Volume 1 Nomor 2, Juli 2011
J U R N A L K E I L M U A N T E K N I K I N D U S T R I
MODEL RENCANA PRODUKSI KACA OTOMOTIF DENGAN METODE KLASIFIKASI ABC UNTUK MENURUNKAN TINGKAT PERSEDIAAN (Studi kasus di PT. ASAHIMAS Flat Glass, Tbk.)
Agus Ruhimat
MODEL KONSEPTUAL ANALISIS PERBAIKAN KINERJA INDUSTRI GULA Triwulandari S. Dewayana, M. Syamsul Ma’arif, Sukardi, Sapta Raharja
PERANCANGAN PERMAINAN INTERAKTIF SEBAGAI ALAT UNTUK MEMPERKENALKAN DUNIA INDUSTRI PADA SISWA SMA
Vivi Triyanti, Christine Natalia
SISTEM MANAJEMEN KEAMANAN PANGAN ISO 22000 UNTUK INDUSTRI YANG BERHUBUNGAN DENGAN PANGAN
Wawan Kurniawan
PENERAPAN ALGORITMA GENETIKA DALAM OPTIMASI MODEL DAN SIMULASI DARI SUATU SISTEM
Anastasia Widya Wati B
SISTEM PENDUKUNG KEPUTUSAN RANTAI PASOK KOPERASI PENGOLAHAN SUSU X DI JAWA BARAT
Rina Fitriana, Taufik Djatna
PENERAPAN SIMULASI PADA PERUSAHAAN BERBASIS LEAN Arie Respama Putra
PENGUKURAN KINERJA CUSTOMER RELATIONSHIP MANAGEMENT (CRM) CDMA ESIA MENGGUNAKAN CRM SCORECARD PADA PT BAKRIE TELECOM Tbk. Didien Suhardini dan Suci Lestari
MODEL OPTIMASI PERFORMANCE BATERAI MANGAN TIPE GENERAL PURPOSE DENGAN PENDEKATAN METAMODEL REGRESI POLINOMIAL MELALUI RESPONSE SURFACE METHODOLOGY
Alwi Fauzi
KINERJA EFISIENSI BIAYA DENGAN METODE DATA ENVELOPMENT ANALYSIS (DEA)
Nazmil Umri, Rachmad Hidayat, Issa Dyah Utami
Diterbitkan oleh :
JURUSAN TEKNIK INDUSTRI, FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS TRISAKTI
J U R N A L K E I L M U A N T E K N I K I N D U S T R I
Volume 1 Nomor 2, Juli 2011
Penanggung Jawab : Prof Dr. Ir. Dadan UD, DEA
Dewan Penyunting:
Ketua : Parwadi Moengin, Ph.D
Wakil Ketua : Rahmi Maulidya ST, MT
Mitra Bestari :
1. Dr. Ferry Jie (RMIT, AUSTRALIA)
2. Prof. DR. Zuraidah Mohd. Zain (UNIMAP, MALAYSIA)
3. Prof. Dr. Ir. Abdul Hakim Halim (Institut Teknologi Bandung, INDONESIA) 4. Prof. Dr. Ir. Eriyatno, MSAE (Institut Pertanian Bogor, INDONESIA)
5. Ir. Sritomo Wignjosoebroto, MSc (Institut Teknologi Sepuluh Nopember, INDONESIA) 6. Dr. Pudji Asuti (Universitas Trisakti, INDONESIA)
7. Prof. Ir. Nyoman Pujawan, Ph.D (ITS, Surabaya)
8. Prof. Dr. Ir. Yuri T Zagloel (Universitas Indonesia, INDONESIA) 9. Prof. Dr. Ir. Marimin (Institut Pertanian Bogor, INDONESIA) 10. Dr. Ir. The Jin Ai (Universitas Atma Jaya Yogyakarta, INDONESIA)
Anggota Sidang Penyunting : 1. Dr. Ir. Docki Saraswati, M.Eng 2. Ir. Didien Suhardini, Ph.D 3. Dr. Ir. Tiena G. Amran
4. Ir. Sumiharni Batubara, M.Sc 5. Ir. Triwulandari SD, MM 6. Dedy Sugiarto, SSi, MM
Penyunting Pelaksana : 1. Ir. Iveline Anne Marie, MT 2. Rina Fitriana, ST, MM 3. Dian Mardi Safitri, ST, MT
4. Dadang Surjasa, SSi, MT 5. Ir. Nora Azmi, MT
7. Dra. Nurlailah Badariah, MM 8. Wisnu Sakti Dewobroto, ST, MSc
Sekretaris : Wijie Junarwati, ST
Layout : Sonny Sugiarto
Sirkulasi : Helmy Fauzan
Penerbit : Jurusan Teknik Industri
Fakultas Teknologi Industri-Universitas Trisakti
Alamat Penerbit/Redaksi : Gedung Heri Hartanto Lantai 5
JL. Kyai Tapa no 1, Grogol, Jakarta Barat-11440 Telp.(021)5663232 ext.8407, Fax.(021)5605841 Email : [email protected]
Jurnal Teknik Industri diterbitkan sejak bulan Oktober 2000 oleh Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti.
