PENGUKURAN NILAI OVERALL EQUIPMENT EFFECTIVENESS
(OEE) SEBAGAI DASAR OPTIMASI PRODUKTIVITAS
(Studi Kasus di PT. Sweet Candy Indonesia)
Oleh
RIZKI FADILLAH
F34052701
2009
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Rizki Fadillah. F34052701. Pengukuran Nilai Overall Equipment Effectiveness (OEE) Sebagai Dasar Optimasi Produktivitas. Studi Kasus pada PT. Sweet Candy Indonesia. Di bawah bimbingan Dr. Ir. Suprihatin, Dipl. Ing. 2009.
RINGKASAN
Penelitian ini merupakan rekomendasi dari pihak perusahaan untuk melanjutkan sebuah proyek penelitian yang berhubungan dengan topik yang bersangkutan, yaitu Overall Equipment Effectiveness (OEE). OEE dikenal sebagai salah satu aplikasi program Total Productive Maintenance (TPM). Kemampuan mengidentifikasi akar penyebab permasalahan secara lebih terperinci sehingga membuat usaha perbaikan menjadi terfokus. Pada penelitian ini fokus permasalahan yang dikaji adalah pada lini produksi Dragee. Latar belakang pemilihan lini produksi Dragee sebagai objek penelitian adalah karena pada lini produksi Dragee seringkali terjadi kerugian (losses) produksi, baik yang disebabkan oleh mesin dan peralatan produksi maupun operator dalam menjalankan proses produksi. Tujuan penelitian ini adalah untuk mengidentifikasi dan menganalisis akar penyebab permasalahan pada lini produksi Dragee dan menemukan alternatif solusi yang efektif untuk meningkatkan nilai OEE.
Penelitian ini dimulai dengan mengukur efektivitas mesin dan peralatan secara menyeluruh dengan menghitung nilai OEE yang dianalisis dari faktor ketersediaan waktu (availability), kinerja mesin (performance), dan kualitas produk (quality). Setelah semua data diperoleh, data tersebut kemudian diverifikasi dan divalidasi oleh pihak manajemen untuk dijadikan sebagai laporan nilai OEE harian. Hasil validasi tersebut selanjutnya dikumpulkan untuk dijadikan sebagai laporan nilai OEE mingguan dan bulanan.
Berdasarkan hasil pengukuran, pencapaian persentase nilai OEE tertinggi pada lini produksi Dragee terdapat pada stasiun kerja Coating-1 (99,32%) sedangkan pencapaian nilai OEE terendah terdapat pada stasiun kerja Forming
Line (75,51%). Pada stasiun kerja Forming Line, pencapaian nilai OEE tertinggi
terdapat pada mesin 4 (88,19%) sedangkan pencapaian nilai OEE terendah terdapat pada mesin 1 (68,48%). Permasalahan utama yang menyebabkan rendahnya nilai OEE pada mesin Forming Line 1 yaitu rendahnya pencapaian jumlah produksi terhadap target produksi (72,59%). Hal ini disebabkan oleh berhenti sejenak dan kehilangan kecepatan pada mesin, kurangnya ketelitian operator dalam pengaturan kecepatan mesin, serta kurangnya pengawasan pada saat proses produksi sedang berjalan.
Upaya yang dapat dilakukan untuk meningkatkan nilai OEE yaitu dengan melakukan perbaikan pada faktor manusia, mesin, metode kerja, bahan baku, dan lingkungan. Berdasarkan hasil penelitian ditunjukkan bahwa terjadi fluktuasi pada kecepatan aktual mesin dengan rataan sebesar 776 kg/jam. Oleh sebab itu, khusus untuk faktor mesin, digunakan standar deviasi untuk memudahkan dalam menentukan standar kecepatan mesin sehingga terjadi peningkatan nilai rasio kinerja mesin dari 77,60% menjadi 97,41% yang berdampak pada peningkatan nilai OEE mesin Forming Line 1 dari 68,48% menjadi 87,34%. Hal ini dapat dikatakan sangat baik mengingat nilai OEE mesin dan peralatan dalam kondisi ideal yang merupakan standar perusahaan kelas dunia adalah 85% dengan nilai rasio kinerja mesin minimal 95%.
Rizki Fadillah. F34052701. Overall Equipment Effectiveness (OEE) Measurement as a Principle of Productivity Optimization. Case Study at PT. Sweet Candy Indonesia. Under Supervision of Dr. Ir. Suprihatin, Dipl. Ing. 2009.
SUMMARY
This research was recommended by this company to continue a research project which intercourse with Overall Equipment Effectiveness (OEE). OEE is an effectiveness measurement method of equipment utilization in the implementation of Total Productive Maintenance (TPM). The ability to identify main problem and the cause factors will makes the improvement efforts become more focused. This research focused at Dragee production line. The reason why choosen this line to be a pilot project is because in this line usually happening production losses which are caused by the machine and equipment itself and the operator in production process. The aim of this research is to identify and analize the root cause of problem at Dragee production line and to find the effective alternative solution to increase the OEE value.
Based on measurement result, the achievement of highest OEE value at Dragee production line was found at Coating-1 workstation (99.32%), meanwhile the achievement of lowest OEE value was found at Forming Line workstation (75.51%). At Forming Line workstation, the highest OEE value was found at machine 4 (88.19%), meanwhile the lowest OEE value was found at machine 1 (68.48%). The root cause of problem at machine 1 revealed that there was low achievement of actual output toward target output (72.59%). It caused by small stops and speed losses, low accuration of operator in adjusting machine speed, and less controlling by the operator during production process running.
To increase OEE value, the management has to improve many factors, covering man, machine, method, material, and environment. Based on this research, shown that the fluctuation was happen in machine speed with the average of 776 kg/hour. Therefore, especially in machine factor used deviation standard to get an easily way to decide standard speed of machine, so that can improve performance factor from 77.60% to 97.41% and then in the same time can improve OEE value from 68.48% to 87.34%. It can classified as the best achievement, remind the OEE value of machine and equipment in ideal condition which constituent with world class standard is 85% with the value of performance ratio is 95% or more.
PENGUKURAN NILAI OVERALL EQUIPMENT EFFECTIVENESS
(OEE) SEBAGAI DASAR OPTIMASI PRODUKTIVITAS
(Studi Kasus di PT. Sweet Candy Indonesia)
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar SARJANA TEKNOLOGI PERTANIAN Pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian Institut Pertanian Bogor
Oleh
RIZKI FADILLAH
F34052701
2009
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
LEMBAR PENGESAHAN
Judul Skripsi : Pengukuran Nilai Overall Equipment Effectiveness
(OEE) Sebagai Dasar Optimasi Produktivitas
(Studi Kasus di PT. Sweet Candy Indonesia)
Nama : Rizki Fadillah
NIM : F34052701
Menyetujui Dosen Pembimbing,
(Dr. Ir. Suprihatin, Dipl. Ing) NIP : 19631221 199003 1 002
Mengetahui Ketua Departemen,
(Prof. Dr. Ir. Nastiti Siswi Indrasti) NIP : 19621009 198903 2 001
SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi yang berjudul
Pengukuran Nilai Overall Equipment Effeciveness (OEE) Sebagai Dasar Optimasi Produktivitas adalah karya asli saya sendiri dengan arahan dosen
pembimbing akademik, kecuali yang dengan jelas ditunjukkan rujukannya.
Bogor, Desember 2009
RIWAYAT PENULIS
Penulis dilahirkan di kota Bogor pada tanggal 03 Oktober 1987. Penulis merupakan anak kedua dari tiga bersaudara dari pasangan Bambang Widjanarko dan Dine Herdinewati. Penulis memiliki seorang kakak perempuan bernama Widiarini Bayuningtyas dan seorang adik perempuan tercantik bernama Rabania Khusnul Khotimah. Pendidikan penulis diawali di TK Pertiwi 1 Cirebon pada tahun 1991 hingga tahun 1993, kemudian dilanjutkan ke SD Negeri Sindang Sari Bogor hingga tahun 1999. Pada tahun yang sama, penulis melanjutkan pendidikan ke jenjang yang lebih tinggi di SMP Negeri 5 Bogor hingga tahun 2002, kemudian dilanjutkan ke SMA Negeri 3 Bogor hingga tahun 2005. Pada tahun yang sama, penulis diberi kesempatan untuk melanjutkan pendidikannya ke perguruan tinggi negeri di Institut Pertanian Bogor melalui jalur USMI. Pada tahun 2006 penulis diterima sebagai mahasiswa Departemen Teknologi Industri Pertanian pada Fakultas Teknologi Pertanian. Selama masa studi, penulis aktif mengikuti berbagai macam kejuaraan olahraga, terutama futsal, dan meraih beberapa gelar juara pada berbagai ajang olimpiade. Selain itu, karena kegemarannya dalam bidang olahraga, penulis sempat beberapa kali ditunjuk sebagai ketua panitia olimpiade olahraga dimana pada saat itu penulis sekaligus merangkap sebagai peserta dalam olimpiade tersebut. Penulis melaksanakan praktik lapang di PT. Winner Food Industry, Jakarta, dengan topik Mempelajari Teknik dan Manajemen Produksi selama dua bulan yang dimulai dari tanggal 02 Februari 2009 hingga 21 Maret 2009. Pada tahun yang sama, penulis melaksanakan penelitian di PT. Perfetti Van Melle, Bogor, dengan judul Pengukuran Nilai Overall Equipment Effectiveness
(OEE) Sebagai Dasar Optimasi Produktivitas selama dua bulan yang dimulai dari
tanggal 22 Juni 2009 hingga 21 Agustus 2009. Penulis menyelesaikan skripsi selama tiga bulan dari bulan September 2009 hingga November 2009 untuk mendapatkan gelar Sarjana Teknologi Pertanian pada tanggal 30 Desember 2009 di bawah bimbingan Dr. Ir. Suprihatin, Dipl. Ing.
KATA PENGANTAR
Puji syukur kehadirat Allah SWT atas segala nikmat, rahmat dan karunia, serta hidayah-Nya sehingga penulis dapat menyelesaikan penelitian ini dengan lancar dan menyajikannya dalam bentuk skripsi. Penulis mengucapkan terima kasih kepada seluruh pihak yang terkait atas segala dukungan, bimbingan, dan masukan yang diberikan selama penulisan skripsi ini dari awal hingga akhir sehingga skripsi ini dapat terselesaikan dengan baik. Pada kesempatan ini penulis ingin mengucapkan terima kasih kepada:
1. Dr. Ir. Suprihatin, Dipl. Ing. selaku dosen pembimbing akademik atas segala bimbingan dan arahannya kepada penulis dalam penulisan skripsi ini sehingga penulis dapat menyelesaikan skripsi ini dengan baik.
