang masalah, rumusan
masalah, tujuan penelitian, ruang lingkup, asumsi penelitian serta sistematika
penulisan tugas sarjana.
Bab II merupakan gambaran umum perusahaan yang memuat isi sejarah
perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen serta proses
produksi pembuatan pintu engineer petak 8.
Bab III adalah bab yang berisi tentang landasan teori. Pada bab ini diuraikan
definisi keseimbangan lintasan, permasalahan keseimbangan lintasan, istilah-istilah
dalam keseimbangan lintasan, teori pengukuran waktu jam henti, tingkat ketelitian dan
tingkat keyakinan, teori penyesuaian dengan cara Westinghouse, teori kelonggaran,
teori mengenai uji keseragaman data dan kecukupan data, penentuan waktu baku serta
teori mengenaimetode Helgeson Birnie, Kilbridge Wester dan Moodie Young .
Bab IV merupakan metodologi penelitian yang berisi lokasi dan waktu
penelitian, objek penelitian, instrumen penelitian, studi pendahuluan, metode
pengumpulan data, metode pengujian, pengolahan dan analisis pemecahan masalah
Bab V adalah pengumpulan dan pengolahan data. Pada bab ini diuraikan
pengumpulan data yaitu work centre awal di Production Training Centre, data waktu
pengerjaan setiap elemen kerja, job qualification, dan gambar produk pintu engineer
petak 8. Sedangkan pengolahan data berisi tentang uji keseragaman dan kecukupan
data, perhitungan waktu proses terpilih, perhitungan rating factor dan allowance,
perhitungan waktu siklus work centre, menyusun precedence diagram, dan membagi
elemen kerja ke dalam work centre dengan metode Helgeson Birnie, Kilbridge Wester
dan Moodie Young.
Bab VI merupakan analisis pemecahan masalah yang berisi perbandingan
metode Helgeson Birnie, Kilbridge Wester dan Moodie Young dilihat dari balance
delay, efisiensi lini dan smoothness index. Bab ini juga berisi perbandingan hasil
ketiga metode dengan penelitian sebelumnya, serta analisis penerapan hasil metode
terpilih.
Bab VII adalah kesimpulan dan saran. Pada bab ini diuraikan kesimpulan
yang diperoleh dari hasil penyeimbangan lintasan di Production Training Centre
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Production Training Centre (PTC) adalah sebuah perusahaan mebel yang
dibentuk oleh Departemen Tenaga Kerja (Depnaker). PTC didirikan pada tahun 1994
dengan bantuan pemerintah Denmark sebagai tempat untuk memperkerjakan tenaga
siap pakai yang telah dicetak oleh Balai Besar Latihan Kerja Industri (BBLKI)
Medan. Atas kerja sama antara pemerintah Indonesia dan Denmark didirikan suatu
badan usaha patungan yang dikenal dengan nama Danida yang pada awal
pendiriannya bertugas untuk mengelola Production Training Centre.
Pada awal pendirian Production Training Centre, ada beberapa PTC yang
dialokasikan di beberapa daerah Indonesia seperti PTC Jabotabek, PTC Medan, PTC
Surabaya dan PTC Banjar Baru. Beberapa di antaranya tidak bertahan lama karena
adanya kesalahan manajemen dalam pengelolaannya. Hal ini menyebabkan pada
tahun 1996 Production Training Centre dialihkan kepada pihak swasta dan hingga
saat ini hanya ada dua PTC yang bertahan yaitu PTC Surabaya dan PTC Medan.
Production Training Centre didirikan dengan tujuan untuk membantu
pemerintah dalam hal pengadaan lapangan kerja dan tenaga kerja terampil yang siap
pakai. Sistem produksi Production Training Centre Medan adalah suatu sistem
penyelenggaraan siswa yang dituntut untuk mencapai tujuan instruksional dari
bermutu melalui kerja praktek selama mengikuti latihan. Production Training Centre
telah menyerap dan memperkerjakan tenaga kerja terampil yang diambil dari para
siswa yang telah mengikuti latihan. Production Training Centre bergerak dalam
bidang perkayuan dan kerajinan rotan. Pemasaran rotan yang sulit menyebabkan PTC
Medan tidak lagi bergerak dalam bidang industri rotan dan fokus pada industri kayu.
2.2. Ruang Lingkup Bidang Usaha
Production Training Centre (PTC) saat ini hanya fokus mengolah bahan baku
utamanya yaitu kayu yang akan diolah menjadi daun pintu. Daun pintu yang
dihasilkan terdiri dari dua tipe, yaitu daun pintu yang terbuat dari komponen solid dan
daun pintu veneer (gabungan dari potongan-potongan kayu). Beberapa sampel model
daun pintu yang diproduksi adalah :
1. Daun pintu petak 10
2. Daun pintu petak 8
3. Daun pintu petak 6
4. Daun pintu petak 4
PTC menerapkan sistem produksi make to order, produksi dapat berjalan
setelah ada pesanan dari pelanggan. PTC memiliki pelanggan tetap untuk jenis pintu
petak 4, petak 6, petak 8 dan petak 10. Produksi daun pintu dibuat dan dipasarkan
domestik, lokal maupun internasional. Untuk pemasaran domestik, PTC menerima
pesanan pembuatan daun pintu dari pabrik-pabrik yang letaknya di sekitar wilayah
Medan. Distribusi juga dilakukan kebeberapa daerah di Indonesia yaitu daerah Jawa,
negara-negara Asia seperti Malaysia, Singapura, dan Jepang, negara-negara Timur
Tengah, Eropa dan Afrika.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Production Training Centre (PTC)
Organisasi merupakan sekumpulan manusia yang memiliki peran, jabatan atau
fungsi masing-masing dan bersepakat melaksanakan aktivitas-aktivitas tertentu guna
mencapai tujuan yang telah direncanakan, sedangkan struktur organisasi adalah
kerangka antar hubungan dari orang-orang atau unit-unit organisasi yang
masing-masing memiliki tugas, tanggung jawab dan wewenang tertentu. Suatu struktur
organisasi harus menunjukkan satuan-satuan organisasi dan garis wewenang sehingga
terlihat jelas batasan-batasan tugas, wewenang dan tanggung jawab dari setiap
personil dalam organisasi. Metode pembagian tugas memunculkan empat jenis
hubungan kerja dalam organisasi yaitu hubungan garis (hubungan lini atau komando),
hubungan fungsional, multidivisional, strategic business unit structure, dan campuran
dari beberapa struktur yang ada. Dengan demikian diharapkan adanya suatu kejelasan
arah dan kordinasi untuk mencapai tujuan perusahaan.
