PERANCANGAN FASILITAS KERJA YANG ERGONOMIS
DENGAN MENGGUNAKAN METODE QUALITY FUNCTION
DEPLOYMENT (QFD) PADA INDUSTRI KECIL
PENGELASAN
(STUDI KASUS BENGKEL LAS UD. USAHA BARU)
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh Digo Andesa Putra
NIM. 040403001
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Allah SWT atas semua berkat, rahmat, lindungan-Nya sehingga penulis dapat menyelesaikan Tugas Sarjana pada waktu yang telah ditentukan.
Kegiatan penelitian ini dilakukan di industri kecil pengelasan UD Usasha aru jalan Mahkamah kota Medan yang dijadikan sebagai salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Perancangan Fasilitas Kerja yang Ergonomis dengan Menggunakan Metode Quality Function Deployment Pada Industri Kecil Pengelasan (Studi Kasus Bengkel Las UD Usaha Baru)”.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini, oleh karena itu penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih dan semoga tugas sarjana ini bermanfaat bagi seluruh pembaca dan kita semua.
Universitas Sumatera Utara Medan, Novemver 2009
UCAPAN TERIMA KASIH
Pada kesempatan ini penulis hendak mengucapkan terima kasih kepada semua pihak yang telah memberikan bantuan, saran dan motivasi sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik, ucapan terima kasih saya tunjukan kepada:
1. Bapak Ir. Ukurta Tarigan, MT dan Ir. Rosnani Ginting, MT sebagai Dosen Pembimbing Tugas Sarjana yang telah membimbing dan mengarahkan penulis untuk menyelesaikan Tugas Sarjana ini.
2. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Bapak Ir. Sugiharto, P.MM selaku koordinator TA di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
4. Bang Bowo, bang Mijo, bang Nurmansyah, kak Dina, bu Ani, bang Kumis dan kak Rahma atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
5. Segenap pimpinan dan karyawan UD. Usaha Baru yang telah memberikan izin dan kesempatan pada penulis dalam pengambilan data di lapangan. 6. Teristimewa dan terhormat untuk Kedua Orangtua ”Idwar Mursyid dan
Ermiwati” yang sangat berarti dalam kehidupanku yang telah banyak membantu penulis dalam hal material dan dukungan yang luar biasa. 7. Adik Tercinta “Alfitra dan Rizkiyan” yang selalu memberi semangat
8. Robin, Zuna,Windi, Ajib, Roy, Ngengeng, Aufar, Izet, Miko(Alm) Meri, Santa, Valent, Maya, Nando, Payung, Amin, Manap, aini dan semua teman-teman stambuk 2004 yang tidak dapat disebutkan satu persatu namanya yang telah memberikan semangat dan pikiran selama pengerjaan Tugas Sarjana ini.
9. Vj sun, da Valdi, Mabok, Rangkuti dan teman kos lain yang tidak bida disebutkan namanya saatu persatu yang telah membantu dan memberikan semangat kepada penulis.
10.Seluruh asisten Laboratorium Inti yang memberikan dukungan dan semangat selama penyusunan Tugas Sarjana ini.
11.Adik-adik stambuk 2005, dan 2006 yang selalu memotivasi penulis selama pengerjaan Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Novemver 2009 Hormat Saya,
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI... ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix I. PENDAHULUAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan ... II – 1 2.2. Ruang Lingkup Bidang Usaha ... II – 1 2.3. Struktur Organisasi dan Manajemen ... II – 2 2.3.1. Struktur Organisasi ... II – 2 2.3.2. Uraian Tugas dan Tanggung Jawab ... II – 3 2.3.3. Tenaga Kerja dan Jam Kerja ... II – 5 2.3.4. Sistem Pengupahan ... II – 5 2.4. Proses Produksi ... II – 6 2.4.1. Bahan yang Digunakan ... II – 6 2.4.1. Uraian Proses Produksi ... II – 8 2.5. Mesin dan Peralatan ... II - 9
III LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.1.4. Peranana Ergonomi ... III– 12 3.2. Antropometri ... III– 13
3.2.1. Antropometri dan Aplikasinya dalam Perancangan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian ... IV – 2 4.2. Jenis dan Rancangan Penelitian ... IV – 2 4.3. Objek Penelitian ... IV – 3 4.4. Studi Pendahuluan ... IV – 3 4.5. Studi Literatur ... IV – 3 4.6. Instrumen Penelitian ... IV – 4 4.7. Variabel Penelitian ... IV – 4 4.8. Pengumpulan Data Penelitian ... IV – 5 4.9. Pengolahan Data ... IV – 6 4.10. Analisa Pemecahan Masalah ... IV – 7 4.11. Kesimpulan dan Saran ... IV – 7
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V – 1 5.2. Pengolahan Data ... V – 5
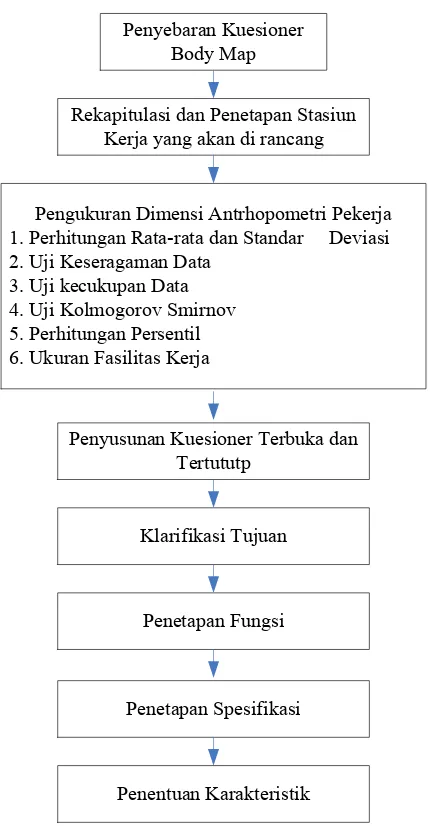
5.2.1. Rekapitulasi dan Penentusn Fasilitas Kerja yang akan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2. Pengukuran Dimensi Antropometri Pekerja ... V – 9 5.2.2.1. Perhitungan Rata-rata, Standar Deviasi, Nilai
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISA DAN PEMECAHAN MASALAH
6.1. Kuesioner Nordic Body Map ... VI – 1 6.2. Ukuran Fasilitas Kerja yang dirancang (Bangku kerja) VI – 2 6.3. Quality Function Deployment ... VI – 4
VII KESIMPULAN DAN SARAN
DAFTAR TABEL
TABEL HALAMAN
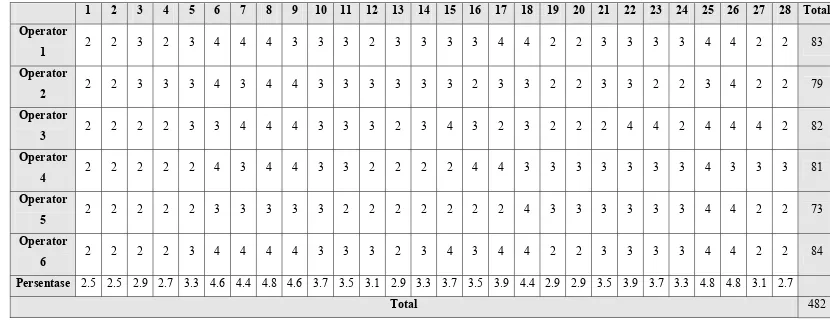
2.1. Jadwal Jam Kerja di UD. Usaha Baru ... III – 5 2.2. Mesin-mesin yang Digunakan di Lantai Produksi ... III – 9 3.1. Tingkat Kepercayaan ... III– 26 3.2. Tingkat Ketelitian ... III– 26 3.3. Macam Persentil dan Perhitungan dalam Distribusi Normal ... III– 26 3.4. Langkah Perancangan Produk dengan Metode Rasinal ... III – 37 5.1. Rekapitulasi Bobot Kuisioner Nordic Body Map Pada
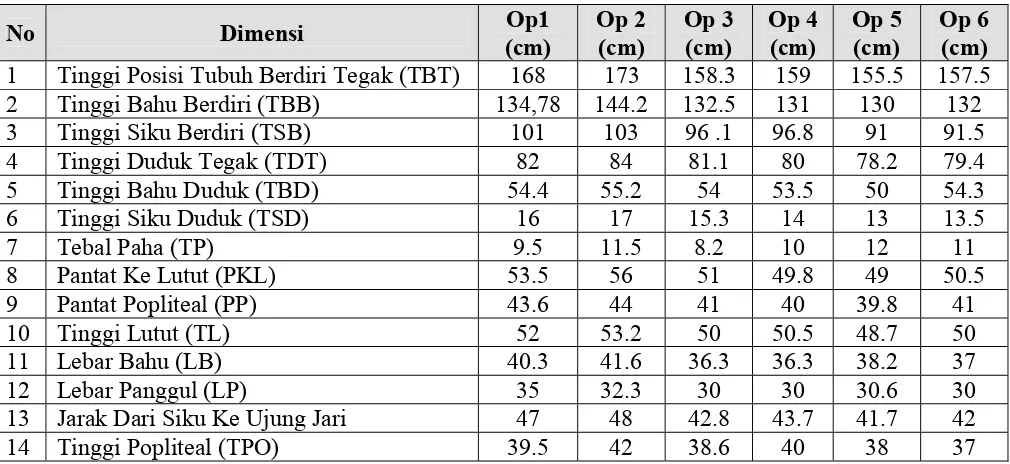
Stasiun Pengelasan ... V – 2 5.2. Tabulasi Kuesioner Terbuka ... V – 3 5.3. Tabulasi Kuesioner Tertutup Bangku kerja ... V – 4 5.4. Tabulasi Kuesioner Tertutup Pesaing ... V – 4 5.5. Data Antrhopometri ... V – 5 5.6. Rekapitulasi Bobot Kuisioner Nordic Body Map Pada
Stasiun Pengelasan ... V – 7 5.7. Keterangan Histogram ... V – 8 5.8. Data Pengukuran Antrhopometri ... V – 12 5.9. Hasil Pengukuran Dengan X,, Xmin dan Xmax ... V – 13
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.12. Uji kolmogorof-Smirnov pada Dimensi Tinggi Posisi Tubuh
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.30. Tabulasi Kuesioner Tertutup Bangku kerja ... V – 32 5.31. Tabulasi Kuesioner Tertutup Pesaing ... V – 32 5.32. Spesifikasi Produk Bangku kerja ... V – 43 5.33. Modus hasil pengolahan kuesioner terbuka ... V – 44 5.34. Modus Kuesioner tertutup bangku kerja ... V 45 5.35. Atribut produk bangku kerja pesaing ... V– 45 5.36. Matriks Target Yang Ingin Dicapai ... V – 54 6.1. Spesifikasi Produk Bangku kerja ... VI – 7 6.2. Matriks Target Yang Ingin Dicapai ... VI – 8
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Gambar Struktur Organisasi PT. Mahogany Lestari ... II – 4 2.2. Pintu Jenis Napoleon 6P ... II – 21 2.3. Block Diagram Pembuatan Pintu ... II – 22 2.4. Block Diagram Pembuatan Kusen ... II – 23 3.1. Distribusi Normal dan Data Antropometri 95-th Persentil ... III– 12 3.2. Nordic Body Map ... III– 28 3.3. House of Quality ... III– 36 4.1. Metodologi Penelitian ... IV – 1 4.2. Blok Diagram Pengolahan ... IV – 8 5.1. Persentase Rasa Sakit yang Dirasakan Pada Bagian Tubuh
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.9. Pohon Tujuan ... V – 38 5.10. Sistem Input Output Produk bangku kerja ... V– 39 5.11. Blok Diagram ... V – 41 5.12. Matriks Perlawwanan Antara Atribut Produk dengan
Karakteristik Teknik... V – 46 5.13. Matriks Hubungan Antara Atribut Produk dengan
