ISSN 1978-0176
PEMBUATAN INTI ELEMEN BAKAR DAN PELAT ELEMEN
BAKAR U-7MO/AL-SI DENGAN TINGKAT MUAT 3,6 G U/CM
3Boybul, Susworo, dan Supardjo
Pusat Teknologi Bahan Bakar Nuklir – Badan Tenaga Nuklir Nasional Kawasan PUSPIPTEK Serpong, Gd. 20
Email untuk korespondensi : [email protected]
ABSTRAK
PEMBUATAN INTI ELEMEN BAKAR DAN PELAT ELEMEN BAKAR U-7Mo/Al-Si DENGAN TINGKAT MUAT 3,6 g U/cm3. Telah dilakukan pembuatan inti elemen bakar dan pelat elemen bakar mini U-7Mo/Al-Si. Tujuan dilakukan percobaan pembuatan inti elemen bakar dan pelat elemen bakar mini adalah untuk memperoleh kemampuan dan pengalaman dalam membuat IEB dan PEB U-7Mo/Al-Si dengan tingkat muat 3,6 gU/cc. Pembuatan IEB dilakukan dengan mencampur serbuk U-7Mo dengan serbuk matriks Al dan Si dengan perbandingan sesuai dengan perhitungan tingkat muat uranium 3,6 gU/cc, dicampur, dihomogenisasi, dan dibentuk menjadi inti elemen bakar dengan pengepresan pada tekanan 15 bar. IEB dimasukkan ke dalam pigura dari paduan AlMgSi1 yang tebalnya 3,15±0,05 mm, kemudian ditutup kedua sisinya dengan dua pelat tutup paduan AlMgSi1 dengan tebal masing-nasing 2,67±0,05 mm. Kemudian dilas TIG (Tungsten Inert Gas) di beberapa titik pada keempat sisi untuk membentuk paket rol. Paket rol kemudian diubah menjadi pelat elemen bakar U-7Mo/Al-Si dengan pengerolan panas pada suhu 425 oC sampai tebal pelat 1,65 mm dan dilanjutkan dengan perolan dingin sehingga dicapai ketebalan pelat 1,40 mm. Hasil pengujian menunjukkan bahwa inti elemen bakar U-7Mo/Al-Si tingkat muat uranium 3,6 gU/cc hasil pengepresan mempunyai ketebalan rata-rata 3,00 mm, tidak terdapat cacat atau retak, dan diperoleh distribusi uranium homogen. Hasil pengujian pelat elemen bakar menunjukkan distribusi uranium di dalam meat cukup homogen, tidak terdapat blister, dan tidak cacat pada permukaan pelat. Tebal kelongsong pelat pada sisi dekat, tengah, dan sisi jauh bagian atas dan bawah berturut-turut 0,425 mm dan 0,424 mm, 0,431 mm dan 0,468 mm, 0,444 mm dan 0,442 mm, dan tebal minimum berturut-turut sebesar 0,314 mm, 0,316 mm, 0,300 mm. Tebal kelongsong minimum PEB yang dihasilkan memenuhi syarat karena masih berada diatas batas minimum tebal kelongsong yang diizinkan dalam spesifikasi untuk bahan bakar tipe pelat yaitu sebesar 0,25 mm.