2. Mama, Papa, Ibu, Bapak, Kakak dan Adik tercinta, Mas Ido dan Mbak Tuti yang telah memberikan dukungan dan doanya kepada penulis.
3. Neng Fitri yang telah memberikan doa dan dukungan penuh kepada penulis, sehingga penulis dapat melaksanakan penelitian dan menyelesaikan skripsi ini dengan baik, mudah, dan lancar.
4. Bapak Yogie Arry, STP selaku pembimbing lapang yang telah membimbing dan memberikan banyak masukan kepada penulis selama pelaksanaan penelitian.
5. Teman-teman TIN 42 dan Qoinkerz yang telah memberikan dorongan dan masukan kepada penulis sehingga penulis dapat melaksanakan penelitian dan menyelesaikan penulisan skripsi ini dengan baik.
Dengan segala kerendahan hati penulis menyadari bahwa penyusunan skripsi ini masih jauh dari sempurna. Oleh sebab itu, segala kritik dan saran sangat penulis harapkan. Semoga skripsi ini dapat bermanfaat bagi pembaca. Amin.
Bogor, Desember 2009
DAFTAR ISI KATA PENGANTAR... DAFTAR ISI... DAFTAR TABEL... DAFTAR GAMBAR... DAFTAR LAMPIRAN... I. PENDAHULUAN... A. Latar Belakang... B. Tujuan Penelitian... II. TINJAUAN PUSTAKA... A. Overall Equipment Effectiveness (OEE)...
B. Optimasi... C. Produktivitas... D. Diagram Sebab-Akibat (Fishbone Diagram)... III. TINJAUAN UMUM PERUSAHAAN ... A. Sejarah dan Perkembangan Perusahaan... B. Lokasi dan Tata Letak Perusahaan... C. Struktur Organisasi... D. Ketenagakerjaan... E. Bahan Baku dan Bahan Penunjang... F. Proses Produksi Dragee... G. Pengawasan Mutu... H. Pemetaan Lini Produksi Dragee... IV.METODOLOGI...
A. Lokasi dan Waktu Penelitian... B. Objek Penelitian... C. Metode Penelitian... V.HASIL DAN PEMBAHASAN...
A. Identifikasi Lini Produksi Dragee... B. Identifikasi Stasiun Kerja Forming Line...
Hal i ii iv v vi 1 1 1 2 2 6 7 8 10 10 10 10 11 12 13 17 18 20 20 20 20 22 22 23
1) Diagram Sebab-Akibat (Fishbone Diagram)... 2) Hasil Pengukuran... C. Identifikasi Mesin Forming Line 1... D. Identifikasi Faktor Kinerja Mesin Forming Line 1... E. Identifikasi Kerugian Faktor Kinerja Mesin Forming Line 1... F. Peningkatan Nilai Rasio Kinerja Mesin Forming Line 1... VI. KESIMPULAN DAN SARAN... A. Kesimpulan... B. Saran... DAFTAR PUSTAKA... LAMPIRAN... 23 29 30 33 38 42 49 49 49 50 51
DAFTAR TABEL
Tabel 1. Hasil Pengukuran Nilai Rataan OEE Lini Produksi Dragee... Tabel 2. Identifikasi Faktor Manusia Stasiun Kerja Forming Line... Tabel 3. Identifikasi Faktor Bahan Baku Stasiun Kerja Forming Line... Tabel 4. Identifikasi Faktor Lingkungan Stasiun Kerja Forming Line... Tabel 5. Identifikasi Faktor Mesin Stasiun Kerja Forming Line... Tabel 6. Identifikasi Faktor Metode Kerja Stasiun Kerja Forming Line... Tabel 7. Hasil Pengukuran Nilai OEE Stasiun Kerja Forming Line... Tabel 8. Hasil Pengukuran Nilai Rasio OEE Mesin Forming Line 1... Tabel 9. Hasil Pengukuran Nilai Rasio Kinerja Mesin Forming Line 1.... Tabel 10. Jumlah Kerugian Produksi Mesin Forming Line 1... Tabel 11. Faktor Mempengaruhi Kinerja Mesin Forming Line 1... Tabel 12. Klasifikasi Standar Kecepatan Mesin Forming Line 1... Tabel 13. Hasil Peningkatan Nilai Rasio Kinerja Mesin Forming Line 1. Tabel 14. Hasil Peningkatan Nilai OEE Mesin Forming Line 1...
Hal 22 25 26 26 27 28 29 31 34 36 40 41 43 46
DAFTAR GAMBAR
Gambar 1. Hierarki Faktor-faktor OEE... Gambar 2. Skema Siklus Produktivitas... Gambar 3. Bentuk Umum Diagram Sebab-Akibat... Gambar 4. Diagram Alir Proses Produksi Dragee... Gambar 5. Diagram Alir Pengemasan Dragee... Gambar 6. Diagram Alir Stasiun Kerja Lini Produksi Dragee... Gambar 7. Diagram Alir Pemetaan Lini Produksi Dragee... Gambar 8. Diagram Alir Metode Penelitian... Gambar 9. Histogram Persentase Nilai Rataan OEE Produksi Dragee... Gambar 10. Diagram Sebab-Akibat Mesin Forming Line 1... Gambar 11. Histogram Persentase Nilai Rataan OEE Forming Line... Gambar 12. Histogram Persentase Nilai Rataan OEE Forming Line 1... Gambar 13. Grafik Persentase Kinerja Mesin Forming Line 1... Gambar 14. Histogram Nilai Rataan Jumlah Produksi Forming Line 1.... Gambar 15. Grafik Jumlah Produksi Terhadap Target Produksi... Gambar 16. Grafik Fluktuasi Kecepatan Mesin Forming Line 1... Gambar 17. Histogram Jumlah Rataan Kerugian Mesin Forming Line 1. Gambar 18. Grafik Peningkatan Rasio Kinerja Mesin Forming Line 1... Gambar 19. Histogram Revisi Rasio Kinerja Mesin Forming Line 1... Gambar 20. Grafik Peningkatan Nilai OEE Mesin Forming Line 1... Gambar 21. Histogram Hasil Revisi Nilai OEE Mesin Forming Line 1....
Hal 5 8 9 15 16 18 19 21 23 24 30 32 35 37 38 41 42 44 45 47 47
DAFTAR LAMPIRAN
Lampiran 1. Struktur Organisasi PT. Sweet Candy Indonesia... Lampiran 2. Rumus Umum Metode Perhitungan Nilai OEE... Lampiran 3. Data Stasiun Kerja Exterior Cooker... Lampiran 4. Data Stasiun Kerja Forming Line... Lampiran 5. Data Stasiun Kerja Coating-1... Lampiran 6. Data Stasiun Kerja Coating-2...
Hal 52 53 54 56 58 60
I. PENDAHULUAN
A. Latar Belakang
Penelitian ini merupakan rekomendasi dari pihak perusahaan untuk melanjutkan sebuah proyek penelitian yang berhubungan dengan topik yang bersangkutan, yaitu Overall Equipment Effectiveness (OEE). OEE adalah metode pengukuran efektivitas penggunaan suatu mesin dan peralatan yang terdiri dari faktor ketersediaan waktu (availability), kinerja mesin (performance), dan kualitas produk (quality). Mesin dan peralatan dalam industri manufaktur berbasis padat modal ataupun semi padat modal merupakan salah satu jenis investasi ataupun aset yang paling utama dari suatu perusahaan yang harus dipelihara dan ditingkatkan, baik efektivitasnya maupun efisiensinya.
OEE dikenal sebagai salah satu aplikasi program Total Productive
Maintenance (TPM). Metode ini telah banyak diaplikasikan oleh banyak
perusahaan di dunia karena kemampuannya dalam mengidentifikasikan secara jelas akar permasalahan dan faktor penyebabnya sehingga membuat usaha perbaikan menjadi lebih terfokus.
Pada penelitian ini fokus permasalahan yang dikaji adalah lini produksi
Dragee. Latar belakang pemilihan lini produksi Dragee sebagai objek penelitian
adalah karena pada lini produksi tersebut seringkali terjadi kerugian (losses) produksi, baik yang disebabkan oleh mesin dan peralatan produksi maupun operator dalam menjalankan proses produksi. Oleh karena itu perlu dilakukan identifikasi dan analisis secara lebih terperinci mengenai penyebab utama terjadinya kerugian pada lini produksi tersebut.
B. Tujuan Penelitian
Mengidentifikasi dan menganalisis akar penyebab permasalahan pada lini produksi Dragee dan menemukan alternatif solusi yang efektif untuk meningkatkan nilai OEE.
II. TINJAUAN PUSTAKA
A. Overall Equipment Effectiveness (OEE)
Usaha perbaikan pada industri manufaktur, dilihat dari segi peralatan, adalah dengan meningkatkan utilitas peralatan yang ada seoptimal mungkin dan memperpanjang umur ekonomisnya. Utilisasi dari peralatan pada rataan industri manufaktur adalah sekitar setengah dari kemampuan mesin yang sesungguhnya (Nakajima, 1988).
Pada praktiknya, seringkali usaha perbaikan yang dilakukan tersebut hanya pemborosan, karena tidak menyentuh akar permasalahan yang sesungguhnya. Hal ini disebabkan tim tidak mendapatkan dengan jelas akar permasalahan yang terjadi dan faktor-faktor penyebabnya, sehingga dalam upaya mengatasi masalah ini tim tidak efektif dalam mengatasinya. Untuk itu diperlukan suatu metode yang mampu mengungkapkan permasalahan dengan jelas agar dapat dilakukan peningkatan terhadap kinerja mesin dan peralatan secara optimal (Jonsson dan Lesshammar, 1999).
Dalam rangka mengukur nilai OEE dan ketiga rasionya, yaitu ketersediaan waktu, kinerja mesin, dan kualitas produk, terlebih dahulu harus dipahami jenis-jenis kerugian peralatan yang mungkin terjadi (Hartmann, 1992). Menurut Nakajima (1988), terdapat enam kerugian peralatan yang menyebabkan rendahnya kinerja dari mesin dan peralatan. Anonim (2009) menambahkan bahwa keenam kerugian tersebut dikenal dengan istilah Six Big Losses yang digolongkan menjadi tiga jenis, yaitu:
a) Ketersediaan waktu, terdiri dari:
Kerusakan (breakdown losses), yaitu kerugian yang disebabkan adanya kerusakan mesin dan peralatan yang memerlukan suatu perbaikan. Kerugian ini sebagai contoh, terdiri dari waktu rehat (downtime) yang dialami pekerja dan waktu perbaikan dari mesin dan peralatan tersebut.