Karakteristik Teknik... V –47 5.14. Hubungan Antara Sesama Karaktetristik Teknis ... V– 48 5.15. House of Quality ... V– 55 6.1. Perhitungan Tinggi Bangku kerja ... VI – 2 6.2. Bangku kerja Tampak Depan ... VI – 3 6.3. Bangku kerja tampak bawah ... VI – 3 6.4. House of Quality ... VI – 9
DAFTAR LAMPIRAN
L – 1 Kuesioner Nordic Body Map L – 2 Kuesioner Terbuka
L – 3 Kuesioner Tertutup
L – 4 Peta Kontrol Uji Keseragaman Data L – 5 Tabel Kolmogorov Smirnov Test L – 6 Surat Keputusan Tugas Sarjana L – 7 Surat Balasan Pabrik
ABSTRAK
ABSTRAK
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Penerapan ergonomi pada berbagai bidang pekerjaan telah terbukti menyebabkan kenaikan produktivitas kerja secara nyata. Besarnya kenaikan produktivitas kerja ergonomi dapat mencapai 10% atau lebih. Apabila manfaat ini dapat dipetik pada seluruh kegiatan ekonomi seperti pertanian, industri, pertambangan, perhubungan dan jasa akan dapat memberikan kontribusi yang besar sekali terhadap pertumbuhan ekonomi nasional sehingga dapat dikatakan bahwa ergonomi mempunyai peranan besar dalam meningkatkan produktivitas yang penting bagi pembangunan nasional1.
Penelitian mengenai terjadinya kesalahan dalam proses kerja yang memicu pada terjadinya kecelakaan menunjukkan bahwa terjadinya kesalahan kerja lebih banyak disebabkan oleh adanya kesalahan dalam perancangan karena sejumlah peralatan kerja dirancang tidak sesuai dengan kondisi fisik operatornya. Hal ini seharusnya menyadarkan kita bahwa sudah saatnya bangsa Indonesia memiliki data antropometri manusia Indonesia. Dimilikinya data antropometri manusia Indonesia adalah langkah awal menuju terwujudnya kemandirian industri yang selama ini diidamkan selain untuk menunjang keselamatan2
1
Suma’mur, 1996. Ergonomi untuk Produktivitas Kerja.
2
Pengelasan merupakan cara yang umum digunakan untuk menyambung logam secara permanen, dimana input panas diberikan pada logam hingga mencair dan menyambungnya dalam suatu sambungan yang permanen. Pengelasan merupakan salah satu aktivitas yang dilakukan di Bengkel Las UD Usaha Baru. Setelah melakukan pengamatan pendahuluan pada bengkel las UD. Usaha Baru diketahui permasalahan yang dihadapi operator las adalah fasilitas kerja pengelasan yang tidak memadai seperti tidak adanya fasilitas kerja seperti bangky kerja sehingga dapat menimbulkan dampak negatif bagi operator tersebut yang akan terjadi baik dalam waktu jangka pendek maupun jangka panjang (long term), dampak negatif jangka pendek (short term) yang dialami operator yaitu rasa pegal pada kaki dan tangan setelah habis bekerja karena posisi kerja jongkok, sedangkan dampak negatif jangka panjang (long term) yaitu rasa nyeri pada tulang punggung dan pinggang yang mana itu dirasakan setelah kurang lebih setahun masa kerja, terutama pada bagian stasiun pengelasan yang mana mereka sering mengalami kelelahan waktu bekerja pada posisi jongkok dan keluhan nyeri pada pinggang dan tulang punggung. Hal ini dapat dibuktikan dengan adanya keluhan dari pekerja.
Sistem kerja yang tidak ergonomis antara lain cara, sikap dan posisi kerja yang kurang mendukung, secara sadar ataupun tidak akan mempengaruhi produktivitas, efisiensi dan efektifitas pekerja dalam menyelesaikan pekerjaannya.
penting dalam perancangan fasilitas kerja adalah pengukuran dimensi tubuh yang lebih dikenal dengan Anthropometri. Data antropometri akan menentukan bentuk, ukuran, dan dimensi yang tepat yang berkaitan dengan produk yang dirancang dan pekerja yang akan mengoperasikan/menggunakan produk tersebut, sehingga sekurang-kurangnya 90%-95% dari populasi yang menjadi target dalam kelompok pemakai produk haruslah mampu menggunakan dengan selayaknya3.
Selain pengukuran dimensi tubuh, Perancangan fasilitas kerja juga harus mempertimbangkan atribut yang menjadi keinginan dari pemakainya. Dengan metode perancangan rasional maka atribut-atribut tersebut dapat dirubah kedalam karakteristik teknik sehingga fasilitas kerja yang dihasilkan sesuai dengan keinginan pemakainya. 4
Hasil kerja yang optimal dapat diperoleh dengan melakukan perancangan fasilitas kerja. Oleh karena itu fasilitas kerja harus dirancang sedemikian rupa sehingga diperoleh hasil yang diinginkan.
1.2. Rumusan Masalah
Dari uraian diatas dapat dirumuskan permasalahan yang di hadapi yaitu 1. Seringnya terjadi keluhan rasa sakit dan nyeri pada operator yang bekerja pada
industri pengelasan sehingga perlu untuk merancang fasilitas kerja yang ergonomi harus sesuai dengan antrhopometri pekerja.
2. Perancangan produk fasilitas kerja dirancang untuk meningkatkan produktivitas pada sistem produksi yang ditinjau faktor fasilitas kerja yang
3
Wignjosoebroto, S. 1996. Ergonomi Studi Gerak dan Waktu. Surabaya : PT. Guna Widya. 4
digunakan sumber daya manusia terutama pekerja. Dalam hubungan ini maka diharapkan model rancangan fasilitas kerja secara ergonomi dengan metode QFD pada industri pengelasan sejenis.
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Tujuan umum dari penelitian ini adalah merancang fasilitas kerja yang ergonomis dengan menerapkan metode Quality Function Deployment (QFD). 1.3.2. Tujuan Khusus
Adapun tujuan khusus dari penelitian ini adalah :
a. Mengetahui bagian tubuh mana yang dirasakan sakit oleh operator saat bekerja pada bagian pengelasan.
b. Menentukan faslitas kerja yang akan dirancang yang bisa mengurangi tingkat kelelahan operator pada saat bekerja.
c. Merancang fasilitas kerja dirancang yang sesuai dengan data antropometri pengguna fasilitas kerja.
1.4. Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah :
a. Mendapatkan hasil rancangan fasilitas kerja yang sesuai dengan yang dibutuhkan dan diinginkan oleh pengguna faslitas kerja.
c. Mendapatkan produktivitas yang lebih optimal, efisien dan efektif setelah menggunakan rancangan fasilitas kerja yang baru
1.5. Batasan dan Asumsi
Batasan yang digunakan dalam penelitian ini antara lain:
a. Penelitian hanya dilakukan pada industri kecil pengelasan UD Usaha Baru yang berada di daerah Mahkamah kota Medan
b. Fokus penelitian yaitu pada operator yang bekerja dalam membuat tenda dan payung.
c. Alat ukur yang digunakan yaitu body martin untuk mengukur anthropometri tubuh operator.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain: a. Keterampilan operator dan kondisi peralatan tetap (tidak berubah) b. Operator telah memahami tugasnya dengan baik
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan sasaran penelitian, ruang lingkup dan asumsi penelitian dan sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat tentang sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Menampilkan teori-teori yang diperoleh dari studi kepustakaan untuk mendukung dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Menjelaskan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data primer dan sekunder yang diperoleh dari penelitian serta dilanjutkan dengan pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
Industri logam jalan Mahkamah Medan adalah suatu usaha yang tergolong dalam Usaha Kecil Menegah (UKM) mikro yang bergerak di bidang industri jasa konstruksi logam pembuatan payung taman, tenda kafe, pagar, kanopi dan lain-lain yang menggunakan bahan dasar besi.