Struktur organisasi yang digunakan Production Training Centre adalah
struktur fungsional. Struktur organisasi fungsional dapat dilihat dari pengelompokan
aktivitas dan tugas untuk membentuk unit-unit kerja yang memiliki fungsi yang
terspesialisasi setiap bidang seperti administrasi, kepala bengkel, koordinator dan
Gambar 2.1. Struktur Organisasi Production Training Centre (PTC)
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing bagian Production
Training Centre dapat dilihat pada lampiran 1.
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan 2.3.3.1. Tenaga Kerja
Tenaga kerja yang digunakan dalam menjalankan seluruh aktifitas kerja baik
yang diangkat untuk menduduki jabatan sesuai dengan kemampuan yang dimiliki
dan mematuhi peraturan yang berlaku di perusahaan.
Pelaksanaan kegiatan pada PTC sampai dengan tahun 2010 memiliki 88
tenaga kerja secara keseluruhan. Tenaga kerja yang bekerja pada PTC terdiri dari 46
orang karyawan tetap dan 13 orang siswa dan 15 orang pekerja harian. Perincian
jumlah tenaga kerja pada PTC Medan untuk tahun 2010 dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Production Training Centre (PTC)
No Bagian Jumlah
(Orang)
1 Manajer 1
2 Administrasi 1
3 Kepala Bengkel 1
4 Koordinator 2
5 Supervisor 2
6 Produksi 74
7 Kebersihan 2
8 Maintenance 3
9 Bahan Baku 2
Total 88
Sumber : Production Training Centre (PTC)
2.3.3.2. Jam Kerja
Jam kerja yang berlaku di PTC sama untuk semua bagian baik kantor maupun
produksi. Berdasarkan syarat kerja umum setiap pekerja mempunyai 7-8 jam kerja
per hari dan bekerja 6 hari dalam seminggu yaitu hari Senin sampai dengan Sabtu.
Perbedaan jam kerja terjadi pada hari Jumat dan Sabtu. Jam kerja yang diterapkan
Senin sampai dengan Kamis :
1. Pukul 08.00 WIB – Pukul 12.00 WIB : jam kerja 2. Pukul 12.00 WIB – Pukul 12.45 WIB : jam istirahat 3. Pukul 12.45 WIB – Pukul 16.00 WIB : jam kerja Jumat :
1. Pukul 08.00 WIB – Pukul 12.00 WIB : jam kerja 2. Pukul 12.00 WIB – Pukul 13.30 WIB : jam istirahat 3. Pukul 13.30 WIB – Pukul 16.30 WIB : jam kerja Sabtu :
1. Pukul 08.00 WIB – Pukul 12.00 WIB : jam kerja
Tidak ada pergantian jam kerja atau shift pada PTC, seluruh tenaga kerjanya
bekerja sesuai jadwal yang telah ditetapkan oleh perusahaan.
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Bagian yang menangani pengupahan dan penggajian di Production Training
Centre yaitu bagian administrasi. Sistem penggajian pada PTC bervariasi untuk
masing-masing jabatan. Pihak manajemen PTC selalu melakukan peninjauan berkala
terhadap para pekerjanya. Pemberian gaji ini disesuaikan dengan peraturan
pemerintah dan peraturan perusahaan. Besarnya kenaikan gaji ini didasarkan atas:
a. Prestasi kerja
b. Tanggung jawab terhadap pekerjaan
Pemberian gaji atau upah didasarkan atas beberapa hal yaitu sebagai berikut :
1. Gaji bulanan
Gaji ini diberikan kepada tenaga kerja pada hari kerja pertama setiap bulan.
Besarnya gaji yang diberikan di atas Upah Minimum Provinsi (UMP) yang
ditetapkan sesuai dengan jabatan dan jenis pekerjaannya masing-masing,
kemudian ditambah dengan uang makan, uang kerajinan dan jaminan sosial tenaga
kerja.
2. Upah harian
Upah harian hanya diberikan kepada tenaga kerja harian yaitu sebesar Rp.
30.000/hari kerja. Siswa menerima uang transport sebesar Rp 20.000/hari kerja.
3. Upah lembur
Upah lembur diberikan kepada pekerja jika waktu kerjanya lebih dari 40 jam per
minggu.
2.3.4.1. Tunjangan
Selain gaji pokok dan upah lembur di atas, perusahaan juga memberikan
beberapa jenis tunjangan, yaitu:
1. Tunjangan Hari Raya (THR)
Besarnya adalah tambahan satu bulan gaji bagi karyawan yang mempunyai masa
kerja lebih dari satu tahun.
2. Tunjangan Selama Sakit
Diberikan kepada karyawan yang sedang dalam perawatan karena sakit dan tidak
2.3.4.2. Fasilitas
Adapun fasilitas yang disediakan oleh Production Training Centre untuk para
karyawannya adalah sebagai berikut:
1.Rumah ibadah yaitu masjid yang dibangun di lokasi lingkungan pabrik.
2.Ruang teori untuk mengajar para siswanya.
3.Cuti yang diberikan kepada karyawan tetap Production Training Centre.
2.4. Proses Produksi
Rangkaian proses produksi pintu akan diuraikan sebagai berikut.