Pengaturan dan penyesuaian (setup and adjustment losses) disebabkan adanya perubahan kondisi operasi, seperti kegiatan menyalakan mesin (startup) dan penyesuaian bagian kerja (shift).
Kerugian ini sebagai contoh, terdiri dari waktu rehat (downtime) dan pengaturan mesin (setup).
Nakajima (1988) menyatakan bahwa ketersediaan waktu merupakan suatu rasio yang menggambarkan pemanfaaan waktu yang tersedia untuk kegiatan operasi mesin dan peralatan. Dengan demikian formula yang digunakan untuk mengukur rasio ketersediaan waktu adalah sebagai beikut:
Availability = x 100%
b) Kinerja mesin, terdiri dari:
Berhenti sejenak (small stops), disebabkan oleh kejadian-kejadian seperti pemberhentian mesin sejenak, kemacetan mesin, dan waktu menganggur (idle time) dari mesin. Pada kenyataannya, kerugian ini tidak dapat dideteksi secara langsung tanpa adanya alat pelacak, dan ketika operator tidak dapat memperbaikinya dalam waktu yang telah ditentukan, dapat dianggap sebagai kerusakan.
Kehilangan kecepatan (speed losses), yaitu kerugian karena mesin tidak bekerja secara optimal sesuai dengan teoritisnya. Pada kecepatan yang lebih tinggi, secara teoritis akan terjadi penurunan kualitas produk (quality losses).
Kinerja mesin merupakan suatu rasio yang menggambarkan kemampuan dari mesin dan peralatan dalam menghasilkan produk. Rasio ini merupakan hasil dari rataan kecepatan mesin saat beroperasi (operating speed rate) dan rataan kecepatan waktu produksi (net operating rate). Rataan kecepatan mesin saat beroperasi mengacu kepada perbedaan antara kecepatan ideal (berdasarkan desain mesin atau peralatan) dan kecepatan operasi aktual, sedangkan rataan kecepatan waktu produksi mengukur pemeliharaan dari suatu kecepatan selama periode tertentu. Dengan kata lain, ia mengukur apakah suatu operasi tetap stabil dalam periode selama mesin atau peralatan beroperasi pada kecepatan rendah. Formula yang digunakan untuk pengukuran rasio ini adalah sebagai berikut:
c) Kualitas produk, terdiri dari:
Kecacatan produksi (quality defect) dan daur ulang (rework losses) yaitu kerugian karena produk tidak berada di dalam batas spesifikasi atau kecacatan produksi yang terjadi pada operasi normal. Produk seperti ini harus dibuang atau diproduksi ulang. Kerugian ini meliputi biaya tenaga kerja untuk melakukan daur ulang dan biaya material yang terbuang.
Kerugian nisbah (yield losses), disebabkan material yang tidak terpakai atau sampah bahan baku. Kerugian nisbah dibagi menjadi dua bagian. Pertama berupa sampah bahan baku yang disebabkan kesalahan desain, metode manufaktur, dan peralatan yang mengalami gangguan. Kedua adalah kerusakan produksi yang disebabkan oleh adanya pengaturan presisi (adjusting) dan juga pada saat mesin melakukan pemanasan (belum pada kondisi kerja yang stabil) sehingga banyak terjadi kegagalan (reject).
Kualitas produk merupakan suatu rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar mutu. Formula yang digunakan untuk pengukuran rasio ini adalah sebagai berikut:
Quality = x 100%
Berdasarkan keseluruhan data diatas dapat diperoleh perhitungan nilai OEE sebagai berikut:
OEE = Availability (%) x Performance (%) x Quality (%)
Menurut Dal (2000) nilai OEE dari mesin dan peralatan dalam kondisi ideal yang merupakan standar dari perusahaan kelas dunia adalah 85% dengan komposisi nilai ketiga rasio sebagai berikut:
Ketersediaan waktu 90% atau lebih. Kinerja mesin 95% atau lebih. Kualitas produk 99% atau lebih.
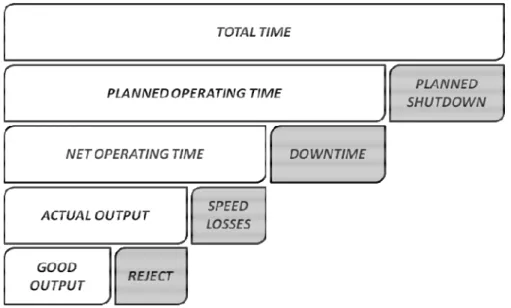
Berdasarkan uraian di atas, berikut akan dijelaskan hierarki mengenai faktor-faktor yang mempengaruhi nilai OEE yang dapat dilihat pada Gambar 1.
Gambar 1. Hierarki Faktor-faktor OEE (Anonim, 2009)
Total time adalah jadwal produksi dalam satu hari, dimana pada umumnya
adalah 8 jam, namun pada industri tertentu dapat mencapai 18 jam, atau bahkan 24 jam. Planned shutdown adalah waktu tidak beroperasi mesin yang telah direncanakan sehingga hal ini tidak dikategorikan sebagai downtime. Planned
operating time adalah selisih waktu antara total time dengan planned shutdown,
sedangkan net operating time adalah selisih waktu antara planned operating time dengan downtime. Net operating time adalah waktu aktual bagi mesin dalam beroperasi dimana mesin tersebut dapat menghasilkan sejumlah output sesuai dengan kapasitas produksinya. Apabila ternyata actual output yang dihasilkan tidak sesuai dengan kapasitas produksi, maka hal ini dapat dikategorikan sebagai kehilangan kecepatan (speed losses) atau kecepatan mesin tidak sesuai dengan standar yang telah ditetapkan. Berdasarkan jumlah actual output yang dihasilkan, pada umumnya terjadi kegagalan produksi sehingga produk yang sesuai standar mutu dikategorikan sebagai produk baik (good output) (Anonim, 2009).
B. Optimasi
Berbagai keputusan manajemen operasi melibatkan pemakaian sumber daya yang paling efektif. Sumber daya meliputi manusia, mesin, bahan baku, dan uang. Metode optimasi digunakan oleh para profesional dalam menentukan kombinasi penggunaan sumber daya yang terbatas agar dicapai keuntungan yang optimum. Metode optimasi ini diterapkan untuk pengembangan produk, distribusi, produksi, pemasaran, Sumber Daya Manusia (SDM), dan optimasi sumber daya industri lainnya.
Menurut Bronson (1982) teknik optimasi dapat digunakan untuk fungsi berkendala dan fungsi tidak berkendala. Penyelesaian permasalahan dapat berbentuk persamaan ataupun pertidaksamaan. Unsur penting dalam masalah optimasi adalah fungsi tujuan yang sangat bergantung pada sejumlah masukan. Peubah-peubah ini dapat tidak saling bergantung melalui satu atau lebih kendala. Cleland dan Kacaogln (1980) menambahkan bahwa penyelesaian masalah optimasi dengan program matematika dapat dilakukan dengan program linier, program tidak linier, program integer, dan program dinamik.
Menurut Maarif (1989), optimasi adalah suatu pendekatan normatif untuk mengidentifikasikan penyelesaian terbaik dalam pengambilan keputusan dari suatu permasalahan. Penyelesaian permasalahan dalam teknik optimasi diarahkan untuk mendapatkan titik maksimum atau titik minimum dari suatu fungsi. Tujuan optimasi adalah untuk meminimumkan usaha yang diperlukan atau biaya operasional dan memaksimumkan hasil yang diinginkan. Jika usaha yang diperlukan atau hasil yang diharapkan dapat dinyatakan sebagai fungsi dari peubah keputusan, maka optimasi dapat didefinisikan sebagai pencapaian kondisi maksimum dan minimum dari fungsi tersebut. Fungsi tujuan optimasi secara umum merupakan langkah minimasi biaya atau penggunan bahan baku dan maksimasi hasil atau pemanfaatan material produksi atau proses produksi. Penentuan fungsi tujuan dikaitkan dengan permasalahan yang dihadapi.
C. Produktivitas
Ukuran utama yang digunakan untuk mengukur kinerja dari manajemen operasi adalah produktivitas. Produktivitas merupakan suatu ukuran yang menyatakan bagaimana baiknya sumber daya diatur dan dimanfaatkan untuk mencapai hasil yang optimal. Secara umum produktivitas dapat dinyatakan sebagai rasio antara jumlah keluaran (output) terhadap jumlah masukan (input) (Herjanto, 1999). Menurut Sawhney (1991) terdapat dua metode untuk pengukuran produktivitas, yaitu:
1) Produktivitas fisik, adalah suatu indeks keluaran yang bersifat kuantitatif (misalnya ton) per luas tempat kerja, per tenaga kerja, atau per jam. Produktivitas cocok untuk menentukan efisiensi operasi tempat kerja, yang dirumuskan sebagai berikut:
Produktivitas Fisik = x 100%
2) Produktivitas nilai keluaran dan masukan dihitung dalam nilai moneter produksi atau penjualan. Produktivitas nilai paling tetap untuk menunjukkan produktivitas dalam konteks nilai moneter, yang dirumuskan sebagai berikut:
Produktivitas Nilai = x 100%
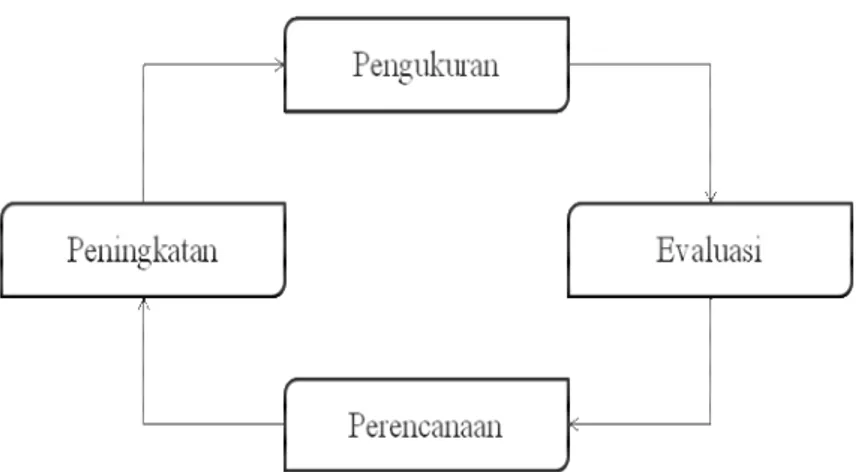
Hasil produktivitas secara menyeluruh selanjutnya akan dievaluasi untuk melihat apakah target telah tercapai. Keseluruhan prosedur evaluasi merupakan suatu penilaian atas hasil yang telah dicapai. Kegiatan pengukuran dan evaluasi merupakan bagian dari siklus produktivitas dimana kegiatan dalam siklus tersebut dilakukan secara berkesinambungan selama program produktivitas formal masih berjalan (Mali, 1978). Skema siklus produktivitas dapat dilihat pada Gambar 2.