Pada awalnya ditahun 1973 di jalan mahkamah hanya berdiri dua buah indutri logam saja, sampai pada tahun 1995 mulai bertambah banyak seperti pada saat sekarang.
Bengkel Las UD Usaha Baru berdiri pada tahun 1986 yang terletak di jalan mahkamah medan. Hasil produksi ada yang berasal dari pesanaan konsumen atau barang yang sudah ada dengan ukuran standar yaitu tenda kafe, payung taman sehingga pembeli tidak perlu memesan terlebih dahulu.
2.2. Ruang Lingkup Bidang Usaha
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Struktur organisasi merupakan gambaran skematis tentang hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang menggerakkan organisasi untuk mencapai tujuan. Struktur ditentukan atau dipengaruhi oleh badan usaha, jenis usaha, besarnya usaha dan sistem produksi perusahaan tersebut.
Struktur organisasi yang digunakan pada UD. Usaha Baru adalah struktur organisasi yang berbentuk garis. Organisasi garis (Line Organizations) adalah suatu bentuk organisasi dimana kekuasaan dan tanggung jawab diturunkan secara garis dari tingkat pimpinan atas kepada tingkat bawahnya. Dalam bentuk organisasi seperti ini, tidak seorang bawahan pun yang mempunyai atasan lebih dari satu orang, jadi kesimpangsiuran perintah yang diterima oleh bawahan sangat kecil kemungkinannya untuk terjadi.
Struktur organisasi pada UD. Usaha Baru dapat dilihat pada Gambar 2.1.
Gambar 2.1. Struktur Organisasi UD. Usaha Baru
Pimpinan
Kepala Produksi
Administrasi
/ Personalia Pemasaran
Pekerja Pekerja
2.3.2. Uraian Tugas dan Tanggung Jawab a. Pimpinan Perusahaan
Pimpinan di UD. Usaha Baru merupakan pemilik usaha tersebut yang merupakan pimpinan tertinggi dalam perusahaan yang diberikan wewenang atau kekuasaan melakukan tindakan untuk dan atas perusahaan.
Tugas :
- Pemimpin dan pemegang tertinggi dalam perusahaan.
- Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian seluruh kegiatan perusahaan.
Tanggung jawab :
- Memimpin dan mengendalikan semua usaha, kegiatan pekerjaan untuk mencapai tujuan.
- Memperhatikan, memelihara dan mengawasi kelancaran administrasi, pengamanan dan pelaksanaan tugas secara seimbang dan berhasil.
- Mengatur pembelian dan penjualan produk. - Memberi tugas, membayar upah atau gaji. b. Kepala Produksi
Adapun tugas Kepala Bagian Produksi adalah sebagai berikut :
a. Bertugas mengawasi semua kegiatan yang berlangsung di pabrik.
b. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan
c. Mempunyai wewenang untuk mengkoordinir dan mengarahkan setiap bagian bawahannya serta menentukan pembagian tugas bagi setiap bawahannya.
c. Administrasi / Personalia
Kepala Personalia memiliki tanggung jawab mengelola kegiatan bagian personalia dan umum, mengatur kelancaran kegiatan ketenagakerjaan, hubungan industrial dan umum, serta menyelesaikan masalah yang timbul.
Adapun tugas dari Kepala Bagian Personalia adalah mengatur hal-hal yang berhubungan dengan pekerjaan karyawan
d. Pemasaran
Bagian Pemasaran memiliki tanggung jawab memastikan kegiatan pemasaran yaitu penjualan produk berlangsung secara lancar dan efisien. Tugasnya yaitu
e. Pekerja
2.3.3. Tenaga Kerja dan Jam Kerja 2.3.3.1. Tenaga Kerja
UD. Usaha Baru memiliki tenaga kerja yang terdiri dari pekerja harian. Pada bengkel Pengelasan Usaha Baru terdapat 6 orang tenaga kerja yang bekerja di beberapa stasiun kerja yaitu stasiun pengelasan, pemotongan, pengecatan dan pengeboran.
2.3.3.2. Jam Kerja
Jam kerja yang berlaku di UD. USAHA BARU hanya satu shift kerja untuk menjalankan pekerjaannya. Dalam memelihara ketertiban dan kedisplinan kerja setiap perusahaan memuat peraturan kerja yang harus dipatuhi oleh setiap pekerja. Jam kerja UD. Usaha Baru dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jadwal Jam Kerja di UD. Usaha Baru
Hari Jam Keterangan
Senin – Sabtu
08.00-12.00 WIB Bekerja 12.00-13.30 WIB Istirahat 13.30-17.00 WIB Bekerja
2.3.4. Sistem Pengupahan
Gaji adalah upah dasar yang diberikan dari pemberi dari pemberi kerja kepada penerima kerja dalam ukuran waktu tertentu misalnya ukuran 1 (satu) hari dan 1 (satu) bulan, dan kadang disebut dengan gaji pokok, yang jumlahnya tetap dan akan mengalami kenaikan pada periode tertentu sesuai dengan jabatan dan prestasi pihak penerima.
Pada Bengkel Las UD Usaha Baru sistem pengupahanya yaitu upah tenaga kerja dibayar tiap satu bulan sekali.
2.4. Proses Produksi
Pada industri logam ini proses pembuatan pada umumnya hampir sama hanya waktu pembuatan dan banyak bahan yang digunakan yang berbeda. Proses pembuatan dimulai dari bahan baku berupa besi yang dipotong sesuai dengan ukuran, kemudian dilas sesuai bentuk produk yang di buat, dan terakhir dicat sesuai dengan lama yang diinginkan.
2.4.1. Bahan yang Digunakan 1). Bahan Baku
Bahan baku adalah bahan yang memiliki persentase terbesar dalam produk akhir bahan baku yang digunakan dalam pembuatan tenda dan payung adalah a. Tenda Cafe
Bahan yang diperlukan yaitu a. Pipa ¾ inch
b. Payung a. Besi beton b. Pipa 1 inch c. Plat strip
d. Pipa 1 ¼ inch untuk ring payung 2). Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan ke dalam suatu proses produksi sehingga dapat meningkatkan produk menjadi lebih baik. Bahan penolong yang digunakan untuk memproduksi Tenda dan payung adalah kawat las yang berfungsi menyambung besi atau pipa.
3). Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan untuk meningkatkan mutu produk menjadi bernilai guna, namun bahan tersebut tidak ikut dalam proses prooduksi. Adapun bahan tambahan yang akan digunakan adalah :
1. Cat
Digunakan untuk mengecat rangka tenda dan payung supaya tampak lebih bersih dan meningkatkan nilai jual.
2. Kain penutup tenda dan payung
2.4.1. Uraian proses Produksi 1. Tenda Cafe
a. Proses pemotongan
Pipa yang merupakan bahan baku pembuatan tenda dipotong dengan spesifikasi sebagai berikut untuk tiang digunakan pipa dengan diameter 1 inch sebanyak 4 buah dengan ukuran 190 cm, untuk palang digunakan pipa ¾ inch sebanyak 4 buah dengan ukuran 94 cm dan untuk jari-jari digunakan pipa ¾ inch sebanyak 4 buah dengan ukuran 150 cm.
Kemudian plat strip sebanyak 4 buah yang telah dilubangi dengan bor. b. Proses Pengelasan
Untuk menyatukan bagian dari tiang, palang dan jari-jari maka dilakukan proses pengelasan.
c. Pengecatan
Setelah semua selesai maka dilakukan proses pengecatan. d. Pemasangan kain
Setelah selesai di cat maka semua komponen tadi dirakit dan kemudian dipasangkan kain penutup tenda yang telah diukur sebelumnya sesuai dengan ukuran tenda tyang dibuat.
2. Payung
a. Proses pemotongan
panjang sebanyak 8 buah dengan ukuran 125 cm dan untuk Jari-jari besi beton pendek sebanyak 8 buah dengan ukuran 60 cm serta ring payung dengan menggunakan pipa 1 ¼ inch serta plat strip sebanyak 24 buah. b. Proses Pengelasan
Untuk menyatukan bagian dari tiang, jari-jari dan plat strip maka dilakukan proses pengelasan.
c. Pengecatan
Setelah semua selesai maka dilakukan proses pengecatan. d. Pemasangan kain
Setelah selesai di cat maka semua komponen tadi dirakit dan kemudian dipasangkan kain penutup payung yang telah diukur sebelumnya sesuai dengan ukuran payung yang dibuat.
2.5. Mesin dan Peralatan
Adapun mesin dan peralatan yang digunakan pada industri pengelasan antara lain:
Tabel. 2.2. Mesin dan Peralatan yang Digunakan di Lantai Produksi
No Mesin dan Peralatan Jumlah Fungsi
1 Trafo las + kawat las 2 unit Untuk mengelas
2 Mesin bor duduk 1 unit Untuk melubangi plat ting dan plat strip. 3 Gerinda Potong 1 unit Untuk memotong pipa
4 Bor tangan 2 unit Untuk melubangi plat strip
5 Bais (penjepit) 1 unit Untuk membengkokkan besi beton 6 Martil 2 unit Melepaskan terak Las
BAB III
TINJAUAN PUSTAKA
3.1. Sejarah dan Perkembangan Ergonomi5
Pada zaman dahulu ketika masih hidup dalam lingkungan alam asli, kehidupan manusia sangat tergantung pada kegiatan tangannya. Alat-alat, perlengkapan-perlengkapan, atau rumah-rumah sederhana, dibuat hanya sekedar untuk mengurangi ganasnya alam pada saat itu.