Kata kunci: Inti elemen bakar dan pelat elemen bakar U-7Mo/Al-Si
ABSTRACT
THE MANUFACTURE OF U-7Mo/Al-Si FUEL CORE AND FUEL PLATE AT THE FUEL DENSITY OF 3.6 g U/cm3. Mini fuel cores and fuel plates using U-7Mo compound and Al-Si as the matrix have been fabricated. The fuel cores having fuel density of 3.6 gU/cc composed of the U-7Mo alloy and Al metal powders as the matrix were fabricated by homogenizing and followed by pressing the mixture in a press machine at an operating pressure of 15 bars. The fuel core obtained was then inserted in a frame having thickness of 3.15±0,05 mm and covered the both surfaces by cover plates having thickness of 2.67±0,05 mm to form a sandwich. The sandwich was welded at the side parts in a TIG welding machine. The sandwich was hot rolled at a temperature of 425 oC for several times until the final thickness of the sandwich reduced to about 1.65 mm and it was called a fuel plate. The fuel plate is then cool rolled until the final thickness is 1.40 mm. The average thickness of fuel core yielded by pressing was 3.00 mm wihtout any damage, cracks, and the uranium was distributed homogeneously in core.The examination results on the fuel plate could be reported that there was no blisters, homogeneous distribution of uranium, and no defects. The minimum thickness of the fuel plate measured at the three different points were 0.314, 0.316, and 0.300 mm. The thickness of the cover sides plate were measured higher than the minimum requirement, > 0.25 mm.
PENDAHULUAN
Bahan bakar nuklir dispersi seperti paduan U-Mo dengan kandungan Mo antara 7 ~ 10% berat memiliki prospek yang sangat baik karena paduan U-Mo memiliki rentang fasa γ relatif luas, berdensitas tinggi dan mempunyai tingkat muat uranium sampai dengan 9 g U/cm3 (tergantung kadar Mo), tahan korosi, tampang lintang serapan netron yang rendah, dan proses olah ulang lebih mudah dibandingkan bahan bakar U3Si2-Al
[Sardjono, 2011]. Bahan bakar serbuk U-7Mo memiliki berat jenis sekitar 16,00 g/cc. Berat jenis U-7Mo tersebut lebih tinggi dibandingkan dengan berat jenis paduan uranium silisida atau uranium oksida yang telah lama digunakan sebagai bahan bakar untuk reaktor riset seperti U3Si2 dan U3O8,
yang masing-masing mempunyai berat jenis sebesar 12,2 g/cc dan 8,4 g/cc.[Supardjo, 2011]
Bahan bakar dispersi U-Mo/Al-Si dikembangkan untuk mendapatkan bahan bakar dengan densitas uranium tinggi dan unjuk kerja yang baik sebagai bahan bakar reaktor riset serta memiliki stabilitas yang sangat tinggi selama iradiasi. Pada saat iradiasi terjadi terjadi swelling akibat pembentukan lapisan hasil reaksi/interaksi dan pori yang terjadi pada antar muka partikel U-Mo dan Al. Untuk mengurangi terjadinya swelling, maka dilakukan upaya dengan penambahan unsur ketiga kedalam paduan atau matriks. Penambahan unsur logam Ti dan Zr ke dalam paduan UMo atau penambahan Si kedalam matriks Al dapat meningkatkan stabilitas hasil interaksi lapisan dalam bahan bakar dispersi. Perlakuan panas pada γUMoTi adalah fasa γU yang metastabil, dan pada konsentrasi Mo dan Ti yang tinggi membentuk endapan (U,Mo)2Ti di batas butir. Butiran dan densitas endapan menjadi lebih keras seiring kenaikan kadar Ti. Stabilitas fasa paduan γUMoZr sama seperti fenomena yang terjadi pada paduan γUMoTi. Keberadaan Si di dalam matriks Al akan menurunkan kecepatan reaksi karena Si terakumulasi bercampur dengan hasil reaksi sehingga meningkatkan stabilitas.
Inti elemen bakar dibuat dengan cara mencampur serbuk U-7Mo serbuk bahan matrik yang terdiri dari Al dan Si sampai homogen. Kemudian campuran tersebut di pres menjadi IEB, selanjutnya IEB dirakit bersama pelat sisi dan pigura dari bahan AlMgSi menjadi komposit dan dirol panas dan dingin sehingga dihasilkan pelat elemen bakar dengan ketebalan 1,40 mm. IEB yang dihasilkan diperiksa dimensi, tebal dan white spot hasil sinar-x. Sedangkan PEB diperiksa dimensi tebal, blister, dimensi dalam, white spot, tebal kelongsong, dan kualitas permukaan.
