ANALISIS ERGONOMI DESAIN ULANG KURSI KERJA
KARYAWAN BAGIAN STAMPING DI
PT. SC JOHNSON MANUFACTURING MEDAN
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
Deasy M. Pardede
NIM. 080403089
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Dengan segenap kerendahan hati, penulis memanjatkan puji, syukur,
hormat dan penyembahan hanya kepada Allah Yang Maha Tinggi, Sang Alpha
dan Omega, yang telah mengaruniakan harta yang tidak dapat dinilai oleh apapun,
yaitu kehidupan kekal bagiku dan pengenalan yang lebih dalam akan Dia. Secara
khusus saat ini, Dia ijinkanku untuk menyelesaikan Tugas Sarjana.
Tugas Sarjana ini berjudul “Analisis Ergonomi Desain Ulang Kursi Kerja Karyawan Bagian Stamping di PT. SC Johnson Manufacturing Medan”. Tugas Sarjana ini bertujuan sebagai syarat penyelesaian studi di Departemen Teknik Industri Fakultas Teknik USU.
Penulis menyadari bahwa tulisan ini belum sempurna, dibutuhkan
penelitian lanjutan untuk dapat semakin menyempurnakannya. Dengan demikian,
diharapkan untuk mahasiswa yang mengambil konsep penelitian yang sama dapat
lebih mengembangkan penelitiannya. Semoga Tugas Sarjana ini bermanfaat bagi
semua pihak yang membutuhkan.
Medan, Juni 2013
UCAPAN TERIMA KASIH
Dalam menyelesaikan Tugas Sarjana ini, penulis mengucapkan terimakasih
kepada pihak-pihak yang disebutkan di bawah ini :
1. Bapak Prof. Dr. Ir. A. Rahim Matondang, M.SIE, selaku Dosen Pembimbing
I atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas
Sarjana ini.
2. Ibu Dr. Eng. Ir. Listiani Nurul Huda, MT, selaku Dosen Pembimbing II atas
bimbingan, masukan, arahan, waktu, konsep pikir dan motivasi-motivasi yang
sangat membangun dalam penyusunan Tugas Sarjana ini.
3. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara dan Bapak Ir. Ukurta Tarigan, MT, selaku
Sekretaris Jurusan Teknik Industri Universitas Sumatera Utara.
4. Bapak Zulfikri, selaku Manajer SHE PT.SC Johnson Manufacturing Medan
yang telah memberikan izin melakukan penelitian ini.
5. Keluarga terkasih (orangtua, kakak, abang dan adik) yang tidak pernah
putusnya memberikan dukungan doa, dana dan semangat kepada penulis
dalam penyelesaian Tugas Sarjana ini.
6. Adik-adik yang sangat kukasihi dalam Kelompok kecil SG-Aqua La Vida
(Astri, Evan, Febriro, Fitri, Herry, Mutiara, dan Henry) dan SG-Lighthouse
(Abram, Ami, Arry, Dewi, Miska, dan Sarah) atas doa dan senyuman
7. Sahabat satu rekan kerja, Tumpal Tampubolon yang telah banyak memberi
dukungan waktu, pikiran, doa dan semangat kepada penulis.
8. Para sahabatku terkasih dalam KTB Solagratia dan or’Hagoyyim (Dedy, Fitri,
dan Kristoffel) yang selalu peduli, memberi masukan, motivasi, peneguhan,
terlebih doa-doa yang senantiasa dipanjatkan.
9. Para sahabatku D*** Teknik (Enita, Evi, Melanie, dan Nova) untuk
dukungan doa, semangat dan motivasi yang membangun.
10. Sahabatku terkasih, Debbie dan Dewi Resna yang telah menerimaku di
kostnya dalam pengerjaan Tugas Sarjana.
11. Patimah Harahap, rekan satu tim dalam pengerjaan Tugas Sarjana, atas waktu
dan pikiran yang diberikan untuk kami berdiskusi.
12. Semua teman angkatan 2008 di Departemen Teknik Industri USU yang telah
memberikan banyak masukan kepada penulis.
13. Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
Biarlah kiranya kasih Tuhan tetap menyertai.
Medan, Juni 2013
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Asumsi dan Batasan Masalah ... I-4
1.5. Manfaat Penelitian ... I-5
1.6. Sistematika Laporan ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-3
2.3. Lokasi Perusahaan ... II-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.5. Struktur Organisasi Perusahaan ... II-4
2.6. Pembagian Tugas dan Tanggung Jawab ... II-7
2.7. Jumlah Tenaga Kerja dan Jam Kerja ... II-10
2.7.1. Jumlah Tenaga Kerja ... II-10
2.7.2. Jam Kerja ... II-11
2.8. Sistem Pengupahan ... II-13
2.9. Proses Produksi ... II-14
2.9.1. Standar Mutu Bahan/Produk ... II-15
2.9.2. Bahan yang Digunakan ... II-15
2.9.2.1. Bahan Baku ... II-15
2.9.2.2. Bahan Penolong ... II-16
2.9.2.3. Bahan Tambahan ... II-17
2.9.3. Uraian Proses Produksi ... II-18
2.10. Mesin dan Peralatan ... II-21
2.10.1. Mesin Produksi ... II-21
2.10.2. Peralatan (Equipment) ... II-22
2.10.3. Utilitas ... II-22
2.10.4. Safety & Fire Protection ... II-23
2.10.5. Waste Treatment ... II-24
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Ergonomi ... III-1
3.1.1. Aplikasi Ergonomi ... III-2
3.1.2. Ergonomi dalam Special Workplace ... III-2
3.2. Keluhan Muskuloskeletal ... III-6
3.3. Rapid Entire Body Assessment (REBA) ... III-7
3.4. Konsep Desain dan Desain Ulang ... III-14
3.5. Perancangan Produk secara Ergonomi ... III-14
3.5.1. Antropometri ... III-14
3.5.2. Tiga Prinsip Dalam Penggunaan Data Antropometri ... III-15
3.5.3. Langkah-langkah Penggunaan Antropometri
dalam Perancangan Ulang ... III-17
IV METODOLOGI PENELITIAN ... IV-1
4.1. Jenis Penelitian ... IV-1
4.2. Tempat dan Waktu Penelitian ... IV-1
4.3. Pengumpulan Data ... IV-1
4.4. Instrumen Penelitian ... IV-2
4.5. Metode Pengumpulan Data ... IV-2
4.6. Kerangka Konseptual ... IV-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8. Metode Analisis Pemecahan Masalah ... IV-4
4.9. Metode Kesimpulan dan Saran ... IV-5
4.10. Pelaksanaan Penelitian ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Rekapitulasi Standar Nordic Quistionaire (SNQ) ... V-1
5.2. Data Kenyamanan yang Dirasakan Karyawan ... V-6
5.3. Data Dimensi Kursi Aktual dan Dimensi Tubuh
Karyawan ... V-7
5.4. Gambaran Umum di Stasiun Stamping ... V-12
5.5. Pengolahan Data ... V-14
5.5.1. Tabulasi Data Standar Nordic Quistionaire ... V-11
5.5.2. Postur Kerja Aktual Karyawan ... V-16
5.5.3. Uji Keseragaman Data Dimensi Tubuh Karyawan ... V-26
5.5.4. Uji Kecukupan Data ... V-28
5.5.5. Uji Distribusi Normal ... V-29
5.5.6. Penetapan Data Antropometri ... V-30
5.5.7. Dimensi Tubuh yang Ekstrim Rata-rata dan
Adjustable ... V-31
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Postur Kerja ... VI-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 6.3. Analisis Kenyamanan yang Dirasakan Karyawan ... VI-2
6.4. Perancangan Kursi Usulan ... VI-2
6.5. Analisis Kursi Rancangan Ulang ... VI-5
6.6. Analisis Posisi Kursi terhadap Areal Kerja (Loyang Oven) ... VI-6
6.7. Simulasi Rancangan Kursi Usulan ... VI-13
6.8. Analisis Postur Kerja Karyawan dengan
Menggunakan Kursi Usulan ... VI-8
6.9. Analisis Perbandingan Postur Kerja Aktual dengan
Postur Kerja dengan Menggunakan Kursi Rancang Ulang... VI-14
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Rekapitulasi Jumlah Tenaga Kerja Tetap ... II-11
2.2. Jadwal Kerja Aktif Karyawan Kantor ... II-11
2.3. Jadwal Kerja Aktif Karyawan Pabrik Shift Pertama ... II-12
2.4. Jadwal Kerja Aktif Karyawan Pabrik Shift Kedua ... II-12
2.5. Jadwal Kerja Aktif Karyawan Pabrik Shift Ketiga ... II-12
2.6. Data Spesifikasi Mesin Produksi ... II-21
3.1. Penilaian Batang Tubuh (Trunk) ... III-8
3.2. Penilaian Leher (Neck) ... III-9
3.3. Penilaian Kaki (Legs) ... III-9
3.4. Penilaian Beban (Load) ... III-10
3.5. Penilaian Lengan Atas (Upper Arm) ... III-10
3.6. Skor Lengan Bawah ... III-11
3.7. Skor Pergelangan Tangan ... III-11
3.8. Coupling ... III-12
3.9. Nilai Grup A ... III-12
3.10. Nilai Grup B ... III-12
3.11. Nilai Akhir ... III-13
3.12. Skor Aktivitas ... III-13
3.13. Nilai Tingkat Tindakan REBA ... III-13
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN 5.2. Data Persepsi Kenyamanan Karyawan terhadap Kursi
Aktual yang Digunakan ... V-6
5.3. Dimensi Kursi Aktual ... V-7
5.4. Dimensi Tubuh Karyawan Penyortir ... V-8
5.5. Tabulasi Data Standar Nordic Quitionaire ... V-14
5.6. Perubahan Sudut Lengan terhadap Batang Tubuh
saat Menginspeksi Anti Nyamuk Cacat ... V-19
5.7. Penilaian Batang Tubuh (Trunk) ... V-21
5.8. Penilaian Leher (Neck) ... V-22
5.9. Penilaian Kaki (Legs) ... V-22
5.10. Penilaian Beban (Load) ... V-22