2.4.1. Bahan
Bahan-bahan yang digunakan dalam pembuatan produk daun pintu pada
Production Training Centre adalah sebagai berikut.
2.4.1.1. Bahan Baku
Bahan baku merupakan bahan utama yang memiliki komposisi terbesar
dalam proses produksi, yang mana sifat dan bentuknya akan mengalami perubahan
fisik maupun kimia hingga menjadi produk.
Bahan baku yang digunakan dalam memproduksi daun pintu adalah kayu.
Persyaratan teknis kayu untuk keperluan mebel adalah sebagai berikut.
1. Berat kayu
Berdasarkan berat jenisnya, kayu digolongkan ke dalam kelas-kelas seperti
Tabel 2.2. Kelas Berat Kayu
No Kelas Berat Kayu Berat Jenis
1 Sangat Berat > 0,90
2 Berat 0,75 – 0,90
3 Sedang 0,60 – 0,75
4 Ringan < 0,60
Sumber : Production Training Centre
Kayu untuk keperluan mebel adalah kayu dengan kelas sedang, misalnya kayu
mahoni dan meranti.
2. Awet
Keawetan kayu adalah ketahanan kayu terhadap serangan dari unsur-unsur perusak
kayu dari luar, seperti jamur, rayap, cacing dan makhluk lain, yang diukur dalam
jangka waktu tahunan.
3. Tekstur halus
Tekstur ialah ukuran relatif serat-serat kayu. Berdasarkan teksturnya, jenis kayu
digolongkan atas :
a. Kayu bertekstur halus, contohnya: giam.
b. Kayu bertekstur sedang, contoh: jati.
c. Kayu bertekstur kasar, contohnya : meranti
4. Mudah dikerjakan, dibubut, dipaku, diskrup serta dilem atau direkatkan.
Jenis kayu yang lazim digunakan adalah:
b. Ebony
c. Mahoni
d. Meranti
e. Rengas
f. Sono Keling
h. Agathis
i. Tusam (Pinus)
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam proses produksi
sehingga dapat meningkatkan mutu produksi. Bahan tambahan ditambahkan pada
produk sehingga menghasilkan suatu produk akhir yang siap dipasarkan dapat berupa
aksesoris atau kemasan. Bahan tambahan yang digunakan dalam proses pembuatan
daun pintu adalah:
1. Plastik
Daun pintu yang telah distempel kemudian dipacking dengan menggunakan
plastik.
2. Lem Kayu
Lem kayu digunakan untuk melekatkan potongan kayu untuk komponen pintu.
3. Tepung Dempul
Tepung dempul digunakan untuk menutupi celah pada pintu pada saat finishing.
Lem cair digunakan untuk melekatkan serat kayu yang kasar pada saat
penghalusan.
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk menolong kelancaran
proses produksi dan bahan tersebut tidak ikut menjadi produk. Bahan penolong yang
digunakan dalam proses pembuatan pintu adalah oli. Oli digunakan sebagai pelumas
mesin yang berfungsi untuk memudahkan pengerjaan.
2.4.2. Uraian Proses Produksi
Daun pintu terdiri dari beberapa komponen baik yang berasal dari kayu veener
ataupun komponen solid. Masing-masing komponen dikerjakan berdasarkan perintah
Gambar 2.2. Daun Pintu Petak 8
Keterangan komponen :
ST : Stile
P : Panel
M : Middle (tengah)
BR : Bottom Rail (rel bawah)
MR : Middle Rail (rel tengah)
TR : Top Rail (rel atas)
2.4.2.1. Gudang Bahan Baku
Bahan baku yang masuk ke PTC telah disortir sesuai ukuran di tempat
A. Untuk panel :
a. 2,54 cm x 7,62 cm x 210 cm
b. 2,54 cm x 10,16 cm x 210 cm
c. 2,54 cm x 12,7 cm x 210 cm
d. 2,54 cm x 15,24 cm x 210 cm
B. Untuk komponen :
a. 2,54 cm x 7,62 inchi x 210 cm
b. 2,54 cm x 10,16 cm x 210 cm
c. 2,54 cm x 12,7 cm x 210 cm
d. 2,54 cm x 15,24 cm x 210 cm
e. 2,54 cm x 20,32 cm x 210 cm
Kayu-kayu tersebut digunakan pada proses pembuatan panel, top rail, middle
rail, middle, dan bottom rail. Pemilihan kayu dilakukan setelah kayu melalui proses
blanking.
2.4.2.2. Blanking
Kayu yang berasal dari gudang bahan baku kemudian melalui proses
blanking. Dalam mesin ini, kayu akan dihaluskan bagian atas dan bawahnya. Proses
ini bertujuan untuk mengetahui grade kayu yang dapat dilihat dari serat kayu dan
warna dasar kayu. Grade kayu yang sesuai dengan kriteria PTC dapat dilihat pada
Tabel 2.3. Jenis-Jenis Grade kayu
NO Grade Keterangan
1 A Warna kayu halus
2 B Warna kayu sedang
3 C Warna kayu dibawah B
4 Lokal Warna kayu kurang bagus
Sumber : Production Training Centre
Setelah melalui proses blanking, masing-masing komponen akan melewati
tahapan yang berbeda. Tahapan pembuatan pintu selanjutnya adalah sebagai berikut:
1. Panel
Kayu yang telah melalui proses blanking, kemudian masuk ke stasiun
pembuatan panel. Tahapan pembuatan panel adalah sebagai berikut:
A. Pemotongan
Kayu berukuran panjang yang berasal dari mesin blanking, kemudian
dipotong menggunakan mesin Under Cutter sesuai dengan ukuran panel yang tertera
pada Surat Perintah Kerja (SPK) dan ditambah allowance 20 mm. Potongan kayu
dikatakan sebagai hasil reject apabila pada potongan kayu tersebut busuk atau patah.
