Sejarah Perusahaan Pertamina
PERTAMINA adalah perusahaan minyak dan gas bumi yang dimiliki Pemerintah Indonesia (National Oil Company), yang berdiri sejak tanggal 10 Desember 1957 dengan nama PT. PERMINA. Pada tahun 1961 perusahaan ini berganti nama menjadi PN. PERMINA dan setelah merger dengan PN. PERTAMINA di tahun 1968, namanya berubah menjadi PN. PERTAMINA. Dengan bergulirnya Undang Undang No. 8 Tahun 1971, sebutan perusahaan menjadi PERTAMINA. Sebutan ini tetap dipakai setelah PERTAMINA berubah status hukumnya menjadi PT. PERTAMINA (PERSERO) pada tanggal 17 September 2003 berdasarkan Undang-Undang Republik Indonesia Nomor 22 tahun 2001 pada tanggal 23 November 2001 tentang Minyak dan Gas Bumi.
PT. PERTAMINA (PERSERO) didirikan berdasarkan akta Notaris Lenny Janis Ishak, SH No. 20 tanggal 17 September 2003, dan disahkan oleh Menteri Hukum & HAM melalui Surat Keputusan No. C-24025 HT.01.01 pada tanggal 09 Oktober 2003. Pendirian Perusahaan ini dilakukan menurut ketentuan-ketentuan yang tercantum dalam Undang-Undang No. 1 tahun 1995 tentang Perseroan Terbatas, Peraturan Pemerintah No. 12 tahun 1998 tentang Perusahaan Perseroan (Persero), dan Peraturan Pemerintah No. 45 tahun 2001 tentang Perubahan atas Peraturan Pemerintah No. 12 tahun 1998 dan peralihannya berdasarkan PP No.31 Tahun 2003 "Tentang pengalihan bentuk perusahaan pertambangan minyak dan gas bumi negara (PERTAMINA) menjadi perusahaan perseroan (persero)”.
Sesuai akta pendiriannya, maksud dari Perusahaan Perseroan adalah untuk menyelenggarakan usaha di bidang minyak dan gas bumi, baik di dalam maupun di luar negeri serta kegiatan usaha lain yang terkait atau menunjang kegiatan usaha di bidang minyak dan gas bumi tersebut.
Adapun tujuan dari Perusahaan Perseroan ini adalah untuk:
1. Mengusahakan keuntungan berdasarkan prinsip pengelolaan Perseroan secara efektif dan efisien.
2. Memberikan kontribusi dalam meningkatkan kegiatan ekonomi untuk kesejahteraan dan kemakmuran rakyat.
Sesuai dengan ketentuan dalam Undang-Undang Migas baru, PERTAMINA tidak lagi menjadi satu-satunya perusahaan yang memonopoli industri migas di mana kegiatan usaha minyak dan gas bumi diserahkan kepada mekanisme pasar.
Seiring meningkatnya konsumsi gas elpiji di dalam negeri, juga diikuti dengan meningkatnya kebutuhan tabung elpiji sebagai sarana kemasan untuk pemasaran, maka PT. PERTAMINA (PERSERO) membangun Pabrik Tabung Elpiji (PTE) pada tahun 1975 dan mulai berproduksi tahun 1976. Lokasi pembangunan dipusatkan di Jalan Yos Sudarso – Plumpang, Jakarta Utara, dengan luas areal sebesar 489,5 m x 100 m, atau sekitar 46.950 m². Kapasitas produksi rata–rata yaitu sebanyak 1.600 tabung/hari, daya listrik menggunakan daya dari PLN sebesar 800 KVA, dan pembangkit sendiri sebesar 1.250 KVA. Tenaga kerja mula-mula yaitu pekerja PERTAMINA sebanyak 50 orang, dan pekerja kontrak sebanyak 160 orang.
Sertifikasi ISO yang telah diperoleh antara lain:
1. ISO 9002 : 1994, Certificate No. Q14179, pada tanggal 04 September 1998 2. ISO 9001 : 2000, Resertification/Up Grade, pada tanggal 12 Maret 2002
Kegiatan Perusahaan
PT. PERTAMINA (PERSERO) Gas Domestik Region II - Pabrik Tabung Elpiji (PTE) bergerak dalam bidang pembuatan tabung elpiji. Adapun kegiatan produksi PTE sejak awal berdirinya hingga saat ini adalah sebagai berikut:
a. Awal Berdiri : Tabung Elpiji kapasitas 12 kg (WC. 26,2 liter) Tabung Elpiji kapasitas 50 kg (WC. 108 liter)
Sejak tahun 2005 produksi tabung elpiji kapasitas 50 kg dihentikan karena permintaan tabung dengan kapasitas tersebut relatif kecil sehingga difokuskan untuk produksi tabung elpiji kapasitas 12 kg.