Gambar 2. Skema Siklus Produktivitas (Mali, 1978)
C. Diagram Sebab-Akibat (Fishbone Diagram)
Menurut Gaspersz (2003) diagram sebab-akibat (fishbone diagram) adalah suatu pendekatan terstruktur yang memungkinkan dilakukan suatu analisis lebih terperinci dalam menemukan penyebab-penyebab suatu masalah, ketidaksesuaian, dan kesenjangan yang ada. Diagram ini dapat digunakan dalam situasi dimana:
1) Terdapat pertemuan diskusi dengan menggunakan teknik nalar (brainstorming) untuk mengidentifikasi mengapa suatu masalah terjadi. 2) Diperlukan analisis lebih terperinci terhadap suatu masalah.
3) Terdapat kesulitan untuk memisahkan penyebab dari akibat.
Penggunaan diagram sebab-akibat dapat mengikuti langkah-langkah berikut: 1) Dapatkan kesepakatan tentang masalah yang terjadi dan ungkapkan
masalah tersebut sebagai suatu pertanyaan masalah (problem question). 2) Bangkitkan sekumpulan penyebab yang mungkin dengan menggunakan
teknik nalar atau dengan membentuk anggota tim yang memiliki ide-ide berkaitan dengan masalah yang sedang dihadapi.
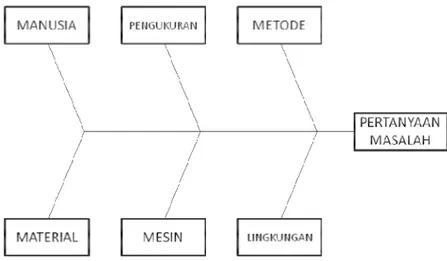
3) Gambarkan diagram dengan pertanyaan masalah ditempatkan pada sisi kanan (membentuk kepala ikan) dengan kategori utama seperti manusia (man), mesin (machine), metode (method), bahan baku (material), pengukuran (measurement), dan lingkungan (environment). Kategori utama tersebut ditempatkan pada cabang utama (membentuk tulang-tulang besar dari ikan) dimana kategori utama ini dapat diubah sesuai kebutuhan.
4) Tetapkan setiap penyebab dalam kategori utama yang sesuai dengan menempatkan pada cabang yang sesuai.
5) Untuk setiap penyebab yang mungkin, tanyakan “mengapa?” untuk menemukan akar penyebab, kemudian daftarkan akar-akar penyebab tersebut pada cabang-cabang yang sesuai dengan kategori utama (membentuk tulang-tulang kecil ikan). Untuk menemukan akar penyebab, dapat digunakan teknik bertanya mengapa sebanyak lima kali (five whys). 6) Interpretasi diagram tersebut dengan melihat penyebab-penyebab yang
muncul secara berulang, kemudian dapatkan kesepakatan melalui konsensus tentang penyebab tersebut.
7) Tetapkan hasil analisis dengan menggunakan diagram sebab-akibat tersebut dengan cara mengembangkan dan mengimplementasikan tindakan korektif serta memantau hasil-hasil untuk memastikan bahwa tindakan korektif yang dilakukan tersebut efektif telah menghilangkan akar penyebab dari masalah yang dihadapi (Gasperz, 2003).
Mengingat pentingnya penggunaan diagram sebab-akibat dalam langkah ini, berikut akan dikemukakan bentuk umum dari diagram sebab-akibat atau sering juga disebut sebagai diagram tulang ikan (fishbone diagram) atau diagram Ishikawa (Ishikawa diagram) sesuai dengan nama Prof. Kaoru Ishikawa dari Jepang yang memperkenalkan diagram tersebut. Bentuk umum diagram sebab-akibat dapat dilihat pada Gambar 3.
III. TINJAUAN UMUM PERUSAHAAN
A. Sejarah dan Perkembangan Perusahaan
PT. Sweet Candy Indonesia merupakan perusahaan mitra asing dan pemegang lisensi dari PT. Sweet Candy, Italia. Perusahaan ini berpusat di Milan, Italia. Di Indonesia, perusahaan ini didirikan pada tanggal 2 Maret 1992 di Bogor, Jawa Barat, dengan nama PT. Candy Indonesia. Pada bulan Juni 2002, PT. Candy Indonesia bergabung dan melakukan kerjasama dengan salah satu perusahaan mitra asing, yaitu PT. Sweet Indonesia, yang juga bergerak dalam bidang konveksi (confectionary) dimana hingga saat ini perusahaan ini dikenal dengan nama PT. Sweet Candy Indonesia.
B. Lokasi dan Tata Letak Perusahaan
PT. Sweet Candy Indonesia terletak di Bogor, Jawa Barat, dengan akses utama melalui Jalan Raya Jakarta-Bogor dengan luas areal ± 6,7 hektar, dimana 35% berupa bangunan dan sisanya berupa lahan. Areal pabrik terdiri dari beberapa fasilitas utama, diantaranya ruang produksi, ruang pengemasan, gudang bahan baku, gudang produk jadi, masjid, toilet, loker, kantin, poliklinik, pos satpam, Instalasi Penanganan Air Limbah (IPAL), insenerator, ruang kantor, dan ruang generator. Selain itu juga terdapat beberapa fasilitas penunjang seperti parkir mobil, parkir motor, lapangan sepak bola, lapangan voli, dan area taman.
C. Struktur Organisasi
PT. Sweet Candy Indonesia dipimpin oleh seorang presiden direktur yang membawahi secara langsung beberapa direktur bagian, diantaranya direktur pabrikasi (manufacturing director), direktur produksi (plant director), direktur SDM (HRD director), direktur pemasaran (marketing director), direktur keuangan (finance director), dan direktur teknologi (technology director). Direktur-direktur tersebut membawahi secara langsung beberapa manajer bagian sesuai dengan bidangnya masing-masing. Untuk lebih jelasnya struktur organisasi PT. Sweet Candy Indonesia dapat dilihat pada Lampiran 1.
D. Ketenagakerjaan
PT. Sweet Candy Indonesia memiliki karyawan sebanyak ± 800 orang, dimana terdiri dari ± 350 orang karyawan wanita dan ± 450 orang karyawan pria. Dalam pelaksanaan proses produksi, PT. Sweet Candy Indonesia membagi waktu kerja menjadi satu waktu kerja shift dan satu waktu kerja non-shift. Pembagian
shift kerja akan dijelaskan sebagai berikut:
Non-Shift
Karyawan bekerja mulai pukul 08.00 – 17.00 dengan hari kerja Senin sampai Jumat dan waktu istirahat mulai pukul 12.00 – 13.00. Pada umumnya karyawan yang bekerja pada waktu ini adalah karyawan kantor (plant office) atau karyawan yang bekerja pada bagian manajemen dan sebagian juga terdapat karyawan produksi.
Shift
Karyawan pada bagian ini dibagi menjadi tiga shift dan bekerja lima hari dalam seminggu dengan sistem kerja rotasi. Umumnya yang bekerja pada waktu ini adalah karyawan yang bekerja pada bagian produksi. Pembagian waktu kerja dapat dilihat sebagai berikut:
Shift 1 dimulai pada pukul 06.00 – 13.00 dengan waktu istirahat
pukul 09.00 – 10.00.
Shift 2 dimulai pada pukul 13.00 – 21.30 dengan waktu istirahat
pukul 16.00 – 17.00.
Shift 3 dimulai pada pukul 21.30 – 06.00 dengan waktu istirahat
pukul 00.30 – 01.30.
Selain mendapat gaji pokok diatas Upah Minimum Regional (UMR), setiap karyawan juga mendapat tunjangan-tunjangan lainnya berupa asuransi Jamsostek, upah insentif, bantuan perawatan kesehatan dan pengobatan di rumah sakit, tunjangan transportasi, tunjangan santunan bagi keluarga, penyediaan makan di kantin, santunan kematian, sumbangan untuk pernikahan, serta perlengkapan kerja (baju kerja, celana panjang kerja, sepatu kerja, masker, topi kerja, dan ear plug).
E. Bahan Baku dan Bahan Penunjang
Secara umum bahan baku utama yang digunakan dalam proses produksi di PT. Sweet Candy Indonesia diantaranya gula pasir (sukrosa) 50% dan glukosa 45% dan sisanya adalah bahan penunjang. Perbedaan bahan dasar kedua bahan ini berpengaruh pada tekstur dan tingkat kekerasan pada produk yang dihasilkan. Sukrosa yang terkandung dalam gula pasir akan mengakibatkan produk menjadi keras apabila jumlahnya berlebihan. Oleh sebab itu untuk mengimbanginya maka diberikan campuran glukosa yang akan mengurangi tingkat kekerasan produk tersebut. Untuk itu pada pembuatan produk jenis Dragee digunakan lebih banyak glukosa dibandingkan dengan produk jenis Deposit yang menggunakan lebih banyak sukrosa karena produk ini termasuk dalam jenis hard candy. Hal yang sama juga terjadi pada pembuatan produk jenis Chewy, dimana produk ini termasuk dalam jenis produk kenyal (chewy) sehingga tekstur dan tingkat kekerasannya lebih rendah dibandingkan kedua jenis produk lainnya.
Pada penggunaan bahan baku sukrosa, bahan baku yang digunakan bukan gula pasir biasa melainkan gula rafinasi. Dalam beberapa proses, gula rafinasi ini juga masih diolah menjadi sieving sugar, yaitu gula yang memiliki partikel lebih halus dibandingkan gula rafinasi pada umumnya. Selain gula rafinasi, juga digunakan icing sugar yang hanya digunakan pada pembuatan Dragee, sedangkan untuk glukosa yang digunakan terdapat dua jenis, yaitu sirup glukosa dan high
maltose syrup.