Potongan kayu yang memenuhi syarat dikumpulkan ke dalam keranjang, kemudian
dipisahkan sesuai warna dan grade kayu. Kayu yang memiliki warna dan grade yang
hampir mendekati satu sama lain, kemudian dirapatkan sesuai dengan ukuran panel
B. Pengetaman
Kayu yang telah dipotong kemudian diketam sisi sampingnya menggunakan
mesin jointer. Mengetam kedua sisi samping adalah untuk memperoleh kesikuan
kayu. Kesikuan kayu sangat penting agar kayu dapat menempel satu sama lain pada
tahapan selanjutnya. Tahapan selanjutnya adalah clamping.
C. Clamping
Potongan kayu yang telah melalui proses pengetaman, kemudian disatukan
dengan lem kayu pada masing-masing sisi samping. Setelah masing-masing sisi
diberi lem kayu, potongan kayu tersebut dipress. Proses ini bertujuan agar potongan
kayu melekat kuat dan tidak mudah lepas.
D. Pembelahan Panel dan Penyesuaian Tebal
Panel yang telah selesai dari tahap clamping, kemudian dibentuk sesuai
ukuran panel pada Surat Perintah Kerja. Pada tahap ini, panel dibelah sesuai ukuran
panjang dan lebar serta diketam untuk memperoleh tebal yang standar. Mesin yang
digunakan adalah radial arm saw untuk membelah panel sesuai lebar panel, mesin
thickness planner untuk memperoleh tebal panel yang standar dan mesin panel saw
untuk membelah panel sesuai panjang panel. Panel kemudian masuk ke proses wide
belt sander. Sisa pembelahan panel dimasukkan ke dalam keranjang untuk dapat
digunakan pada proses pembuatan dowel.
E. Wide Belt Sander
Panel kemudian masuk ke tahapan proses ini, tujuan dari proses ini yaitu
Penghalusan dua sisi kayu ini menggunakan mesin wide belt sander (WBS). Proses
selanjutnya panel di profil.
F. Profil Shaper
Shaper digunakan untuk membuat profil panel. Panel yang telah diprofil dapat
dilihat pada Gambar 2.3.
Gambar 2.3. Sisi Ujung Kayu Setelah dishaper
G. Penghalusan Permukaan
Permukaan panel yang telah diprofil kemudian dihaluskan. Proses ini berguna
untuk membersihkan serat-serat halus pada panel.
2. Stile
Kayu untuk bagian stile yang telah diblanking kemudian masuk ke stasiun
pembuatan Stile.
A. Pemotongan
Kayu yang masih berukuran panjang kemudian dipotong menggunakan mesin
under cutter. Pemotongan disesuaikan dengan lurus atau tidaknya kayu yang akan
diproses. Kayu dipotong sedikit tanpa terputus dari bagian kayu. Hal ini berguna agar
dipotong hingga menjadi beberapa bagian lalu disatukan dengan menggunakan lem
kayu.
B. Pemasangan Lipping
Lipping adalah kayu yang digunakan untuk menyangga stile agar lurus.
Lipping juga sangat berguna untuk menyatukan stile yang terdiri dari beberapa
potongan kayu Bagian sisi samping stile diberi lem lalu dilekatkan pada lipping.
C. Pemasangan Kulit Kayu
Setelah proses pemasangan lipping, stile diberi lem pada sisi atas dan bawah.
Kemudian kulit kayu ditempel pada sisi yang telah diberi lem. Kulit kayu ini disebut
veener.
D. Ketam/Jointer
Stile dimasukkan ke dalam mesin jointer dengan pisau R dan diketam sisi
kanan dan kiri. Proses ini untuk memperoleh kayu yang siku.
E. Pemotongan
Pemotongan stile dilakukan di mesin cross cut. Stile dipotong sesuai ukuran
standar daun pintu.
F. Bor
Stile dibor dengan kedalaman 70 milimeter pada salah satu sisi sampingnya
untuk penempatan dowel. Pengoboran stile yaitu berguna untuk mengaitkan atara
G. Profil Shaper
Profil shaper ini dilakukan setelah stile dibor. Alat yang digunakan yaitu
mesin shaper fungsinya untuk mem-profil samping stile agar komponen lain dengan
stile dapat terkait. Hasil komponen stile yang telah di profile dapat dilihat pada
Gambar 2.4.
Gambar 2.4. Stile Setelah di Profil
3. Top Rail (TR), Middle (M), Middle Rail (MR) dan Bottom Rail (BR)
A. Pemotongan
Komponen TR, M, MR dan BR dipotong sesuai ukuran yang tertera di SPK.
Pemotongan TR, M, MR dan BR menggunakan mesin radial arm saw.
B. Pemotongan Profil
Kayu yang telah dipotong sesuai ukuran SPK, kemudian diprofil sisi ujung
kayu menggunakan mesin single end. Pemotongan sisi kayu bertujuan menyatukan
masing-masing komponen pintu.
C. Profil Shaper
Alat yang digunakan adalah mesin shaper. Profil shaper dilakukan pada
komponen agar komponen BR, TR, M dan MR dapat terkait dengan panel dan
D. Bor
Sama seperti stile, komponen-komponen dibor dengan kedalaman 60 mm agar
dapat dipasang dowel sehingga antar komponen dapat terkait.
2.5. Mesin dan Peralatan 2.5.1. Mesin
Dalam proses produksinya perusahaan menggunakan mesin-mesin yang
ditunjukkan pada Tabel 2.4.
