Pada bab ini akan disajikan kerangka toritis yang dipakai dalam menyelesaikan permasalahan yang dihadapi dalam penelitian ini. Landasan teori ini sangat penting sebagai acuan dasar menentukan prosedur, tindakan, analisis dan sebagainya, sehingga apa yang dihasilkan dari penelitian ini dapat dipertanggungjawabkan secara ilmiah.
2.1 Kualitas
2.1.1. Pengertian Kualitas
Kualitas merupakan salah satu indikator penting bagi perusahaan untuk dapat bertahan ditengah ketatnya persaingan dalam dunia industri. Banyak definisi menganai kualitas diantaranya adalah yang didefinisikan oleh chapman (1990) sebagai berikut :
1. Kualitas merupakan ukuran tingkat kepuasan konsumen sesuai dengan kebutuhan dan harapannya
2. Kuailitas tidak bersifat statis, karena expektasi dari konsumen dapat berubah-ubah
3. Kulaitas meliputi pengembangan spesifikasi dari standar produk untuk memenuhi kebutuhan pelanggan (quality of design) dan proses manufaktur produk atau penyediaan jasa dengan spesifikasi dan standar yang ditetapkan (quality of conformance).
12
Menurut Dr. Deming (1950) kualitas seharusnya dapat menjadi sasaran kebutuhan bagi konsumen baik untuk sekarang maupun masa ynag akan datang.
Menurut Juran (1954), kulaitas berarti “fines for use”, dan menurut Crosby kualitas dapat diartikan “conformance to requirement”. Genichi Taguchi mendefinisikan produk sebagai kerugian atau kehilangan (loss) bagi konsumen, atau kerugian lain yang disebabkan oleh faktor intrinsik. Kerugian (loss) oleh taguchi dikategorikan menjadi dua yaitu kerugian yang disebakan oleh variabilitas fungsi dan kerugian yang disebabkan oleh efek samping yang berbahanya. Itu berarti dengan kekurangan variabilitas dapat mengurangi biaya manufaktur dan biaya untuk konsumen (chapman at al, 1990). Sangat perlu produk memenuhi syarat-syarat dari orang yang menggunakannya. Ada dua segi umum tentang kualitas, yaitu kualitas rancangan dan kualitas kecocokan.
1. Kualitas rancangan adalah variasi dalam tingkat kualitas pada barang dan jasa yang disengaja. Misalnya semua mobil mempunyai tujuan dasar memberikan angkutan yang aman bagi penggunanya, tetapi mempunyai ukuran dan penampilan yang berbeda. Perbedaan-perbedaan ini adalah hasil perbedaan rancangan yang disengaja antara jenis-jenis mobil itu.
2. Kualitas kecocokan adalah seberapa baik produk tersebut sesuai dengan spesifikasi dan kelonggaran (toleransi) yang disyaratkan oleh rancangan tersebut.
Parameter-parameter ini biasanya dinamakan ciri-ciri kualitas, yaitu : 1. Fisik. Panjang, berat, kekentalan
2. Indera. Rasa, penampilan warna
3. Orientasi waktu. Keandalan, dapatnya dipelihara, dapatnya dirawat.
2.1.2. Pengendalian Kualitas
Pengendalian kualitas merupakan aktivitas keteknikan dan menejemen dimana dengan aktivitas tersebut kita mengukur ciri-ciri kualitas produk, membandingkannya dengan spesifikasi atau persyaratan, dan mengambil tindakan penyehatan yang sesuai apabila terdapat perbedaan antara penampilan yang sebenarnya dan yang setandar.
Di dalam pengendalian kualitas terdapat tujuh alat pengendalian kualitas yang tersebut sebagai seven tools yang digunakan untuk mengidentifikasi perbaikan yang mungkin dapat dilakukan sehingga dapat dirancang tat cara kerja yang lebih produktif, yang terdiri dari :
1. Histogram; yaitu perwakilan gambar dari suatu kumpulan data.
Histogram digunakan untuk menentukan kumpulan data dan juga menampilkan angka dalam cara yang mempermudah untuk melihat penyebaran dan kecenderungan pusat serta untuk membandingkan distribusi terhadap persyaratan.