5.11. Penilaian Lengan Atas (Upper Arm) ... V-23
5.12. Skor Lengan Bawah ... V-23
5.13. Skor Pergelangan Tangan ... V-24
5.14. Coupling ... V-24
5.15. Nilai Grup A ... V-24
5.16. Nilai Grup B ... V-25
5.17. Nilai Akhir ... V-25
5.18. Skor Aktivitas ... V-25
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN 5.20. Uji Keseragaman Data Lebar Bahu ... V-27
5.21. Hasil Uji Keseragaman Data untuk Semua Dimensi Tubuh ... V-28
5.22. Hasil Uji Kecukupan Data Dimensi Tubuh Karyawan ... V-29
5.23. Rekapitulasi Uji Distribusi Normal Dimensi Tubuh Karyawan ... V-30
5.24. Nilai Data Berdasarkan Persentil yang Digunakan ... V-31
6.1. Penilaian Batang Tubuh (Trunk) ... VI-9
6.2. Penilaian Leher (Neck) ... VI-10
6.3. Penilaian Kaki (Legs) ... VI-10
6.4. Penilaian Beban (Load) ... VI-10
6.5. Penilaian Lengan Atas (Upper Arm) ... VI-11
6.6. Skor Lengan Bawah ... VI-11
6.7. Skor Pergelangan Tangan ... VI-12
6.8. Coupling ... VI-12
6.9. Nilai Grup A ... VI-12
6.10. Nilai Grup B ... VI-13
6.11. Nilai Akhir ... VI-13
6.12. Skor Aktivitas ... VI-13
6.13. Nilai Tindakan tingkat REBA ... VI-14
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. SC Johnson Manufacturing Medan ... II-6
3.1. Posisi Operator Bekerja Berdiri ... III-4
3.2. Postur Batang Tubuh (Trunk) ... III-8
3.3. Postur Tubuh Bagian Leher (Neck) ... III-9
3.4. Postur Tubuh Bagian Kaki (Legs) ... III-9
3.5. Ukuran Beban (Load) ... III-10
3.6. Postur Tubuh Bagian Lengan Atas (Upper Arm) ... III-10
3.7. Postur Lengan Bawah ... III-11
3.8. Postur Pergelangan Tangan ... III-11
3.4. Postur Tubuh Bagian Kaki (Legs) ... III-9
3.5. Ukuran Beban (Load) ... III-10
4.1. Kerangka Konseptual ... IV-3
4.2. Blok Diagram Metodologi Penelitian ... IV-5
4.3. Blok Diagram Pengolahan Data ... IV-6
4.4. Bar Chart Pengumpulan Data ... IV-7
5.1. Kursi Karyawan Penyortir ... V-7
5.2. Stasiun Stamping ... V-12
5.3. Flow Chart Kegiatan Penyortir……… V-13
5.4. Persentase Jumlah Karyawan yang Mengalami Keluhan ... V-16 5.5. Postur Kerja Aktual Karyawan (a) Tampak Depan,
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN 5.6. (a) Pandangan Atas Penyortir saat Menginspeksi
dan (b) Kemungkinan Jangkauan Penyortir
terhadap Anti Nyamuk Cacat di Loyang Oven ... V-18
5.7. Postur Batang Tubuh (Trunk)... V-21
5.8. Postur Tubuh Bagian Leher (Neck)……… V-21
5.9. Postur Tubuh Bagian Kaki (Legs) ... V-22 5.10. Ukuran Beban (Load) ... V-22
5.11. Postur Tubuh Bagian Lengan Atas (Upper Arm) ... V-23
5.12. Postur Lengan Bawah ... V-23
5.13. Postur Pergelangan Tangan ……… V-23
5.14. Batas Kontrol Lebar Bahu ... V-28 5.15. Uji Kenormalan Data Dimensi Tubuh Lebar Bahu... V-30
6.1. Rancangan Kursi Usulan (a) Sandaran Kursi (b) Sandaran
Kaki (footrest), (c) Lebar Kursi dan (d) Tinggi Kursi Adjustable .... VI-3
6.2. Kursi Adjustable (a) Kursi Tampak Depan (b) Kursi
Tampak Samping (c) Kursi Tampak Aksonometri ... VI-4
6.3. Kursi dengan Tinggi Normal (a) Tampak Samping Kiri,
(b) Tampak Depan, dan (c) Tampak Belakang ... VI-7
6.4. Postur Kerja Menggunakan Kursi Adjustable
(a) Tampak Depan, (b) Tampak Samping Kiri,
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN 6.5. Postur Batang Tubuh (Trunk) ... VI-9
6.6. Postur Tubuh Bagian Leher (Neck) ... VI-9
6.7. Postur Tubuh Bagian Kaki (Legs) ... VI-10
6.8. Ukuran Beban (Load) ... VI-10
6.9. Postur Tubuh Bagian Lengan Atas (Upper Arm) ... VI-11
6.10. Postur Lengan Bawah ... VI-11
6.11. Postur Pergelangan Tangan ... VI-11
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
L.1. Kuisioner SNQ ... L-1
L.2. Surat Permohonan Tugas Sarjana ... L-2
L.3. Surat Keputusan ... L-7
L.4. Surat Penjajakan ... L-8
L.5. Surat Balasan Pabrik ... L-9
Analisis Ergonomi Desain Ulang Kursi Kerja Karyawan Penyortir Bagian Stamping di PT. SC Johnson Manufacturing Medan
Abstrak : Kursi merupakan salah satu fasilitas kerja yang sangat penting untuk karyawan yang bekerja duduk, terkhusus untuk pekerjaan yang memerlukan ketelitian yang tinggi. Kursi yang digunakan harus ergonomis. Salah satu dampak kursi yang tidak ergonomis adalah dapat menciptakan postur kerja yang berisiko dan berdampak pada tulang belakang. Jika dibiarkan terus menerus akan mengakibatkan musculoskeletal disorders yang merugikan baik karyawan maupun perusahaan. Kerugian yang dirasakan perusahaan dapat berbentuk naiknya anggaran yang harus dikeluarkan untuk mengolah kembali anti nyamuk cacat dan biaya pengobatan terhadap musculoskeletal disorders karyawan.
Kondisi kursi yang tidak ergonomis ditemui di PT. SC Johnson Manufacturing Medan (PT. SCJMM) yang bergerak di bidang produksi anti nyamuk bakar. Perusahaan ini memiliki salah satu stasiun kerja yaitu stamping. Salah satu kegiatan yang dilakukan di bagian ini adalah menginspeksi anti nyamuk cacat yang ditanggungjawabi oleh karyawan penyortir. Penyortir menggunakan kursi ketika menginspeksi. Kursi tersebut tidak ergonomis ditinjau dari dimensi tinggi kursi terhadap areal kerjanya dan ada tidaknya backrest. Dengan demikian, perlu dilakukan desain ulang terhadap kursi untuk meminimalisir risiko akibat ketidakergonomisan kursi. Standar nordic quitionaire (SNQ) yang digunakan sebagai tools awal identifikasi masalah menunjukkan bahwa karyawan merasakan sakit pada beberapa bagian tubuh seperti pinggang, bokong dan pantat.
Pendekatan antropometri digunakan untuk mendesain ulang kursi penyortir. Sebelum desain ulang, dilakukan analisis terhadap kuisioner SNQ, dimensi kursi aktual dan postur kerja aktual karyawan. Kursi hasil desain ulang memiliki dimensi tinggi kursi yang adjustable dan backrest.
Hasil penelitian menunjukkan bahwa postur kerja aktual memiliki level 6 yang mengindikasikan perlu perbaikan terhadap kursi sebelum mengakibatkan musculoskeletal disorders pada karyawan. Postur kerja karyawan dengan menggunakan kursi hasil desain ulang disimulasikan dan mendapatkan level 3. Artinya, terjadi pengurangan risiko terhadap karyawan sebagai akibat desain ulang terhadap kursi.
Analisis Ergonomi Desain Ulang Kursi Kerja Karyawan Penyortir Bagian Stamping di PT. SC Johnson Manufacturing Medan
Abstrak : Kursi merupakan salah satu fasilitas kerja yang sangat penting untuk karyawan yang bekerja duduk, terkhusus untuk pekerjaan yang memerlukan ketelitian yang tinggi. Kursi yang digunakan harus ergonomis. Salah satu dampak kursi yang tidak ergonomis adalah dapat menciptakan postur kerja yang berisiko dan berdampak pada tulang belakang. Jika dibiarkan terus menerus akan mengakibatkan musculoskeletal disorders yang merugikan baik karyawan maupun perusahaan. Kerugian yang dirasakan perusahaan dapat berbentuk naiknya anggaran yang harus dikeluarkan untuk mengolah kembali anti nyamuk cacat dan biaya pengobatan terhadap musculoskeletal disorders karyawan.
Kondisi kursi yang tidak ergonomis ditemui di PT. SC Johnson Manufacturing Medan (PT. SCJMM) yang bergerak di bidang produksi anti nyamuk bakar. Perusahaan ini memiliki salah satu stasiun kerja yaitu stamping. Salah satu kegiatan yang dilakukan di bagian ini adalah menginspeksi anti nyamuk cacat yang ditanggungjawabi oleh karyawan penyortir. Penyortir menggunakan kursi ketika menginspeksi. Kursi tersebut tidak ergonomis ditinjau dari dimensi tinggi kursi terhadap areal kerjanya dan ada tidaknya backrest. Dengan demikian, perlu dilakukan desain ulang terhadap kursi untuk meminimalisir risiko akibat ketidakergonomisan kursi. Standar nordic quitionaire (SNQ) yang digunakan sebagai tools awal identifikasi masalah menunjukkan bahwa karyawan merasakan sakit pada beberapa bagian tubuh seperti pinggang, bokong dan pantat.
Pendekatan antropometri digunakan untuk mendesain ulang kursi penyortir. Sebelum desain ulang, dilakukan analisis terhadap kuisioner SNQ, dimensi kursi aktual dan postur kerja aktual karyawan. Kursi hasil desain ulang memiliki dimensi tinggi kursi yang adjustable dan backrest.