Tujuan dilakukan percobaan pembuatan inti elemen bakar dan pelat elemen bakar mini adalah
untuk memperoleh kemampuan dan pengalaman dalam membuat IEB dan PEB U-7Mo/Al-Si dengan tingkat muat 3,6 gU/cc.
TATA KERJA Bahan
Serbuk U-7Mo sebagai bahan bakar nuklir, serbuk Al berfungsi sebagai bahan matrik, serbuk Si sebagai campuran bahan matrik, pelat AlMgSi1 sebagai kelongsong.
Alat
Timbangan untuk menimbang porsi timbang serbuk dan bahan matrik, wadah baja dan bola-bola baja untuk homogenisasi serbuk, alat homogenisasi, mesin pres untuk membuat IEB, tungku pemanas untuk memanaskan komposit/paket rol, mesin rol untuk rol panas dan rol dingin PEB, mesin pelurus untuk meluruskan PEB, mesin potong, mesin sinar-x, mesin poles.
Cara Kerja
1. Pembuatan Inti Elemen Bakar (IEB)
Serbuk bahan bakar U-7Mo yang telah memenuhi persyaratan sebagai bahan bakar dispersi dicampur dengan serbuk bahan matriks Al dan Si. Perbandingan berat serbuk bahan bakar dan matriks tergantung dari tingkat muat/densitas uranium yang akan dibuat, untuk uranium dengan tingkat muat 3,6 gU/cc perhitungan berat bahan bakar dan bahan matriks ditunjukkan pada Tabel 1. Penimbangan dilakukan dengan teliti dan dilakukan di dalam glove box bermedia gas argon untuk menghindari serbuk bahan bakar teroksidasi oleh oksigen karena bersifat piroporik.
Tabel 1. Perhitungan Komposisi Bahan Bakar dan Bahan Matriks Pembuatan IEBU-7Mo/Al-Si
Tingkat Muat 3,6 gU/cc.
Dimensi IEB 25 x 15 x 3,15 mm Volume 1181,25 mm3 Dimensi tirus 15 x 2,5 x 0,6 mm Volume tirus 45 mm3 Volume IEB 1136,25 mm3 = 1,136 cc
Data hitung Hasil hitung
Densitas U, g/cc 3,6 Berat U dlm ieb, g 4,0896 Kadar U dlm U-7Mo,% 92,926 Berat U-7Mo, g 4,4009 Densitas U-7Mo,g/cc 15,84 Volume U-7Mo,cc 0,2778 Fraksi pori, 10% 0.1136 Volume matriks,cc 0,7446 Densitas matriks, g/cc 2,7 Berat matriks,g 2,0103 Berat matriks Si, 5% 0,1005 Berat matriks Al,g 1,9098
ISSN 1978-0176
Selanjutnya serbuk U-7Mo, serbuk matrik Al dan Si hasil penimbangan dimasukkan kedalam wadah yang berisi bola-bola baja dan dihomogenisasi menggunakan mesin pencampur agar distribusi serbuk bahan bakar di dalam matriks merata. Campuran yang telah homogen kemudian di press pada tekanan 15 bar sehingga membentuk IEB U-7Mo/Al-si dengan dimensi 25 x 15 x 3,15 mm. Dimensi IEB yang dihasilkan harus tepat, sesuai dengan dimensi lubang pelat bingkai yang akan digunakan sebagai kelongsong. Selanjutnya IEB diperiksa/diuji tebal, berat, homogenitas distribusi uraniumnya. IEB yang memenuhi spesifikasi kemudian di anil pada suhu 350 0C selama 1 jam, untuk selanjutnya diproses pada pembuatan pelat elemen bakar (PEB).
