42
PERANCANGAN FASILITAS KERJA PROSES
PENGELASAN YANG ERGONOMIS
(Studi Kasus pada Bengkel PT Aji Batara Perkasa)
Ronny Tuhumena1 , Rudy Soenoko2 , Slamet Wahyudi31,2,
Fakultas Teknik, 3Universitas Brawijaya, Malang ,65145
Abstract
There are many small industryy that manufacture parts and accessories two-wheeled. Production process of parts and accessories has been done in the welding process. Welding is a common method used to connect the metal permanently. The results of observation on welding process identify there are many problems faced by operators of welding process. Welding facilities are not ergonomic and resulted in complaints of the welding operator. Results of nbm questionnaire given to operators welding showed that there are many complaints from operators. To solve the problems, this paper propose repairing on a working position and design work facilities that match with the anthropometry operators and then propose the additional aids ( jigs and a fixture ) for operators.Key Word
Ergonomics, Biomechanics, Anthropometry, Software Mannequin Pro1. PENDAHULUAN
Industri kecil yang memproduksi part dan
aksesoris kendaraan roda dua terletak di
Kabupaten Sidoarjo, tepatnya Daerah Ngingas
Waru. Industri kecil ini membuat part dan
aksesoris yang kualitasnya tidak jauh berbeda
dengan buatan pabrik yang harganya relatif
terjangkau (lebih murah dari harga buatan
pabrik).
Pada proses produksi pembuatan part dan
aksesoris, teridentifikasi bahwa fasilitas kerja
operator kurang memperhatikan prinsip-prinsip
ergonomi terutama pada bagian pengelasan. Pada
bagian pengelasan, operator bekerja dalam posisi
kerja yang tidak benar, yang menyebabkan posisi
kerja yang terbentuk adalah membungkuk.
Kondisi kerja dimana punggung dan leher
operator selalu membungkuk mengindikasikan
bahwa fasilitas kerja yang ada bersifat tidak
ergonomis.
* Corresponding author:Ronny Tuhumena, Rudy Soenoko, Slamet Wahyudi
ronaldtuhumena@yahoo.co.id Published online at http://JEMIS.ub.ac.id/
Copyright © 2014JTI UB Publishing. All Rights Reserved
Fasilitas kerja yang tidak sesuai menyebabkan
posisi kerja menjadi tidak nyaman. Perbaikan
posisi kerja dan perancangan fasilitas kerja serta
alat bantu dalam proses produksi merupakan
salah
satu
solusi
untuk
menyelesaikan
permasalahan diatas.
2. METODOLOGI PENELITIAN
a. Tahap survei awal
Survey awal dilakukan untuk mengetahui pengelasan pembuatan part motor serta fasilitas apa saja yang digunakan.
b. Identifikasi masalah
Pada tahap ini dilakukan identifikasi masalah yang menyebabkan ketidaknyamanan operator pada saat bekerja, yaitu pada stasiun kerja yang tidak ergonomis
c. Analisa postur kerja dan alat bantu
Adapun analisa yang diperlukan dalam penelitian ini antara lain :
1) Postur kerja 2) Biomekanika 3) Alat bantu 4) Tahap perbaikan
Setelah analisa dilakukan maka perlu perbaikan pada posisi kerja operator agar dapat bekerja dengan posisi
43 kerja yang benar yang sesuai dengan prinsip-prinsip
ergonomis.
d. Tahap Analisa antrhopometri
Analisa berikutnya yaitu anthropometri ukuran tubuh operator pengelasan sebagai dasar perancangan fasilitas kerja.
e. Tahap perancangan.
Perancangan dibuat sesuai dengan kebutuhan dari fasilitas kerja yang dirancang yaitu fasilitas kerja yang dimensinya sesuai dengan prinsip-prinsip ergonomis.
3. HASIL DAN PEMBAHASAN
Setelah menyebarkan kuisoner kepada seluruh operator yang berjumlah 15 orang pada bagian pengelasan, dapat terlihat beberapa keluhan yang sering dialami oleh operator pengelasan. Hasil rekapitulasi perhitungan kuisioner Nordic Body map dapat dilihat pada Gambar 1.