Hasil penelitian menunjukkan bahwa postur kerja aktual memiliki level 6 yang mengindikasikan perlu perbaikan terhadap kursi sebelum mengakibatkan musculoskeletal disorders pada karyawan. Postur kerja karyawan dengan menggunakan kursi hasil desain ulang disimulasikan dan mendapatkan level 3. Artinya, terjadi pengurangan risiko terhadap karyawan sebagai akibat desain ulang terhadap kursi.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kursi merupakan salah satu fasilitas kerja yang sangat penting untuk
karyawan yang bekerja duduk, terkhusus untuk pekerjaan yang memerlukan
ketelitian yang tinggi. Kursi yang digunakan harus ergonomis. Kursi yang tidak
ergonomis dapat menciptakan postur kerja yang berisiko dan berdampak pada
tulang belakang (Benjamin W. Niebel, 2003). Serge Simoneau, dkk (1996)
mengatakan bahwa postur kerja yang buruk membutuhkan usaha yang lebih besar
dan dapat menghasilkan masalah muskuloskeletal meskipun pengulangannya
sangat rendah.
Chin-Chiuan Lin (2011) meneliti faktor-faktor yang mempengaruhi
kenyamanan duduk operator excavator. Tinggi kursi, kedalaman kursi, alas kursi,
stabilitas kursi, dan kursi yang adjustable sangat mempengaruhi kenyamanan
operator dalam pengoperasian excavator. Onawumi, A. Samuel. dan Lucas, E.
Babajide (2012) dalam penelitiannya terhadap supir taxi di Nigeria menyebutkan
bahwa ketidakergonomisan kursi taxi yang berkelanjutan mengakibatkan
berkurangnya produktivitas dan servis transportasi di negara tersebut. Oleh karena
itu, dilakukan analisis ergonomi untuk merancang ulang kursi taxi di Nigeria.
Dimensi tubuh yang digunakan adalah tinggi duduk tegak, tinggi bahu duduk,
tinggi siku duduk, tinggi mata duduk, lebar bahu, pantat ke lutut, tinggi lutut,
Permasalahan kursi kerja yang tidak ergonomis ditemukan di salah satu
perusahaan swasta yaitu PT. SC Johnson Manufacturing Medan (PT. SCJMM).
Perusahaan ini bergerak di bidang pembuatan anti nyamuk bakar Baygon.
Perusahaan tersebut memiliki beberapa stasiun kerja salah satunya stamping.
Kegiatan yang dilakukan di bagian ini adalah pencetakan dan inspeksi anti
nyamuk cacat sebelum masuk ke oven. Anti nyamuk yang telah dicetak secara
otomatis masuk ke dalam loyang pengeringan dan dialirkan secara vertikal
(membentuk sudut 60° terhadap oven) ke dalam oven dengan menggunakan
conveyor. Stasiun ini memiliki 15 line kerja dimana setiap dua line kerja terdapat
1 operator dan masing-masing line terdapat dua helper. Salah satu helper
ditugaskan sebagai penyortir (penginspeksi) anti nyamuk cacat sebelum masuk ke
oven.
Adapun tinggi meja oven dari lantai adalah 100 cm. Penyortir mulai
menginspeksi anti nyamuk cacat di loyang pertama dan kedua pada saat conveyor
mulai bergerak naik menuju oven. Jarak antara loyang adalah 15 cm. Jadi, total
tinggi yang harus dicapai penyortir untuk dapat menginspeksi anti nyamuk adalah
115 cm. Menurut standar NIOSH, tinggi tersebut sudah memiliki risiko yang
tinggi untuk pekerja duduk. Tinggi kursi aktual adalah 78,5 cm dan berdasarkan
penelitian pendahuluan menunjukkan bahwasanya tinggi kursi tersebut membuat
karyawan cukup kesulitan menginspeksi anti nyamuk cacat yang posisinya
semakin jauh dari pusat tubuhnya yaitu anti nyamuk yang semakin mendekati
ujung oven. Panjang gancu yang digunakan berkisar 70 cm dan panjang loyang
menggunakan kursi aktual, lengan karyawan terangkat lebih besar dari 90° dengan
jangkauan maksimal. Kondisi tersebut memiliki risiko yang sangat tinggi
(Occupational Health and Safety Program, 2006).
Di sisi lain, oven merupakan fixed facility sehingga tidak memungkinkan
untuk dimodifikasi sesuai kebutuhan. Maka, kursi yang harus disesuaikan dengan
oven, salah satunya tinggi kursi. Ketika duduk, pelvis berotasi ke belakang,
meningkatkan tekanan pada bagian lumbar spinal (Benjamin W. Niebel, 2003)
dan semakin memperbesar perubahan sudut tubuh (Gempur Santoso, 2004).
Kondisi aktual juga menunjukkan bahwasanya kursi yang tidak memiliki backrest
mengakibatkan sudut tubuh penyortir membungkuk mendekati sudut 60°. Kondisi
tersebut jika dibiarkan terus menerus, akan menciptakan keluhan musculoskeletal
pada karyawan dan merugikan bagi karyawan karena dapat meningkatkan
pengeluaran perusahaan terhadap biaya pengobatan. Oleh karena itu, backrest
sangat dibutuhkan dalam rancangan kursi (Benjamin W. Niebel dan Andris
Freivalds). Kedua kondisi di atas menunjukkan kursi yang digunakan di pabrik
saat ini perlu untuk dirancang ulang dan menganalisisnya secara ergonomi agar
penyortir dapat bekerja lebih baik dan nyaman yang pada akhirnya diharapkan
mampu mengurangi musculoskeletal disorders.
1.2. Rumusan Masalah
Adapun rumusan masalah dalam penelitian ini adalah terdapatnya kursi
dengan tinggi areal kerja dan tidak memiliki backrest sehingga berpotensi
menimbulkan musculoskeletal disorders pada penyortir.
1.3. Tujuan Penelitian
Adapun yang menjadi tujuan penelitian adalah :
1. Menganalisis postur kerja aktual akibat penggunaan kursi yang tidak
ergonomis.
2. Merancang ulang kursi yang ada agar lebih ergonomis.
3. Menganalisis kursi hasil desain ulang secara ergonomi agar dapat karyawan
dapat menggunakannya dengan nyaman dan tidak menimbulkan
musculoskeletal disorders.
1.4. Asumsi dan Batasan Masalah
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Proses produksi berlangsung dengan normal.
2. Tidak ada pergantian karyawan selama penelitian.
3. Karyawan bekerja secara normal.
4. Alat ukur yang digunakan dalam kondisi baik dan sesuai dengan standar.
Batasan masalah yang digunakan adalah sebagai berikut :
1. Penelitian dilakukan hanya pada kursi karyawan penyortir.
2. Penelitian dilakukan hanya pada dampak musculoskeletal disorders terhadap
karyawan.
3. Konsep desain ulang menggunakan prinsip antropometri.
1.5. Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah sebagai berikut :
1. Bagi perusahaan, hasil dari penelitian dapat digunakan oleh perusahaan
sebagai usulan rancangan kursi ergonomis bagi karyawan penyortir.
2. Bagi mahasiswa, penelitian ini bermanfaat agar mahasiswa dapat menerapkan
prinsip-prinsip ergonomi yang telah dipelajari dalam merancang fasilitas kerja
yang ergonomis.
3. Bagi Departemen Teknik Industri, dapat menambah jumlah dan
mempengaruhi hasil karya mahasiswa yang dapat menjadi literatur dan
referensi penelitian bagi peneliti-peneliti selanjutnya, khususnya dalam bidang
Ergonomi dan Perancangan Sistem Kerja di Departemen Teknik Industri.
1.6. Sistematika Laporan
Sistematika penulisan laporan tugas akhir adalah sebagai berikut :
BAB I PENDAHULUAN
Pada bab I diuraikan latar belakang penelitian tentang dampak yang
ditimbulkan oleh kursi kerja yang tidak ergonomis, pengaruhnya
terhadap kenyamanan pekerja, rumusan masalah, tujuan penelitian,
asumsi dan batasan masalah penelitian, manfaat penelitian untuk
perusahaan, mahasiswa serta Departemen Teknik Industri, dan
BAB II GAMBARAN UMUM PERUSAHAAN
Pada bab II berisikan sejarah industri (perusahaan), ruang lingkup
bidang usaha, tenaga kerja, proses produksi, bahan baku, penolong
serta bahan tambahan, mesin dan fasilitas produksi dan beberapa hal
yang mendukung informasi mengenai perusahaan di PT. SC Johnson
Manufacturing Medan.
BAB III LANDASAN TEORI
Pada bab III diuraikan teori-teori yang berkaitan dengan pokok
permasalahan yang dikaji dalam tugas akhir ini, rumus, metode dan
pendekatan yang digunakan sebagai dasar pemecahan masalah.
Landasan teori mencakup teori-teori yang mendukung permasalahan,
teori mengenai ergonomi, musculoskeletal disorders (MSDs), postur
kerja.
BAB IV METODOLOGI PENELITIAN
Pada bab IV diuraikan jenis penelitian, lokasi dan waktu penelitian,
kerangka konseptual, tahapan penelitian, variabel penelitian, metode
dan instrumen penelitian, langkah-langkah pengumpulan dan
pengolahan data, arahan analisis dan pemecahan masalah, serta
kesimpulan dan saran.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab V berisi pengumpulan data pendahuluan, berupa pengumpulan
menggunakan kursi. Mengidentifikasi data hasil pengamatan dan
pengukuran dimensi tubuh karyawan.
BAB VI ANALISIS PEMECAHAN MASALAH
Pada bab VI diuraikan mengenai analisis kondisi kursi yang tidak
ergonomis dengan kaitannya terhadap postur kerja, juga diuraikan
evaluasi dari hasil penelitian yang dilakukan, yaitu usulan rancangan
kursi ergonomis.
BAB VII KESIMPULAN DAN SARAN
Bab VII berisi kesimpulan dari masalah yang dibahas dalam
penelitian dan menjawab tujuan tentang risiko dan pengendaliannya.