2. Diagram Pareto; yaitu diagram yang berguna untuk menunjukan persoalan utama yang domain dan harus segera diatasi.
3. Lembar pemeriksaan (check sheet); yaitu alat-alat yang membuat proses pengumpulan data lebih mudah dengan menyediakan penjelasan pra tertulis dari kejadian yang mungkin terjadi.
4. Diagram sebab akibat (fishbone diagram); yaitu alat yang digunakan untuk mengatur dan menunjukan secara grafik semua pengetahuan yang dimiliki sebuah kelompok sehubungan dengan masalah tertentu.
5. Diagram pencar (scatter ptot); yaitu diagram yang digunakan untuk mengevaluasi hubungan sebab dan akibat dengan menggunakan asumsi bahwa independent variable menyebabkan suatu perubahan dependent variable.
6. Diagram konsentrasi cacat (defect concentration diagram); yaitu daigram yang digunakan sebagai alat bantu untuk memastikan lokasi cacat yang dapat memberikan informasi tentang penyebab potensial cacat.
7. Peta kontrol; yaitu suatu alat analisis yang dibuat dengan mengikuti metode statistik dimana data yang bekaitan dengan kualitas produk atau proses akan diplot di dalam sebuah peta dengan Batas Kontrol Bawah (BKB) dan Batas Kontrol Atas (BKA).
2.2 Six Sigma
2.2.1. Pengertian Six Sigma
Sigma σ, adalah sebuah abjad Yunani yang menotasikan standard deviasi suatu proses. Standard deviasi mengukur variasi atau jumlah persebaran suatu rata-rata proses. Tingkat kualitas sigma biasanya juga digunakan untuk menggambarkan variasi dari suatu proses. Semakin tinggi tingkat sigma maka kecil toleransi yang diberikan pada kecacatan dan semakin tinggi kemampuan proses, oleh karena itu semakin rendah variasi yang dihasilkan, berarti
berkurangnya frekuansi munculnya defect atau biaya-biaya proses, waktu siklus proses mengalami penurunan dan kepuasan customer meningkat.
Six Sigma adalah suatu cara yang pintar untuk mengelola bisnis atau departemen. Six Sigma meletakkan konsumen pada prioritas pertama dan menggunakan data serta fakta untuk menghasilkan solusi yang lebih baik. Usaha Six Sigma menekankan pada tiga area penting yaitu ;
1. Meningkatkan kepuasan konsumen 2. Mengurangi cycle time
3. Mengurangi defect
Six Sigma tidak muncul begitu saja. Sejak 80 tahun yang lalu konsep ilmu manajemen sudah berkembang di Amerika, kemudian dilanjutkan oleh gebrakan menejemen Jepang di tahun 70-an dan 80-an dengan konsep “Total Quality” – nya.
Total Quality Management juga merupakan program peningkatan yang terfokus.
Yang membuat Six Sigma berbeda dari TQM dan program-program kualitas sebelumnya adalah :
1. Six Sigma berfokus pada konsumen. Konsumen terutama eksternal konsumen, selalu diperhatikan sebagai patokan arah peningkatan kualitas.
2. Six Sigma menghasilkan return of investment yang besar.
3. Six Sigma merubah cara manajemen beroperasi. Six Sigma lebih dari sekedar proyek peningkatan kualitas, Six sigma juga merupakan cara pendekatan baru terhadap proses berfikir, merencanakan, untuk menghasilkan yang lebih baik.
Six Sigma memberikan nilai lebih pada pelanggan dan shareholder dengan memfokuskan pada perbaikan kualitas dan produktifitas perusahaan (Eckes, 2001). Six Sigma secara unik dikendalikan oleh pemahaman yang kuat
terhadap kebutuhan pelanggan, pemakaian yang disiplin terhadap fakta, data dan analisis statistik dan perhatian yang cermat untuk mengelola, memperbaiki dan menanamkan kembali proses bisnis (pande et al,. 2000).
Six Sigma adalah sebuah proses yang mengaplikasikan alat-alat statistik dan teknik mereduksi cacat sampai didefinisikan tidak lebih dari 3,4 cacat dari stu juta kesempatan untuk mencapai kepuasan customer secara total.