Struktur Organisasi Pabrik Tabung Elpiji (PTE)
Gambar 4-2
Struktur Organisasi Pabrik Tabung Elpiji (PTE) Kepala Pabrik Tabung Elpiji Pengawas Utama Produksi Pengawas Quality Control Pengawas Pemeliharaan Pengawas Administrasi Asisten Forming & Welding Penata Finishing & Marking
Asisten X-Ray & Kalibrasi Asisten Quality Control Asisten Mekanik Asisten Listrik Asisten Power House Security Asisten LK3 Asisten Administrasi
Job Description 1. Kepala PTE
Tugas/Tanggung Jawab:
1. Merencanakan, melaksanakan, mengawasi, mengendalikan dan menganalisa proses produksi.
2. Melaksanakan pembinaan Sumber Daya Manusia. 2. Bagian Produksi
Tugas/Tanggung Jawab:
1. Melaksanakan permintaan bahan baku/bahan pembantu untuk produksi dari Material Ware House (MWH)
2. Melaksanakan proses produksi 3. Melaporkan hasil produksi
4. Menyerahkan hasil produksi ke Material Ware House (MWH) 3. Bagian Quality Control
Tugas/Tanggung Jawab:
1. Melaksanakan inspeksi dan pengujian: - material yang masuk
- proses produksi
2. Pengendalian peralatan inspeksi dan pengujian 3. Melaksanakan analisa data:
- Proses produksi - Produk
4. Bagian Pemeliharaan Tugas/Tanggung Jawab:
1. Melaksanakan pemeliharaan mesin 2. Pemesanan suku cadang mesin/peralatan
3. Membuat rencana anggaran operasional produksi 5. Bagian Administrasi
Tugas/Tanggung Jawab:
1. Merencanakan dan melaksanakan program pelatihan
2. Membuat dan mengendalikan laporan produk, dokumen dan data serta rekaman mutu 3. Membuat rencana Internal Audit dan Management Review
Proses Pengendalian Kualitas dalam Perusahaan • Penerapan Kebijakan Mutu Perusahaan
Sistem Manajemen Mutu Pabrik Tabung Elpiji (PTE) bertujuan untuk menguraikan bagaimana organisasi mengendaliakan dokumen dan data serta rekaman mutu dengan cara mengidentifikasi, memberi indeksi, mengumpulkan, menyimpan dan memelihara sistem manajemen mutu dan secara berkelanjutan meningkatkan efektivitasnya sesuai dengan persyaratan standar ISO 9001:2000.
Organisasi menerapkan ikrar kebijakan mutu sebagai berikut:
“Pabrik Tabung Elpiji-Plumpang dalam melaksanakan produksi selalu menerapkan Sistem Pengendalian Mutu ISO 9001:2000 dengan mengedepankan hasil yang berkualitas sesuai spesifikasi guna kepuasan pelanggan”.
Agar kebijakan mutu ini dapat diwujudkan secara operasional, maka diterapkan beberapa sasaran mutu sebagai indikator untuk mengendaliakan proses produksi tabung elpiji. Sasaran mutu dimaksud adalah batasan toleransi/batas maksimum yang diijinkan untuk beberapa komponen produk dalam satuan persen (proporsional terhadap jumlah produksi) sebagai berikut:
a. Tabung repair akibat cacat las maksimal 1,15% per bulan b. Komponen tabung repair maksimal 12,89% per bulan c. Komponen tabung afkir maksimal 0,00% per bulan • Sasaran Mutu tahun 2008:
1. Bagian Produksi
a. Tabung repair akibat cacat las maksimal 1,00% per bulan b. Komponen tabung repair maksimal 10,20% per bulan c. Komponen tabung afkir maksimal 0,10% per bulan 2. Bagian Quality Control
Tidak ada keluhan pelanggan mengenai pengisian tabung perdana produksi PTE. 3. Bagian Pemeliharaan Peralatan
Down time mesin produksi maksimal 0,90% dari total jam produksi per tahun. 4. Bagian Administrasi
Merencanakan pelatihan eksternal dengan tingkat pencapaian minimal 20% per tahun dan melaksanakan pelatihan internal minimal 50% per tahun yang berhubungan dengan aktivitas Pabrik Tabung Elpiji maupun mengacu kepada hasil penelitian eksternal yang diperoleh.
• Cara Pembuatan Tabung Elpiji 12 Kg
Cara pembuatan tabung elpiji oleh Pabrik Tabung Elpiji (PTE) mengacu pada Standar Nasional Indonesia (SNI), yaitu sebagai berikut:
1. Bahan baja cairan panas dipotong sesuai dengan ukuran dan diberikan pelumas sebelum masuk ke dalam proses pembentukan.
2. Pembentukan dilakukan dengan cara di-press (deep drawing) dan hasilnya merupakan komponen dari badan tabung pada bagian atas dan bawah (top and bottom).
3. Komponen badan tabung bagian atas (top) kemudian dilubangi untuk pemasangan cincin leher.
4. Pemasangan cincin leher (neck ring) dilakukan dengan cara pengelasan menggunakan las busur logam gas (gas metal arc welding).