Sedangkan saran yang diberikan berisi tentang usulan rancangan
kursi ergonomis pada bagian stamping PT. SC Johnson
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. SC Johnson Manufacturing Medan sebelumnya bernama PT. Inti
Kimiatama Perkasa. Berdiri sejak 10 November 1997 dengan nama perusahaan
PT. Inti Kimiatama Perkasa, awalnya perusahaan ini berkantor di Jl. Iskandar
Muda, Medan. Perusahaan ini bekerjasama dengan perusahaan lain untuk
melakukan aktivitas produksi bermerek Baygon dan Mostfly melalui kerjasama
dengan salah satu perusahaan yang juga menghasilkan anti nyamuk bakar yaitu
PT. Singapore Lion. PT. Inti Kimiatama Perkasa merupakan salah satu anak
perusahaan Bayer Company sehingga produk yang dihasilkan dibawah
pengawasan Bayer Co. Selain itu, produk Mostfly yang juga dibeli perusahaan ini
dari PT. Singapore Lion memiliki lisensi bayer Co.
Permintaan pasar yang semakin meningkat terhadap anti nyamuk bakar
Baygon, mengakibatkan PT. Inti Kimiatama Perkasa melakukan kerjasama dalam
memproduksi anti nyamuk bakar. Kerjasama dilakukan dengan PT. Primdoni
yang terletak di Kawasan Industri Mabar untuk beberapa merek yang berbeda.
Hasil produksi dari PT. Primdoni disimpan di gudang yang terletak di kawasan
Tanjung Morawa sebelum akhirnya didistribusikan.
Aktivitas produksi dari PT. Primdoni yang semakin menurun membuat
PT. Inti Kimiatama Perkasa membeli gudang milik PT. Primdoni. PT. Inti
tersebut. Pada akhir tahun 2000, PT. Primdoni mengalami kebangkrutan dan
seluruh aset perusahaan berupa mesin dan peralatan produksi akhirnya dijual
kepada PT. Inti Kimiatama Perkasa. Kantor PT. Inti Kimiatama Perkasa yang
berada di Jl. Iskandar Muda dipindahkan ke lokasi baru di Kawasan Industri
Medan Star, Tanjung Morawa, Medan.
Berdasarkan surat keputusan Departemen Kesehatan RI No. 30701300185
PKD dan No. Pendaftaran RI 1294/I-2002/T PT. Inti Kimiatama Perkasa resmi
memproduksi anti nyamuk bakar Baygon dan Mostfly dibawah pengawasan
Bayer Company, Jerman. Sistem kerjasama dengan perusahaan lain tetap
dilakukan jika permintaan pasar meningkat melebihi kapasitas perusahaan ini.
Ada beberapa anak perusahaan Bayer Company, yaitu perusahaan yang
ada di Pulo Gadung PT. Johnson Home Higiene Product (JHHP) yang
memproduksi anti nyamuk Baygon cair dan Bayfresh. PT. Walet Kencana Perkasa
yang berkedudukan di Surabaya memproduksi Bayclean, Autan dan Baygon
bakar. PT. Inti Kimiatama Perkasa yang berkedudukan di Medan hanya
memproduksi anti nyamuk bakar Baygon dan Mostfly. Sistem distribusi yang
dilakukan adalah distribusi tunggal untuk semua produk Bayer Company di
Indonesia. Perusahaan yang menjadi distributor tunggal adalah PT. Ultramos Jaya.
Bayer Company memposisikan diri di bidang farmasi dan insektisida yang bersifat
Costumer Care.
Masa peralihan pun terjadi pada akhir tahun 2002 dari Bayer Company ke
SC Johnson pada PT. Inti Kimiatama Perkasa. PT. Inti Kimiatama Perkasa mulai
mendekatkan diri pada sistem CC (Costumer Care). Hampir 70 negara dikuasai
oleh SC. Johnson baik di benua Amerika maupun Eropa. SC. Johnson sedang
meningkatkan market share-nya di Asia termasuk Indonesia. Ada berbagai jenis
produk Costumer Care telah diproduksi oleh SC. Johnson dan permintaan
terhadap produk Costumer Care milik SC. Johnson sangat tinggi. Hal ini terbukti
dengan banyaknya produk SC. Johnson di pasar.
Selama enam bulan, PT. Inti Kimiatama Perkasa mengalami masa transisi
oleh SC. Johnson sebelum akhirnya benar-benar dikendalikan oleh SC. Johnson.
Pada pertengahan Juni 2003 PT. Inti Kimiatama Perkasa resmi dipegang oleh SC.
Johnson. Pada tanggal 5 maret 2010 PT. Inti Kimiatama Perkasa berganti nama
menjadi PT. SC Johnson Manufacturing Medan (PT SCJMM). Ini dilakukan
melalui akte notaris berdasarkan persetujuan dari dewan direksi komisaris
pemegang saham.
2.2. Ruang Lingkup Bidang Usaha
PT SCJMM merupakan industri yang bergerak pada pembuatan anti
nyamuk. Perusahaan ini hanya memproduksi anti nyamuk bakar yang bermerek
Baygon, Fuyi, dan Raid dimana ketiganya berada dibawah lisensi SC. Johnson.
2.3. Lokasi Perusahaan
PT SCJMM berlokasi di Kompleks Kawasan Industri Medan Star, Jl.
Pelita Raya 1 Km 19,2 Tanjung Morawa Kabupaten Deli Serdang Provinsi
Adapun batas-batas lokasi perusahaan ini:
Sebelah Utara : PT. Scorpion
Sebelah Timur : PT. Smart Glove
Sebelah Selatan : PT. Group Tempo
Sebelah Barat : Ruko
2.4. Daerah Pemasaran
Daerah pemasaran PT SCJMM yang utama adalah ekspor dan domestik.
Hampir 80% produk obat nyamuk bakar diekspor dan sisanya untuk memenuhi
kebutuhan dalam negeri. Kebutuhan dalam negeri yang dipenuhi biasanya untuk
daerah pulau Sumatera dengan merek Baygon.
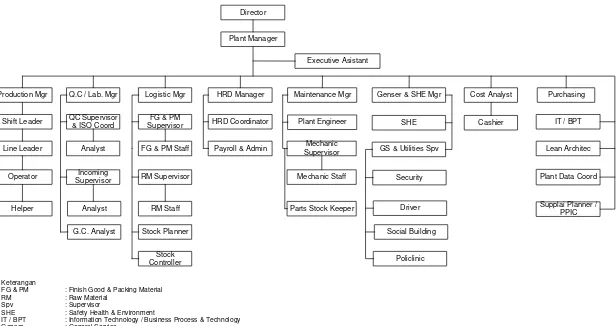
2.5. Struktur Organisasi Perusahaan
Dalam kegiatan operasionalnya, PT SCJMM dikepalai oleh seorang Plant
Manager yang membawahi beberapa departemen. Dalam melaksanakan kegiatan
perusahaan, setiap departemen memiliki tugas dan tanggung jawab
masing-masing. Dengan demikian ada suatu kejelasan arah dan koordinasi untuk
mencapai tujuan perusahaan. Plant Manager dalam melaksanakan tugas dan
tanggung jawabnya dibantu oleh enam manager, yaitu production manager,
quality control manager, maintenance manager, logistic manager, human
resource manager, safety health environment manager,
Selain keenam manager tersebut, plant manager juga dibantu oleh
cost analyst dan Executive Assistant. Masing-masing bagian tersebut merupakan
nondepartemen yang tidak dikepalai oleh seorang manager, tetapi
pertanggungjawabannya langsung kepada plant manager. Secara umum, plant
manager akan bertanggung jawab penuh terhadap semua kegiatan di PT SCJMM,
dan semua kegiatan tersebut akan dipertanggungjawabkan kepada Director
Manager yang ada di Jakarta. Adapun gambar struktur organisasi ini digambarkan
Director
Plant Manager
Executive Asistant
HRD Manager Maintenance Mgr Genser & SHE Mgr
Logistic Mgr Q.C / Lab. Mgr
Production Mgr Cost Analyst Purchasing
IT / BPT
Lean Architec
Plant Data Coord
Supplai Planner / PPIC Shift Leader Line Leader Operator Helper QC Supervisor & ISO Coord
Analyst
Incoming Supervisor
Analyst
G.C. Analyst
FG & PM Supervisor
FG & PM Staff
RM Supervisor RM Staff Stock Planner Stock Controller HRD Coordinator
Payroll & Admin
Plant Engineer
Mechanic Supervisor
Mechanic Staff
Parts Stock Keeper
SHE
GS & Utilities Spv
Security Driver Social Building Policlinic Cashier Keterangan
FG & PM : Finish Good & Packing Material RM : Raw Material
Spv : Supervisor
SHE : Safety Health & Environment
IT / BPT : Information Technology / Business Process & Technology Genser : General Service
Q.C : Quality Control Lab. : Laboratorium
[image:32.842.122.738.102.428.2]STRUKTUR ORGANISASI PT. SC JOHNSON MANUFACTURING MEDAN
2.6. Pembagian Tugas dan Tanggung Jawab
Organisasi yang baik adalah organisasi yang jelas dan teratur sehingga
dalam melaksanakan tugas dan tanggung jawabnya setiap pemangku jabatan
memiliki ganbaran dan batasan tugas dan tanggung jawab. Adapun uraian tugas
dan tanggung jawab di PT SCJMM adalah sebagai berikut:
1. Plant Manager
Bertugas untuk memimpin dan mengendalikan semua kegiatan produksi yaitu
merencanakan, mengatur, mengkoordinasikan dan mengendalikan seluruh
sumber daya tersedia sehingga target perusahaan tercapai.
2. Executive Asistant
Bertugas untuk membantu Plant Manager dalam menyusun agenda kegiatan
Plant Manager, mengadministrasikan setiap rapat-rapat, menyiapkan
berkas-berkas atau membantu apa yang dibutuhkan oleh Plant Manager sehingga
pekerjaan Plant Manager berjalan dengan lancar.