Bahan penunjang dalam proses produksi, diantaranya gelatin sapi, tepung gandum, bahan perisa (flavour), bahan pewarna (colouring agent), karamel, vanilin, garam, susu kental manis, aspartam, lemak HCO (Hydrogenated Coconut
Oil), dekstrin, maltodekstrin, susu krimer, tepung beras, coklat batangan, asam
sitrat, asam laktat, lesitin kedelai, dekstrosa monohidrat, gliserida monostearat, dan whipping cream.
F. Proses Produksi Dragee
Bahan baku utama dalam pembuatan Dragee yaitu sukrosa dan glukosa. Pada pembuatan Dragee, sukrosa dan air merupakan bahan awal yang digunakan. Sukrosa dan air ini akan mengalami pelarutan bersama larutan yang berasal dari proses Rework On Solution (ROS).
Dalam proses daur ulang (rework) bahan baku yang digunakan adalah produk gagal (reject product). Proses selanjutnya adalah pemasakan (cooking) dimana pada proses ini terdapat dua jenis pemasakan, yaitu pemasakan untuk bagian luar (exterior) dan bagian dalam (interior). Pada pemasakan bagian luar (exterior) digunakan Exterior Cooker yang berjumlah tiga buah dengan kapasitas masing-masing ± 800 kg/jam, sedangkan pada pemasakan untuk bagian dalam (interior) digunakan BUSS Interior Cooker dengan kapasitas produksi mencapai ± 600-900 kg/jam, dimana pengaturan kecepatan mesin disesuaikan dengan jumlah produksi.
Pada pemasakan untuk bagian luar, ditambahkan larutan buffer asam, icing
sugar, dan minyak nabati agar adonan tidak lengket dalam wadah. Adonan ini
akan mengalami kneading, yaitu penghilangan gelembung udara yang terdapat pada adonan setelah pencampuran. Setelah itu adonan diletakkan dalam Batch
Roller kemudian dimasukkan ke dalam Hopper Rope Sizer, sedangkan pada
pemasakan untuk bagian dalam, ditambahkan larutan premix yang kemudian akan mengalami kristalisasi atau pengurangan kadar air hingga mencapai ± 7% untuk selanjutnya dimasukkan pula ke dalam Hopper Rope Sizer.
Pada bagian ini terjadi pencetakan produk (forming), dimana bagian luar dan bagian dalam akan digabungkan (assembly) dengan membentuk untaian adonan panjang untuk selanjutnya masuk ke dalam area pendingin (cooling
tunnel) untuk dicetak dengan ukuran sesuai standar. Kesatuan mesin tersebut
termasuk dalam stasiun kerja Forming Line dengan kapasitas produksi mencapai ± 500-1000 kg/jam. Pada proses tersebut produk sudah membentuk Dragee namun masih dalam kategori produk setengah jadi (kernel), dimana kernel tersebut selanjutnya akan diolah kembali melalui dua tahap pelapisan (coating) agar terbentuk tekstur yang lebih halus.
Pada pelapisan tahap pertama (Coating-1) digunakan larutan tepung beras, gum arab, dan sieving sugar. Proses ini berlangsung selama ± 30 menit dengan kapasitas produksi ± 500 kg/jam dan terjadi pertambahan bobot sebesar ± 12% dari bobot awal. Setelah itu, kernel dimasukkan ke dalam ruang pengering untuk dikeringkan pada suhu ruangan (± 25 oC) selama ± 12 – 24 jam. Tujuan pengeringan ini adalah untuk mengurangi kadar air dan kadar kelembaban kernel agar produk tidak lengket sehingga mudah dalam pengemasannya. Setelah pengeringan, proses selanjutnya adalah pelapisan tahap kedua (Coating-2). Pada proses ini ditambahkan bahan perisa dan bahan pewarna. Proses ini berlangsung selama ± 150 menit dengan kapasitas produksi mencapai ± 200 kg/jam. Selanjutnya produk akan dikalibrasi untuk diperiksa standar mutunya, termasuk di dalamnya dimensi dan kandungan logam. Pada pemeriksaan kandungan logam, produk akan melalui metal detector, yaitu alat pendeteksi kandungan logam, dimana kandungan logam yang dapat dideteksi diantaranya besi (Fe) 1,0 mm,
non-besi 1,0 mm, dan Suspended Solid (SS) 1,5 mm. Setelah dilakukan
pendeteksian, produk yang mengandung logam akan dibuang (scrap) untuk menghindari terjadinya kontaminasi.
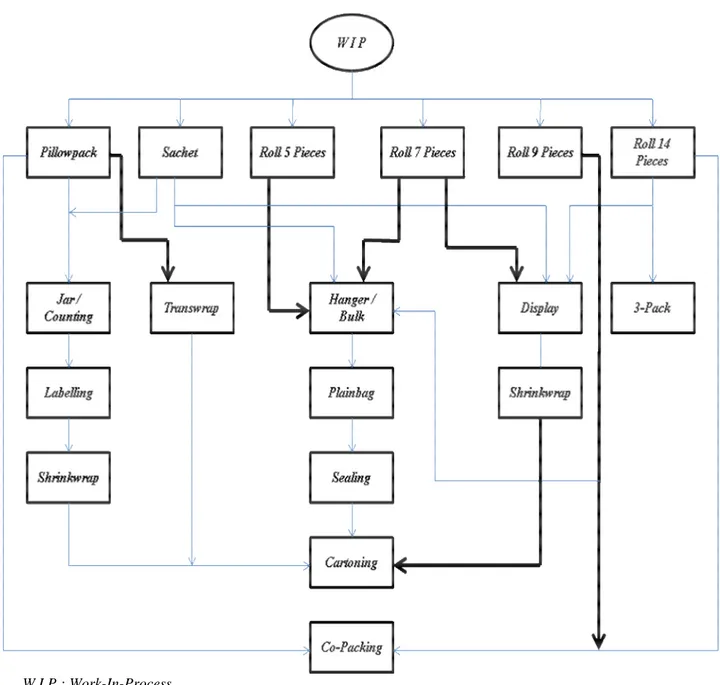
Proses terakhir adalah pengemasan. Pada bagian ini terdapat berbagai jenis mesin dan peralatan pengemasan sesuai dengan jenis produk. Mesin dan peralatan yang digunakan dalam pengemasan yaitu mesin Roll Wrap, Pillow Pack, Micro
Dragee, Trans Wrap, Jar Counter, Flow Pack, dan Flip Top/Bottle. Diagram alir
proses produksi Dragee dapat dilihat pada Gambar 4 dan diagram alir pengemasan Dragee dapat dilihat pada Gambar 5.
W I P : Work-In-Process
G. Pengawasan Mutu
PT. Sweet Candy Indonesia melakukan pengawasan mutu atau lebih dikenal dengan istilah Quality Control (QC) pada setiap lini produksi yang dilakukan oleh inspektur QC. Pengawasan mutu dimulai pada saat bahan baku diterima. Setiap bahan baku yang diterima akan diperiksa standar mutunya menggunakan dokumen contreng. Dokumen ini berisi mengenai kandungan yang terdapat dalam bahan baku, seperti kandungan biologis berupa bakteri, fungi, dan lain-lain, kandungan fisik meliputi serpihan kayu, dan kandungan kimia seperti adanya zat-zat kimia tertentu serta kandungan logam berat yang terdapat dalam bahan. Apabila sesuai dengan standar maka akan langsung dimasukkan ke dalam gudang bahan baku, namun apabila tidak memenuhi stantar maka bahan baku tersebut akan dikembalikan kepada supplier.
Setelah inspektur QC memeriksa pada bagian bahan baku, selanjutnya inspektur QC pada bagian proses utama akan memeriksa ketepatan pada proses produksi sesuai standar. Dimulai dari area proses, pada proses produksi kondisi area proses harus diatur, seperti suhu dan kelembaban harus dijaga tetap rendah agar produk tetap keras dan tidak lengket. Selain kondisi area, inspektur QC juga akan memeriksa proses produksi, mulai dari pemasakan hingga proses kalibrasi, dimana seluruhnya harus melewati tahap inspeksi untuk menyesuaikan dengan standar produksi yang berlaku atau Standard Operation Procedure (SOP). Inspeksi dilakukan terhadap suhu, kelembaban, warna, rasa, dimensi, kandungan logam dan bahan asing lainnya.
Pada pengemasan, inspeksi dilakukan terhadap berbagai hal, diantaranya kondisi produk, ketepatan posisi bahan pengemas, kelayakan segel, kecacatan bahan pengemas, kotoran, dan lain sebagainya. Setelah produk selesai dikemas, kemudian produk akan dibawa menuju gudang produk jadi dengan tetap dilakukan inspeksi oleh inspektur QC terhadap produk jadi tersebut. Inspeksi yang dilakukan meliputi tata letak produk, jumlah produk masuk dan keluar gudang, keadaan truk pengangkut, mesin dan peralatan transportasi, dan lain sebagainya.