5. Sambungan las antara top dan bottom terhadap badan silinder berbentuk sambungan las tumpang.
6. Penyambungan pegangan tangan dan cincin kaki dengan badan tabung dilakukan dengan cara pengelasan busur listrik (shielded metal arc welding). Dengan bentuk las sudut (fillet) 7. Pengelasan pada butir 4, 5, dan 6 harus dilakukan oleh juru las atau operator las yang
memenuhi standar kompetensi juru las.
8. Setiap tabung harus mendapatkan perlakuan panas untuk pembebasan tegangan sisa (annealing), yaitu pada suhu 6300C sekurang-kurangnya 20 menit.
9. Untuk mencegah timbulnya karat pada permukaan luar tabung harus dilakukan perlindungan dengan menggunakan pelapisan cat. Sebelum dilakukan pengecatan harus didahului dengan proses pembersihan dengan cara shot blasting di seluruh permukaan tabung. Pengecatan pertama menggunakan cat dasar (primer coat) dengan tebal 25 mikron sampai 30 mikron, selanjutnya menggunakan cat akhir (top coat) dengan tebal 25 mikron sampai 30 mikron.
• Standar Teknis Tabung
Standar teknis tabung elpiji adalah sebagai berikut:
• Bentuk : Cylindris
• Diameter luar badan tabung (OD) : 300 mm ± 2 mm • Tebal plat : 2,9 mm (+ 0,08; -0,04) • Tinggi tanpa Hand Guard dan Foot Ring (kapsul): 461 mm ± 4 mm • Tinggi seluruhnya : 589 mm ± 5 mm • Volume (isi air) : 26,2 liter ± 3% • Berat tabung kosong berikut valve : 15,10 kg ± 0,5 kg
• Tekanan pecah : minimal 110 kg/cm2
• Syarat Kualitas Tabung
Pabrik Tabung Elpiji (PTE) mengacu pada Standar Nasional Indonesia (SNI) sebagai standat mutu dalam pembuatan tabung elpiji ukuran 12 kg. Standar tersebut adalah sebagai berikut:
1. Sifat tampak
Setiap permukaan tabung baja elpiji tidak boleh ada cacat atau kurang sempurna dalam pengerjaannya yang dapat mengurangi kekuatan dan keamanan dalam penggunaannya, seperti luka gores, penyok, dan perubahan bentuk.
2. Dimensi
a. Lingkaran tabung
Perbedaan diameter yang terjadi pada bagian bentuk silindris tabung antara diameter maksimal dan minimal adalah 1% untuk tabung 2 bagian, dan 1,5% untuk tabung 3 bagian. b. Kelurusan
Deviasi vertikal tabung tidak boleh melebihi 25 mm/m. 3. Ketahanan Hidrostatik
Setiap tabung harus tahan terhadap tekanan hidrostatik dengan tekanan sebesar 31 kg/cm2, dan
pada tekanan tersebut tidak boleh ada rembesan air atau kebocoran dan tidak boleh terjadi perubahan bentuk.
4. Sifat kedap udara
Tabung yang telah dilengkapi dengan katup harus kedap udara atau tidak boleh bocor pada tekanan udara sebesar 18,6 kg/cm2.
5. Ketahanan pecah (uji bursting)
Tabung ditekan secara hidrostatik sampai pecah. Tekanan saat pecah tidak boleh lebih kecil dari 110 kg/cm2 untuk tipe 3 kg, dan tidak boleh lebih kecil dari 80 kg/cm2 untuk tipe di atas 15 kg
6. Ketahanan ekspansi volume tetap
Tabung ditekan secara hidrostatik dengan tekanan sebesar 31 kg/cm2 selama 30 detik. Ekspansi
volume tetap yang terjadi tidak boleh lebih besar dari 1/5000 volume awal. Tidak boleh terjadi kebocoran dan tampak perubahan bentuk.
7. Sambungan las
Sambungan las harus mulus, rigi-rigi las harus rata, tidak boleh terjadi cacat pengelasan yang dapat mengurangi kekuatan dalam pemakaian. Pengujian mekanis berupa sifat-sifat tarik dari sambungan las nilainya harus sama atau lebih besar dengan kekuatan tarik bahan yang disambung dan patahan tidak boleh terjadi pada sambungan las.
8. Pengecatan
Lapisan cat harus mampu memenuhi pengujian lapisan cat.
• Prosedur Pengendalian Kualitas
Tujuan prosedur pengendalian kualitas adalah untuk menguraikan cara-cara organisasi menginspeksi dan/atau menguji bahan baku, bahan pembantu, suku cadang mesin, material pemeliharaan, BBM dan pelumas, komponen tabung serta tabung jadi dengan cara mengendalikan dan mengurangi penyebab ketidaksesuaian nyata atau potensial dengan upaya tindakan koreksi dan pencegahan terhadap proses maupun karakteristik produk secara konsisten terhadap sistem mutu yang telah disetujui dan ditentukan melalui upaya peningkatan audit mutu internal dan dibahas dalam tinjauan manajemen.