Dimana ukuran Sigma didapatkan dengan mencari nilai DPMO menggunakan rumus sebagai berikut :
Nilai Sigma = 0,8406 + (29,37 – 2,221 x ln DPMO)
Dimana DPMO =
( Jumlah Cacat x 1000000)
( Jumlah Defect Opportunities per Unit x Jumlah Unit )
DPMO = Defect Per Million Opportunity, mengindikasikan berapa banyak defect yang akan muncul jika ada satu juta peluang dalam lingkungan pemanufakturan secara khusus
Jumlah cacat adalah jumlah cacat yang ditimbulkan oleh suatu proses
Jumlah Defect Opportunities per Unit adalah jumlah kemungkinan terjadinya jenis cacat pada satu unit
Jumlah Unit adalah jumlah unit yang diproduksi pada suatu proses
Six Sigma memberikan nilai lebih pada customer dan shareholder dengan memfokuskan pada perbaikan kualitas dan produktivitas perusahaan.
2.2.2. Filosofi Six Sigma a) Reduksi Variansi
Variansi dapat disebabkan oleh dua hal, yaitu process of center artinya output dari proses diluar dari terget yang telah ditetapkan sebelumnya. Yang kedua adalah proses sangat bervariasi dan menyebar, artinya variansi yang melebar diman dat-data terdistribusi merata pada lingkran target, tidak terpusat pada satu titik lingkaran tetapi masih masuk kedalam lingkaran target yang diizinkan. Tujuan dari center target adalah untuk mereduksi penyebaran dan memberikan sasaran yang tepat pada target performansi dengan menggerakan faktor yang dapat menyebabkan timbulnya variasi proses.
Adanya variasi proses menyebabkan terjadinya defect sehingga data-data yang dihasilkan menjadi variatif. Hal ini menyebabkan range dari data yang diperoleh semakin lebar dan menyebabkan semakin tingginya standar deviasi data.
Semakin besar nilai standard deviasi, maka semakin kecil indeks kapasitas prosesnya (Cpk), dimana Cpk adalah indeks kemampuan proses yang ditampilkan
oleh proses yang ada diperusahaan atau proses yang diukur. Semakin tinggi nilai Cpk maka proses semakin seragam.
b) Metodologi Six Sigma
Siklus dalam six sigma adalah DMAIC (Define, Measure, Analyze, Improve, Control) :
1. Define
Merupakan langkah operasional pertama dalam program peningkatan kualitas Six Sigma. Pada fase ini dilakukan :
• Pemilihan proyek terbaik berdasarkan pada identitas proyek yang sesuai dengan kebutuhan, kapabilitas dan tujuan organisasi
• Mendefinisikan peran orang-orang yang terlibat dalam proyek six sigma
• Mendefinisikan proses kunci dan pelanggan
• Mendefinisikan tujuan proyek six sigma (gaspersz, 2000)
2. Measure Merupakan langkah operasional kedua dalam program peningkatan
kualitas six sigma yang bertujuan untuk mengidentifkasi pengukuran utama dari efektivitas dan efisiensi dan menterjemahkannya kedalam konsep six sigma.
Terdapat tiga hal pokok ynag harus dilakukan, yaitu :
a. Memilih atau menentukan karakteristik kualitas kunci (CTQ) yang berhubungan langsung dengan kebutuhan spesifik dari pelanggan
b. Mengembangkan suatu rencana pengumpulan data melalui pengukuran yang dapat dilakukan pada tingkat proses, output dan/atau outcome (data atribut).
c. Mengukur kinerja sekarang (current performance) pada tingkat proses, output dan/atau outcome untuk diterapkan sebagai baseline kinerja pada awal proyek six sigma (DPMO).
3. Analyze
Merupakan langkah operasional ketiga dalam program peningkatan kualitas six sigma yang bertujuan untuk menentukan penyebab dari masalah yang memerlukan perbaikan. Pada tahap ini dilakukan tahapan untuk mengidentifikasi sumber-sumber dan akar penyebab kecacatan produk. Untuk mengidentifikasi sumber dan penyebab kecacatan produk digunakan beberapa alat dari seven tool yaitu cause and effect diagram dan pareto diagram.
Cause and effect diagram
Diagram ini dimulai dengan akibat sebuah masalah dan membuat daftar terstruktur dari penyebab potensial.