Gambar 1. Diagram NBM
Dari rekapitulasi kuisoner diatas dapat dilihat bahwa jumlah keluhan terbesar terdapat pada bagian pinggang yaitu sebesar 43.33%, bagian lain yaitu pinggul sebesar 40%, kemudian pada bagian leher sebesar 38.33% dan terakhir pada bagian lengan atas kanan sebesar 38.33%. Berdasarkan hasil kuisioner diatas dapat dilihat penyebab keluhan tersebut sebagai berikut:
a. Keluhan pada pinggang dan pinggul dikarenakan punggung dalam posisi membungkuk akibat sering menunduk pada saat proses pengelasan. b. Keluhan pada leher disebabkan oleh posisi
menunduk pada saat melakukan proses pengelasan karena ingin melihat benda kerja dengan jelas.
c. Keluhan pada lengan atas kanan dikarenakan pada saat proses pengelasan lengan mengangkat beban yaitu brander las.
Biomekanika
Dari data biomekanika, posisi kerja proses pengelasan dilakukan dalam 1 (satu) posisi yaitu posisi duduk. Analisa posisi tubuh dilakukan dengan menggunakan software Mannequin Pro. Software ini dapat menghitung gaya dan momen yang terjadi pada bagian-bagian tubuh. Posisi tubuh tersebut dapat menunjukan kondisi kerja yang sebenarnya dan dapat dilihat pada Gambar 2 dan Gambar 3.
Gambar 2. Posisi Kerja
Gambar 3. Grafik Momen Awal
Dari hasil perhitungan gaya dan momen dapat diketahui gaya dan momen yang terjadi pada bagian-bagian tubuh operator pengelasan. Hal tersebut menunjukan bahwa momen terbesar yang terjadi adalah pada bagian Lower Back yaitu 332.9 LbF in dan yang kedua adalah bagian leher 63.1 LbF in. Fasilitas kerja
Dimensi fasilitas kerja pada bagian pembuatan rangka bagasi dapat dilihat pada Gambar 4.
44 Gambar 4. Fasilitas Kerja
Dari data tersebut menunjukkan bahwa fasilitas kerja yang ada tidak sesuai dengan prinsip-prinsip ergonomic. Kondisi ini sangat berpengaruh kepada operator baik kenyamanan dan keamanan.
Perbaikan Posisi Kerja
Dengan posisi kerja yang kurang nyaman yang dialami oleh operator pengelasan dan dapat menyebabkan sakit dibeberapa bagian tubuh yaitu rasa sakit pada leher, lengan atas kanan serta pinggang dan pinggul maka perlu dilakukan perbaikan posisi kerja dengan mengikuti prinsip-prinsip ergonomi yaitu berdasarkan BRIEF Survey yaitu :
a. Posisi pada leher menunduk, postur janggal pada leher jika leher menunduk membentuk sudut ≥ 20° dan garis vertikal dengan ruas tulang leher. Posisi menunduk dilakukan pekerja jika obyek yang sedang dikerjakannya berada ≥ 20° di bawah pandangan mata. sehingga pekerja harus menundukkan kepala untuk melihat obyek tersebut.
b. Posisi punggung kearah depan yaitu badan bagian atas akan mumbungkuk untuk dapat meraih benda apabila benda berada jauh di depan tubuh. Pada saat peletakan benda kerja di atas meja dan pada saat proses pengelasan, posisi bagian atas dianjurkan tidak membentuk sudut ≥ 20°.
Dengan menggunakan BRIEF Survey, perbaikan fasilitas kerja yaitu meja dan kursi pengelasan dapat dilakukan dengan membandingkan ukuran fasilitas kerja dengan ukuran tubuh operator pengelasan. Perbaikan kedua hal tersebut diatas menjadikan posisi kerja berubah. Ini dapat digambarkan menggunakan
Software Mannequin Pro. Software ini adalah Software Biomekanika dan dapat digunakan untuk
mengetahui momen yang terjadi seperti terlihat pada Gambar 5 dan Gambar 6.
Gambar 5 Perbaikan posisi kerja
Gambar 6 Perbandingan Moment
Berdasarkan perbandingan momen awal dan momen setelah dilakukan perbaikan posisi tubuh maka hasilnya adalah terjadi penurunan momen pada Lower
Back. Momen posisi tubuh berubah dari 332.9 LbF.in
menjadi 95.2.LbF.in. Perbaikan ini sangat berpengaruh terhadap posisi kerja.