Tabel 2.4. Mesin-Mesin yang Digunakan di PTC No Nama Mesin Jumlah
(Unit) Fungsi
1 Kompresor 2 Untuk kompresor dan menghisap debu kayu
2 Potong Binding 1 Untuk memotong binding
3 Radial arm saw 5 Untuk pemotongan dan pembelahan
4 Cross cut 1 Untuk memotong
5 Long bed 1 Untuk membor komponen
6 Shaper 1 Untuk profil tenon, profil shaper, dan untuk memotong
7 Band saw 1 Untuk profil bentuk
8 Table saw 1 Untuk memotong
9 Thicknesser 2 Untuk pengetaman
10 Six bore 1 Untuk pengeboran pada stile
11 One bore 1 Untuk pengeboran pada komponen lainnya
12 Two bore 2 Untuk pengeboran
13 Single end 2 Untuk profil tenon
14 Wide belt sender 1 Untuk menghaluskan permukaan kayu
15 Chisel 1 Untuk proses blanking
16 Finger jointer 1 Untuk proses jointer
18 Moulder 2 Untuk perataan sisi-sisi kayu
19 Jointer /Roll 4 Untuk membuat kesikuan kayu
20 Under Cut 3 Untuk pemotongan kayu
21 Pres angin 2 Untuk merekatkan veneer dengan inti veneer
22 Glue spider 1 Untuk memberikan lem pada veneer
Spesifikasi masing-masing mesin dapat dilihat pada lampiran-2.
2.5.2. Peralatan
Pada proses pengerjaannya, peralatan yang digunakan dapat dilihat pada Tabel
[image:45.612.119.518.262.476.2]2.5.
Tabel 2.5. Peralatan yang Digunakan di PTC
No Nama Peralatan Ketarangan
1 Hand saw Gergaji potong
2 Sliding rule Untuk mengukur kayu
3 Sieghmat (Vernier caliper gauge) Untuk mengukur kayu
4 Marking gauge Untuk menandakan kayu
5 Jack plane Untuk memperhalus siku, kontu dan profil
6 Iron try square Penggaris siku besi
7 wood try square Penggaris siku kayu
Sumber : Production Training Centre
2.6. Utilitas
Unit utilitas merupakan penunjang bagi unit lain dalam pabrik atau merupakan
sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk
akhir.
1. Energi Listrik yang diperoleh dari PLN untuk mengoperasikan mesin-mesin dan
peralatan produksi. Generator digunakan sebagai cadangan listrik apabila terjadi
pemadaman listrik PLN. Spesifikasi generator yang digunakan yaitu:
Merek : Mitsubishi / Mercedes-Benz / Chumming
Daya : 97 KVA / 125 KVA / 250 KVA
Tegangan : 380 Volt
Frekwensi : 50-60 Hz
Cos : 0,85
Buatan : Jepang / Jerman / Inggris
Jumlah : 1 unit / 1 unit / 1 unit
2. Penyediaan air diperoleh dari PDAM Tirtanadi. Air digunakan untuk perebusan
kayu, membersihkan peralatan dan untuk keperluan karyawan.
2.7. Safety and Fire Protection
Safety and Fire Protectioan merupakan tindakan pengamanan dan
perlindungan terhadap kemungkinan terjadinya kecelakaan kerja dan kebakaran yang
merupakan resiko pabrik pada umumnya. Faktor safety yaitu tindakan pengamanan
dan pencegahan terhadap resiko kecelakaan kerja yang mungkin timbul. Tindakan
safety yang dilakukan perusahaan adalah mewajibkan tenaga kerjanya untuk
menggunakan pelindung diri seperti :
1. Sarung Tangan
2. Masker
4. Alat pelindung dari polusi suara.
Fire protection adalah tindakan perlindungan terhadap sumber yang dapat
mengakibatkan api. Tindakan fire protection yang dilakukan adalah dengan
memberikan penutup pada panel listrik, menyediakan racun api berupa alat pemadam
api ringan, pada jarak tertentu di lantai pabrik atau pada daerah yang mudah terjadi
kebakaran.
2.8. Waste and Water Treatment
Setiap perusahaan perlu memperhatikan masalah limbah. Limbah yang
dihasilkan sepanjang proses produksi berlangsung terdiri dari potongan kayu, air sisa
perebusan dan debu. Masing-masing dikelola dengan cara yang berbeda.
Sisa potongan kayu dapat digunakan sebagai bahan bakar perebusan kayu. Air
sisa perebusan tidak berbahaya bagi lingkungan sehingga dapat langsung dialirkan ke
saluran pembuangan air. Limbah berupa debu telah dihisap oleh mesin penghisap
debu yang berada pada tiap-tiap mesin. Debu tersebut kemudian dialirkan melalui
pipa ke luar pabrik untuk dibuang.
2.9. Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja
untuk mencegah terjadinya kerusakan dan kesalahaan pada saat proses produksi
berlangsung. Perawatan ini ditujukan agar proses seluruh produksi dapat berjalan
yang dapat mengakibatkan cacat pada produk dan keterlambatan waktu penyelesaian
produk yang berakibat pada keterlambatan waktu pengiriman.
Proses maintenance terbagi atas 2 jenis, maintenance yang dilakukan secara
berkala sesuai periode waktu tertentu, dan maintenance yang dilakukan sebagai
penanggulangan kerusakan. Pada perusahaan ini proses maintenance dilakukan secara
BAB III
LANDASAN TEORI
3.1. Definisi Keseimbangan Lintasan
Konsep keseimbangan lini produksi sangat cocok diterapkan untuk
perusahaan bertipe produksi massal. Pada produksi massal, penurunan sedikit waktu
siklus produksi akan memberikan penghematan besar dalam biaya produksi. Lini
produksi yang seimbang berarti tidak ada operasi-operasi yang menganggur (idle) dan
akan memberikan efisiensi yang bermuara pada optimalitas biaya produksi.
Lini produksi adalah penempatan area-area kerja dimana operasi-operasi
diatur secara berurutan dan material bergerak secara kontinu melalui operasi yang
terangkai seimbang. Menurut karakteristik proses produksinya, lini produksi dibagi
menjadi dua1.
1. Lini pabrikasi, yaitu lintasan produksi yang terdiri dari sejumlah operasi yang
bersifat membentuk atau mengubah bentuk benda kerja.
2. Lini perakitan, yaitu lintasan produksi yang terdiri dari sejumlah operasi
perakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadi
benda assembly atau subassembly.
Beberapa keuntungan yang dapat diperoleh dari perencanaan lini produksi
yang baik adalah sebagai berikut.