Perubahan waktu, walaupun secara perlahan-lahan telah merubah manusia dari keadaan primitif/tradisional menjadi manusia yang berbudaya/modern. Manusia berusaha mengadaptasikan dirinya menurut situasi dan kondisi
lingkungannya. Hal ini terlihat pada perubahaan rancangan peralatan (teknologi) yang dipergunakan manusia untuk menaklukkan alam sekitarnya. Tujuan pokok manusia untuk selalu mengadakan perubahan rancangan peralatan yang dipakai adalah untuk memudahkan dan menyamankan operasi penggunanya.
Disiplin keilmuan baru lahir dan sangat berkembang sekitar pertengahan abad 19 sampai 20 yang berkaitan dengan perancangan peralatan dan fasilitas kerja yang dikenal dengan nama Ergonomi. Istilah untuk ilmu Ergonomi ini berbeda di setiap negara, seperti: “Arbeltwissenschaft” di Jerman, “Bioteknologi” di negara-negara Skandinavia, “Human Engineering”, “Human Factors Engineering” di negara-negara Amerika bagian utara. Namun pada dasarnya, Ergonomi ini berasal dari kata Yunani yaitu Ergo yang berarti kerja dan Nomos
5
yang berarti hukum. Dengan demikian Ergonomi merupakan suatu disiplin keilmuan yang sistematis untuk memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan manusia untuk merancang suatu sistem kerja sehingga dapat hidup dan bekerja dengan baik yang akhirnya akan mencapai tujuan yang diinginkan melalui pekerjaan itu, dengan efektif, aman dan nyaman (mendapatkan kepuasan kerja).
Nurmianto mendefinisikan istilah ergonomi sebagai studi tantang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen, dan desain/perancangan.6
Untuk bisa menerapkan ilmu Ergonomi ini, perlu informasi yang lengkap mengenai kemampuan manusia dengan segala keterbatasannya. Untuk mempelajari manusia, tentu tidak cukup ditinjau dari satu segi ilmu saja. diperlukan dukungan dari berbagai disiplin ilmu untuk mendapatkan informasi-informasi tersebut, antara lain psikologi, antropologi, faal kerja, biologi, sosiologi, perencanaan kerja, fisika, dan lain-lain. Masing-masing disiplin tersebut berfungsi sebagai pemberi informasi. Pada gilirannya, para perancang, dalam hal ini para ahli teknis bertugas untuk meramu masing-masing informasi di atas dan mengunakan sebagai pengetahuan untuk merancang fasilitas sedemikian rupa sehingga mencapai kegunaan yang optimal. Adapun usaha-usaha yang ditempuh untuk memperoleh informasi-informasi tersebut, antara lain7:
6
Nurminato, Eko.1998. “Ergonomi : Konsep Dasar dan Aplikasinya”. Surabaya : PT. Guna Widya
7
1. Penyelidikan tentang display
Yang dimaksud dengan display adalah bagian dari lingkungan yang mengkomunikasikan keadaannya langsung kepada manusia dalam bentuk lambang-lambang atau tanda-tanda. Contoh: Kalau kita ingin mengatahui berapa kecepatan motor yang sedang kita kemudikan, maka dengan melihat jarum speedometer, kita akan mengetahui keadaan lingkungan, dalam hal ini kecepatan motor.
Display terbagi atas 2 bagian : a) Display statis
Merupakan display yang memberikan informasi tanpa dipengaruhi oleh variable waktu seperti peta.
b) Display dinamis
Merupakan display yang dipengaruhi oleh variable waktu seperti speedometer. Yang akan menjadi persoalan bagi kita adalah display yang tidak
mengkomunikasikan keadaan secara langsung dan oleh karena itu kita perlu memikirkan bagaimana merancang suatu alat yang bisa menerjemahkan informasi sedemikian rupa sehingga dapat dengan mudah dimengerti manusia pekerjanya. Secara umum dapat dikatakan bahwa display menjadi penting apabila rangsangan tersebut tidak dapat dirasakan dengan cukup baik. Hal ini disebabkan oleh8 :
a) Terlalu kecil sehingga diperlukan alat-alat pembesar elektronik, optik atau alat-alat lain misalnya, bakteri dilihat melalui mikroskop.
8
b) Terlalu besar sehingga agar bisa ditangkap dengan indera perlu diperkecil misalnya, suatu daerah tanah yang luas digambarkan dengan suatu peta.
c) Bercampur dengan berbagai gangguan atau noise sehingga kita perlu menyaringnya atau memperbesarnya.
d) Ada diluar batas kemampuan manusia sehingga untuk mengetahuinya perlu dirubah kedalam bentuk energi lain yang kemudian dapat menunjukkan keadaan aslinya misalnya, dipancarkan melalui tv dan radio.
e) Perlu suatu pengamatan yang teliti sehingga manusia bisa membedakannya misalnya, mengenai temperatur, suara, berat dan lain-lain.
f) Perlu disimpan untuk suatu jangka waktu yang panjang misalnya, foto-foto dan tape recorder.
g) Rangsangan tersebut bisa diterima dengan lebih baik apabila diubah kedalam bentuk lain misalnya, peta untuk menggambarkan data-data kuantitatif atau sirene untuk menunjukkan tanda bahaya.
Agar display dapat menjalankan fungsinya dengan baik untuk menyajikan informasi-informasi yang diperlukan manusia dalam melaksanakan pekerjaannya, maka display harus dirancang dengan baik.
2. Penyelidikan mengenai hasil kerja manusia dan proses pengendaliannya Dalam hal ini diselidiki tentang aktivitas-aktivitas manusia pada saat bekerja dan kemudian mempelajari cara mengukur dari setiap aktivitas tersebut, dimana penyelidikan ini banyak berhubungan dengan biomekanik.
Penelitian ini mencakup mengukur kekuatan atau daya tahan fisik manusia ketika bekerja dan mempelajari bagaimana cara bekerja sehingga peralatan itu harus dirancang agar sesuai dengan kemampuan fisik manusia ketika melakukan aktivitas tersebut. Penelitian ini merupakan bagian dari biomekanik.
Tubuh manusia bisa dianggap sebagai suatu mesin dimana untuk melaksanakan kegiatannya dibatasi oleh serangkain hukum-hukum alam. Kemampuan manusia untuk melaksanakan macam-macam kegiatan tergantung pada struktur fisik dari tubuhnya yang terdiri dari struktur tulang, otot-otot rangka, sistem saraf dan proses metabolismenya.
Pengukuran kekuatan fisik manusia dalam rangka ini adalah mengukur berapa besarnya tenaga kerja yang dibutuhkan oleh seorang pekerja untuk melaksanakan pekerjaannya.
Secara umum kriteria pengukuran aktivitas manusia dapat dibagi dalam 2 kelas utama , yaitu :
a. Kriteria fisiologis
akan melibatkan beberapa fungsi fisiologis yang lain, seperti tekanan darah, peredaran udara dalam paru-paru, jumlah oksigen yang digunakan, jumlah karbon dioksida yang dihasilkan, temperatur badan dan lainnya.
b) Kriteria operasional
Kriteria ini melibatkan teknik-teknik untuk mengukur atau menggambarkan hasil-hasil yang bisa dilakukan tubuh atau anggota- anggota tubuh pada saat melaksanakan gerakan-gerakannya.
Secara umum gerakan yang bisa dilakukan tubuh atau anggota tubuh dapat dibagi dalam bentuk-bentuk range (rentang) gerakan, pengukuran aktivitas berdasarkan kekuatan, ketahanan, kecepatan dan ketelitian. Untuk mengukur aktivitas-aktivitas tersebut bisa digunakan bermacam-macam alat ukur seperti alat pengukur tegangan dan dinamometer.
3. Penyelidikan mengenai tempat kerja
Agar diperoleh tempat kerja yang baik, dalam arti kata sesuai dengan kemampuan dan keterbatasan manusia maka ukuran-ukuran dari tempat kerja tersebut harus sesuai dengan tubuh manusia. Hal-hal yang bersangkutan dengan dimensi tubuh manusia ini dipelajari dalam Antropometri.
Terdapat dua cara melakukan pengukuran yaitu : a. Antropometri statis
Antropometri statis berhubungan dengan pengukuran dimana keadaan dan ciri-ciri fisik manusia dalam keadaan/posisi diam atau dalam posisi yang dibakukan.
b) Antropometri dinamis
Pengukuran ini merupakan pengukuran dimana keadaan dan ciri-ciri fisik manusia dalam keadaan bergerak atau memperhatikan gerakan-gerakan yang mungkin terjadi saat pekerja tersebut melaksanakan pekerjaannya.
Data-data dari hasil pengukuran (data antropometri) yang dilakukan, maka hasilnya dapat dijadikan sebagai data untuk perancangan peralatan. Mengingat bahwa keadaan dan ciri fisik tersebut sangat dipengaruhi oleh banyak faktor serta berbeda satu sama lainnya maka terdapat tiga prinsip dalam pemakaian data tersebut yaitu :
a. Perancangan berdasarkan individu yang ekstrim
Prinsip ini digunakan apabila kita mengharapkan agar fasilitas yang dirancang tersebut dapat enak dipakai dan nyaman oleh sebagian besar orang-orang yang akan memakainya ( biasanya oleh 95 % pemakai )
b. Perancangan fasilitas yang bisa disesuaikan
c. Perancangan fasilitas berdasarkan harga rata-rata para pemakainya
Prinsip ini digunakan apabila perancangan berdasarkan harga ekstrim tidak bisa dilaksanakan dan tidak layak jika kita menggunakan prinsip perancangan fasilitas yang bisa disesuaikan.