Kebijakan dan prosedur yang ditetapkan dalam rangka pengendalian kualitas antara lain: 1. Inspeksi dan Pengujian Saat Penerimaan
a. Setiap bahan baku dan bahan pembantu, suku cadang mesin, material pemeliharaan, BBM dan pelumas yang masuk atau diterima, diinspeksi, diuji dan/atau diverifikasi terlebih dahulu sesuai Tata Kerja Organisasi.
b. Petunjuk kerja inspeksi dan pengujian berisi rincian baik metode maupun mengenai kriteria keberterimaannya sesuai spesifikasi pelanggan.
c. Rekaman inspeksi dan pengujian yang merupakan bukti kesesuaian dan ketidaksesuaian bahan baku dan bahan pembantu dipelihara.
d. Bahan baku dan bahan pembantu yang tidak sesuai, dipisahkan dan diidentifikasi.
e. Dalam kondisi mendesak bila bahan baku/bahan pembantu tidak sempat diverifikasi dan dilepas untuk keperluan produksi, maka identifikasi bahan baku direkam untuk memungkinkan penarikan secepatnya apabila hasil verifikasi tidak sesuai.
2. Inspeksi dan Pengujian dalam Proses
a. Komponen tabung diinspeksi dan/atau diuji pada setiap tahapan proses. b. Produksi yang dilakukan sesuai dengan Tata Kerja Organisasi.
c. Lembar pemeriksaan (check list) serta Tata Kerja Individual Inspeksi dan pengujian berisi rincian baik metode maupun mengenai kriteria keberterimaannya sesuai spesifikasi pelanggan.
d. Rekaman inspeksi dan pengujian berupa bukti kesesuaian atau ketidaksesuaian komponen tabung dipelihara.
e. Komponen tabung yang tidak sesuai dipisahkan, diidentifikasi sebagai tidak sesuai, organisasi harus merencanakan dan menerapkan pemantauan, pengukuran, analisis serta proses yang diperlukan untuk memperagakan kesesuaian produk, memastikan kesesuaian sistem manajemen mutu dan secara berkelanjutan meningkatkan keefektifannya.
3. Inspeksi dan Pengujian Akhir
b. Tata Kerja Individual Inspeksi dan Pengujian akhir tabung jadi berisi rincian baik metode maupun kriteria keberterinaannya sesuai spesifikasi pelanggan.
c. Verifikasi dari inspeksi dan pengujian sebelumnya merupakan bagian dari kegiatan inspeksi dan pengujian akhir.
d. Hasi kegiatan inspeksi dan pengujian akhir direkam untuk memberikan bukti kesesuaian atau ketidaksesuaian tabung jadi dan menunjukkan bahwa tabung jadi telah dilepas oleh personil yang mempunyai wewenang untuk itu.
4. Pengendalian Ketidaksesuaian Produk
a. Semua bahan baku, bahan pembantu, komponen tabung dan tabung jadi yang tidak sesuai diidentifikasi dan dipisahkan untuk mencegah penggunaan yang tidak sengaja.
b. Organisasi menetapkan petugas yang berwenang untuk menindaklanjuti ketidaksesuaian yang terjadi terhadap bahan baku, bahan pembantu, komponen tabung dan tabung jadi.
c. Rincian ketidaksesuaian diteruskan kepada petugas terkait untuk dilakukan pekerjaan ulang atau afkir.
d. Semua komponen tabung dan tabung jadi yang diperbaiki dan dikerjakan ulang, hasilnya diinspeksi kembali.
5. Tindakan Koreksi dan Pencegahan
a. Organisasi menetapkan petugas yang berwenang untuk memprakarsai tindakan koreksi dan pencegahan.
b. Penanganan terhadap keluhan pelanggan sebatas produk tabung elpiji yang ditolak/reject pada saat dilakukan pengisian awal/perdana di Depot pengisian elpiji.
c. Organisasi mempertimbangkan perlu tidaknya tindakan koreksi untuk menghilangkan penyebab ketidaksesuaian yang nyata atau potensial sehubungan dengan pertimbangan antara masalah dengan biaya koreksinya.
d. Organisasi menerapkan dan merekam setiap perubahan pada sistem mutu sebagai hasil tindakan koreksi dan pencegahan.
• Tindakan Pencegahan
Tujuannya adalah untuk menentukan langkah-langkah bagi tindakan pencegahan dan koreksi yang diperlukan. Prosedur yang dilakukan adalah sebagai berikut :
1. Apabila ditemukan indikasi ketidaksesuaian, pengawas/penata/asisten terkait membuat permintaan tindakan pencegahan terhadap deteksi ketidaksesuaian.
2. Pengawas terkait menerima permintaan tindakan pencegahan untuk dilakukan analisa dan rekomendasi terhadap tindakan pencegahan.
3. Dalam upaya tindakan pencegahan, di PTE dibentuk Gugus Kendali Mutu (GKM) yang akan melakukan evaluasi/analisa untuk menghilangkan penyebab potensial dari ketidaksesuaian yang terjadi.