1
1. Jarak perpindahan material yang minim diperoleh dengan mengatur susunan dan
tempat kerja.
2. Aliran benda kerja (material), mencakup gerakan dari benda kerja yang kontinu.
Alirannya diukur dengan kecepatan produksi dan bukan oleh jumlah spesifik.
3. Pembagian tugas terbagi secara seimbang yang disesuaikan dengan keahlian
masing-masing pekerja sehingga pemanfaatan tenaga kerja lebih efisien.
4. Pengerjaan operasi yang serentak (simultan) yaitu setiap operasi dikerjakan pada
saat yang sama di seluruh lintasan produksi.
5. Operasi unit. Lintasan dimaksudkan sebagai penghasil unit tunggal, satu seri
operasi atau grup pekerja ditugaskan untuk suatu produk. Seluruh lintasan
merupakan satu unit produksi.
6. Gerakan benda kerja tetap sesuai dengan set-up dari lintasan dan bersifat tetap.
7. Proses memerlukan waktu yang minimum.
Persyaratan yang harus diperhatikan untuk menunjang kelangsungan lintasan
produksi antara lain sebagai berikut.
1. Pemerataan distribusi kerja yang seimbang di setiap stasiun kerja yang terdapat
di dalam suatu lintasan produksi pabrikasi atau suatu lintasan perakitan yang
bersifat manual.
2. Pergerakan aliran benda kerja yang kontinu pada kecepatan yang seragam.
Alirannya tergantung pada waktu operasi.
3. Arah aliran material harus tetap sehingga memperkecil daerah penyebaran dan
4. Produksi yang kontinu guna menghindari adanya penumpukan benda kerja di
lain tempat sehingga diperlukan aliran benda kerja pada lintasan produksi secara
kontinu.
Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang
digunakan untuk pembuatan produk. Line Balancing (lintasan perakitan) biasanya terdiri
dari sejumlah area kerja yang dinamakan stasiun kerja yang ditangani seorang atau lebih
operator dan ada kemungkinan ditangani dengan bermacam – macam alat.2
Kriteria umum keseimbangan lintasan produksi adalah memaksimumkan
efisiensi atau meminimumkan balance delay. Tujuan pokok dari penggunaan metode
ini adalah untuk meminimumkan waktu menganggur (idle time) pada lintasan yang
ditentukan oleh operasi yang paling lambat.
Tujuan perencanaan keseimbangan lintasan adalah mendistribusikan unit-unit
kerja atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur dari
stasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin sehingga
pemanfaatan peralatan maupun operator semaksimal mungkin.
Pembuatan suatu produk pada umumnya dilakukan melalui beberapa tahapan
proses produksi pada beberapa departemen berupa aliran proses produksi. Aliran
proses produksi di sini adalah yang diperlukan untuk memindahkan elemen-elemen
produksi, seperti bahan atau material, part, dan orang mulai dari awal proses sampai
produk yang dikehendaki bisa melalui lintasan produksi.
Aliran proses produksi dari suatu departemen ke departemen lain merupakan
bagian dari waktu proses (waktu siklus) produk tersebut. Apabila terjadi hambatan
2
atau ketidakefisienan dalam suatu departemen akan mengakibatkan tidak lancarnya
aliran material ke departemen berikutnya, sehingga terjadi waktu menunggu (delay
time) dan penumpukan material (material in process storage). Lini perakitan
(assembly line) adalah sebuah lini produksi yang mana material atau bahan bergerak
secara kontinu dalam tingkat rata-rata seragam pada seluruh urutan stasiun kerja di
mana pekerjaan perakitan dilakukan. Pengaturan kerja sepanjang lini perakitan akan
bervariasi sesuai ukuran produk yang akan dirakit, kebutuhan proses pendahuluan,
ketersediaan ruang, elemen pengerjaan dan kondisi pengerjaan yang akan dikenakan
pada job. Adapun dua permasalahan penting dalam penyeimbangan lini adalah
penyeimbangan antara stasiun kerja dan menjaga kelangsungan produksi di dalam lini
perakitan.
3.2. Permasalahan Keseimbangan Lintasan3
Permasalahan pada lintasan produksi banyak terjadi pada proses perakitan
dibandingkan dengan proses pabrikasi. Dalam pabrikasi, part-part biasanya
membutuhkan mesin-mesin berat dengan waktu siklus yang panjang. Bila beberapa
operasi dengan peralatan yang berbeda dibutuhkan secara proses seri, maka akan sulit
untuk menyeimbangkan panjangnya waktu siklus mesin yang pada akhirnya akan
menghasilkan rendahnya penggunaan kapasitas. Gerakan kontinu lebih dapat dicapai
dengan operasi yang dilakukan secara manual jika operasi tersebut dapat dibagi-bagi
menjadi pekerjaan-pekerjaan kecil dengan waktu yang sangat pendek. Semakin besar
3
fleksibilitas dalam mengkombinasikan tugas-tugas tersebut, semakin tinggi pula
derajat keseimbangan yang dapat dicapai.
Pengelompokan tugas-tugas yang akan dihasilkan pada lintasan produksi yang
seimbang membutuhkan informasi tentang waktu pelaksanaan tugas, kebutuhan
precedence (tingkat ketergantungan) yang menentukan urutan yang feasible, tingkat
output dan waktu siklus yang diinginkan.
3.3. Pendefinisian Masalah Keseimbangan Lintasan
Dalam lintasan perakitan satu unit produk, biasanya ada sejumlah k elemen
kerja. Untuk masing-masing elemen kerja dibutuhkan waktu proses selama tk (k = 1,
2, 3, … k) dan total waktu yang dibutuhkan untuk merakit satu unit produk adalah :
=
n
i
Pi
1
=
=
k
k k
t
1
k elemen juga dibatasi oleh hubungan precedence yang biasa diberikan oleh diagram
precedence, seperti yang dicantumkan pada Gambar 3.1. Simbol di dalam lingkaran
menyatakan elemen kerja dan nomor di luar lingkaran menyatakan waktu pengerjaan
elemen. Elemen kerja i merupakan predecessor dari elemen kerja j jika proses
perakitan menghendaki elemen kerja i lebih dulu sebelum elemen j.