3. Cost Analisyst
Bertugas untuk melakukan analisa seluruh variable biaya, memberikan
masukan terhadap biaya-biaya yang dikeluarkan dengan tujuan akhir adalah
penghematan biaya tercapai dan biaya produksi dapat dikendalikan dengan
baik.
4. Human Resource Manager
Bertugas untuk menyediakan sumber daya manusia yang tepat sesuai
kebutuhan perusahaan, mengelola sistem penilaian kinerja karyawan,
pelatihan yang tepat. Bagian ini juga mengelola hubungan dengan serikat
pekerja dan pemerintah yang terkait. Tugas administrasi yaitu mengeluarkan
surat pengangkatan dan pemberhentian, mengatur absensi, cuti karyawan,
administrasi lembur karyawan, serta mengatur semua keluar masuknya surat
perusahaan dan lain-lain. Bagian Human Resource Development (HRD)
langsung berhubungan dengan HRD kantor pusat di Jakarta.
5. Production Manager
Bertugas untuk merencanakan produksi serta mengkoordinasikan dan
mengawasi jalannya produksi sesuai dengan jadwal produksi yang telah
ditetapkan.
6. Maintenance Manager
Bertugas untuk memimpin, merencanakan serta mengkoordinasikan kegiatan
pelaksanaan pemeliharaan/perawatan, perbaikan mesin dan mengatur semua
kebutuhan peralatan termasuk spare part mesin yang dibutuhkan dalam proses
produksi sehingga tidak mengganggu jalanya proses produksi.
7. Quality Control Manager
Bertugas untuk merencanakan, memimpin dan mengkoordinasikan standar
kualitas produk yang dihasilkan, menentukan produk yang sesuai dengan
spesifikasi yang telah ditentukan, bertanggung jawab atas analisa dan
keputusan untuk menerima atau menolak produk. Dalam menjalankan
bertugas untuk, quality control manager dibantu oleh supervisor dan analyzer
yang bertugas untuk di laboratorium untuk melaksanakan pengujian yang
8. Logistic Manager
Bertugas untuk melaksanakan pengawasan terhadap persediaan bahan baku
maupun produk jadi, merencanakan persediaan terhadap bahan baku,
menerima dan menyimpan bahan baku, dan mengatur keluarnya barang jadi
yang ada di gudang, serta mengawasi dan mengatur keberadaan bahan-bahan
yang ada di gudang.
9. SHE & General Service Manager
Bertugas untuk merencanakan dan melaksanakan program keselamatan dan
kesehatan kerja (Safety Health and Environment) dalam rangka melindungi
setiap karyawan dan siapa saja yang terlibat langsung pada kegiatan
perusahaan untuk mencegah terjadinya kecelakaan kerja dengan visi zero
accident. Menjadikan proses produksi aman bagi lingkungan dengan visi go
green. Merencanakan penyediaan transportasi karyawan, kantin karyawan,
poliklinik di lokasi pabrik, kebersihan taman dan gedung serta keamanan asset
perusahaan.
10.Plant Data Coordinator
Bertugas untuk mengontrol dan mengkoordinir data-data yang berkaitan
dengan operasional produksi pabrik dan data entry system SAP.
11.Bussiness Process & Technology Specialist (BPT / IT Specialist)
Bertugas untuk menyediakan sistem teknologi informasi diperusahaan sesuai
12.Purchasing Supervisor
Bertugas untuk melakukan pembelian barang dan jasa yang sesuai dengan
kebutuhan operasional perusahaan, mulai dari bahan baku, spareparts mesin,
ATK, dan jasa-jasa dari pihak ketiga.
2.7. Jumlah Tenaga Kerja dan Jam Kerja 2.7.1. Jumlah Tenaga Kerja
Sesuai dengan kegiatan operasional perusahaan dan peraturan yang
berlaku, terdapat dua kelompok karyawan di PT. SC Johson Manufacturing
Medan yaitu karyawan tetap dan karyawan kontrak. Karyawan tetap adalah
karyawan yang diangkat oleh perusahaan, sehingga mereka menerima gaji
bulanan dan fasilitas-fasilitas lain sesuai dengan ketentuan yang berlaku,
sedangkan karyawan kontrak yaitu karyawan yang memakai sistem kontrak baik
langsung maupun melalui jasa penyediaan tenaga kerja.
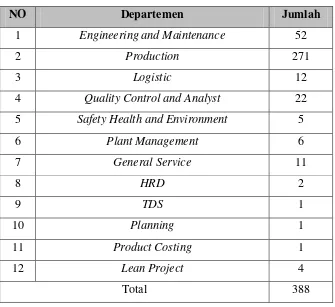
Secara keseluruhan jumlah tenaga kerja tetap di PT. SC Johnson
Manufacturing dapat dilihat pada Tabel 2.1. berikut ini, sedangkan untuk jumlah
keseluruhan jika digabungkan dengan jumlah karyawan kontrak hampir mencapai
Tabel 2.1. Rekapitulasi Jumlah Tenaga Kerja Tetap
NO Departemen Jumlah
1 Engineering and Maintenance 52
2 Production 271
3 Logistic 12
4 Quality Control and Analyst 22
5 Safety Health and Environment 5
6 Plant Management 6
7 General Service 11
8 HRD 2
9 TDS 1
10 Planning 1
11 Product Costing 1
12 Lean Project 4
Total 388
2.7.2. Jam Kerja
Ketentuan jam kerja pada PT. SCJMM terbagi atas:
a. Karyawan Bagian Kantor
Hari kerja karyawan bagian kantor adalah hari Senin sampai Jumat yang
[image:37.595.156.491.135.442.2]terdiri dari satu shift kerja. Jadwal jam kerja dapat dilihat dalam Tabel 2.2.
Tabel 2.2. Jadwal Kerja Aktif Karyawan Kantor
Jadwal Keterangan
Pukul 08.00 – 12.00 Kerja aktif
Pukul 12.00 – 13.00 Istirahat
b. Karyawan Bagian Pabrik
Hari kerja karyawan pabrik adalah hari Senin sampai Minggu yang terdiri dari
tiga shift kerja. Jadwal shift kerja pertama dapat dilihat dalam Tabel 2.3.
Tabel 2.3. Jadwal Kerja Aktif Karyawan Pabrik Shift Pertama
Jadwal Keterangan
Pukul 07.00 – 11.00 Kerja aktif
Pukul 11.00 – 12.00 Istirahat
Pukul 12.00 – 15.00 Kerja aktif
Jadwal kerja karyawan pabrik shift kedua dapat dilihat dalam Tabel 2.4.
Tabel 2.4. Jadwal Kerja Aktif Karyawan Pabrik Shift Kedua
Jadwal Keterangan
Pukul 15.00 – 19.00 Kerja aktif
Pukul 19.00 – 20.00 Istirahat
Pukul 20.00 – 23.00 Kerja aktif
Jadwal kerja karyawan pabrik shift ketiga dapat dilihat dalam Tabel 2.5.
Tabel 2.5. Jadwal Kerja Aktif Karyawan Pabrik Shift Ketiga
Jadwal Keterangan
Pukul 23.00 – 03.00 Kerja aktif
Pukul 1903.00 – 04.00 Istirahat
Pukul 04.00 – 07.00 Kerja aktif
Perusahaan juga menerapkan hak cuti bagi karyawan agar terdapat
karyawan. Adapun hak cuti yang diberikan kepada karyawan adalah sebagai
berikut :
a. Karyawan dengan masa kerja lebih dari 1 tahun dan diatas 3 tahun
Bagi karyawan dengan masa kerja lebih dari 1 tahun diberikan izin sebanyak
12 hari, sedangkan masa kerja diatas 3 tahun diberikan hak cuti 18 hari kerja.
Khusus bagi karyawan yang bekerja shift mendapat tambahan 2 hari hak cuti.
b. Karyawan dengan masa kerja kurang dari 1 tahun
Bagi karyawan dengan masa kerja kurang dari 1 tahun, maka diberikan hak
cutinya secara prorate.
2.8. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan yang diberlakukan pada PT. SCJMM didasarkan pada
prinsip 3 P, yaitu pay for performance, pay for position dan pay for person.
Sistem pengupahan ini diharapkan akan memotivasi karyawan untuk selalu
meningkatkan keahlian dibidangnya dan kinerjanya setiap saat, karena perusahaan
akan memberikan kompensasi yang lebih baik bagi karyawan yang berkinerja
lebih baik.
Fasilitas-fasilitas yang diberikan perusahaan kepada karyawan atau
pegawai adalah sebagai berikut:
a. Upah lembur, yaitu upah yang diberikan untuk karyawan yang bekerja
melebihi jam kerja perusahaan yang telah ditentukan. Upah lembur per jam
diberikan minimal sebesar 2 kali upah pokok per jam.
c. Tunjangan Hari Raya (THR), yaitu tambahan minimal satu bulan gaji
karyawan yang mempunyai masa kerja lebih dari satu tahun.
d. Program Jamsostek : Jaminan Hari Tua, Jaminan Kecelakaan Kerja dan
Jaminan Kematian.
e. Jaminan Pemeliharaan Kesehatan Mandiri, yaitu diselenggarakan sendiri oleh
perusahaan melalui kerja sama dengan provider rumah sakit.
f. Dana Pensiun.
g. Pembagian keuntungan (profit sharing) dibagikan berdasarkan keuntungan
diperoleh sebanyak 2 kali setiap tahun.
h. Koperasi karyawan
i. Fasilitas sosial lainnya : family gathering day, peringatan hari besar
keagamaan, dan olah raga.
2.9. Proses Produksi
Proses produksi merupakan suatu kegiatan yang dilakukan dari untuk
mengubah atau memberikan nilai tambah pada suatu barang atau jasa dengan
berbagai perlakuan seperti penggunaan sumber daya (bahan baku, mesin-mesin,
peralatan, energi, dan lain-lain). Adapun tentang spesifikasi mesin yang
digunakan dalam proses produksi dapat dilihat dalam Tabel 2.6.