4. Penyelidikan mengenai lingkungan fisik
Yang dimaksud dengan lingkungan fisik disini meliputi ruangan dan fasilitas-fasilitas yang biasa digunakan oleh manusia serta kondisi lingkungan kerja yang keduanya banyak mempengaruhi tingkah laku manusia.
Maksud dan tujuan dari disiplin Ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan-permasalahn interaksi manusia dengan teknologi dan produk-produknya. Sehingga dimungkinkan adanya suatu rancangan sistim manusia – mesin (teknologi) yang optimal.
Pendekatan khusus yang ada dalam disiplin Ergonomi adalah aplikasi yang sistematis dari segala informasi yang relevan yang berkaitan dengan karakteristik dari perilaku manusia dalam perancangan peralatan, fasilitas dasn lingkungan kerja yang dipakai.
Untuk analisis dan penelitian maka Ergonomi akan meliputi hal-hal yang barkaitan dengan :
a. Anatomi (struktur), fisiologi (bekerjanya) dan Antropomerti (ukuran) tubuh manusia
c. Kondisi-kondisi kerja yang dapat menciderai baik dalam waktu yang pendek maupun panjang ataupun membuat celaka manusia dan sebaliknya ialah kondisi-kondisi kerja yang dapat membuat nyaman kerja manusia.
Dengan memperhatikan hal-hal tersebut maka penelitian dan pengembangan Ergonomi akan memerlukan dukungan sebagai disiplin keilmuan seperti psikologi, antropologi, faal kerja dan anatomi dan teknologi.
3.1.1. Tipe-Tipe Masalah Ergonomi9
Masalah-masalah ergonomi dikategorikan ke dalam bermacam-macam grup, bergantung kepada wilayah spesifik dari efek tubuh seperti :
a) Antropometric
Antropometri berhubungan dengan konflik dimensional antara ruang geometri fungsional dengan tubuh manusia. Antropometri ini merupakan pengukuran dari dimensi tubuh secara linear, termasuk berat dan volume. Jarak jangkauan, tinggi mata saat duduk,dan lainnya. Masalah-masalah antropometri merupakan manifestasi dari kekurang-cocokannya antara dimensi ini dan desain dari ruang kerja. Pemecahannya adalah memodifikasi desain dan menyesuaikan kenyamanan.
b) Cognitive
Masalah cognitif muncul ketika informasi beban kerja yang berlebihan dan infomasi beban kerja di bawah kebutuhan proses. Keduanya dalam jangka waktu yang panjang maupun dalam jangka waktu pendek dapat menyebabkan
9
Pulat, B. Mustafa. 1992.”Fundamentals of Industria Ergonomics”. Oklahoma : AT & T Network Systems
ketegangan. Pada sisi lain fungsi ini tidak sepenuhnya berguna untuk pemeliharaan tingkat optimum. Pemecahannya adalah untuk melengkapkan fungsi manusia dengan fungsi mesin untuk meningkatkan performansi sebaik pengembangan pekerjaan.
c) Musculoskeletal
Ketegangan otot dan sistem kerangka termasuk dalam kategori ini. Hal tersebut dapat menyebabkan insiden kecil atau trauma efek kumulatif. Pemecahan masalah ini terletak pada penyediaan bantuan performansi kerja atau mendesain kembali pekerjaan untuk menjaga agar kebutuhannya sesuai dengan batas kemampuan manusia.
d) Cardiovaskular
Masalah ini terletak pada ketegangan pada sistem sirkulasi, termasuk jantung. Akibatnya adalah jantung memompakan lebih banyak darah ke otot untuk memenuhi tingginya permintaan oksigen. Pemecahannya yaitu mendesain kembali pekerjaan untuk melindungi pekerja dan melakukan rotasi pekerjaan. e) Psychomotor
3.1.2. Tujuan Ergonomi10
Secara umum tujuan dari penerapan ergonomi adalah :
a. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera dan penyakit akibat kerja, menurunkan bebaqn fisik dan mental, mengupayakan promosi dan kepuasan kerja.
b. Meningkatkan kesejahteraan social melalui peningkata kualitas kontak social, mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan jaminan social baik selama kurun waktu usia produktif maupun setelah tidak produktif.
c. Menciptakan keseimbangan rasional antara berbagai aspekyaitu aspek teknis, ekonomis, antropologis dan budaya dari setiap system kerja yang dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
3.1.3. Aplikasi Ergonomi
Penggunaan Ergonomi dapat diterapkan pada berbagai bidang kehidupan sehari-hari, contohnya adalah sebagai berikut :
1. Perancangan tempat/stasiun kerja yang sesuai dengan karakteristik dari manusia
2. Desain peralatan, perkakas dan mesin-mesin yang dipergunakan oleh manusia sebagai sarana untuk memudahkan segala aktivitasnya.
10
3. Desain produk-produk yang lebih memudahkan kegiatan, contohnya mobil yang dilengkapi dengan kursi yang mudah disetel dan disesuaikan dengan kondisi tubuh manusia yang bervariasi.
3.1.4. Peranan Ergonomi
Peranan Ergonomi dalam sistem kerja adalah untuk melindungi tenaga kerja dari pengaruh negatif akibat pemakaian peralatan atau mesin yang tidak serasi dengan gerakan kerja manusia (Atmosoeharjo, 1994). Dalam hal ini, ergonomi membuat peralatan sesuai dengan pengguna sehingga memungkinkan terjadinya sikap kerja yang alamiah pada tenaga kerja. Kondisi ini dapat mengurangi timbulnya penyakit akibat kerja dan bahaya kecelakaan. Suma’mur (1993) menyatakan dengan menerapkan prinsip ergonomi di tempat kerja dapat mengurangi beban kerja, yang artinya tenaga kerja dapat memaksimalkan sistem kerjanya. Dalam ergonomi dibutuhkan studi tentang sistem dimana manusia, fasilitas kerja dan lingkungannya saling berinteraksi dengan tujuan utama menyesuaikan suasana kerja dengan manusianya.
rancangannya tersebut. Secara umum, sekurang-kurangnya 90%-95% dari populasi yang menjadi target dalam kelompok pemakai produk haruslah mampu menggunakan dengan selayaknya.
3.2. Anthropometri
Istilah Anthropometri berasal dari kata “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Dengan demikian anthropometri memiliki arti telaah tentang ukuran tubuh manusia dan mengupayakan evaluasi untuk melaksanakan kegiatannya dengan mudah dan gerakan-gerakan yang sederhana. Anthropometri adalah satu kumpulan data numerik yang berubungan dengan karakteristik fisik ukuran tubuh manusia dan bentuk serta penerapan dari data tersebut untuk penangana masalah desain. Anthropometri merupakan bidang yang berhubungan dengan dimensi-dimensi tubuh manusia. Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan ukuran tubuhnya, karena dipengaruhi oleh berbagai faktor seperti umur, jenis kelamin, ras/suku dan jenis pekerjaan. Anthropometri sangat penting untuk diperhatikan terutama dalam pendesainan tempat kerja. Hal ini dikarenakan ukuran tubuh dan bentuk manusia yang mempunyai banyak varibilitas. Selain itu jenis kelamin, ras/suku dan jenis pekerjaan juga mempengaruhi dalam pendesaianan.
tahun 1980-an oleh International Standards Organization (ISO). Biomekanik dan antropometri merupakan dua cabang ilmu yang keduanya mempunyai sasaran penyelidikan yang sama, yaitu manusia. Hanya saja jika biomekanik memandang dari segi kemampuan manusia seperti kekuatan, daya tahan, kecepatan dan ketelitian maka antropometri memandang dari segi keadaan ciri-ciri fisiknya seperti dimensi linier, volume dan berat.
3.2.1. Anthropometri dan Aplikasinya Dalam Perancangan Fasilitas kerja11 Antrhropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia. Data Antrhropometri yang berhasi diperoleh akan diaplikasiokan secara luas antara lain dalam hal:
a. Perancangan areal kerja
b. Perancangan peralatan kerja seperti mesindan perkakas
c. Perancangan peralatan produk konsumtif seperti meja komputer d. Perancangan lingkungan kerja fisik.
3.2.2. Data Antrhopometri dan Cara Pengukurannya12
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi tubuhnya. Disini ada beberapa factor yang akan mempengaruhi ukuran tubuh
11
Sritomo, Ergonomi Studi Gerak dan waktu, (Surabaya,2004). Hal 60
12
Ibid). Hal 61
manusia, sehingga sudah semestinya seseorang perancang produk harus memperhatikan faktor tersebut yang antara lain adalah:
1. Umur
Ssecara umum dimensi tubuh manusia akan tumbuh dan bertambah besar seiring dengan bertambahnya umur.
2. Jenis Kelamin
Dimensi ukuran tubuh laki-laki umumnya lebih bessar dari pada wanita, terkecuali bagian tertentu seperti pinggul,dsb.
3. Suku/Bangsa
Setia suku bangsa memiliki karakteristik fisik yang berbeda satu dengan yang lainnya.
4. Posisi tubuh
Sikap atau posisi tubuh akan berpengaruh terhadap ukuran tubuh. Posisi tubuh standar harus diterapkan untuk survey pengukuran. Dalam kaitan dengan posisi tubuh dikenal 2 cara pengukuran yaitu:
a. Pengukuran dimensi struktur tubuh b. Pengukuran dimensi fungsional tubuh
Berdasarkan perbedaan pada tubuh manusia secara global maka dikenal tiga prinsip dalam perancangan, pengukuran dan perbaikan sistem kerja, yaitu13 :
1. Perancangan berdasarkan individu ekstrim
13
Sutalaksana. Teknik Tata Cara Kerja, (Bandung1979). Hal 80
Prinsip ini digunakan apabila kita mengharapkan agar fasilitas yang dirancang tersebut dapat dipakai dengan enak dan nyaman oleh sebagian besar orang-orang yang memakainya (biasanya minimal 95 % pemakai). 2. Perancangan fasilitas yang disesuaikan
Prinsip ini digunakan untuk merancang suatu fasilitas agar fasilitas tersebut bisa dipakai atau bisa menampung dengan enak dan nyaman oleh semua orang yang mungkin memerlukannya.