Pareto diagram
Untuk mengidentifikasi penyebab terbesar yang terjadi dapat digunakan pareto diagram. Pareto digunakan untuk menstratifikasi data kedalam kelompok- kelompok dari yang terbesar sampai yang terkecil. Dengan bentuknya berupa diagram batang, pareto berguna untuk mengidentifikasi kejadian-kejadian atau penyebab masalah yang paling umum. Analisa pareto didasarkan pada hukum
80/20 yang berarti bahwa 80 persen kerugian disebabkan oleh hanya 20 persen masalah terbesar (Pande et al., 2000)
4. Improve
Bertujuan untuk mengembangkan dan menerapkan perbaikan dengan melakukan setting variabel input untuk mendapatkan proses output yang terdiri dari :
a. Definisi tujuan perbaikan
b. Definisi sumber-sumber perbaikan variasi yang potensial c. Penggunaan Failure Mode and Effect Analysis (FMEA) 5. Control
Bertujuan untuk mengontrol perbaikan yang telah dilakukan agar tetap konsisten, terdiri dari :
a. Set up mekanisme pengendalian b. Memonitor variasi proses
c. Menggunakan grafik pengendalian dan prosedur (gaspersz, 2000)
2.3 Failure Mode And Effect Analysis (FMEA) 2.3.1. Pengertian FMEA
FMEA adalah sekumpulan petunjuk, sebuah proses, dan form untuk mengidentifikasi dan mendahulukan masalah-masalah potensial (kegagalan).
Dengan berdasarkan aktivitas tim pada FMEA maka seorang manajer, tim perbaikan, atau pemilik proses dapat memfokuskan energi dan sumber daya pada
pencegahan, dan rencana-rencana tanggapan yang paling mungkin untuk memberikan hasil.
2.3.2. Penggunan FMEA
FMEA dapat diterapakan dalam semua bidang, baik manufaktur maupun jasa, juga pada semua jenis produk. Namun penggunaan FMEA akan lebih efektif apabila diterapkan pada produk atau proses-proses baru, atau produk dan proses sekarang yang akan mengalami perubahan-perubahan besar dalam desain sehingga dapat mempengaruhi keandalan dari produk dan proses itu.
2.3.3. Manfaat penggunan FMEA
Manfaat penggunaan FMEA adalah sebagai berikut : 1. Meningkatkan reputasi dan penjualan produk
2. Mengurangi kebutuhan untuk perubahan-perubahan rekayasa sehingga menurunkan biaya dan mengurangi waktu siklus pengembangan produk 3. Mengidentifikasi masalah-masalah potensial sebelum produk itu