2.9.1. Standar Mutu Bahan/ Produk
Bahan baku utama yang digunakan dalam bentuk tepung harus halus
cairan dinilai berdasarkan spesifikasi tertulis dengan aktual. Untuk bahan
penolong seperti pembungkus plastik dan karton diuji sesuai spesifikasi atau tidak
dengan acceptance sampling. Untuk produk jadi, ada tiga jenis yang diproduksi
yakni standar, lavender, dan DBD. Ketiga jenis ini berlaku untuk merek Fuyi,
Raid dan Baygon. Ukuran anti nyamuk bakar ada jumbo (28,5 gr - 32,5 gr) dan
standard (23,5 gr -26,5 gr). Standar kadar air harus ≤10% dan secara umum kadar
aktif Transfultrin 0,03%.
2.9.2. Bahan yang Digunakan
Terdapat tiga jenis bahan yang digunakan dalam proses produksi yaitu :
bahan baku, penolong dan tambahan. Berikut dijelaskan bahn-bahan yang
digunakan dalam proses produksi perusahaan :
2.9.2.1.Bahan Baku
Merupakan bahan utama yang digunakan untuk menghasilkan produk jadi
anti nyamuk bakar. Bahan baku yang digunakan antara lain :
1. Tepung Batok (Coconut Powder)
Terbuat dari batok kelapa. Fungsinya adalah sebagai media rambat bara api
dan memperlicin permukaan double anti nyamuk bakar.
2. Tepung Kayu (Wood Powder)
Terbuat dari hasil penggilingan kayu jati. Fungsinya adalah mempercepat
3. Tepung Lengket (Glue Powder)
Terbuat dari penggilingan kayu medang. Berfungsi sebagai pelengket adonan
anti nyamuk.
4. Ampas Tepung Kanji (Starch Powder/ tepung onggok)
Terbuat dari ubi kayu jenis kanji. Berfungsi sebagai media perekat dan
mengikat adonan-adonan lainnya.
2.9.2.2.Bahan Penolong
Bahan penolong merupakan bahan yang digunakan untuk memperlancar
proses produksi. Bahan penolong yang digunakan dalam proses pembuatan anti
nyamuk bakar adalah air. Adapun yang menjadi fungsi air dalam proses produksi
anti nyamuk antara lain :
1. Mencampur bahan-bahan kimia dalam proses formulasi.
2. Memasak tepung onggok.
3. Media yang digunakan di bagian extruder untuk lembaran adonan.
4. Media yang digunakan untuk memanaskan double anti nyamuk bakar di
dalam oven.
2.9.2.3.Bahan Tambahan
Merupakan bahan yang digunakan dalam proses produksi untuk
Berikut bahan tambahan yang digunakan :
1. Transfutrin
Transfutrin digunakan dalam bentuk premix yang merupakan zat racun.
Terdapat dua jenis transfutrin yang digunakan yaitu dialatrin dan someone.
Pada obat nyamuk bakar, ini menjadi komponen penting untuk mengusir dan
membunuh serangga. Kadar transfutrin secara rata-rata pada obat nyamuk
bakar berkisar ±0,03%.
2. Sodium Benzoat (NaC6H5)
Sodium Benzoat merupakan zat pengawet pada anti nyamuk bakar, yang
bertujuan agar anti nyamuk dapat bertahan lama dan terhindar dari jamur.
3. Pewarna
Pewarna yang digunakan adalah Malachet yang juga dapat digunakan sebagai
pewarna pakaian.
4. Parfum
Parfum digunakan untuk memberikan bau khas dari anti nyamuk bakar dan
bahan yang digunakan adalah redmix.
5. Potasium Nitrat
Merupakan salah satu bahan campuran dalam anti nyamuk bakar yang
berpengaruh pada daya api.
6. Plastik Film (Plastik Pembungkus)
Merupakan bahan yang berfungsi sebagai plastik pembungkus 1 set anti
7. Holder
Merupakan bahan yang berfungsi sebagai penyangga anti nyamuk oleh
konsumen. Ini terbuat dari lempengan logam yang tipis.
8. Folding Box (Doos)
Merupakan bahan kotak yang berfungsi untuk mengepak double anti nyamuk
bakar yang sudah dibungkus dengan plastik film.
9. Master Box (Karton)
Merupakan kotak besar untuk membungkus doos anti nyamuk yang sudah
dikemas. Selain untuk membungkus juga untuk menjaga agar produk tidak
rusak sekalipun terbentur. Folding box yang digunakan tiga layer dan lima
layer.
10. Seal Tape
Merupakan bahan yang berfungsi sebagai perekat pada karton/ master box.
2.9.3. Uraian Proses Produksi
Berikut uraian proses produksi yang dilakukan untuk menghasilkan anti
nyamuk bakar :
1. Bagian formulasi dan mixing
Di bagian formulasi, bahan-bahan kimia yang dibutuhkan dicampur untuk
menghasilkan anti nyamuk bakar tergantung dengan jenis anti nyamuk yang
ingin diproduksi. Satu kali formulasi digunakan untuk kebutuhan 18 batch.
Hasil pencampuran kemudian dicampurkan kembali dengan beberapa tepung
2. Bagian Stamping
Di bagian stamping, adonan dicetak menggunakan crusher machine sesuai
dengan spesifikasi yang telah ditentukan. Karyawan penyortir yang bertugas
untuk di bagian ini bertanggungjawab untuk menginspeksi produk yang
dihasilkan dan memastikan tidak ada produk cacat yang masuk ke oven.
Produk yang tidak sesuai dengan spesifikasi akan langsung diolah ulang
dengan memasukkannya kembali ke crusher machine.
Selanjutnya dilakukan penimbangan berat anti nyamuk bakar dimana
toleransi berat antara 41-43 gram untuk ukuran standar dan 52-54 gram untuk
ukuran jumbo, dengan kadar air ±45. Lalu, anti nyamuk bakar dibawa ke
oven untuk melalui tahapan selanjutnya.
3. Bagian Drying
Hasil cetakan dari bagian stamping kemudian dikeringkan dalam oven di
bagian drying. Tujuannya adalah untuk mengurangi kadar air dalam anti
nyamuk bakar sampai 6%-9% dengan temperatur 80C - 85C.
Anti nyamuk yang sudah dikeringkan kemudian diuji kualitasnya berupa
warna, bentuk, dimensi, kadar air, ketebalan, kelenturan dan kekerasan.
4. Departemen Finishing
Bagian finishing terbagi atas dua bagian yaitu bagian wrapping dan bagian
packaging.
a. Bagian wrapping
Di bagian ini, anti nyamuk yang sudah jadi dikemas dalam sebuah kotak
b. Bagian Packaging
Anti nyamuk bakar yang sudah dibungkus, dikemas secara manual ke
dalam kotak-kotak kemasan yang disebut folding box. Kemudian dimuat
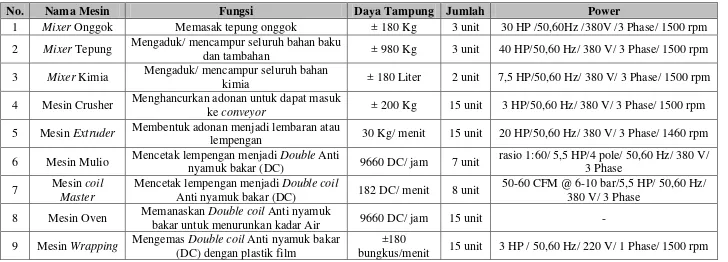
2.10. Mesin dan Peralatan 2.10.1. Mesin Produksi
Dalam menjalankan proses produksinya, perusahaan menggunakan beberapa mesin. Tabel 2.6. menampilkan mesin-mesin
[image:47.842.79.807.249.511.2]yang digunakan beserta spesifikasinya.
Tabel 2.6. Data Spesifikasi Mesin Produksi
No. Nama Mesin Fungsi Daya Tampung Jumlah Power
1 Mixer Onggok Memasak tepung onggok ± 180 Kg 3 unit 30 HP /50,60Hz /380V /3 Phase/ 1500 rpm
2 Mixer Tepung Mengaduk/ mencampur seluruh bahan baku
dan tambahan ± 980 Kg 3 unit 40 HP/50,60 Hz/ 380 V/ 3 Phase/ 1500 rpm
3 Mixer Kimia Mengaduk/ mencampur seluruh bahan
kimia ± 180 Liter 2 unit 7,5 HP/50,60 Hz/ 380 V/ 3 Phase/ 1500 rpm
4 Mesin Crusher Menghancurkan adonan untuk dapat masuk
ke conveyor ± 200 Kg 15 unit 3 HP/50,60 Hz/ 380 V/ 3 Phase/ 1500 rpm
5 Mesin Extruder Membentuk adonan menjadi lembaran atau
lempengan 30 Kg/ menit 15 unit 20 HP/50,60 Hz/ 380 V/ 3 Phase/ 1460 rpm
6 Mesin Mulio Mencetak lempengan menjadi Double Anti
nyamuk bakar (DC) 9660 DC/ jam 7 unit
rasio 1:60/ 5,5 HP/4 pole/ 50,60 Hz/ 380 V/ 3 Phase
7 Mesin coil Master
Mencetak lempengan menjadi Double coil
Anti nyamuk bakar (DC) 182 DC/ menit 8 unit
50-60 CFM @ 6-10 bar/5,5 HP/ 50,60 Hz/ 380 V/ 3 Phase
8 Mesin Oven Memanaskan Double coil Anti nyamuk
bakar untuk menurunkan kadar Air 9660 DC/ jam 15 unit -
2.10.2. Peralatan (Equipment)
Adapun peralatan yang digunakan oleh perusahaan dalam proses produksinya
antara lain sebagai berikut :
1. Trolley
Digunakan untuk mengangkut bahan adonan dari bagian mixing ke bagian stamping.
2. Hand pallet
Digunakan untuk memindahkan bahan baku dari gudang bahan baku ke produksi
dan untuk memindahkan produk jadi dari bagian produksi ke gudang produk jadi.
3. Forklift
Digunakan untuk mengangkut produk-produk jadi.
2.10.3.Utilitas
Untuk memaksimalkan proses produksi maka dibutuhkan utilitas perusahaan.