H. Pemetaan Lini Produksi Dragee
Secara umum proses produksi dimulai dari mesin pemasakan (Exterior
Cooker). Setelah itu bahan baku yang telah masak didiamkan beberapa saat
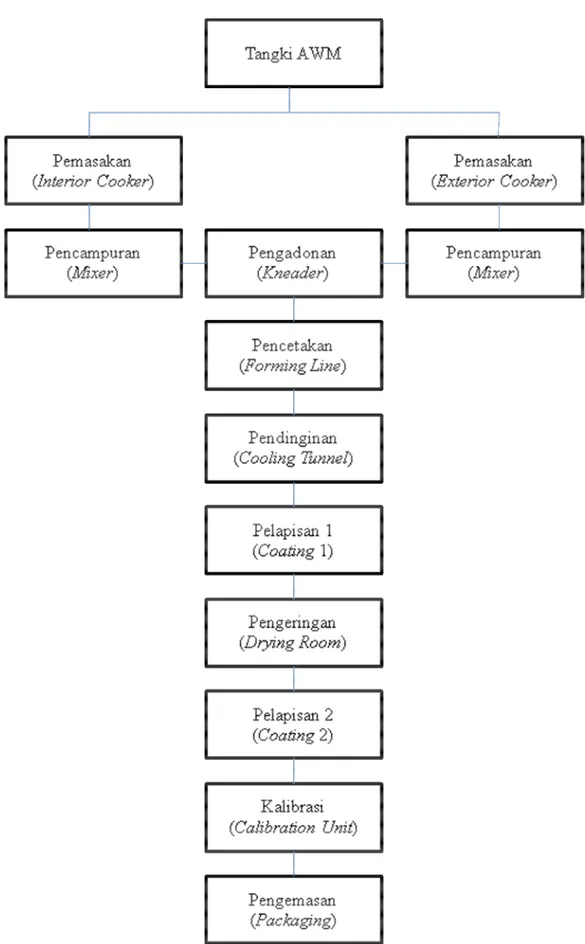
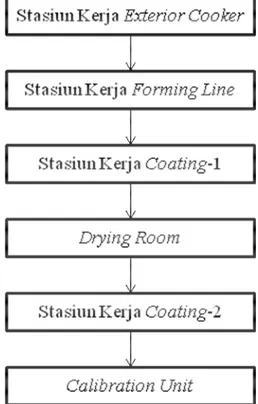
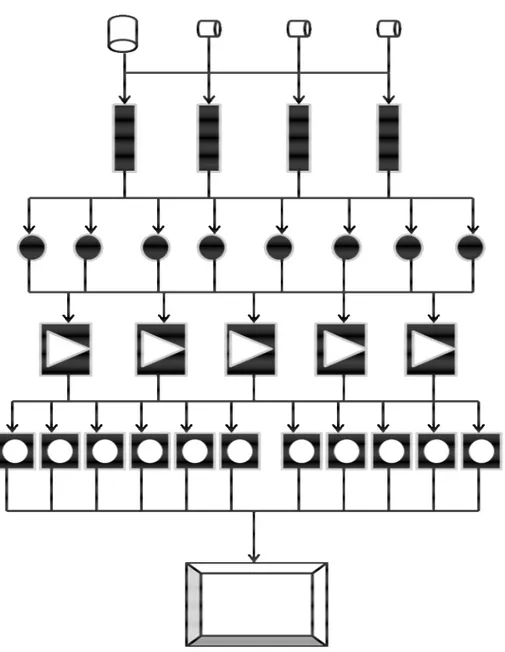
hingga membentuk adonan yang semi padat, kemudian dimasukkan ke dalam mesin pencetakan (Forming Line). Pada mesin ini terjadi pembentukan adonan menjadi produk setengah jadi (Kernel). Proses selanjutnya adalah pelapisan tahap pertama pada mesin Coating-1. Kernel yang sudah dilapisi dengan gula rafinasi kemudian dimasukkan ke dalam ruang pengeringan (Drying Room) selama 12 jam sampai 24 jam. Setelah itu dilakukan pelapisan kembali pada mesin Coating-2. Pada pelapisan tahap kedua ini selain Kernel dilapisi dengan gula rafinasi, juga ditambahkan bahan perisa dan bahan pewarna agar terbentuk rasa dan warna pada produk sesuai dengan standar. Setelah itu produk jadi (Dragee) akan dikalibrasi pada mesin Calibration Unit agar dihasilkan standar mutu produk yang seragam. Produk yang telah dikalibrasi selanjutnya akan dibawa ke ruang pengemasan (Packaging Area) untuk dikemas. Diagram alir stasiun kerja lini produksi Dragee dapat dilihat pada Gambar 6 dan diagram alir pemetaan lini produksi Dragee dapat dilihat pada Gambar 7.
Gambar 7. Diagram Alir Pemetaan Lini Produksi Dragee
Keterangan:
= Stasiun kerja pemasakan (Cooker)
= Stasiun kerja pencetakan (Forming Line)
= Stasiun kerja pelapisan pertama (Coating-1)
= Ruang pengeringan (Drying Room)
= Stasiun kerja pelapisan kedua (Coating-2)
IV. METODOLOGI
A. Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Sweet Candy Indonesia, Bogor, Jawa Barat, pada tanggal 22 Juni 2009 sampai dengan 21 Agustus 2009.
B. Objek Penelitian
Pada penelitian ini objek penelitian yang dijadikan sampel adalah empat stasiun kerja pada lini produksi Dragee, yaitu Exterior Cooker, Forming Line,
Coating-1, dan Coating-2. Hal ini disebabkan pada keempat stasiun kerja tersebut
terjadi transformasi bahan baku, sedangkan pada Drying Room dan Calibration
Unit tidak terjadi transformasi bahan baku, sehingga tidak dapat dilakukan
identifikasi dan analisis mengenai OEE.
C. Metode Penelitian
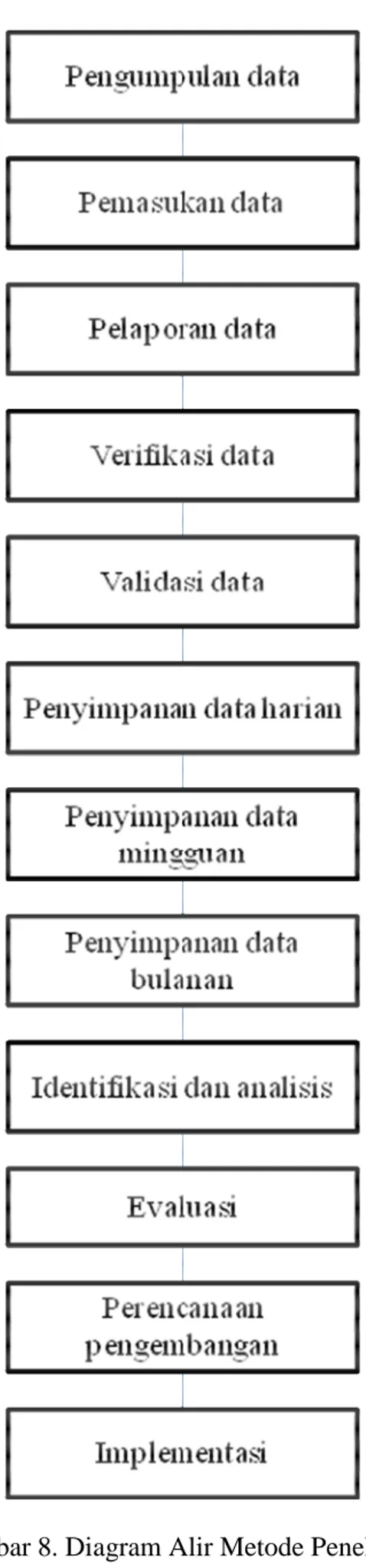
Penelitian ini dimulai dengan mengukur efektivitas mesin dan peralatan secara menyeluruh dengan menghitung nilai OEE yang dianalisis dari faktor ketersediaan waktu, kinerja mesin, dan kualitas produk. Setelah itu data yang diperoleh kemudian dibandingkan dengan data aktual nilai OEE yang diperoleh secara bersamaan dari bagian pengawas produksi dan administrasi yang dilengkapi dengan data aktual kerugian produksi dari bagian permesinan (Engineering) dan bagian produksi. Setelah semua data diperoleh, data tersebut kemudian diverifikasi dan divalidasi oleh pihak manajemen untuk dijadikan sebagai laporan nilai OEE harian. Hasil validasi tersebut selanjutnya dikumpulkan selama satu minggu untuk dijadikan sebagai laporan nilai OEE mingguan. Berdasarkan hasil validasi terhadap data tersebut, kemudian dilakukan identifikasi dan analisis oleh pihak manajemen terhadap hasil pencapaian nilai OEE selama satu minggu untuk dijadikan sebagai acuan dalam melakukan perbaikan dan peningkatan nilai OEE pada periode berikutnya. Diagram alir metode penelitian dapat dilihat pada Gambar 8.
V. HASIL DAN PEMBAHASAN
A. Identifikasi Lini Produksi Dragee
Hasil pengukuran nilai rataan OEE pada lini produksi Dragee selama 30 hari menunjukkan bahwa tiga dari empat stasiun kerja yang dianalisis memiliki nilai OEE lebih dari 90%, yaitu stasiun kerja Exterior Cooker, Coating-1, dan
Coating-2. Hal ini mengindikasikan bahwa mesin-mesin pada ketiga stasiun kerja
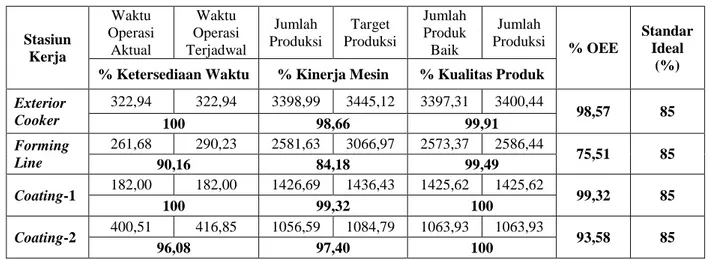
tersebut sudah dalam kondisi ideal atau sudah memenuhi standar perusahaan kelas dunia. Menurut Dal (2000) nilai OEE mesin dan peralatan dalam kondisi ideal yang merupakan standar perusahaan kelas dunia adalah 85%. Hasil pengukuran nilai rataan OEE pada lini produksi Dragee dapat dilihat pada Tabel 1.
Tabel 1. Hasil Pengukuran Nilai Rataan OEE Lini Produksi Dragee
Stasiun Kerja Waktu Operasi Aktual Waktu Operasi Terjadwal Jumlah Produksi Target Produksi Jumlah Produk Baik Jumlah
Produksi % OEE Standar Ideal
(%) % Ketersediaan Waktu % Kinerja Mesin % Kualitas Produk
Exterior Cooker 322,94 322,94 3398,99 3445,12 3397,31 3400,44 98,57 85 100 98,66 99,91 Forming Line 261,68 290,23 2581,63 3066,97 2573,37 2586,44 75,51 85 90,16 84,18 99,49 Coating-1 182,00 182,00 1426,69 1436,43 1425,62 1425,62 99,32 85 100 99,32 100 Coating-2 400,51 416,85 1056,59 1084,79 1063,93 1063,93 93,58 85 96,08 97,40 100
Berdasarkan tabel di atas, persentase nilai rataan OEE pada lini produksi
Dragee selama 30 hari secara berturut-turut mulai dari yang tertinggi adalah
stasiun kerja Coating-1 (99,32%), Exterior Cooker (98,57%), Coating-2 (93,58%), dan Forming Line (75,51%). Histogram nilai rataan OEE pada lini produksi Dragee dapat dilihat pada Gambar 9.
Gambar 9. Histogram Persentase Nilai Rataan OEE Lini Produksi Dragee
Berdasarkan histogram di atas, stasiun kerja Forming Line memiliki nilai rataan OEE yang terendah (75,51%). Menurut Dal (2000) pencapaian nilai OEE yang masih di bawah 85% mengindikasikan bahwa mesin-mesin pada stasiun kerja tersebut belum dalam kondisi ideal atau belum memenuhi standar perusahaan kelas dunia, dengan demikian fokus permasalahan yang akan dibahas secara lebih terperinci adalah stasiun kerja Forming Line.