3.4. Istilah-istilah dalam Keseimbangan Lintasan
a. Precedence Diagram
Adalah diagram yang menggambarkan urutan dan keterkaitan antar
elemen kerja perakitan sebuah produk. Pendistribusian elemen kerja yang
dilakukan untuk setiap stasiun kerja harus memperhatikan precedence
U1
U3 U2
U4
U5
U6
U7
U8 U10
U9 U11
Gambar 3.1. Precedence Diagram
b. Elemen Kerja
Adalah pekerjaan yang harus dilakukan dalam suatu kegiatan perakitan.
c. Stasiun Kerja
Adalah lokasi-lokasi tempat elemen kerja dikerjakan.
d. Waktu Siklus /Cycle Time
Adalah waktu yang diperlukan untuk membuat satu unit produk pada satu
stasiun kerja.
e. Waktu Stasiun Kerja (WSK)
Adalah waktu yang dibutuhkan oleh sebuah stasiun kerja untuk
mengerjakan semua elemen kerja yang didistribusikan pada stasiun kerja
tersebut.
f. Waktu Operasi
Adalah waktu standar untuk menyelesaikan suatu operasi.
Adalah rasio antara waktu idle dalam lini perakitan dengan waktu yang
tersedia.
Untuk mengukur performansi sebelum dan sesudah dilakukan proses
keseimbangan lintasan dilakukan perhitungan kriteria-kriteria berikut ini :
1. Efisiensi Lini
Adalah rasio antara waktu yang digunakan dengan waktu yang tersedia.
Berkaitan dengan waktu yang tersedia, lini akan mencapai keseimbangan apabila
setiap daerah pada lini mempunyai waktu yang sama.
2. Indeks Penghalusan (Smoothness Index / SI)
Adalah suatu indeks yang menunjukkan kelancaran relatif dari penyeimbang
lini perakitan tertentu. Formula yang digunakan untuk menentukan besarnya SI
adalah sebagai berikut :
SI =
=
−
N
i
WSKi WSK
1
2
) max
(
WSK max = Waktu terbesar dari stasiun kerja terbentuk
WSKi = Waktu stasiun kerja i yang terbentuk
3.5. Pengukuran Waktu Jam Henti4
Pengukuran waktu jam henti menggunakan stop watch sebagai alat utamanya.
Cara ini merupakan cara yang paling banyak dikenal dan dipakai. Salah satu faktor
penyebabnya adalah kesederhanaan aturan-aturan pengajaran yang dipakai.
Ada beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkan
hasil yang baik. Aturan-aturan tersebut dijelaskan dalam langkah-langkah berikut.
3.5.1. Langkah-langkah Sebelum Melakukan Pengukuran
Untuk mendapatkan hasil yang dapat dipertanggungjawabkan maka tidak
cukup sekedar melakukan beberapa kali pengukuran dengan menggunakan jam henti.
Banyak faktor yang harus diperhatikan agar akhirnya dapat diperoleh waktu yang
pantas untuk pekerjaan yang bersangkutan seperti yang behubungan dengan kondisi
kerja, cara pengukuran, jumlah pengukuran data dan lain-lain. Langkah-langkah yang
perlu diikuti agar maksud tersebut dapat tercapai adalah:
1. Penetapan Tujuan Pengukuran
Sebagaimana halnya dengan berbagai kegiatan lain, tujuan melakukan kegiatan
harus ditetapkan terlebih dahulu. Dalam pengukuran waktu, hal-hal penting yang
harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan,
beberapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil
pengukuran tersebut.
2. Melakukan Penelitian Pendahuluan
4
Hal yang dicari dari pengukuran waktu adalah waktu yang pantas diberikan
kepada pekerja untuk menyelesaikan suatu pekerjaan. Suatu perusahaan biasanya
menginginkan waktu kerja yang sesingkat-singkatnya agar dapat meraih keuntungan
yang sebesar-besarnya. Keuntungan demikian tidak akan diperoleh jika kondisi kerja
dari pekerjaan-pekerjaan yang ada di perusahaan tersebut tidak menunjang
tercapainya hal tadi. Pengukuran waktu sebaiknya dilakukan bila kondisi kerja dari
pekerjaan yang diukur sudah baik.
3. Memilih operator
Operator yang akan melakukan pekerjaan yang diukur bukanlah orang yang
begitu saja diambil dari pabrik. Orang ini harus memenuhi beberapa persyaratan
tertentu agar pengukuran dapat berjalan baik dan dapat diandalkan hasilnya.
Syarat-syarat tersebut adalah berkemampuan normal dan dapat diajak bekerja sama.
4. Melatih Operator
Apabila pada saat pengukuran pendahuluan terjadi perubahan kondisi kerja atau
cara kerja, maka operator harus dilatih terlebih dahulu karena sebelum diukur
operator harus terbiasa dengan kondisi dan cara kerja yang telah ditetapkan.
5. Menguraikan Pekerjaan atas Elemen Pekerjaan
Pada langkah ini, pekerjaan dipecah menjadi elemen pekerjaan, yang merupakan
gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang diukur
waktunya. Waktu siklus diperoleh dari jumlah waktu setiap elemen yang ada. Waktu
siklus adalah waktu penyelesaian satu satuan produksi sejak bahan baku mulai
diproses di tempat kerja yang bersangkutan.