3. Perancangan fasilitas berdasarkan harga rata-rata para pemakainya
Prinsip ini digunakan apabila perancangan berdasarkan harga ekstrim tidak mungkin dilaksanakan dan jika menggunakan prinsip perancangan fasilitas bisa disesuaikan dianggap tidak layak.
Lingkungan fisik juga dapat mempengaruhi para pekerja baik secara langsung maupun tidak langsung. Lingkungan fisik adalah semua keadaan yang terdapat disekitar tempat kerja.
Secara umum lingkungan fisik terbagi dalam dua kategori, yaitu :
a) Lingkungan yang langsung berhubungan dengan pekerja tersebut. Contoh: stasiun kerja, kursi, meja dan sebagainya.
b) Lingkungan perantara atau lingkungan umum. Contoh: temperatur, kelembaban, sirkulasi udara, pencahayaan, kebisingan, getaran mekanis, bau-bauan, warna, dan lain-lain.
mengenai sifat dan lingkungan yang langsung berhubungan dengan pekerjaan, kita perlu mempelajari antropometri.
Antropometri adalah ilmu yang menyelidiki manusia dari segi keadaan dan ciri-ciri fisiknya seperi dimensi linier, volume dan berat. Antropometri terbagi atas dua cara pengukuran yaitu:
1. Antropometri statis
Antropometri statis berhubungan dengan pengukuran keadaan dan ciri fisik manusia dalam keadaan diam. Dimensi yang diukur diambil secara linier dan dilakukan pada permukaan tubuh. Agar hasil pengukuran representatif, maka pengukuran harus dilakukan dengan metode tertentu terhadap berbagai individu dan tubuh harus dalam keadaan diam.
Terdapat beberapa faktor yang mempengaruhi dimensi tubuh manusia diantaranya :
a. Umur
b. Jenis kelamin c. Suku bangsa d. Pekerjaan
2. Antropometri dinamis
a. Pengukuran tingkat keterampilan sebagai pendekatan untuk mengerti keadaan mekanis dari suatu aktivitas
b. Pengukuran jangkauan ruangan yang dibutuhkan saat kerja c. Pengukuran variabilitas kerja
Pengukuran Antropometri bertujuan untuk mengetahui bentuk dimensi tubuh manusia, agar peralatan yang dirancang lebih sesuai dan dapat memberikan rasa nyaman serta menyenangkan.
Bila kita akan mengukur tingkat kenyamanan suatu kursi, maka untuk menentukan terjadinya sensasi, terdapat 9 titik terpenting pertemuan antara badan dengan kursi yang menentukan kenyamanan yaitu:
a. Daun pundak (bagian yang paling menonjol dari tulang belikat) b. Dasar pundak
c. Daerah punggung yang melengkung d. Daerah lengkungan pinggang
e. Pantat
f. Pantat paling bawah g. Pangkal paha h. Pertengahan paha i. Ujung paha
rancangannya tersebut. Dalam hal ini, harus ada semacam target, misalnya sedikitnya 90 sampai 95 % dari populasi harus dapat menggunakan hasil desainnya tersebut.
Hal ini sangat diharapkan di banyak situasi dan kondisi di mana mesin atau peralatan yang dioperasikan membutuhkan human interchangeability, di mana hal tersebut dapat dicapai dengan membuat rancangan yang dapat disesuaikan (adjustable design). Contoh kasus adalah pada kursi mobil untuk pengemudi, di mana kursi seharusnya dapat disesuaikan di berbagai variasi gerakan dan kedudukan pada waktu mengemudi supaya si pengemudi merasa nyaman. Orang yang bertubuh pendek mungkin tidak akan bisa menjangkau kontrol yang dilakukan dengan kaki, yaitu pedal gas, pedal rem dan pedal klos tanpa kursi yang bisa disesuaikan dengan cara digerakkan maju/mundur.
Selain itu, penyesuaian juga mutlak diperlukan jika merancang sesuatu yang akan digunakan oleh populasi yang luas, misalnya untuk produk-produk yang diekspor, dimana pemakai adalah populasi di seluruh dunia yang berbeda-beda dimensi dan ukuran tubuhnya.
Secara garis besar pedoman pengukuran pada data antropometri antara lain, yaitu : 1. Posisi duduk samping
b) Tinggi Bahu Duduk (TDT), cara pengukuran yaitu mengukur jarak vertikal dari permukaan alas duduk samping ujung tulang bahu yang menonjol pada saat subjek duduk tegak.
c) Tinggi Mata Duduk (TMD), csrs pengukuran yaitu mengukur jarak vertikal dari permukaan alas duduk samping ujung mata bagian dalam. Subjek duduk tagak dan memandang lurus ke depan.
d) Tinggi Siku Duduk (TSD), cara pengukuran yaitu mengukur jarak vertikal dari permukaan alas duduk samping ujung bawah siku kanan. Subjek duduk tegak dengan lengan atas vertikal di sisi badan dan lengan bawah membentuk sudut siku-siku dengan lengan bawah.
e) Tebal Paha (TP), cara pengukuran yaitu mengukur sybjek duduk tegak, ukur jarak dari permukaan alas duduk samping ke permukaan atas paha. f) Tinggi Popliteal (TPO), cara pengukuran yaitu mengukur jarak vertikal
dari lantai sampai bagian bawah paha.
g) Pantat Popliteal (PP), cara pengukuran yaitu mengukur subjek duduk tegak dan ukur jarak horizontal dari bagian terluar pantat sampai lekukan lutut sebelah dalam (popliteal). Paha dan kaki bagian bawah membentuk sudut siku-siku.
2. Posisi berdiri.
a) Tinggi Siku Berdiri (TSB), cara pengukuran yaitu mengukur jarak vertikal dari lantai ke titik pertemuan antara lengan atas dan lengan bawah. Subjek berdiri tegak dengan kedua tangan tergantung secara wajar.
b) Panjang Lengan Bawah (PLB), cara pengukuran yaitu mengukur subjek berdiri tegak dan tangan di samping, ukur jarak dari siku sampai pergelangan tangan.
c) Tinggi Mata Berdiri (TMB), cara pengukuran yaitu mengukur jarak vertikal dari lantai sampai ujung mata bagian dalam (dekat pangkal hidung). Subjek berdiri tegak dan memandang lurus ke depan.
d) Tinggi Badan Tegak (TBT), cara pengukuran yaitu mengukur jarak vertikal telapak kaki sampai ujung kepala yang paling atas, sementara subjek berdiri tegak dengan mata memandang lurus ke depan.
e) Tinggi Bahu Berdiri (TBB), cara pengukuran yaitu mengukur jarak vertikal dari lantai sampai bahu yang menonjol pada saat subjek berdiri tegak.
f) Tebal Badan (TB), cara pengukuran yaitu mengukur berdiri tegak dan ukur jarak dari dada (bagian ulu hati) sampai punggung secara horisontal. 3 Posisi berdiri dengan tangan ke depan
a) Jangkauan Tangan (JT), cara pengukuran
4 Posisi duduk menghadap ke depan.
a) Lebar Pinggul (LP), cara pengukuran yaitu mengukur subjek duduk tegak dan ukur jarakhorisontal dari bagaian terluar pinggul sisi kiri samping bagian terluar pinggul sisi kanan.
b) Lebar Bahu (LB), cara pengukuran yaitu
mengukur jarak horisontal antara kedua lengan atas dan subjek duduk tegak dengan lengan atas merapat ke badan dan lengan bawah direntangkan ke depan.
5. Posisi berdiri dengan kedua tangan direntangkan.
a) Rentangan Tangan (RT), cara pengukuran yaitu mengukur jarak horisontal dari ujung jari terpanjang tangan kiri samping ujung jari terpanjang tangan kanan. Subjek berdiri tegak dan kedua tangan direntangkan horisontal ke samping sejauh mungkin.
6. Pengukuran jari tangan
a) Panjang jari 1,2,3,4, dan 5 (PJ-12345), cara pengukuran yaitu mengukur masing-masing pangkal ruas jari sampai ujung jari.
b) Pangkal ke lengan (PPT), cara pngukuran yaitu mengukr pangkal perglangan tngan sampai pangkal ruas jari. Lengan bawah sampai telapak tangan subjek lurus.
d) Lebar tangan (LT), cara pengukuran yaitu mengukur sisi luar ibu jari sampai sisi luar jari kelingking.
3.2.3. Teknik Pengukuran
Media sederhana yang digunakan untuk keperluan mengukur bentuk dan ukuran tubuh manusia antara lain meliputi :
1. Spreading and sliding calipers, digunakan untuk mengukur dalam jarak yang pendek misalnya untuk mengukur tebal badan.
2. Antropometer berupa tongkat meteran dengan dua palang dimana palang yang satu posisinya tetap sementara palang yang lain bisa digerakkan. 3. Tapes, untuk mengukur dalam arah melingkar atau keliling.
3.3. Pengolahan Data Anthropometri
Data mentah yang sudah didapatkan diuji terlebih dahulu dengan menggunakan metode statistik sederhana yaitu uji keseragaman data, uji kecukupan data, dan uji kenormalan data. Hal tersebut dilakukan agar data yang diperoleh bersifat representatif, artinya data tersebut dapat mewakili populasi yang diharapkan.