4. Kepala PTE/Pengawas/Penata/Asisten lainnya bertanggung jawab terhadap konsistensi aktivitas GKM yang ada di PTE.
5. Hasil pembahasan dari GKM berupa laporan ketidaksesuaian ataupun bentuk makalah merupakan salah satu agenda yang akan dibahas pada rapat tinjauan manajemen.
• Pengendalian Terhadap Produk yang Tidak Sesuai
Tujuan pengendalian ini adalah untuk memastikan bahan baku, bahan pembantu, komponen tabung dan tabung jadi yang tidak sesuai dengan persyaratan dicegah dari proses selanjutnya. Prosedur yang dilakukan adalah sebagai berikut :
1. Pengawas/Penata/Asisten Produksi terkait memisahkan dan mencatat jenis serta jumlah bahan baku/bahan pembantu yang tidak sesuai saat diterima dari MWH dan selama proses produksi dilaksanakan.
2. Pengawas/Penata/Asisten Produksi terkait bertanggung jawab menginformasikan bahan baku/bahan pembantu yang tidak sesuai kepada petugas MWH untuk ditukar/diganti serta mencatatnya pada kolom keterangan di dalam formulir tanda permintaan.
3. Penata/Asisten Produksi terkait menentukan langkah lanjutan atas komponen tabung/tabung yang tidak sesuai yaitu dikerjakan ulang atau diafkir.
4. Penata/Asisten Produksi terkait melaksanakan pengerjaan ulang serta hasilnya diinspeksi kembali.
5. Penata/Asisten Repair terkait mencatat ketidaksesuaian yang terjadi pada papan catatan yang tersedia.
6. Pengawas/Penata/Asisten Produksi terkait mencatat seluruh ketidaksesuaian yang terjadi di kelompoknya pada laporan kegiatan produksi untuk dilaporkan oleh Pengawas Produksi kepada Kepala PTE.
7. Pengawas/Penata/Asisten Produksi terkait menginformasikan komponen tabung dan tabung jadi yang rusak (afkir) melalui Asisten Administrasi Produk, untuk diserahkan kepada MWH. 8. Kepala PTE melaporkan secara periodik ketidaksesuaian produk yang terjadi kepada Kepala Operasi Gas Domestik Region II berikut tindakan koreksi/pencegahan yang dilakukan. Untuk itu apabila tabung jadi ditemukan rusak pada saat pengisian perdana, maka Kepala PTE menugaskan tim dari PTE untuk melakukan perbaikan di tempat pengisian perdana tersebut. Kemudian hasil inspeksi dari lot tabung yang rusak tersebut diperiksa oleh bagian Quality Control.
• Hal – Hal yang Menpengaruhi Kualitas Tabung Elpiji pada PTE a. Bahan Baku/Material/Jasa
Tujuan pengendalian terhadap bahan baku/material/jasa yaitu untuk memastikan bahwa material/jasa yang dipesan oleh Pabrik Tabung Elpiji memenuhi persyaratan yang ditentukan. Dengan demikian, diharapkan dapat memperkecil potensi ketidaksesuaian/kecacatan produk jadi.
Pemasok PTE merupakan badan/lembaga di luar PTE yang melaksanakan jasa pengadaan bahan baku/bahan pembantu, tabung jadi, suku cadang mesin/material pemeliharaan, jasa perbaikan fasilitas peralatan, dan jasa lainnya.
Adapun ukuran baik atau tidaknya rekanan/pemasok bagi PTE adalah sebagai berikut: Tabel 4-1
Kriteria Rekanan Borongan
Kriteria Tepat/ Baik Kurang
Disiplin Sesuai permintaan pelaksanaan
Tidak sesuai permintaan pelaksanaan
Waktu Perbaikan Sesuai jadwal permintaan
Tidak sesuai jadwal permintaan
Hasil Rapi/ bisa digunakan dengan baik
Tidak rapi/ tidak bisa digunakan dengan baik Tabel 4-2
Kriteria Rekanan Pemasok Spare Part Mesin
Kriteria Tepat/ Baik Kurang
Waktu pasok Sesuai jadwal penyerahan
Lebih lama dari jadwal penyerahan
Ukuran Sesuai spesifikasi Tidak sesuai spesifikasi Ketahanan Sesuai empiris spare
part mesin
Labih cepat dari pada empiris spare part mesin
Apabila hasil evaluasi terhadap penerimaan 2 kali berturut-turut kurang baik/reject > 0.2% (untuk penerimaan bahan baku/bahan pembantu), maka Kepala PTE membuat konsep surat teguran kepada rekanan/pemasok yang dikirimkan melalui Kepala Operasi Gas Domestik Region II.