2. Pembuatan pelat elemen bakar (PEB)
Pelat elemen bakar (PEB) dibuat dengan teknik picture and frame. IEB dimasukkan ke dalam pigura dari paduan AlMgSi1 yang tebalnya 3,15±0,05 mm, kemudian ditutup kedua sisinya dengan dua pelat tutup paduan AlMgSi1 dengan tebal masing-nasing 2,67±0,05 mm. Kemudian dilas TIG (Tungsten Inert Gas) di beberapa titik pada keempat sisi membentuk paket rol. Paket rol kemudian dipanaskan pada tungku sirkulasi udara pada suhu 425 oC selama 30 menit. Selanjutnya dirol dengan kecepatan putaran kepala rol 15 m/menit. Setiap paket rol dirol panas sebanyak 4 tahap hingga terjadi penipisan pelat berturut-turut dari 8,3 mm menjadi 7,0 mm, 5,6 mm, 2,6 mm, dan 1,65 mm. Kemudian pelat dipanaskan pada suhu 400 oC selama 1 jam untuk mengecek apabila ada udara yang terperangkap dalam pelat seperti lepuhan atau blister selama proses perolan berlangsung. Pelat selanjutnya dilakukan perolan dingin sampai dicapai ketebalan 1,4 mm.
Pelat hasil perolan dingin bergelombang dan melengkung sehingga perlu dilakukan pelurusan. Pelurusan menggunakan mesin rol pelurus. Pelat kemudian diberi lubang patokan pada kedua ujungnya dengan bantuan tayangan sinar-x untuk mendapatkan simetri sisi-sisi luar terhadap zona bahan bakar/meat.
PEB yang telah dilubangi kemudian diberi kode, selanjutnya dipotong lebar kedua sisinya dengan mesin potong paralel dan potong panjang, selanjutnya dicuci gemuk di degreasing unit untuk menghilangkan gemuk dan minyak pelumas yang menempel pada permukaan pelat.
PEB yang sudah bebas gemuk atau minyak pelumas dipoles permukaannya menggunakan mesin poles dengan sikat halus dari Al2O3 atau SiC.
Mesin poles dilengkapi dengan pelumas alkohol dan unit pengering sehingga pelat yang keluar dari mesin halus dan kering. Pemolesan dilakukan sampai ketebalan pelat mencapai tebal 1,37 mm.
Tahap akhir PEB dicuci secara kimia dengan mencelupkan kedalam bak cuci kimia yang berturut-turut berisi NaOH, air bebas mineral, HNO3, dan air bebas mineral.
Pertama PEB dicelupkan kedalam bak larutan NaOH yang akan melarutkan beberapa micron PEB tergantung dari waktu tinggal PEB dalam larutan. Selanjutnya dari bak NaOH, PEB dimasukkan kedalam bak bilas berisi air bebas mineral untuk menghilangkan NaOH yang masih menempel pada pelat. PEB hasil bilas dimasukkan kedalam bak netralisasi yang berisi larutan HNO3
selama 1 menit. Setelah dari bak netralisasi PEB dibilas lagi dengan air bebas mineral selama 5 menit dan setelah itu dikeringkan. Selanjutnya PEB dikenai pengujian yang meliputi uji: dimensi, blister, homogenitas U dalam meat, dimensi meat
dan white spot, cacat permukaan, kontaminasi
permukaan, dan tebal kelongsong. HASIL DAN PEMBAHASAN
Serbuk bahan bakar yang digunakan untuk membuat inti elemen bakar dan pelat elemen bakar adalah serbuk U-7Mo, kemudian dilakukan analisis dan diperoleh hasil kadar uranium sebesar 92,926 % hasil analisis dengan metode potensiometri, densitas serbuk sebesar 15,84 g/cc diukur dengan metode piknometri. Data hasil analisis ini digunakan dalam perhitungan untuk pembuatan inti elemen bakar sesuai dengan densitas yang diinginkan. Berat serbuk bahan bakar dan berat bahan matrik yang digunakan ditampilkan pada Tabel 1. Dimensi IEB yang akan dibuat disesuaikan dengan dimensi cetakan/dies yaitu panjang 25 mm, lebar 15 mm dan tebal IEB yang diinginkan 3,15 ±0,05 mm. Setelah serbuk bahan bakar dan serbuk bahan matrik dihomogenisasi dipress pada cetakan dengan tekanan 15 bar dihasilkan inti elemen bakar seperti tercantum pada Gambar 1
Gambar 1. IEB U-7Mo/Al-Si Hasil Press
Pengamatan secara visual terhadap IEB tidak ditemukan adanya cacat atau retak pada permukaan IEB. Dstribusi uranium dalam matrik tersebar merata pada seluruh permukaan IEB, hal
ini dibuktikan dengan hasil foto pada film radiografi sinar-x IEB. Dari pengamatan pada film radiografi terlihat uranium terdistribusi secara homogen dan tidak ditemui adanya white
spot/bintik putih yang menandakan adanya
penumpukan uranium pada satu titik sepanjang permukaan IEB.