B. Identifikasi Stasiun Kerja Forming Line
Pada stasiun kerja Forming Line terdapat empat mesin, dimana keempat mesin tersebut memiliki kecepatan mesin yang berbeda. Mesin 1 dapat beroperasi dengan kecepatan mencapai 1000 kg/jam, mesin 2 dan mesin 3 dapat beroperasi dengan kecepatan mencapai 600 kg/jam, dan mesin 4 dapat beroperasi dengan kecepatan mencapai 500 kg/jam.
1) Diagram Sebab-Akibat (Fishbone Diagram)
Pada stasiun kerja Forming Line terdapat berbagai masalah khusus yang berkaitan dengan rendahnya nilai OEE. Oleh sebab itu digunakan diagram sebab-akibat untuk mengidentifikasi dan menganalisis penyebab-penyebab masalah pada stasiun kerja Forming Line secara lebih terperinci.
Menurut Gaspersz (2003) diagram sebab-akibat adalah suatu pendekatan terstruktur yang memungkinkan dilakukan suatu analisis lebih terperinci dalam menemukan penyebab-penyebab suatu masalah, ketidaksesuaian, dan kesenjangan yang ada. Diagram ini dapat digunakan dalam situasi dimana:
1) Terdapat pertemuan diskusi dengan menggunakan teknik
brainstorming untuk mengidentifikasi mengapa suatu masalah terjadi.
2) Diperlukan analisis lebih terperinci terhadap suatu masalah. 3) Terdapat kesulitan untuk memisahkan penyebab dari akibat.
Hasil identifikasi masalah umum terhadap stasiun kerja Forming Line yang disajikan dalam bentuk diagram sebab-akibat dapat dilihat pada Gambar 10 dan klasifikasi hasil identifikasi masalah umum dapat dilihat pada Tabel 2, Tabel 3, Tabel 4, Tabel 5, dan Tabel 6.
Tabel 2. Identifikasi Faktor Manusia Stasiun Kerja Forming Line
Faktor Spesifikasi Masalah
Penyebab
Khusus Alternatif Solusi Implementasi
Manusia
Ketidaktelitian
Letih bekerja
Membuat dan mendistribusikan jadwal lembur yang
sesuai dengan kemampuan karyawan
Melakukan pendekatan khusus kepada karyawan untuk mengetahui kegiatan
karyawan diluar pekerjaan
Kurangnya pengawasan
Membuat dan mendistribusikan jadwal pengawasan produksi secara berkala
kepada penyelia
Melakukan pengawasan secara intensif oleh penyelia
untuk memastikan kelancaran proses produksi
Jenuh terhadap rutinitas Membuat dan mendistribusikan jadwal pemindahan
area kerja bagi karyawan
Melakukan pemindahan area kerja secara berkala dalam
periode yang tidak terlalu lama Kurang bertanggung jawab Mengubah paradigma karyawan terhadap mesin dan peralatan
produksi
Memberi pengertian kepada karyawan bahwa mesin yang dioperasikan adalah miliknya
selama proses produksi berjalan
Kedisiplinan
Tidak tepat
waktu Memberi peringatan secara bertahap kepada
karyawan
Membuat surat peringatan bertahap dengan konsekuensi
tertentu sesuai dengan kebijaksanaan perusahaan
pada tahap terakhir Kurang serius dalam bekerja Jenuh terhadap rutinitas Membuat dan mendistribusikan jadwal pemindahan
area kerja bagi karyawan
Melakukan pemindahan area kerja secara berkala dalam
periode yang tidak terlalu lama Kurang bertanggung jawab Mengubah paradigma karyawan terhadap mesin dan peralatan
produksi
Memberi pengertian kepada karyawan bahwa mesin yang dioperasikan adalah miliknya
selama proses produksi berjalan
Tabel 3. Identifikasi Faktor Bahan Baku Stasiun Kerja Forming Line Faktor Spesifikasi Masalah Penyebab Khusus Alternatif Solusi Implementasi Bahan baku Tidak tersedia pasokan bahan baku dari proses sebelumnya Menunggu finishing proses sebelumnya Membuat kisaran standar waktu pergantian proses Mengalokasikan standar waktu pergantian proses dari mesin atau stasiun kerja
sebelumnya ke mesin atau stasiun kerja
berikutnya Kerusakan bahan baku Kegagalan proses Pengaturan presisi mesin yang optimal Melakukan pengaturan secara lebih teliti pada saat menyalakan mesin dan penyetelan presisi
suku cadang mesin secara akurat
Pengawasan produksi yang intensif
Melakukan pengawasan yang intensif untuk memastikan kelancaran
proses produksi
Tabel 4. Identifikasi Faktor Lingkungan Stasiun Kerja Forming Line
Faktor Spesifikasi Masalah Penyebab Khusus Alternatif Solusi Implementasi Lingkungan Kondisi lingkungan tempat bekerja yang kurang kondusif Lantai licin Menggunakan sepatu khusus anti licin Menyediakan sepatu khusus dari bahan sol karet agar pekerja tidak
terpeleset dan mudah melakukan pergerakan
agar tercapai efisiensi kerja
Tabel 5. Identifikasi Faktor Mesin Stasiun Kerja Forming Line Faktor Spesifikasi Masalah Penyebab Khusus Alternatif Solusi Implementasi Mesin Kecepatan mesin tidak sesuai standar Kesalahan operator dalam pengaturan kecepatan mesin Perlu adanya indikator kecepatan mesin Menginstalasi indikator kecepatan yang akurat
pada setiap mesin
Indikator kecepatan mesin kurang akurat Perlu dilakukan kalibrasi pada mesin dan peralatan produksi Melakukan kalibrasi mesin dan peralatan produksi secara berkala
Kegagalan produksi karena presisi suku cadang mesin kurang sesuai Menggunakan suku cadang buatan lokal Perlu dilakukan studi kelayakan
Membuat analisis biaya mengenai perbandingan
antara harga suku cadang asli dengan jumlah kerugian yang harus ditanggung dalam
periode tertentu Waktu menganggur mesin yang terlalu lama Tidak ada pasokan bahan baku atau operator yang menjalankan proses produksi Perlu disusun jadwal produksi yang ketat Menyusun jadwal produksi yang lebih
ketat guna mengoptimalkan kinerja mesin dan peralatan produksi
Tabel 6. Identifikasi Faktor Metode Kerja Stasiun Kerja Forming Line Faktor Spesifikasi Masalah Penyebab Khusus Alternatif Solusi Implementasi Metode Kerja Kehilangan Kapasitas berhenti sejenak Menyusun jadwal produksi yang efektif Menyesuaikan jadwal produksi yang efektif antara
jumlah permintaan dengan kapasitas produksi waktu menganggur
mesin, tidak ada bahan baku yang diolah pada saat
mesin sedang beroperasi Jumlah produksi produksi kurang dari
kapasitas Kesalahan operator dalam pengaturan kecepatan mesin Penyuluhan intensif bagi operator
Memberi pelatihan secara intensif kepada operator mengenai spesifikasi mesin
dan peralatan produksi
Kecepatan mesin di bawah standar Pemantauan mesin secara intensif Melakukan pengawasan yang intensif terhadap mesin saat proses produksi
berjalan
Menetapkan standar kecepatan mesin
Melakukan identifikasi terhadap kecepatan aktual
mesin selama periode tertentu agar dapat ditetapkan standar kecepatan ideal mesin
Kehilangan Nisbah Kehilangan Kecepatan Menyusun jadwal produksi yang efektif Menyesuaikan jadwal produksi yang efektif antara
jumlah permintaan dengan kapasitas produksi Jumlah produksi melebihi kapasitas Penurunan kualitas dari produk Kesalahan operator dalam pengaturan kecepatan mesin Penyuluhan intensif bagi operator
Memberi pelatihan secara intensif kepada operator mengenai spesifikasi mesin
dan peralatan produksi
Kecepatan mesin di atas standar Pemantauan mesin secara intensif Melakukan pengawasan yang intensif terhadap mesin saat proses produksi
berjalan Menetapkan standar kecepatan mesin Melakukan identifikasi terhadap kecepatan aktual
mesin selama periode tertentu agar dapat ditetapkan standar kecepatan ideal mesin
2) Hasil Pengukuran
Hasil pengukuran nilai rataan OEE terhadap stasiun kerja Forming Line selama 30 hari menunjukkan bahwa dari keempat mesin hanya terdapat satu mesin yang telah memenuhi standar ideal perusahaan kelas dunia (85%), yaitu mesin 4 (88,19%), sedangkan pada ketiga mesin lainnya belum memenuhi standar ideal perusahaan kelas dunia. Hasil pengukuran nilai OEE selama 30 hari pada stasiun kerja Forming Line dapat dilihat pada Tabel 7.
Tabel 7. Hasil Pengukuran Nilai OEE Stasiun Kerja Forming Line
Tanggal % OEE
Mesin 1 Mesin 2 Mesin 3 Mesin 4
1 70,49 79,38 69,23 2 3 68,33 92,73 75,16 96,64 4 86,00 94,51 87,00 54,95 5 86,00 92,62 88,46 6 76,79 89,78 99,23 7 98,06 88,21 89,45 90,21 8 59,86 36,35 53,79 96,08 9 65,50 77,05 89,87 85,74 10 81,90 92,31 84,89 11 40,00 52,92 69,30 99,23 12 85,00 96,15 13 53,25 98,90 79,89 82,83 14 60,00 63,51 88,21 89,17 15 52,35 69,03 85,05 87,56 16 45,43 69,23 75,43 62,55 17 53,50 97,74 42,31 98,40 18 54,86 56,70 85,82 95,54 19 78,40 66,15 99,23 20 67,26 99,12 52,06 96,29 21 91,86 42,96 36,63 98,08 22 91,29 40,31 79,38 83,85 23 76,79 59,79 87,09 24 51,09 92,88 98,76 25 71,11 91,64 93,22 26 27 64,50 97,36 58,76 28 59,54 99,14 29 72,30 96,92 87,69 79,38 30 62,61 86,29 99,23 Rataan 68,48 77,11 76,60 88,19
Berdasarkan Tabel 7, persentase nilai rataan OEE pada stasiun kerja
Forming Line selama 30 hari secara berturut-turut mulai dari yang tertinggi
adalah mesin 4 (88,19%), mesin 2 (77,11%), mesin 3 (76,60%), dan mesin 1 (68,48%). Histogram nilai rataan OEE pada stasiun kerja Forming line dapat dilihat pada Gambar 11.