Ukuran keberhasilan dalam penetapan pemasok ini adalah terpenuhinya tingkat kegiatan pemesanan material/jasa sari pemasok dan proses pelaporan performance record, sehingga pemantauan terhadap adanya ketidaksesuaian atau penyimpangan dapat dideteksi sejak dini. c. Sumber Daya Manusia
Tujuan sistem pengendalian terhadap sumber daya manusia adalah untuk menjelaskan cara organisasi menetapkan dan menyediakan sumber daya yang dibutuhkan untuk pembagian tanggung jawab dan wewenang, merencanakan/ mengendalikan mutu produk dan peralatan serta memastikan personil yang kompeten untuk melaksanakan pekerjaan sesuai pendidikan, pelatihan, keterampilan, dan pengalaman agar dapat memberikan kepuasan pelanggan.
Kebijakan yang dilakukan oleh perusahaan dalam pengendalian sumber daya manusia adalah sebagai berikut:
1. Organisasi harus menetapkan kompetensi yang dibutuhkan pekerja dengan melaksanakan pelatihan baik internal maupun eksternal terutama untuk pekerjaan yang sifatnya khusus harus memiliki sertifikat.
2. Memastikan bahwa personil peduli akan relevansi dan arti penting tugas mereka pada pencapaian sasaran mutu.
3. Dokumen bukti pelatihan disimpan dan dipelihara sebagai rekaman mutu. 4. Semua proses produksi termasuk peralatan direncanakan dan dipelihara.
5. Tata Kerja Individual dan keterampilan kerja dipantau untuk mengendalikan proses produksi.
6. Kegiatan produksi dipantau melalui inspeksi dan pengujian.
7. Setiap tahapan proses produksi ditetapkan kegiatan pengendalian terhadap parameter-parameter tertentu.
d. Teknologi/Peralatan
Mesin-mesin produksi dan fasilitas bantu lainnya umumnya memerlukan perawatan dan perbaikan (instalasi listrik dan motor-motor dan fasilitas mesin-mesin lainnya). Perawatan dan perbaikan ini dilakukan untuk mengurangi kemungkinan terjadinya kecelakaan kerja dan ketidaksesuaian produk jadi.
1. Pengawas Pemeliharaan menyusun jadwal pemeliharaan tahunan bagi tiap-tiap mesin/peralatan.
2. Pengawas Pemeliharaan bertanggung jawab melaksanakan pemeliharaan rutin sesuai jadwal dan hasil pemeliharaan dicatat dalam lembar pemeriksaan peralatan/mesin.
3. Pengawas Pemeliharaan bertanggung jawab melaksanakan pemeliharaan/perbaikan peralatan berdasarkan permintaan dari Pengawas/Asisten/Penata tiap-tiap bagian yang dituangkan dalam formulir Usulan Perbaikan Peralatan/Mesin, dan hasilnya dicatat dalam catatan pemeliharaan.
e. Kebijakan Manajemen
Salah satu sarana yang digunakan oleh manajemen dalam pengendalian kualitas produk yaitu melakukan tinjauan manajemen. Adapun kebijakan yang ditetapkan antara lain:
1. Tinjauan manajemen dilaksanakan sekurang-kurangnya dua kali dalam satu tahun.
2. Tujuan dari tinjauan manajemen adalah untuk memestikan kelanjutan kesesuaian, kecukupan, dan keefektifan.
3. Tinjauan manajemen mencakup evaluasi penilaian kesempatan untuk peningkatan dan kebutuhan akan perubahan sistem manajemen mutu, termasuk kebijakan dan sasaran mutu.
4. Rekaman tinjauan manajemen disimpan dan dipelihara.
• Tanggung Jawab Manajemen Terhadap Kualitas Produk
Tujuan kebijakan mengenai tanggung jawab manajemen ini adalah untuk menguraikan pernyataan manajemen puncak terhadap kebijakan mutu, pembagian tanggung jawab, wewenang personil, penunjukan wakil manajemen dan pelaksanaan tinjauan manajemen ditetapkan dan dikomunikasikan dalam organisasi.
Manajemen puncak harus memastikan bahwa tanggung jawab dan wewenangnya ditetapkan dan dikomunikasikan dalam organisasi, yaitu meliputi:
1. Kebijakan mutu yang sesuai dengan tujuan dan organisasi.
2. Pengelolaan sumber daya termasuk sumber daya manusia sesuai kecakapan dan pekerjaannya. 3. Ditinjau untuk kesesuaian dan kelanjutan serta peningkatannya.
4. Memastikan bahwa komunikasi dalam organisasi sesuai dengan yang ditetapkan terhadap sistem manajemen mutu dan dapat berlangsung keefektifannya.
Analisis Hasil Pengendalian Kualitas Terhadap
Kecacatan Tabung Elpiji
Membandingkan Sasaran Mutu dengan Realisasi
1. Bagian Produksi
a. Tabung repair akibat cacat las maksimal1,00% per bulan
b. Komponen tabung repair maksimal 10,20% per bulan
c. Komponen tabung afkir maksimal 0,10% per bulan
2. Bagian Pemeliharaan Peralatan
Down time mesin produksi maksimal 0.90% dari total jam produksi per tahun.