Hasil film radiografi sinar-x ditunjukkan pada Gambar 2
Gambar 2. Hasil Film Radiografi Sinar-X IEB Selanjutnya IEB yang dihasilkan dikenakan pengukuran dan pemeriksaan yang meliputi pengukuran berat yaitu dengan ditimbang dengan timbangan analitik, pengukuran dimensi di ukur panjang, lebar dan tebal menggunakan kaliper dan mikrometer, dan pemeriksaan homogenitas uranium dalam IEB dengan metode sinar-x. Hasil pengukuran inti elemen bakar ditampilkan pada Tabel 2.
Tabel 2. Hasil Pengukuran Berat, Dimensi dan Homogenitas IEB U-7Mo/Al-Si
Tingkat Muat 3,6 g U/cc
Berat porsi timbang IEB (g) Berat IEB (g) Tebal IEB (mm)
Homogenitas
No. U-7Mo Al Si Jumlah
1 4,4009 1,9099 0,1005 6,4113 6,3140 2,96 homogen 2 4,4010 1,9097 0,1006 6,4113 6,3543 3,01 homogen 3 4,4011 1,9102 0,1001 6,4114 6,3529 3,01 homogen 4 4,4011 1,9102 0,1001 6,4114 6,3633 3,02 homogen 5 4,4010 1,9102 0,1001 6,4113 6,3358 3,00 homogen 6 4,4012 1,9100 0,1013 6,4125 6,3626 3,02 homogen
Hasil penimbangan berat terhadap 6 buah IEB yang dibuat, seperti ditunjukkan pada Tabel 2. berkisar antara 6,3140 g sampai dengan 6,3633 g. Berat IEB tersebut lebih ringan dari berat porsi timbang pembuatan IEB yaitu dengan berat rata-rata 6,4113 g. Hal ini disebabkan ada sebagian serbuk yang tertinggal/menempel pada mesin press pada saat pembuatan IEB. Hasil uji demensi tebal IEB U-7Mo/Al-si ketebalannya berkisar antara 2,96 mm sampai dengan 3,02 mm. Tebal IEB yang dihasilkan ini lebih tipis bila dibandingkan tebal IEB yang diinginkan yaitu 3,15±0,05 mm. Jika ditinjau dari jumlah uarnium dalam IEB sudah memenuhi syarat sesuai dengan densitas uranium yang diinginkan, sehingga untuk meningkatkan ketebalan IEB agar diperoleh tebal yang sesuai tetapi tidak merubah densitas uranium, maka perlu
dilakukan percobaan berikutnya yaitu dengan menambah jumlah matriks Al. Penambahan matrik Al ditentukan dari hasil perhitungan yaitu dengan merubah fraksi pori menjadi lebih kecil dari 10%, sehingga volume matriks menjadi lebih besar dan berat matriks Al menjadi lebih besar.