Analisis Anthropometri
Data dibawah ini akan digunakan sebagai pertimbangan didalam perancangan fasilitas kerja khususnya dalam merancang meja dan kursi pengelasan. Data diambil dari pengukuran langsung dimensi tubuh operator pengelasan yang bekerja. Tujuan tahap ini adalah untuk mendapatkan dimensi yang berada dalam suatu batas jangkauan sewajarnya sehingga dapat digunakan untuk memperbaharui postur kerja pada fasilitas kerja di bagian pengelasan Tabel 1 Anthropometri operator
D9 dengan menggunakan persentil 90 D9 = ̅
45 D9 =
D9 = 32,008 cm
D12 dengan menggunakan persentil 50 D12 = ̅
D12 = D12 = 46,80 cm
D14 dengan menggunakan persentil 90 D14 = ̅
D14 = D14 = 43,7 cm
D16 dengan menggunakan persentil 95 D16 = ̅
D16 = D16 =39,39 cm
D26 dengan menggunakan persentil 50 D26 = ̅
D26 = 66,73 cm
Perancangan Fasilitas Kerja
Pada tahap ini akan dilakukan perancangan fasilitas kerja pada bagian pengelasan berdasarkan analisa beberapa aspek pada kondisi fasilitas awal. Perancangan fasilitas kerja meliputi perancangan meja pengelasan dan kursi kerja pengelasan. Perancangan ini didasari atas analisa kondisi fasilitas kerja awal dimana dari analisa awal diperlukan perbaikan posisi kerja dan beberapa aspek lainnya. Perancangan fasilitas kerja ini diharapkan dapat mengatasi keluhan-keluhan dibeberapa bagian tubuh yang dialami oleh operator pengelasan.
Dari analisa awal telah diketahui bahwa bagian tubuh yang mengalami rasa sakit adalah pada leher, lengan atas kanan, pinggang, pinggul. Demikian pula dengan analisa momen telah diketahui bahwa bagian tubuh yang mengalami momen terbesar adalah bagian punggung kemudian yang kedua adalah leher. Dari hasil tersebut maka perlu dilakukan perbaikan yang dapat mengurangi nilai momen yang terjadi. Masalah ini dapat diatasi dengan melakukan perancangan fasilita kerja yang memenuhi prinsip-prinsip ergonomi.
Perancangan meja
Perancangan meja pengelasan ini menggunakan data anthropometri operator pengelasan untuk mendapatkan rancangan meja yang ergonomi bagi operator pengelasan sebagai pengguna.
Gambar 7. Meja 3 Dimensi
Gambar 8. Meja Pandangan Depan
Gambar 9.Meja Pandangan Atas
Gambar 10.Dongkrak
Gambar 11.Tuas Pemutar
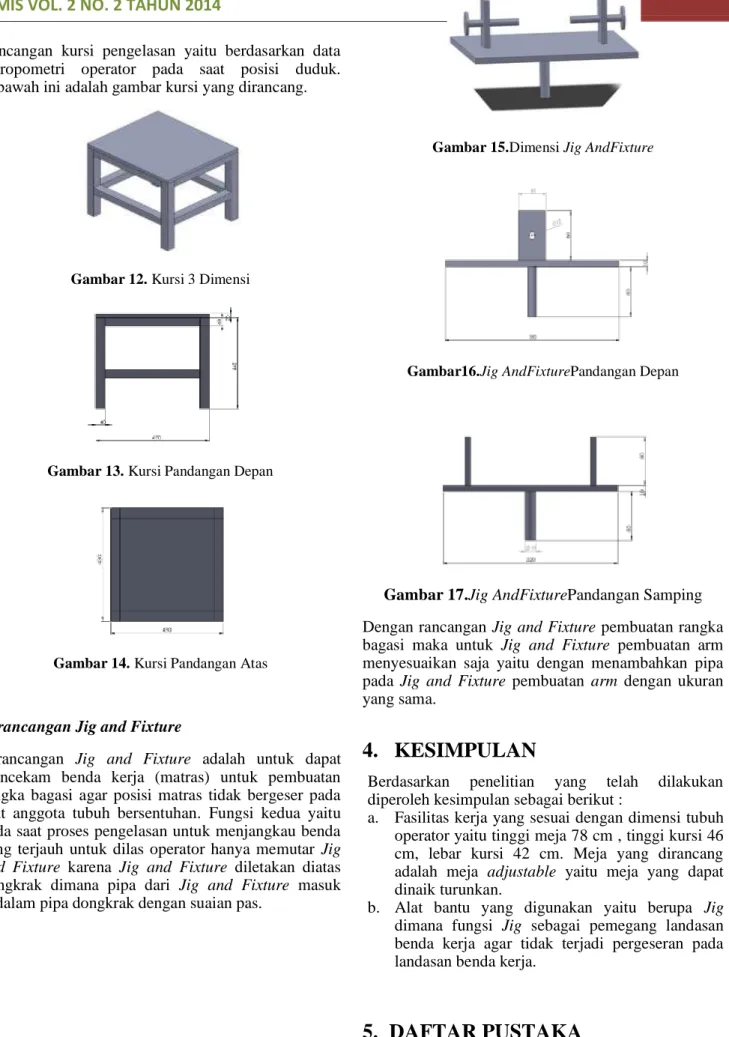
46 Rancangan kursi pengelasan yaitu berdasarkan data