Gambar 11. Histogram Nilai Rataan OEE Stasiun Kerja Forming Line
Berdasarkan histogram di atas, mesin Forming Line 1 memiliki nilai rataan OEE yang terendah (68,48%). Menurut Dal (2000) pencapaian nilai OEE yang masih di bawah 85% mengindikasikan bahwa mesin tersebut belum dalam kondisi yang ideal atau belum memenuhi standar perusahaan kelas dunia, dengan demikian fokus permasalahan yang akan dibahas secara lebih terperinci adalah mesin Forming Line 1.
C. Identifikasi Mesin Forming Line 1
Hasil pengukuran nilai rataan rasio ketersediaan waktu, kinerja mesin, dan kualitas produk terhadap mesin Forming Line 1 menunjukkan bahwa pencapaian nilai rasio ketersediaan waktu (90,51%) dan rasio kualitas produk (99,02%) telah memenuhi standar perusahaan kelas dunia (Dal, 2000). Hasil pengukuran nilai rasio ketersediaan waktu, kinerja mesin, dan kualitas produk selama 30 hari pada mesin Forming Line 1 dapat dilihat pada Tabel 8.
Tabel 8. Hasil Pengukuran Nilai Rasio OEE Mesin Forming Line 1 Tanggal Ketersediaan Waktu (%) Kinerja Mesin (%) Kualitas Produk (%) 1 2 3 90,48 75,79 99,65 4 100 86,00 100 5 88,89 96,75 100 6 100 76,79 100 7 100 98,57 99,48 8 95,24 63,00 99,76 9 97,62 67,32 99,67 10 11 42,86 93,33 100 12 88,89 96,75 98,84 13 91,67 58,36 99,53 14 94,05 63,80 100 15 100 52,35 100 16 83,33 54,86 99,38 17 92,86 58,46 98,55 18 98,57 55,65 100 19 100 86,00 91,16 20 100 67,89 99,07 21 100 92,14 99,69 22 100 91,43 99,84 23 100 76,79 100 24 52,86 97,62 99,00 25 100 71,67 99,22 26 27 65,48 98,51 100 28 29 80,00 97,50 92,69 30 100 62,61 100 Rataan 90,51 77,60 99,02
Berdasarkan Tabel 8, persentase nilai rataan rasio ketersediaan waktu, kinerja mesin, dan kualitas produk pada mesin Forming Line 1 secara berturut-turut mulai dari yang tertinggi adalah kualitas produk (99,02%), ketersediaan waktu (90,51%), dan kinerja mesin (77,60%). Histogram nilai rataan ketiga rasio tersebut dapat dilihat pada Gambar 12.
Gambar 12. Histogram Persentase Nilai Rataan OEE Mesin Forming Line 1
Berdasarkan histogram di atas, mesin Forming Line 1 memiliki kendala pada faktor kinerja mesin yang ditunjukkan dengan pencapaian nilai rataan rasio kinerja mesin yang rendah (77,60%). Hasil penelitian menunjukkan bahwa pada proses produksi terjadi waktu menganggur mesin dimana pada saat mesin sedang beroperasi tidak ada bahan baku yang diolah atau tidak ada operator yang mengolah bahan baku sehingga mengakibatkan kehilangan kapasitas. Hal ini merupakan sesuatu yang seharusnya dapat dihindari agar dalam proses produksi tidak terjadi pemborosan. Selain itu dalam proses produksi juga terjadi kehilangan kecepatan atau kecepatan mesin tidak sesuai dengan standar yang telah ditetapkan. Hal ini dapat dilihat dari rasio ketersediaan waktu yang tinggi (90,51%), namun pada kenyataannya jumlah produk yang dihasilkan tidak memenuhi target atau tidak sesuai dengan kapasitas produksi. Dengan kata lain, pencapaian jumlah produk yang dihasilkan terhadap kapasitas produksi rendah.
Menurut Nakajima (1988) berhenti sejenak disebabkan oleh kejadian-kejadian seperti pemberhentian mesin sejenak, kemacetan mesin, dan waktu menganggur dari mesin. Pada kenyataannya, kerugian ini tidak dapat dideteksi secara langsung tanpa adanya alat pelacak, dan ketika operator tidak dapat memperbaikinya dalam waktu yang telah ditentukan, hal tersebut dapat dianggap sebagai suatu kerusakan, sedangkan kehilangan kecepatan disebabkan mesin tidak bekerja secara optimal sesuai dengan teoretisnya. Pada kecepatan yang lebih tinggi, secara teoretis akan terjadi penurunan kualitas dari produk sehingga jumlah produk gagal meningkat. Oleh sebab itu perlu penanganan khusus untuk mengatasi masalah kinerja mesin pada mesin Forming Line 1 agar proses produksi dapat berjalan secara optimal, dengan demikian fokus permasalahan yang akan dibahas secara lebih terperinci pada mesin Forming Line 1 adalah faktor kinerja mesin.
D. Identifikasi Faktor Kinerja Mesin Forming Line 1
Kinerja mesin merupakan suatu rasio yang menggambarkan kemampuan dari mesin dan peralatan dalam menghasilkan produk. Rasio ini merupakan hasil dari rataan kecepatan mesin saat beroperasi dan rataan kecepatan waktu produksi. Rataan kecepatan mesin saat beroperasi mengacu kepada perbedaan antara kecepatan ideal (berdasarkan desain mesin atau peralatan) dan kecepatan operasi aktual, sedangkan rataan kecepatan waktu produksi mengukur pemeliharaan dari suatu kecepatan selama periode tertentu. Dengan kata lain, ia mengukur apakah suatu operasi tetap stabil dalam periode selama mesin atau peralatan beroperasi pada kecepatan rendah (Nakajima, 1988). Hasil pengukuran nilai rasio kinerja mesin selama 30 hari pada mesin Forming Line 1 dapat dilihat pada Tabel 9.
Tabel 9. Hasil Pengukuran Nilai Rasio Kinerja Mesin Forming Line 1
Tanggal Jumlah Produksi (kg) Target Produksi (kg) Kinerja Mesin (%) 1 2 3 5305 7000 75,79 4 6020 7000 86,00 5 6773 7000 96,75 6 5375 7000 76,79 7 6900 7000 98,57 8 4410 7000 63,00 9 4712 7000 67,32 10 11 6533 7000 93,33 12 6773 7000 96,75 13 4085 7000 58,36 14 4466 7000 63,80 15 3664 7000 52,35 16 3840 7000 54,86 17 4092 7000 58,46 18 3896 7000 55,65 19 6020 7000 86,00 20 4753 7000 67,89 21 6450 7000 92,14 22 6400 7000 91,43 23 5375 7000 76,79 24 6834 7000 97,62 25 5017 7000 71,67 26 27 6896 7000 98,51 28 29 6825 7000 97,50 30 4383 7000 62,61 Rataan 5432 7000 77,60
Berdasarkan Tabel 9, persentase nilai rasio kinerja mesin pada mesin
Forming Line 1 selama 30 hari menunjukkan bahwa pencapaian persentase nilai
rasio tertinggi tercapai pada tanggal 7 Juni 2009 dengan nilai rasio sebesar 98,57%, sedangkan pencapaian persentase nilai rasio terendah terjadi pada tanggal 15 Juni 2009 dengan nilai rasio sebesar 52,35%. Grafik persentase nilai rasio kinerja mesin Forming Line 1 dapat dilihat pada Gambar 13.
Gambar 13. Grafik Persentase Nilai Rasio Kinerja Mesin Forming Line 1
Berdasarkan grafik di atas dapat dilihat bahwa pada kondisi yang optimal, mesin Forming Line 1 memiliki nilai rasio kinerja mesin yang sangat baik, mengingat standar ideal perusahaan kelas dunia untuk nilai rasio kinerja mesin dicapai pada persentase 95% (Dal, 2000). Berdasarkan hasil penelitian, pencapaian nilai rasio kinerja mesin ditentukan oleh dua faktor, yaitu jumlah jumlah produksi dan target produksi. Hasil pengukuran jumlah produksi dan kerugian produksi selama 30 hari pada mesin Forming Line 1 dapat dilihat pada Tabel 10.
Tabel 10. Jumlah Kerugian Produksi Mesin Forming Line 1 Tanggal Jumlah Produksi (kg) Target Produksi (kg) Kerugian Produksi (kg) 1 2 3 5305 7000 1695 4 6020 7000 980 5 6773 7000 228 6 5375 7000 1625 7 6900 7000 100 8 4410 7000 2590 9 4712 7000 2288 10 11 6533 7000 467 12 6773 7000 228 13 4085 7000 2915 14 4466 7000 2534 15 3664 7000 3336 16 3840 7000 3160 17 4092 7000 2908 18 3896 7000 3104 19 6020 7000 980 20 4753 7000 2247 21 6450 7000 550 22 6400 7000 600 23 5375 7000 1625 24 6834 7000 166 25 5017 7000 1983 26 27 6896 7000 104 28 29 6825 7000 175 30 4383 7000 2617 Rataan 5432 7000 1568 Persentase 77,60% 22,40%
Berdasarkan Tabel 10 dapat dilihat bahwa selama 30 hari persentase nilai rataan pencapaian jumlah produksi terhadap target produksi cukup rendah, yaitu hanya sebesar 77,60%. Histogram pencapaian nilai rataan jumlah produksi terhadap kapasitas produksi selama 30 hari pada mesin Forming line 1 dapat dilihat pada Gambar 14.
Gambar 14. Histogram Nilai Rataan Jumlah Produksi Mesin Forming Line 1
Berdasarkan histogram di atas dapat dilihat bahwa selama 30 hari pada mesin Forming Line 1 memiliki nilai rataan pencapaian jumlah produksi sebesar 5432 kg dan nilai rataan pencapaian target produksi sebesar 7000 kg. Hal ini menunjukkan bahwa selisih antara jumlah produksi dengan target produksi cukup tinggi, yaitu sebesar 1568 kg. Dengan kata lain, pada proses produksi terjadi kerugian sebesar 22,40%. Hal ini merupakan sesuatu yang seharusnya dapat dihindari mengingat mesin Forming Line 1 merupakan mesin yang paling baru diantara ketiga mesin lainnya, sehingga pada kondisi yang normal seharusnya mesin Forming Line 1 memiliki nilai rasio kinerja mesin yang lebih baik. Grafik pencapaian jumlah produksi terhadap target produksi selama 30 hari pada mesin