Tabel 4-3
Data Tabung Repair dan Penyempurnaan
Tahun 2008
No. Jenis Cacat
Las
Satuan Repair Penyempurnaan
Jumlah % Jumlah %
1. Neck ring Buah 263 0,18 362 0,23 2. Hand guard Buah 330 0,23 330 0,23 3. Foot ring Buah 165 0,11 192 0,13 4. Circum Buah 415 0,29 920 0,64 5. Lain-lain Buah 0 0,00 0 0,00 Jumlah Buah 1173 0,81 1,768 1,22 Jumlah produksi Buah 144.45 0
-Sumber: Data Tahunan Tabung Repair, Penyempurnaan dan Komponen Tabung Afkir PTE, tertanggal 05 Januari 2009
Keterangan:
Tabung repair akibat cacat las sasaran Mutu SMM ISO 9001:2000 PTE maksimal
= 1,00 %.
Tabung repair akibat cacat las tahun 2008 = 0,81 %.
Dengan demikian, pengendalian kualitas yang dilakukan telah berjalan efektif, sehingga sasaran mutu perusahaan tercapai.
Tabel 4-4
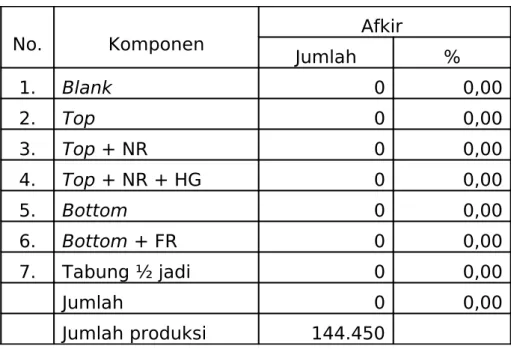
Data Komponen Tabung Afkir Tahun 2008
No. Komponen Afkir Jumlah % 1. Blank 0 0,00 2. Top 0 0,00 3. Top + NR 0 0,00 4. Top + NR + HG 0 0,00 5. Bottom 0 0,00 6. Bottom + FR 0 0,00 7. Tabung ½ jadi 0 0,00 Jumlah 0 0,00 Jumlah produksi 144.450
Sumber: Data Tahunan Tabung Repair, Penyempurnaan dan Komponen Tabung Afkir PTE, tertanggal 05 Januari 2009
Keterangan:
Komponen tabung afkir sasaran Mutu SMM ISO 9001:2000 PTE maksimal = 0,10%.
Komponen tabung afkir tahun 2008 = 0,00 %.
Dengan demikian, pengendalian kualitas yang dilakukan telah berjalan efektif, sehingga sasaran mutu perusahaan tercapai.
Tabel 4-5
Data Down Time
Tahun 2008 Bulan Break Down (jam) Down Time Jam Operas i (jam) % Keterangan
Januari 18 2,03 138,5 0,015
Februari 16 1,70 131 0,013
Maret 4 0,41 125 0,003 Dari tanggal 18 Maret
produksi berhenti
April Tidak produksi (neck
ring habis)
Mei Tidak produksi (neck
ring habis)
Juni Tidak produksi (neck
ring habis)
Juli 14,25 1,76 152 0,012 Dari tanggal 16 Juli
produksi jalan Agustus 25,33 2,83 137,5 0,021 Septemb er 15,75 1,77 138 0,013 Oktober 18,19 2,04 138 0,015 Nopembe r 28,37 3,18 138 0,023 Desembe r 21,82 2,33 131,5 0,018 1.229,5 0,132
Sumber: Data Tahunan Down Time PTE, tertanggal 05 Januari 2009
Keterangan:
Down Time = Jam Operasi x Break Down
Jam Operasi 1 Tahun
% = Down Time
Jam Operasi 1 Bulan
Down Time sasaran Mutu SMM ISO 9001:2000 PTE maksimal = 0,90%.
Down Time tahun 2008 = 0,132 %.
Dengan demikian, pengendalian kualitas yang dilakukan telah berjalan efektif, sehingga sasaran mutu perusahaan tercapai.
Mencari Penyebab Terjadinya Ketidaksesuaian
Penyebab terjadinya ketidaksesuaian produk biasanya berasal dari kerusakan mesin, karena hingga saat ini usia mesin umumnya sudah berada di
atas 25 tahun. Penyebab terjadinya ketidaksesuaian lainnya adalah faktor tenaga kerja, seperti kelalaian, kurangnya keterampilan, dan kurangnya pengawasan terhadap tenaga kerja.
Mengambil Tindakan Koreksi
Setelah ditemukan indikasi dan adanya ketidaksesuaian tabung elpiji terhadap standar kualitas, segera dilakukan evaluasi dan tindakan koreksi agar ketidaksesuaian tersebut tidak mempengaruhi aktivitas selanjutnya dan tidak menimbulkan dampak yang buruk bagi pengguna tabung tersebut.