diproduksi
4. Membantu menghindari scrap dan pekerjaan ulang (rework)
5. Mengurangi banyaknya kegagalan produk yang dialami oleh pelanggan sehingga akan meningkatkan kepuasan pelanggan
6. Menjamin suatu start-up yang lebih mulus.
2.3.4. Langkah-langkah penyusunan FMEA
Langkah-langkah penyusunan FMEA dalam pendekatan DMAIC adalah mengisi setiap form FMEA dari six sigma yaitu sebagai berikut :
1. Isi nomoor FMEA, jenis barang, prose, batas tanggal FMEA, tanggal FMEA yang disusun beserta tanggan revisi terakhir, dan nama-nama tim yang ikut bertanggungjawab dalam menyusun FMEA
2. Memasukan nama permintaan (requirement) yang akan dianalisa, jenis mode kegagalan potensial (potential failure mode) didefinisikan sebagai proses gagal secara potensial dalam memenuhi permintaan, efek yang akan ditimbulkan dari mode kegagalan potensial tersebut (potential effect (s) of faulire)
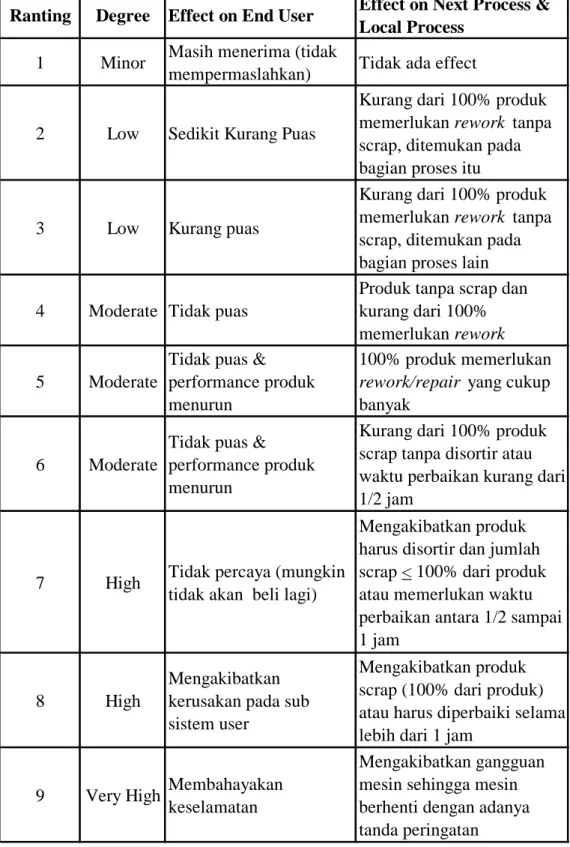
3. Masukan nilai Severity (S) yang merupakan suatu penilaian dari seberapa serius efek yang ditimbulkan dari mode kegagalan potensial terhadap pelanggan. Severity menggunakan skala 1 sampai 10 yang artinya makin kecil nilai skala maka makin baik (smaller is better). Skala penilaian severity dapat dilihat pada tabel berikut :
Tabel 2.1 Severity
Ranting Degree Effect on End User Effect on Next Process &
Local Process 1 Minor Masih menerima (tidak
mempermaslahkan) Tidak ada effect
2 Low Sedikit Kurang Puas
Kurang dari 100% produk memerlukan rework tanpa scrap, ditemukan pada bagian proses itu
3 Low Kurang puas
Kurang dari 100% produk memerlukan rework tanpa scrap, ditemukan pada bagian proses lain 4 Moderate Tidak puas
Produk tanpa scrap dan kurang dari 100%
memerlukan rework 5 Moderate
Tidak puas &
performance produk menurun
100% produk memerlukan rework/repair yang cukup banyak
6 Moderate
Tidak puas &
performance produk menurun
Kurang dari 100% produk scrap tanpa disortir atau waktu perbaikan kurang dari 1/2 jam
7 High Tidak percaya (mungkin tidak akan beli lagi)
Mengakibatkan produk harus disortir dan jumlah scrap < 100% dari produk atau memerlukan waktu perbaikan antara 1/2 sampai 1 jam
8 High
Mengakibatkan kerusakan pada sub sistem user
Mengakibatkan produk scrap (100% dari produk) atau harus diperbaiki selama lebih dari 1 jam
9 Very High Membahayakan keselamatan
Mengakibatkan gangguan mesin sehingga mesin berhenti dengan adanya tanda peringatan
Lanjutan Tabel Severity
10 Very High
Melanggar aturan pemerintah yang berkaitan dengan safety
Mengakibatkan gangguan mesin hingga mesin berhenti serta mengancam
keselamatan operator tanpa adanya tanda peringatan
4. Masukan semua kemungkinan penyebab potensial dari mode kegagalan (potential cause(s)/mechanical(s) of failure) yang didefinisikan sebagai bagaimana kegagalan dapat terjadi yang digambarkan oleh sesuatu sehingga dapat dikoreksi atau dapat dikendalikan.
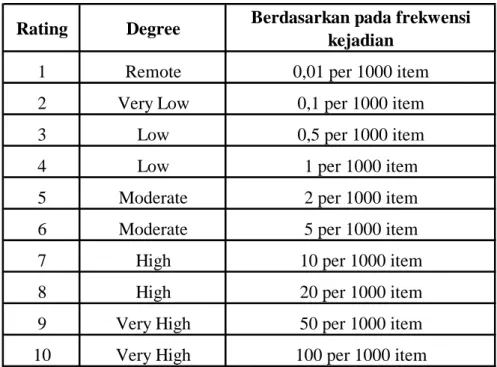
5. Isi nilai dari Occurence (O), dimana occurence merupakan suatu perkiraan subyektif tentang probabilitas atau peluang bahwa penyebab kegagalan itu terjadi dan akan menghasilkan mode kegagalan yang memberikan akibat tertentu. Skala dari occurence dapaabel berikut yang mengindikasikan makin kecil skala maka makin baik (smaller is better).