1. Uji Keseragaman Data
a. Membagi data ke dalam suatu sub grup (kelas). Penentuan jumlah sub grup dapat ditentukan dengan menggunakan rumus:
k = 1 + 3.3 log N Dimana N = jumlah data.
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
Dimana k = jumlah subgrup yang terbentuk i
X = harga rata-rata dari subgrup ke-i c. Menghitung standar deviasi (SD), dengan:
Untuk sampel :
1 )
( 2
n X Xi
Untuk populasi :
N X X
s
i 2
) (
dimana:
N = jumlah data amatan pendahuluan yang telah dilakukan. Xi = data amatan yang didapat dari hasil pengukuran ke-i
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup dengan rumus:
e. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan rumus:
2. Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data anthropometri yang telah diperoleh dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh: a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil pengukuran terhadap nilai yang sebenarnya.
b. Tingkat Keyakinan (dalam persen), yaitu besarnya keyakinan/besarnya probabilitas bahwa data yang kita dapatkan terletak dalam tingkat ketelitian yang telah ditentukan.
Rumus uji Kecukupan data :
Keterangan:
N’ = jumlah pengukuran yang seharusnya dilakukan N = jumlah pengukuran yang sudah dilakukan Jika N’ < N, maka data pengamatan cukup
Nilai K untuk tingkat kepercayaan tertentu ditunjukkan pada Tabel 3.1.
Tabel 3.1. Tingkat Kepercayaan Tingkat kepercayaan Nilai K
1 68 % < (1 - α) ≤ 95 % 2 95 % < (1 - α) ≤ 99 % 3
Nilai S untuk tingkat ketelitian tertentu ditunjukkan pada Tabel 3.2.14 Tabel 3.2. Tingkat Ketelitian
Tingkat Ketelitian Nilai S
5 % 0.05
10 % 0.1
3. Uji Kenormalan Data dengan Kolmogorov - Smirnov Test
Uji ini bertujuan untuk mengetahui apakah data yang diperoleh telah memenuhi distribusi normal atau dapat didekati oleh distribusi normal.
Alat uji yang digunakan disebut dengan uji Kolmogorov-Smirnov (uji K-S). Tahapan yang harus dilakukan dalam uji K-S ini adalah sebagai berikut:
a) Klik menu Statistic, pilih nonparametric tests, pilih dan klik 1-sample K-S. b) Dalam kotak Test Variable List isikan dengan variabel yang akan dites normalitasnya, terutama variabel independent.
14
[image:60.595.221.402.389.480.2]c) DalambTest Distribution pilih normal, kemudian klik OK , sehingga akan dihasilkan outputnya.
Ukuran yang digunakan untuk menerima atau menolak hipotesis nol (Ho) yaitu nilai Asymp. Sig.(2-tailed). Kriteria yang digunakan yaitu Ho diterima apabila nilai Asymp. Sig.(2-tailed) > dari tingkat alpha yang ditetapkan (5%), karenanya dapat dinyatakan bahwa data berasal dari populasi yang berdistribusi normal.15 Persentil
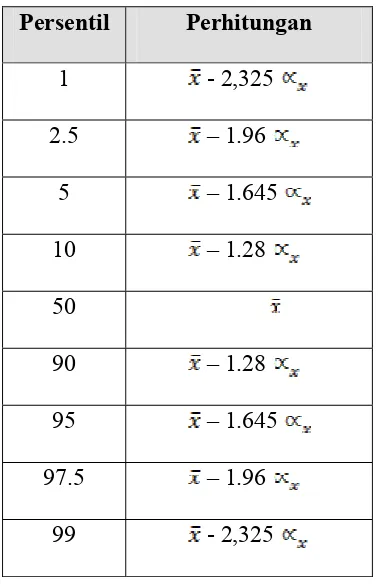
Persentil adalah suatu nilai yang menyatakan bahwa persentase tertentu dari kelompok orang yang dimensinya lebih tinggi, sama dengan, atau lebih rendah dari nilai tersebut (Nurmianto, 2004). Data anthropometri diperlukan agar rancangan suatu produk dapat sesuai dengan orang yang akan memakainya. Akan timbul masalah ketika lebih banyak produk yang harus dibuat untuk digunakan oleh banyak orang. Masalah yang timbul adalah menentukan ukuran yang dipakai sebagai acuan untuk mewakili populasi mengingat ukuran individual bervariasi. Permasalahan adanya variasi ukuran dapat diatasi dengan merancang suatu produk yang mempunyai fleksibilitas dan sifat adjustable dengan rentang ukuran tertentu. Solusinya adalah penetapan persentil berdasarkan tabel probabilitas distribusi normal. Persentil adalah suatu nilai yang menunjukkan persentase tertentu dari orang yang mempunyai ukuran pada nilai tersebut. Sebagai contoh persentil ke-95 menunjukkan 95% populasi berada pada ukuran tersebut.
Pemakaian nilai-nilai persentil yang umum digunakan dalam perhitungan data anthropometri dapat dilihat pada Tabel 3.3.
15
Tabel 3.3. Macam Persentil dan Cara Perhitungan dalam Distribusi Normal Persentil Perhitungan
1 - 2,325
2.5 – 1.96
5 – 1.645
10 – 1.28
50
90 – 1.28
95 – 1.645
97.5 – 1.96
99 - 2,325
Perhitungan di atas berdasar pada distribusi normal. Di dalam statistik distribusi tersebut dibentuk berdasar harga rata-rata dan standar deviasi dari data yang diolah. Nilai persentil kemudian didapat sesuai dengan tabel probabilitas distribusi normal. Contoh distribusi normal ditunjukkan pada Gambar 3.1.16
16
Gambar 3.1. Distribusi Normal dengan data anthropometri 95-th persentil 3.4. Uji Normal Dengan Kolmogorov - Smirnov Test
Sebuah alternatif penting untuk menguji kesesuaian distribusi adalah metode yang ditemukan oleh dua matematikawan Rusia: Kolmogorof dan Smirnov pada akhir dekade 1930. Dengan uji Kolmogorof dan Smirnov dapat diperiksa apakah distribusi nilai-nilai sampel yang teramati sesuai dengan distribusi teoritis tertentu. Uji Kolmogorof – Smirnov beranggapan bahwa distribusi variabel yang sedang diuji bersifat kontinue dan sampel di ambil dari populasi secara acak dan sederhana. Dengan demikian uji ini hanya dapat digunakan, bila variabel diukur paling sedikit dalam skala ordinal.
Uji kesesuaian Kolmogorof - Smirnov dapat diterapkan pada dua keadaan: 1. menguji apakah suatu sampel mengikuti suatu bentuk distribusi populasi
teoritis.
2. menguji apakah dua buah sampel berasal dari dua populasi yang identik. Prinsip dari uji Kolmogorof – Smirnov ialah menghitung selisih absolut antara fungsi distribusi frekuensi kumulatif sampel [disebut Fs (x)] dan fungsi
distribusi frekuensi kumulatif teoritis [disebut Ft (x)] pada masing-masing interval
kelas.
Ho : F(x) = Ft (x) untuk semua x dari - sampai +
Hi : F(x) Ft (x) untuk paling sedikit sebuah x
Dengan F(x) ialah fungsi distribusi frekuensi kumulatif populasi pengamatan.
Statistik uji Kolmogorof – Smirnov merupakan selisih absolut terbesar antara Fs(x)
dari Ft(x), yang kita sebut deviasi maksimum D. Statistik D ditulis sebagsi berikut:
D = Fs(x) - Ft (x) maks i = 1,2,…,n.
Niali D kemudian dibandingkan dengan nilai kritis pada tabel distribusi pencuplukan (Tabel D), pada ukuran sampel n dan tingkat kemaknaan . Ho ditolak bila niali teramati maksimum D lebih besar atau sama dengan nilai kritis D maksimum. Dengan penolakan Ho berarti nilai distribusi teramati dan distribusi teoritis berbeda secara bermakna. Sebaliknya dengan tidak menolak Ho berarti tidak terdapat perbedaan bermakna antara distribusi teramati dengan distribusi teoriyis. Perbedaan-perbedaan yang tampak hanya disebabkan variasi pencuplikan (sampling variation).
Langkah – langkah prinsip uji Kolmogorov–Smirnov ialah sebagai berikut: 1. Susun frekuensi-frekuensi dari tiap nilai teramati, terutama berurutan dari nilai
terkecil sampai nilai terbesar.
2. susun frekuensi kumulatif dari nilai – nilai teramati itu
3. Konversikan frekuensi kumulatif itu ke dalam probabilitas, yaitu kedalam fungsi distribusi frekuensi kumulatif [Ft (x) ]. Sekali lagi ingat bahwa,
4. Hitung nilai z untuk masing – masing nilai teramati di atas dengan rumus
x x
z i
Dengan mengacu kepada tabel distribusi normal baku (Tabel Ba) carilah probabilitas (luas area) kumulatif untuk setiap nilai teramati. Hasilnya apa yang kita sebut Ft (xi).
5. Susun Fs(x) berdampingan dengan Ft(x). Hitung selisih absolut antara Fs(xi)
dan Ft(xi) pada masing – masing nilai teramati.
6. Statistik uji Kolmogorov–Smirnov ialah selisih absolut terbesar antar Fs(xi)
dan Ft(xi) yang juga disebut deviasi maksimum, ditulis sebagai berikut:
D = Fs
Xi Ft Xi maksi = 1, 2, 3, …, N.7. Dengan mengacu kepada distribusi pencuplikan kita bisa mengetahui apakah perbedaan sebesar itu (yaitu nilai D maksimum teramati) terjadi hanya kerena kebetulan. Dengan mengacu kepada tabel D, kita lihat berapa probabilitas (dua sisi) kejadian untuk menemukan nilai-nilai teramati sebesar D, bila Ho benar.
Jika probabilitas itu sama atau lebih kecil dari , maka Ho ditolak.