Pada proses pembuatan pelat elemen bakar (PEB), IEB U-7Mo/Al-Si dimasukkan ke dalam pelat frame/pelat pigura, seperti ditunjukan pada Gambar 3.
Gambar 3. IEB, Pelat Bingkat dan Pelat Tutup
Kemudian kedua sisinya ditutup dengan pelat tutup, selanjutnya keempat sisinya dilas titik menggunakan TIG (tungsten inert gas) membentuk paket rol, seperti ditunjukan pada Gambar 4.
Gambar 4. Paket rol Yang Sudah Dilas Hasil pengukuran tebal paket rol sebesar 8,54 mm, dan setelah dilakukan pengerolan panas sebanyak 4 tahap dan dilanjutkan dengan pengerolan dingin maka diperoleh tebal pelat elemen bakar sebesar 1,4 mm. PEB hasil pengerolan ditunjukkan pada Gambar 5, dan hasil radiografi sinar-x PEB ditunjukkan pada Gambar 6.
Gambar 5. PEBU-7 Mo/Al-Si Hasil Rol
ISSN 1978-0176
Hasil pengamatan secara visual pada permukaan PEB tidak ditemukan adanya cacat atau retak, juga tidak ditemukan adanya blister atau lepuhan pada permukaan pelat akibat adanya udara yang terperangkap didalam PEB. Pada proses pengerolan terjadi proses pemanjangan pelat sesuai arah rol, sedangkan lebar pelat tetap sama seperti lebar inti. Gambar 6. menunjukkan bahwa distribusi uranium dalam meat atau zona bahan bakar cukup homogen dengan ujung-ujungnya yang relatif
simetri. Bila dibandingkan dengan panjang IEB sebelum dirol, maka terjadi pemanjangan sekitar 6 kali panjang IEB. Tebal pelat berkisar antara 1,39 mm samapai dengan 1,40 mm.
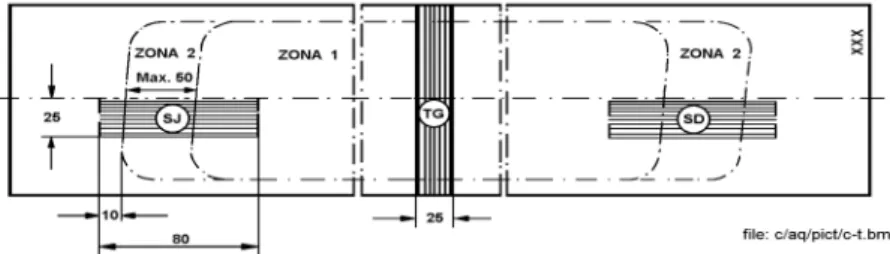
Pemeriksaan tebal kelongsong pelat elemen bakar dilakukan dengan memotong pelat pada 3 posisi yaitu pada sisi dekat SD (sisi dekat penomoran), sisi jauh SJ (pada ujung sisi yang satunya), dan pada sisi tengah pelat TG, seperti ditunjukkan pada Gambar 7.
Gambar 7. Posisi Pencuplikan Sampel Uji Tebal Tebal kelongsong (X) minimal: 0,25 mm; X rata-rata = ±0,38 mm
Ketebalan meat atau zona bahan bakar pada bagian tengah PEB cukup merata, sedangkan pada bagian ujung PEB ketebalannya berkurang karena terbentuk dog bone, sehingga pada bagian ini tebal kelongsong menjadi lebih tipis dari pada bagian tengah. Tebal kelongsong pada seluruh permukaan yang dipoles diukur menggunakan mikroskop ukur yang dilengkapi dengan mikrometer sampai ukuran skala mikron. Data hasil pengukuran tebal kelongsong ditunjukkan pada Tabel 3.