antropometri operator pada saat posisi duduk. Dibawah ini adalah gambar kursi yang dirancang.
Gambar 12. Kursi 3 Dimensi
Gambar 13. Kursi Pandangan Depan
Gambar 14. Kursi Pandangan Atas
Perancangan Jig and Fixture
Perancangan Jig and Fixture adalah untuk dapat mencekam benda kerja (matras) untuk pembuatan rangka bagasi agar posisi matras tidak bergeser pada saat anggota tubuh bersentuhan. Fungsi kedua yaitu pada saat proses pengelasan untuk menjangkau benda yang terjauh untuk dilas operator hanya memutar Jig
and Fixture karena Jig and Fixture diletakan diatas
dongkrak dimana pipa dari Jig and Fixture masuk kedalam pipa dongkrak dengan suaian pas.
Gambar 15.Dimensi Jig AndFixture
Gambar16.Jig AndFixturePandangan Depan
Gambar 17.Jig AndFixturePandangan Samping Dengan rancangan Jig and Fixture pembuatan rangka bagasi maka untuk Jig and Fixture pembuatan arm menyesuaikan saja yaitu dengan menambahkan pipa pada Jig and Fixture pembuatan arm dengan ukuran yang sama.
4. KESIMPULAN
Berdasarkan penelitian yang telah dilakukan diperoleh kesimpulan sebagai berikut :
a. Fasilitas kerja yang sesuai dengan dimensi tubuh operator yaitu tinggi meja 78 cm , tinggi kursi 46 cm, lebar kursi 42 cm. Meja yang dirancang adalah meja adjustable yaitu meja yang dapat dinaik turunkan.
b. Alat bantu yang digunakan yaitu berupa Jig dimana fungsi Jig sebagai pemegang landasan benda kerja agar tidak terjadi pergeseran pada landasan benda kerja.
47 [1] Dyah Ika Rinawati dkk. (2011) Perancangan alat
bantu guna mereduksi beban otot dan gaya yang ditentukan oleh pekerja Fine Focus Adjusment, Undip, Semarang
[2] Eko Nurmianto (1996) Ergonomi Konsep Dasar dan Aplikasnya , Guna Widya, Surabaya
[3] Fitri Prasetyaningrum dkk. (2010) Perancangan meja cekam dan kursi guna memperbaiki postur kerja berdasarkan pendektan anthropometri di Lathan Furniture, UNS, Surakarta.
[4] Ketut Agus Sanjaya (2008) Perancangan stasiun kerja yang ergonomis pada industri Kerajinan perak, ITS, Surabaya
[5] Ishak (2011) Desain ergonomic stasiun kerja, STMIK Trigana Dharma
[6] Lobe S Herdiman dkk. (2011) Perbaikan rancangan pada disain knee ankle foot orthosis (KAFO) dengan pendekatan metode Function
Analysis System Technique
[7] Mochmad Hatta (2003) Perbaikan alat bantu proses produksi pada pengrajin setir di kabupaten Pasuruan dengan metode Value Enginering, ITS, Surabaya