Alat-alat yang dibutuhkan untuk pengukuran adalah:
- Jam henti
- Lembaran-lembaran pengamatan
- Pena atau pensil
- Papan pengamatan
3.5.2. Melakukan Pengukuran Waktu
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu-waktu
kerja setiap elemen maupun waktu siklus dengan menggunakan alat-alat yang
diperlukan. Apabila operator telah siap di depan mesin atau di tempat kerja lain yang
waktu kerjanya akan diukur, maka peneliti melakukan pengukuran di dekat operator
dengan posisi berdiri. Posisi ini hendaknya sedemikian rupa sehingga operator tidak
terganggu gerakan-gerakannya atau canggung karena merasa diamati.
Hal pertama yang dilakukan adalah pengukuran pendahuluan. Tujuan
melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat-tingkat ketelitian dan keyakinan yang
diinginkan. Tingkat ketelitian dan keyakinan ditetapkan pada saat menjalankan
langkah penetapan tujuan pengukuran. Untuk mengetahui berapa kali pengukuran
harus dilakukan, diperlukan beberapa tahap pengukuran pendahuluan.
Pengukuran pendahuluan pertama dilakukan dengan melakukan beberapa kali
pengukuran yang banyaknya ditentukan oleh pengukur. Biasanya sepuluh kali atau
lebih. Setelah pengukuran tahap pertama ini dijalankan maka tiga hal yang kemudian
pengukuran yang diperlukan dan jika jumlah belum mencukupi dilanjutkan dengan
pengukuran pendahuluan kedua. Jika tahap kedua selesai maka dilakukan lagi ketiga
hal yang sama seperti sebelumnya. Begitu seterusnya sampai jumlah keseluruhan
penggukuran mencukupi untuk tingkat-tingkat ketelitian dan keyakinan yang
dikehendaki. Istilah pengukuran pendahuluan terus digunakan selama jumlah
pengukuran yang dilakukan pada tahap pengukuran belum mencukupi.
3.6. Tingkat Ketelitian dan Tingkat Keyakinan
Pengukuran waktu penyelesaian suatu pekerjaan idealnya dilakukan dengan
jumlah yang sangat banyak misalnya sampai tidak terhingga kali, karena dengan
demikian diperoleh jawaban yang pasti. Hasil yang diperoleh akan sangat kasar jika
dilakukan hanya beberapa kali pengukuran saja. Jadi walaupun jumlah pengukuran
tidak berjuta kali, tetapi jelas tidak hanya beberapa kali saja. Dengan tidak
dilakukannya pengukuran yang banyak sekali maka pengukur akan kehilangan
sebagian kepastian dari waktu penyelesaian yang sebenarnya. Tingkat ketelitian dan
keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur
setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak.
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran
dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan dalam persen (dari
waktu penyelesaian sebenarnya yang seharusnya dicari). Sedangkan tingkat
keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh
memberi arti bahwa rata-rata hasil pengukuran menyimpang sejauh 5% dari rata-rata
sebenarnya dan kemungkinan berhasil mendapatkan hal ini adalah 95%.
3.7. Kelonggaran5
Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi,
menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan.
Oleh sebab itu kelonggaran perlu ditambahkan kepada waktu normal. Kelonggaran
terdiri dari tiga jenis, yaitu:
1. Kelonggaran untuk Kebutuhan Pribadi
Yang termasuk ke dalam kebutuhan pribadi adalah hal-hal seperti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap
dengan teman sekerja, sekedar untuk menghilangkan ketegangan ataupun
kejemuan dalam kerja.
2. Kelonggaran untuk Menghilangkan Rasa Fatique
Rasa fatique tercermin antara lain dari menurunnya hasil produksi baik jumlah
maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya
kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja dan
mencatat pada saat kapan hasil produksi menurun disebabkan
oleh timbulnya rasa fatique.
3. Kelonggaran untuk Hambatan-Hambatan Tak Terhindarkan
Beberapa contoh yang termasuk ke dalam hambatan tak terhindarkan adalah:
- Menerima atau meminta petunjuk kepada pengawas.
5
- Melakukan penyesuaian-penyesuaian mesin.
- Memperbaiki kemacetan-kemacetan singkat seperti mengganti alat potong
yang patah, memasang kembali ban yang lepas dan sebagainya.
- Mengasah peralatan potong.
- Mengambil alat-alat khusus atau bahan-bahan khusus dari gudang.
Besarnya kelonggaran berdasarkan faktor-faktor yang berpengaruh dapat
dilihat pada lampiran 3.
3.8. Uji Keseragaman Data
Tugas mengukur adalah mendapatkan data yang seragam. Ketidakseragaman
dapat saja terjadi dalam suatu pengukuran. Batas-batas kontrol yang dibentuk dari
data merupakan batas seragam tidaknya data. Data yang dikatakan seragam berasal
dari sebab yang sama dan berada di antara kedua batas kontrol. Data yang tidak
seragam berasal dari sebab yang berbeda dan berada di luar batas kontrol. Apabila
terdapat sub grup yang di luar batas kontrol, maka sub grup ini harus dibuang dan
untuk perhitungan-perhitungan selanjutnya sub grup ini tidak turut diperhitungkan.
Beberapa langkah untuk uji keseragaman data adalah sebagai berikut.
1. Menghitung standar deviasi
(
)
1
2
− − =
N X Xi
σ
Dimana: σ = standar deviasi
Xi = nilai pada gugus data
N = jumlah data
σ
= standar deviasi dari distribusi harga rata-rata2. Menentukan Batas Kendali Atas (BKA) dan Batas Kendali Bawah (BKB)
BKA = X + z BKB = X - z
Dimana: X = rata-rata nilai pada gugus data
z = angka deviasi standar untuk Xi yang besarnya tergantung
pada tingkat keyakinan (confidence level) yang diambil,
dimana:
- 90% confidence level : z = 1,65
- 95% confidence level : z = 2,00
- 99,7% confidence level : z = 3,00
3.9. Uji Kecukupan Data
Dengan menggunakan teori statistik tentang sampling data, diperoleh
formulasi untuk mengetahui kecukupan jumlah pengamatan atau pengukuran.
Formulasi untuk uji kecukupan data pengamatan adalah sebagai berikut6.
(
)
2 2