Tabel 3. Hasil Pengukuran Tebal Kelongsong PEB U-7M0/Al-Si Densitas 3,6 gU/cc
Sisi Dekat Tengah Sisi Jauh
Atas Bawah Atas Bawah Atas Bawah
0.376 0.314 0.384 0.454 0.359 0.300 0.381 0.377 0.420 0.472 0.391 0.409 0.454 0.389 0.372 0.430 0.448 0.413 0.437 0.472 0.401 0.424 0.430 0.422 0.439 0.420 0.450 0.447 0.431 0.460 0.461 0.500 0.452 0.507 0.447 0.472 0.449 0.416 0.454 0.490 0.503 0.508 0.464 0.388 0.409 0.480 0.444 0.457 0.411 0.451 0.442 0.498 0.481 0.436 0.437 0.463 0.455 0.416 0.421 0.497 0.402 0.464 0.500 0.481 0.532 0.467 0.397 0.421 0.425 0.545 0.452 0.455 0.420 0.432 0.437 0.443 0.438 0.444
rerata rerata rerata
0.425 0.424 0.431 0.468 0.444 0.442
Tebal minimum Tebal minimum Tebal minimum
0.376 0.314 0.372 0.416 0.359 0.300
Data hasil pengukuran tebal kelongsong pada Tabel 3 terlihat bahwa tebal kelongsong rerata PEB pada bagian tengah lebih tebal bila dibandingkan dengan tebal rerata PEB pada sisi dekat dan sisi jauh. Hasil pengukuran tebal kelongsong PEB pada sisi dekat rata-rata 0,425 mm dan 0,424 mm, tebal minimum 0,314 mm. Tebal kelongsong pada sisi tengah rata-rata 0,431 mm dan 0,468 mm, tebal minimum 0,372 mm. Tebal kelongsong pada sisi jauh rata-rata 0,444 mm dan 0,442 mm, tebal minimum 0,300 mm. Tebal kelongsong minimum sebesar 0,300 mm masih berada diatas batas minimum tebal kelongsong yang diizinkan dalam spesifikasi untuk bahan bakar tipe pelat yaitu sebesar 0,250 mm [Snelgrove,J.l, 2000] KESIMPULAN
Pembuatan IEB maupun PEB U-7Mo/Al-Si dengan tingkat muat uranium 3,6 gU/cc telah berhasil dilakukan dengan baik . Karakter IEB maupun PEB U-7Mo/Al-Si yang dihasilkan telah memenuhi persyaratan sebagai bahan bakar reaktor riset. Data penelitian ini diharapkan dapat sebagai masukan untuk penelitian lebih lanjut dan juga masukan kepada pabrikasi bahan bakar reaktor riset untuk memproduksi bahan bakar U-7Mo/Al-Si dimasa yang akan datang.
DAFTAR PUSTAKA
1. SUPARDJO, “Proses Produksi Elemen Bakar Reaktor Riset Tipe Pelat Di Instalasi Produksi Elemen Bakar Reaktor Riset
(IPEBRR), Diktat Pelatihan Operator dan Supervisor IPEBRR, PT. Batan Teknologi (Persero), PTBN-BATAN, 2011
2. OLIVARES, L., et.al., “Nuclear Fuel Development Based on UMo Alloys under Irradiation Evaluation of LEU U3Si2 -
4,8gU/cm3 Test Fuel”, The RERTR-2007 International Meeting on RERTR, Prague, Czech Republic, September 23 - 27, 2007 3. KIM, C.K., et.al., ”Status of the
Qualification program for Atomized UMo Dispersion Rod Type Fuel in Korea”, 6th International Topical Meeting on RRFM, Belgium, March 2002
4. SARDJONO, “Proses Produksi Inti Elemen Bakar Untuk Reaktor Riset Tipe-MTR, Diktat Pelatihan Operator dan Supervisor IPEBRR, PT. Batan Teknologi (Persero), PTBN-BATAN, 2011
5. SNELGROVE, J.L., et.al., “Qualification of Uranium Molybdenum Alloy Fuel Conclusions of an International Workshop”, 4th International Topical Meeting on RRFM, Colmar, France, March 19-21, 2000