Terdapat beberapa keuntungan dan kerugian relatif uji kesesuaian Kolmogorov Smirnov dibandingkan dengan uji kesesuaian Khi Kuadrat, yaitu: 1. Data dalam uji Kolmogorov–Smirnov tidak perlu dilakukan kategorisasi.
Dengan demikian semua informasi hasil pengamatan terpakai.
3. Uji Kolmogorov – Smirnov tidak bisa dipakai untuk memperkirakan parameter populasi. Sebaliknya uji Kai Kuadrat bisa digunakan untuk memperkirakan parameter populasi, dengan cara mengurangi derajat bebas sebanyak parameter yang diperkirakan teoritis bersifat kontinue.
3.5. Nordic Body Map
Kelelahan maupun ketidaknyamanan akibat pekerjaan yang berulang-ulang sering terjadi di tempat kerja. Hal –hal yang menyebabkan terjadinya resiko tersebut adalah:
1. Static Positions (posisi yang tetap) 2. Body Movements (pergerakan tubuh)
3. Handling – Lifting (pengangkatan dan penanganan benda)
4. Pushing/Pulling and Carrying Loads (pekerjaan menarik, mendorong, dan mengangkat beban)
5. Use of a Localised force (penggunaan gaya setempat) 6. Repeated Efforts (usaha yang berulang – ulang)
7. Energy Expenditure (pengeluaran energi yang berlebihan)
Untuk mengatasi mesalah tersebut ada beberapa langkah yang dapat diterapkan dalam upaya penilaian dan pengendalian teerhadap resiko kelelahan otot serta ketidaknyamanan pada proses kerja.
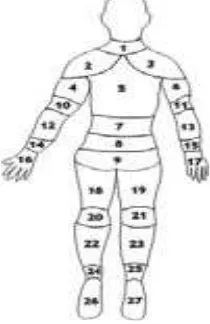
Adapun gambar nordic body map dapat kita lihat pada Gambar 3.2.
Gambar 3.2. Nordic Body Map Keterangan Gambar:
1 Sakit/kaku di leher bagian bawah
2 Sakit di bahu kiri
3 Sakit di bahu kanan
4 Sakit pada lengan atas kiri
5 Sakit di punggung
6 Sakit pada lengan atas kanan
7 Sakit pada pinggang
8 Sakit pada panggul
9 Sakit pada pantat
10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah kanan
15 Sakit pada pergelangan tangan kanan
16 Sakit pada jari-jari tangan kiri
17 Sakit pada jari-jari tangan kanan
18 Sakit pada paha kiri
19 Sakit pada paha kanan
20 Sakit pada lutut kiri
21 Sakit pada lutut kanan
22 Sakit pada betis kiri
23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri
25 Sakit pada pergelangan kaki kanan
26 Sakit pada jari kaki kiri
27 Sakit pada jari kaki kanan
3.6. Pengertian Quality Function Deployment (QFD)
Quality Function Deployment (QFD) didefinisikan sebagai suatu proses atau mekanisme untuk menentukan kebutuhan pelanggan dan menerjemahkan kebutuhan-kebutuhan itu kedalam karakteristik teknis, sehingga masing-masing area fungsional dan level organisasi dapat mengerti dan melakukan perbaikan untuk mencapai tujuan.
Disamping itu, penerapan metodologi QFD mampu menjamin bahwa informasi tentang kebutuhan dan keinginan pelanggan yang diperoleh pada tahap awal proses perencanaan diterapkan pada seluruh tahapan siklus hidup produk atau jasa.
Penggunaan QFD pada proses perancangan produk memeliki beberapa keunggulan yang akan mempermudah pihak perusahaan dalam memperoleh keunggulan kompetitif proses penciptaan karaktersitik dan atribut kualitas yang mampu meningkatkan kepuasan pelanggan. Disamping itu, QFD juga mampu mengidentifikasikan kebutuhan dan keinginan konsumen, serta menjamin bahwa informasi tersebut akan diterapkan pada seluruh tahapan pengembangan produk, mulai dari tahap konsep desain, perencanaan komponen, perencanaan proses dan produksi, sampai produk yang bersangkutan dipasarkan.
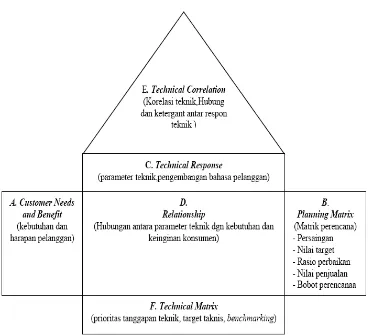
3.7. Struktur QFD
Gambar 3.3. House of Quality
Tabel 3.4. Langkah Perancangan Produk dengan Metode Rasional
No Langkah Perancangan
Metode yang
Sesuai Tujuan dari Metode
1 Karifikasi Tujuan Pohon Tujuan Mengklarifikasi tujuan dan sub tujuan perancangan, serta hubungan satu sama lain 2 Penetapan Fungsi Analisis
Fungsional
Menetapkan fungsi-fungsi yang diperlukan dan batas-batas sistem rancangan produk yang baru
3 Penetapan Spesifikasi
Performance Specification
Membuat spesifikasi kinerja yang akurat dari suatu solusi rancangan yang diperlukan 4 Penentuan
Karakteristik QFD
Menetapkan target apa yang akan dicapai oleh karakteristik teknis produk sehingga dapat memuaskan kebutuhan-kebutuhan konsumen
5 Pembangkitan Alternatif
Morphological Chart
Membangkitkan solusi-solusi rancangan alternatif
6 Evaluasi Alternatif
Weighted Objectives
Membandingkan nilai-nilai untilitas dari berbagai usulan alternatif berdasarkan kinerjanya terhadap tujuan yang terbobot. 7 Pengembangan
Rancangan
Value Engineering
Meningkatkan atau mempertahankannilai produk bagi para pembeli sementara
mengurangi biaya bagi pembuat (produsen)
3.8 Teori Pengambilan Sampel 3.8.1. Populasi
Suatu kelompok objek yang berkembang terus (melakukan proses sebagai akibat kehidupan atau suatu proses kejadian) adalah populasi infinitif. Misalnya penduduk suatu negara adalah populasi yang infinit karena setiap waktu terus berubah jumlahnya. Apabila penduduk tersebut dibatasi dalam waktu dan tempat, maka populasi yang infinit bisa berubah menjadi populasi yang finit. Umumnya populasi yang infinit hanyalah teori saja, sedangkan kenyataan dalam prakteknya, semua benda hidup dianggap populasi yang finit. Bila dinyatakan bahwa 60% penduduk Indonesia adalah petani, ini berati bahwa setiap 100 orang penduduk Indonesia, 60 orang adalah petani. Hasil pengukuran atau karakteristik dari populasi disebut parameter yaitu untuk harga-harga rata-rata hitung (mean) dan σ untuk simpangan baku (standard deviasi). Jadi populasi yang diteliti harus didefenisikan dengan jelas, termasuk didalamnya ciri-ciri dimensi waktu dan tempat.
3.8.2. Sampel
Sampel adalah bagian dari populasi yang menjadi objek penelitian (sampel sendiri secara harafiah berarti contoh). Hasil pengukuran atau karakteristik dari sampel disebut statistik yaitu X untuk harga rata-rata hitung dan S atau SD untuk simpangan baku. Alasan perlunya pengambilan sampel adalah sebagai berikut : 1. Keterbatasan waktu, tenaga dan biaya.
2. Lebih cepat dan lebih mudah.
Pengambilan sampel kadang-kadang merupakan satu-satunya jalan yang harus dipilih, (tidak mungkin untuk mempelajari seluruh populasi) misalnya: 1. Meneliti air sungai.
2. Mencicipi rasa makanan didapur.
3. Mencicipi buah rambutan yang hendak dibeli.
Secara umum, sampel yang baik adalah yang dapat mewakili sebanyak mungkin karakteristik populasi. Dalam bahasa pengukuran, artinya sampel harus valid, yaitu bisa mengukur sesuatu yang seharusnya diukur. Kalau yang ingin diukur adalah masyarakat Sunda sedangkan yang dijadikan sampel adalah hanya orang Banten saja, maka sampel tersebut tidak valid, karena tidak mengukur sesuatu yang seharusnya diukur (orang Sunda). Sampel yang valid ditentukan oleh dua pertimbangan:
1. Akurasi atau ketepatan yaitu tingkat ketidakadaan bias (kekeliruan) dalam sample. Dengan kata lain makin sedikit tingkat kekeliruan yang ada dalam sampel, makin akurat sampel tersebut. Tolok ukur adanya bias atau kekeliruan adalah populasi.
2. Presisi. Kriteria kedua sampel yang baik adalah memiliki tingkat presisi estimasi. Presisi mengacu pada persoalan sedekat mana estimasi kita dengan karakteristik populasi.
3.8.3. Teknik-teknik Pengambilan Sampel17
Secara umum, ada dua jenis teknik pengambilan sampel yaitu:
17
1. Random Sampling (Sampel Acak)
Yang dimaksud dengan random sampling adalah cara pengambilan sampel yang memberikan kesempatan yang sama untuk diambil kepada setiap elemen populasi. Artinya jika elemen populasinya ada 100 dan yang akan dijadikan sampel adalah 25, maka setiap elemen tersebut mempunyai kemungkinan 25/100 untuk bisa dipilih menjadi sampel.
Proses pengambilan sampel dilakukan dengan memberi kesempatan yang sama pada setiap anggota populasi untuk menjadi anggota sampel. Jadi di sini proses memilih sejumlah sampel n dari populasi N yang dilakukan secara random. Jenis-jenis teknik Random Sampling:
a. Simple Random Sampling ( Sampel Acak Sederhana )