Adapun prosedur tindakan koreksi adalah sebagai berikut: a. Kepala PTE menerima informasi ketidaksesuaian, meliputi:
- Ketidaksesuaian yang terjadi pada bahan baku, bahan pembantu,
komponen tabung dan tabung jadi, proses produksi maupun sistem mutu.
b. Pengawas Quality Control mendapatkan ketidaksesuaian dari hasil inspeksi
dan pengujian:
- Penerimaan bahan baku/pembantu
- Komponen tabung dan tabung jadi dari Penata Quality Control
- Keluhan pelanggan
c. Pengawas/Penata/Asisten Produksi terkait mendapatkan ketidaksesuaian: - Penerimaan bahan baku/pembantu dari MWH
- Komponen tabung dan tabung jadi dari hasil produksi
d. Pengawas Pemeliharaan menerima usulan perbaikan peralatan/mesin dari
Kepala PTE, Pengawas Quality Control, Pengawas Produksi, atau Pengawas
Administrasi sebagai dasar tindakan koreksi dan pencegahan terhadap mesin/peralatan.
e. Pengawas Quality Control, Pengawas Utama Produksi dan/atau Pengawas Pemeliharaan melakukan penyelidikan untuk mencari penyebab dan ketidaksesuaian yang terjadi.
f. Pengawas/Penata/Asisten terkait membuat, mencatat laporan ketidaksesuaian, dan hasil penyelidikannya dalam formulir Log Status Laporan Ketidaksesuaian.
g. Kepala PTE, atas dasar formulir Log Status Laporan Ketidaksesuaian menetapkan:
1. Rencana tindakan koreksi yang harus dilakukan 2. Pelaksanaan tindakan koreksi
3. Pelaksanaan verifikasi
h. Pengawas terkait menyimpan copy laporan ketidaksesuaian dan usulan
perbaikan peralatan/mesin.
i. Ketidaksesuaian yang terjadi pada penerimaan bahan baku, bahan
pembantu, proses produksi dan peralatan/mesin, berturut-turut dicatat
dalam laporan kegiatan harian Quality Control, Produksi, dan Pemeliharaan.
j. Melaksanakan tindakan koreksi sesuai prosedur.
Kaitan Pengendalian Kualitas dengan Minimalnya Produk Cacat
Efektifnya pengendalian dan pengawasan terhadap kualitas tabung elpiji berdampak pada penurunan tingkat kegagalan/ketidaksesuaian tabung elpiji. Hal ini terbukti dari tercapainya Sasaran Mutu pada beberapa periode, serta adanya kesanggupan perusahaan untuk menaikkan Sasaran Mutu produknya.
Ketidaksesuaian produk/kecacatan produk mempengaruhi biaya produksi perusahaan. Adapun biaya produksi Pabrik Tabung Elpiji adalah sebagai berikut :
Tabel 4-6
Jumlah Produksi Tabung Elpiji PTE Tahun 2005
Sumber: Laporan Aktivitas Pabrik Tabung Elpiji Tahun 2005
Tabel 4-7
Biaya Produksi Tabung Elpiji PTE Tahun 2005
Realisasi Produksi (tabung)
Realisasi Biaya (Rp)
Biaya per Tabung (Rp)
215.592 11.044.312.801 51.228,00
Sumber: Laporan Aktivitas Pabrik Tabung Elpiji Tahun 2005
Tabel 4-8
Jumlah Produksi Tabung Elpiji PTE Tahun 2006
Sumber: Laporan Aktivitas Pabrik Tabung Elpiji Tahun 2006
Tabel 4-9
Biaya Produksi Tabung Elpiji PTE Tahun 2006
Realisasi Produksi (tabung)
Realisasi Biaya (Rp)
Biaya per Tabung (Rp) Program (tabung) Realisasi (tabung) % - 215.592 -Program (tabung) Realisasi (tabung) % 330.000 253.020 76,57
253.020 6.449.340.863 25.489,45
Sumber: Laporan Aktivitas Pabrik Tabung Elpiji Tahun 2006
Tabel 4-10
Jumlah Produksi Tabung Elpiji PTE Tahun 2008
Sumber: Laporan Aktivitas Pabrik Tabung Elpiji Tahun 2008
Tabel 4-11
Biaya Produksi Tabung Elpiji PTE Tahun 2008
Realisasi Produksi (tabung)
Realisasi Biaya (Rp)
Biaya per Tabung (Rp)
149.450 5.611.587.803 37.548,26
Sumber: Laporan Aktivitas Pabrik Tabung Elpiji Tahun 2008
Perbedaan jumlah biaya produksi per tahun salah satunya diakibatkan oleh adanya kecacatan produk. Tabung-tabung yang dianggap cacat atau tidak memenuhi spesifikasi dipisahkan agar tidak diteruskan ke pelanggan. Untuk memproses lanjut tabung ini dibutuhkan tindakan tambahan, seperti dilas
ulang atau dilakukan penggantian bila hand guard patah, dicat ulang bila
terdapat tabung yang berkarat, atau dipress kembali bila terdapat kebocoran
pada badan tabung. Tindakan ini tentunya membutuhkan biaya tambahan,
seperti menambah pasokan hand guard, cat tabung, dan sebagainya.
Program (tabung)
Realisasi
(tabung) %