Berikut utilitas yang digunakan perusahaan :
1. Arus listrik
Sumber arus listrik utama yang digunakan di perusahaan adalah PLN (Perusahaan
Listrik Negara) dengan kapasitas terpasang 240 KVA. Untuk antisipasi terjadinya
mati listrik maka digunakan pula generator pembangkit listrik tenaga diesel
sebanyak dua unit dengan kapasitas 700 KVA dan 175 KVA.
2. Boiler
Digunakan untuk menghasilkan uap panas bagi oven pengering produk anti
nyamuk di bagian drying. Terdapat dua boiler di perusahaan ini. Satu diantaranya
sawit sedangkan boiler lain berjenis boiler diesel dengan kapasitas 213,792
liter/jam berfungsi sebagai antisipasi jika boiler utama rusak.
2.10.4.Safety &Fire Protection
Dalam operasinya, perusahaan sangat mengutamakan kesehatan dan
keselamatan kerja. Perusahaan menyediakan beberapa fasilitas safety salah satunya alat
pelindung diri (APD) baik untuk karyawan maupun kepada tamu yang berkunjung.
Beberapa jenis APD yang digunakan di dalam perusahaan antara lain : masker, ear plug,
sepatu boot, kacamata dan lain-lain. Peralatan APD wajib digunakan pada saat kita
berada di lantai produksi pabrik. Di sisi lain, jika terjadi bencana seperti gempa bumi
dan lain-lain, semua karyawan diarahkan untuk berkumpul di titik aman yaitu lapangan
sepak bola.
Fire production merupakan tindakan pencegahan dan penanggulangan yang
dilakukan perusahaan terhadap bencana kebakaran. Sistem fire protection di perusahaan
ini menggunakan racun api yang ditempatkan di semua titik perusahaan yang rawan
kebakaran.
2.10.5.Waste Treatment
Sistem pengolahan limbah di PT SCJMM adalah limbah produksi yang berasal
dari pencucian peralatan produksi dan lantai pabrik dialirkan ke dalam sebuah bak yang
didalamnya berisi tawas. Tawas berfungsi untuk mengendapkan kotoran-kotoran dalam
limbah yang berbentuk padatan ringan. Setelah itu, dilanjutkan dengan mengalirkan
sampai sisa kotoran padatan diendapkan. Kemudian diberikan oksigen dan pada
akhirnya dialirkan ke perairan umum.
2.11. Teknologi
Teknologi yang digunakan dalam PT. SCJMM masih semi otomatis.
Indikatornya adalah masih ada beberapa mesin yang dioperasikan secara manual oleh
BAB III
TINJAUAN PUSTAKA
3.1. Ergonomi1
Ergonomi berasal dari bahasa Yunani, yaitu ergon yang artinya kerja dan nomos
yang artinya hukum alam. Menurut Sutalaksana (1979), ergonomi adalah suatu cabang
ilmu yang sistematis untuk memanfaatkan informasi-informasi mengenai sifat,
kemampuan dan keterbatasan manusia untuk merancang suatu sistem kerja sehingga
orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang
diinginkan melalui pekerjaan itu dengan efektif,aman, sehat, nyaman dan efisien.
Pendekatan ergonomi menghasilkan adaptasi stasiun kerja atau lingkungan kerja
terhadap manusia. Setiap hari, banyak pekerjaan yang berbahaya pada kesehatan. Di
negara-negara barat, musculoskeletal disorders dan kondisi psikologis yang tidak baik
merupakan faktor yang menyebabkan ketidakhadiran. Salah satu penyebab kondisi ini
adalah desain peralatan kurang ergonomis, sistem teknis dan tugas. Dalam hal ini,
ergonomis dapat membantu mengurangi masalah yang ada dengan memperbaiki kondisi
kerja.
Sejumlah faktor yang memainkan peranan penting dalam ergonomi adalah
postur tubuh dan pergerakan (duduk, berdiri, mengangkat, menarik, mendorong), faktor
lingkungan kerja (kebisingan, getaran, iluminasi, iklim kerja, dan substansi kimia),
3.1.1. Aplikasi Ergonomi
Ergonomi dapat diterapkan pada berbagai bidang kehidupan sehari-hari,
contohnya adalah sebagai berikut :
1. Merancang peralatan yang dapat memudahkan penggunanya dalam bekerja.
2. Merancang tempat kerja yang sesuai dengan karakteristik orang yang bekerja di
tempat dimana dia bekerja.
3. Penentuan batas beban yang diangkat secara manual oleh manusia, jam istirahat
pekerja dan shift kerja.
4. Merancang produk-produk konsumptif seperti pakaian, kursi dan lain-lain.
5. Perancangan lingkungan kerja.
6. Pengaturan sikap kerja.
3.1.2. Ergonomi dalam Special Workplace2
Special workplace adalah tempat kerja yang digunakan untuk kondisi-kondisi
tertentu namun menuntut perhatian yang lebih khusus karena pekerjaan operator yang
lebih bervariasi dan menuntut K3. Oleh karena itu, special worklpace perlu dirancang
dengan prinsip-prinsip ergonomi agar operator dapat bekerja dengan efektif, aman,
sehat, nyaman, dan efisien. Poin yang perlu diingat tentang desain stasiun kerja :
a. Stasiun kerja adalah tempat seorang pekerja melakukan pekerjaan.
b. Stasiun kerja penting dirancang dengan baik untuk mencegah penyakit yang
berhubungan dengan kondisi kerja yang buruk, serta untuk memastikan kerja
c. Stasiun kerja dirancang dengan baik, harus memungkinkan pekerja untuk
mempertahankan postur tubuh yang benar dan nyaman.
d. Sejumlah faktor ergonomi untuk dipertimbangkan ketika merancang sebuah stasiun
kerja, termasuk tinggi kepala, tinggi bahu, jangkauan lengan, tinggi siku, tinggi
tangan, panjang kaki, dan tangan dan ukuran tubuh.
e. Bila berpikir bagaimana memperbaiki stasiun kerja, perlu diingat aturan ini : jika
terasa tidak nyaman, mungkin ada sesuatu yang salah dengan desain, bukan
pekerja.
Prinsip-prinsip umum special workplace :
a. Operator Berdiri
Bekerja dengan posisi berdiri terus menerus sangat memungkinkan terjadi
penumpukan darah dan berbagai cairan tubuh pada kaki. Hal ini akan bertambah bila
bentuk dan ukuran sepatu tidak sesuai. Seperti petugas pembersih, dokter gigi, penjaga
tiket, tukang cukur pasti memerlukan sepatu ketika bekerja. Apabila sepatu tidak sesuai,
maka pada jari kaki, mata kaki, dan bagian sekitar telapak kaki akan sangat mungkin
akan sobek (bengkak). Oleh karena itu perlu adanya penelitian lebih lanjut untuk sepatu
kerja secara ergonomis. Sepatu yang baik adalah sepatu yang dapat menahan kaki
(tubuh), bukan kaki direpotkan untuk menahan sepatu. Desain sepatu untuk kerja
berdiri, ukuran sepatu harus lebih longgar dari ukuran telapak kaki, apabila bagian
sepatu di kaki terjadi penahanan yang kuat pada tali sendi (ligaments) pergelangan kaki,
dan hal itu terjadi pada jangka waktu yang lama, maka otot rangka (muscles) akan
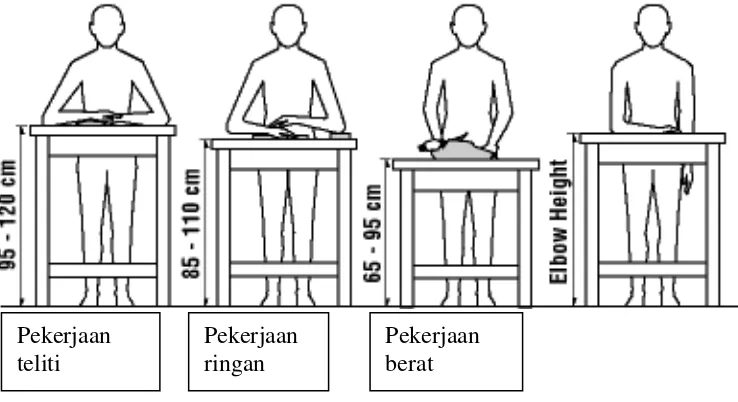
Beberapa penelitian yang lalu telah berusaha untuk mengurangi kelelahan pada
tenaga kerja posisi berdiri, seperti Granjen (1998) dikutip Sanders et al. (1993)
merokemendasikan bahwa “untuk jenis pekerjaan teliti (precision) letak tinggi meja
diatur 10 cm diatas siku, untuk jenis pekerjaan ringan (light) letak tinggi meja diatur
sejajar dengan tinggi siku, dan untuk jenis pekerjaan berat (heavy) letak tinggi meja
diatur sejajar dengan tinggi siku. Begitu pula Suma’mur (1994) menyebutkan bahwa
ada beberapa hal yang harus diperhatikan untuk mendapatkan posisi berdiri “tinggi
[image:54.595.122.491.345.546.2]kerja sebaiknya 5-10 cm di bawah siku, arah penglihatan 23-37 derajat ke bawah”.
Gambar 3.1. Posisi Operator Bekerja Berdiri
Sumber : Canadian Centre for Occupational Health and Safety
b. OperatorDuduk
Hal yang perlu diingat tentang desain kursi operator duduk :
a. Jika pekerjaan tidak memerlukan banyak kekuatan fisik
b. Dalam ruang terbatas, maka pekerjaan tersebut harus dilakukan dalam posisi duduk. Pekerjaan
teliti
Pekerjaan ringan
c. Duduk seharian, bagaimanapun tidak baik untuk tubuh. Oleh karena itu, harus ada
beberapa variasi dalam tugas-tugas pekerjaan yang dilakukan.
d. Sebuah kursi yang baik sangat penting untuk operator yang bekerja dalam posisi
duduk.
Pekerjaan duduk harus dirancang sehingga operator tidak harus meregang atau tidak
perlu memutar untuk mencapai area kerja.