Table 2.2 Occurence
Rating Degree Berdasarkan pada frekwensi kejadian
1 Remote 0,01 per 1000 item
2 Very Low 0,1 per 1000 item
3 Low 0,5 per 1000 item
4 Low 1 per 1000 item
5 Moderate 2 per 1000 item
6 Moderate 5 per 1000 item
7 High 10 per 1000 item
8 High 20 per 1000 item
9 Very High 50 per 1000 item
10 Very High 100 per 1000 item
6. Masukan kontrol proses saat ini (current process control) yang merupakan deskripsi dari kontrol untuk mencegah kemungkinan sesuatu yang menyebabkan mode kegagalan dilihat dari penyebab terjadinya atau dapat dikatakan untuk mendeteksi penyebab dari setiap mode kegagalan yang terjadi.
7. Isi nilai Detection (D) pada kolom ini, dimana detection menggambarkan metode-metode yang diterapkan untuk mencegah atau mendeteksi penyebab kegagalan. Skala yang digunakan adalah 1 sampai 10 yang menggambarkan bahwa semakin kecil nilai semakin baik (smaller is better) yang dapat dilihat pada tabel berikut.
Tabel 2.3 Detection
Detection
Kriteria : kemungkinan adanya suatu cacat akan dapat dideteksi oleh kontrol proses sebelum dan sesuadah atau karena proses tersebut atau sebelum part meninggalkan lokasi manufaktur/assembly
Rangking
Hampir tidak mungkin
Tidak diketahui kontrol yang tersedia untuk
mendeteksi mode kegagalan 10
Sangat sedikit Sangat sedikit kemungkinan kontrol saat ini
untuk mendeteksi mode kegagalan 9
Sedikit Sedikit kemungkinan kontrol saat ini untuk
mendeteksi kegagalan 8
Sangat rendah Kemungkinan kontrol sangat rendah untuk
mendeteksi mode kegagalan 7
Rendah Kemungkinan kontrol rendah untuk mendeteksi
mode kegagalan 6
Sedang Kemungkinan kontrol sedang untuk mendeteksi
mode kegagalan 5
Sangat sedang Kemungkinan kontrol sangat sedang untuk
mendeteksi mode kegagalan 4
Tinggi Kemungkinan kontrol tinggi untuk mendeteksi
mode kegagalan 3
Sangat tinggi Kemungkinan kontrol sangat tinggi untuk
mendeteksi mode kegagalan 2
Hampir pasti
Kontrol saat ini hampir pasti untuk mendeteksi mode kegagalan. Deteksi kontrol dapat dipercaya telah diketahui dengan proses serupa
1
8. Masukan nilai RPN (Risk Priority Number) yang nerupakan nilai dari skala Severity (S) x Occurence (O) x Detection (D). Skala RPN ini disusun mulai dari nilai yang terbesar hingga nilai yang terkecil sehingga kita akan mampu menentukan mode kegagalan mana ynag paling kritis sehingga perlu mendahulukan tindakan korektif pada mode kegagalan
tersebut. Nilai RPN mengindikasikan makin kecil nilai RPN maka makin baik (smaller is better).
9. Masukan tindakan yang akan direkomendasikan (recommended action) yaitu menurunkan kemungkinan mode kegagalan itu akan terjadi atau untuk meningkatkan efektifitas dari metode-metode pencegahan atau deteksi.
10. Masukan penanggungjawab dari individu dalam tim peninjauan ulang FMEA yang memiliki wewenang untuk menerapkan tindakan korektif tersebut.
11. Isi kolom action taken yang menggambarkan deskripsi singkat dari tanggal efektif dilakukannya tindakan yang telah direkomendasikan sebelumnya
12. Masukan hasil nilai RPN setelah tindakan tersebut diimplementasikan.
Hitung dan catat nilai S, O, D yang baru diperoleh. Bila belum dilakukan tindakan maka kosongkan kolom ini.