Jika pekerjaan tidak memerlukan banyak kekuatan fisik dan dapat dilakukan dalam
ruang terbatas, maka pekerjaan tersebut harus dilakukan dalam posisi duduk.
Berikut ini adalah beberapa panduan ergonomis untuk bekerja duduk:
a. Pekerja harus mampu menjangkau seluruh area kerja tanpa peregangan atau
memutar.
b. Posisi duduk yang baik berarti bahwa individu yang duduk lurus di depan dan dekat
dengan pekerjaan.
c. Meja kerja dan kursi harus dirancang sehingga permukaan tempat kerja kira-kira
pada tingkat yang sama dengan siku.
d. Bagian belakang harus lurus dan bahu rileks.
e. Jika memungkinkan, harus ada beberapa bentuk dukungan disesuaikan untuk lengan
bawah siku atau tangan.
c. Operator Duduk-Berdiri
Prinsip untuk operator dengan posisi duduk-berdiri adalah :
2. Pengaturan tampilan visual ketika operator duduk dan berdiri sebaiknya memiliki
tingkat keakuratan yang sama.
3. Jika saat operator berdiri dan duduk harus menggunakan alat kendali yang sama
maka tempatkan alat tersebut dalam posisi yang meminimisasi gangguan dari
operator sendiri.
4. Sediakan penahan kaki saat operator duduk.
3.2. Keluhan Muskuloskeletal3
Merupakan keluhan pada bagian-bagian otot skeletal yang dirasakan oleh
seseorang mulai dari sangat ringan sampai sangat sakit. Keluhan hingga mengakibatkan
kerusakan disebut dengan musculoskeletal disorders (MSDs) atau cidera sistem
muskuloskeletal (Grandjean, 1993; Lemasters, 1996). Musculoskeletal disorders yang
terjadi merupakan proses, akibatnya tidak langsung kelihatan (Serge Simoneau,
dkk.1996). Kerusakan yang diakibatkan sangat berbahaya dan merugikan baik
perusahaan maupun karyawan yang mengalaminya. Hal ini dapat diakibatkan oleh
beberapa faktor :
1. Peregangan Otot yang Berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan pada pekerja
dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas
mengangkat, mendorong, menarik dan menahan beban yang berat. Peregangan otot
yang berlebihan ini terjadi karena pengerahan yang diperlukan melampaui
2. Aktivitas Berulang
Aktivitas otot berulang adalah pekerjaan yang dilakukan secara terus-menerus
seperti pekerjaan mencangkul, angkat-angkut dan lain-lain. Keluhan otot terjadi
karena otot menerima tekanan akibat beban kerja secara terus menerus tanpa
memperoleh kesempatan untuk relaksasi.
3. Sikap Kerja Tidak Alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi
bagian-bagian tubuh bergerak menjahi posisi alamiah, misalnya pergerakan tangan
terangkat, punggung terlalu membungkuk, kepala terangkat dan sebagainya.
Semakin jauh posisi bagian tubuh dari pusat gravitasi tubuh, maka semakin tinggi
pula resiko terjadinya keluhan otot skeletal. Sikap kerja ini pada umumnya terjadi
karena karakteristik tuntutan tugas, alat kerja dan stasiun kerja yang tidak sesuai
dengan kemampuan dan keterbatasan pekerja.
3.3. Rapid Entire Body Assessment (REBA)
REBA merupakan suatu metode penilaian postur untuk menilai faktor resiko
gangguan tubuh keseluruhan.
Untuk masing-masing tugas, dilakukan penilaian pada masing-masing grup yang
terdiri atas dua grup, yaitu:
1. Grup A, terdiri atas:
a.Batang tubuh (trunk)
b.Leher (neck)
2. Grup B, terdiri atas:
a. Lengan atas (upper arm)
b. Lengan bawah (lower arm)
c. Pergelangan tangan (wrist)
Berikut ini adalah faktor-faktor yang dinilai pada metode REBA:
1. Grup A, terdiri dari :
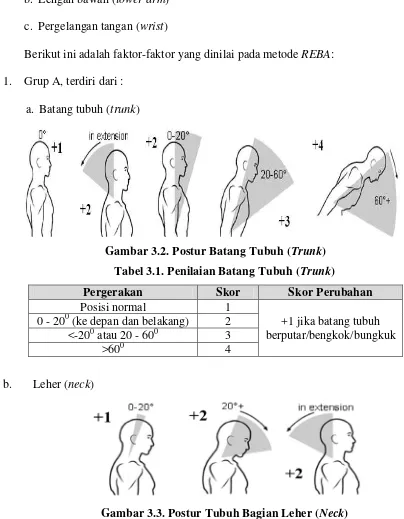
a. Batang tubuh (trunk)
Gambar 3.2. Postur Batang Tubuh (Trunk) Tabel 3.1. Penilaian Batang Tubuh (Trunk)
Pergerakan Skor Skor Perubahan
Posisi normal 1
+1 jika batang tubuh berputar/bengkok/bungkuk 0 - 200 (ke depan dan belakang) 2
<-200 atau 20 - 600 3
>600 4
[image:58.595.82.486.177.696.2]b. Leher (neck)
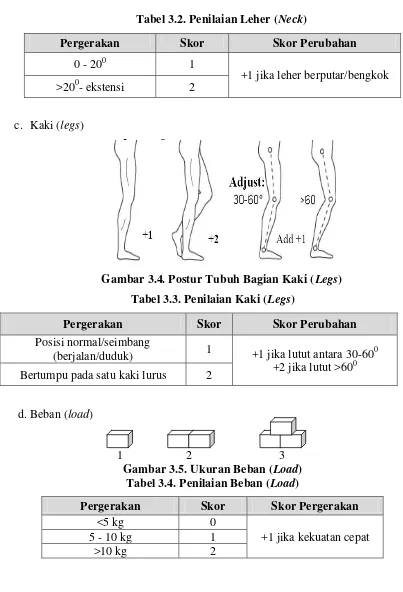
Tabel 3.2. Penilaian Leher (Neck)
Pergerakan Skor Skor Perubahan
0 - 200 1
+1 jika leher berputar/bengkok >200- ekstensi 2
c. Kaki (legs)
Gambar 3.4. Postur Tubuh Bagian Kaki (Legs) Tabel 3.3. Penilaian Kaki (Legs)
Pergerakan Skor Skor Perubahan
Posisi normal/seimbang
(berjalan/duduk) 1 +1 jika lutut antara 30-600 +2 jika lutut >600 Bertumpu pada satu kaki lurus 2
d. Beban (load)
1 2 3
Gambar 3.5. Ukuran Beban (Load) Tabel 3.4. Penilaian Beban (Load)
Pergerakan Skor Skor Pergerakan
<5 kg 0
+1 jika kekuatan cepat
5 - 10 kg 1
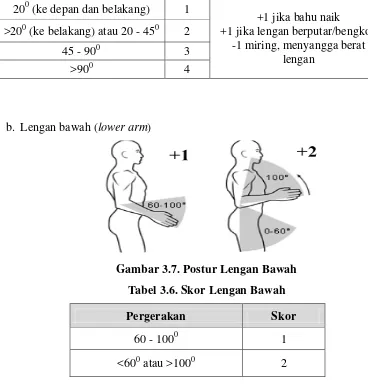
2. Grup B, terdiri dari:
a. Lengan atas (upper arm)
Gambar 3.6. Postur Tubuh Bagian Lengan Atas (Upper Arm) Tabel 3.5. Penilaian Lengan Atas (Upper Arm)
Pergerakan Skor Skor Perubahan
200 (ke depan dan belakang) 1
+1 jika bahu naik
+1 jika lengan berputar/bengkok -1 miring, menyangga berat
lengan >200 (ke belakang) atau 20 - 450 2
45 - 900 3
>900 4
[image:60.595.100.468.337.721.2]b. Lengan bawah (lower arm)
Gambar 3.7. Postur Lengan Bawah Tabel 3.6. Skor Lengan Bawah
Pergerakan Skor
60 - 1000 1
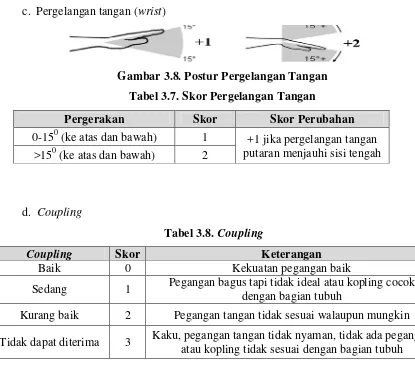
c. Pergelangan tangan (wrist)
Gambar 3.8. Postur Pergelangan Tangan Tabel 3.7. Skor Pergelangan Tangan
Pergerakan Skor Skor Perubahan
0-150 (ke atas dan bawah) 1 +1 jika pergelangan tangan putaran menjauhi sisi tengah >150 (ke atas dan bawah) 2
d. Coupling
Tabel 3.8. Coupling
Coupling Skor Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok dengan bagian tubuh
Kurang baik 2 Pegangan tangan tidak sesuai walaupun mungkin
[image:61.595.132.464.491.718.2]Tidak dapat diterima 3 Kaku, pegangan tangan tidak nyaman, tidak ada pegangan atau kopling tidak sesuai dengan bagian tubuh
Tabel 3.9. Nilai Grup A
Neck Leg Trunk
1 2 3 4 5
1
1 1 2 2 3 4
2 2 3 4 5 6
3 3 4 5 6 7
4 4 5 6 7 8
2
1 1 3 4 5 6
2 2 4 5 6 7
3 3 5 6 7 8
4 4 6 7 8 9
3
1 3 4 5 6 7
2 3 5 6 7 8
3 5 6 7 8 9
Tabel 3.10. Nilai Grup B Lower
Arm Wrist
Upper Arm
1 2 3 4 5 6
1
1 1 1 3 4 6 7
2 2 2 4 5 7 8
3 2 3 5 5 8 8
2
1 1 2 4 5 7 8
2 2 3 5 6 8 9
3 3 4 5 7 8 9
Tabel 3.11. Nilai Akhir
Nilai Grup B Nilai Grup A
1 2 3