Terbit tiga kali dalam setahun yaitu Maret, Juli dan Nopember.
J U R N A L K E I L M U A N T E K N I K I N D U S T R I
Volume 1 Nomor 2, Juli 2011
D A F T A R I S I
1. Model Rencana Produksi Kaca Otomotif Dengan Metode Klasifikasi ABC Untuk Menurunkan Tingkat Persediaan (Studi kasus di PT. Asahimas Flat Glass, Tbk.)
Agus Ruhimat
125 - 132
2. Model Konseptual Analisis Perbaikan Kinerja Industri Gula
Triwulandari S. Dewayana, M. Syamsul Ma’arif, Sukardi, Sapta Raharja
133 - 145
3. Perancangan Permainan Interaktif Sebagai Alat Untuk Memperkenalkan Dunia Industri Pada Siswa Sma
Vivi Triyanti, Christine Natalia
146 - 154
4. Sistem Manajemen Keamanan Pangan ISO 22000 Untuk Industri Yang Berhubungan Dengan Pangan
Wawan Kurniawan
155 - 160
5. Penerapan Algoritma Genetika Dalam Optimasi Model Dan Simulasi Dari Suatu Sistem
Anastasia Widya Wati B
161 - 167
6. Sistem Pendukung Keputusan Rantai Pasok Koperasi Pengolahan Susu X Di Jawa Barat
Rina Fitriana, Taufik Djatna
168 - 180
7. Penerapan Simulasi Pada Perusahaan Berbasis Lean
Arie Respama Putra
181 - 188
8. Pengukuran Kinerja Customer Relationship Management (CRM) CDMA Esia Menggunakan CRM Scorecard Pada PT Bakrie Telecom Tbk
Didien Suhardini dan Suci Lestari
189 - 201
9. Model Optimasi Performance Baterai Mangan Tipe General Purpose
Dengan Pendekatan Metamodel Regresi Polinomial Melalui Response Surface Methodology
Alwi Fauzi
202 - 215
10. Kinerja Efisiensi Biaya Dengan Metode Data Envelopment Analysis
(DEA)
Nazmil Umri, Rachmad Hidayat, Issa Dyah Utami
216 - 223
Diterbitkan oleh :
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti
MODEL RENCANA PRODUKSI KACA OTOMOTIF
DENGAN METODE KLASIFIKASI ABC UNTUK
MENURUNKAN TINGKAT PERSEDIAAN
(Studi kasus di PT. ASAHIMAS Flat Glass, Tbk.)
Agus Ruhimat
Production Planning and Inventory Control Division, PT. ASAHIMAS Flat Glass, Tbk.
ABSTRACT
The paper discusses about the model of production plan for automotive glasses using the ABC classification method to reduce the supply level. The step being taken in this research is to classify each glass size based on each class and calculate the weight of primary factors influencing the accumulation of supply in form of cash value, risk of under supply and accuracy of estimate. The model of proposed production planning is based on the ABC classification method, and the result could direct the planning officer to conduct the different handling of supply for all glass sizes based on their actual condition. Using this model, we obtain the realistic figure of supply level according to the needs and after being verified the figure can be reduced and the model cab be applied.
In this paper, we also conduct case study in a main producer of automotive glass in Indonesia, which is PT. AMG Tbk., which hereinafter is called AMG. AMG is a primary producer for automotive glass in Indonesia with a market share accounting for more than 80%. Currently, almost all automotive industries implement Lean concept which among other is known as Kanban system where the incoming goods should exact, either in time and in the quantity. AMG as the supplier of automotive glasses should anticipate the risk of under supply because of the lack of estimate accuracy or reliability of the production process; so far the production planning officer has set the policy in the supply level of 1,3 month in the end of the current month for all glass sizes with average value of supply per month reaching 20 billions rupiah. The figure is too big because it is the retained cash flow, so that the level of supply for 1.3 month should be reviewed.
Keywords: ABC classification, level of supply, production planning.
1. PENDAHULUAN1
Industri otomotif merupakan industri skala besar baik dalam hal investasi maupun dalam hal penerapan ilmu dan teknologi terkini. Salah satu yang dikenal dengan nama TPS atau Toyota Production System dengan salah satu konsepnya Lean Manufacturing yang filosofinya menghilangkan semua bentuk pemborosan di semua lini perakitan termasuk persediaan dengan cara menghilangkan waktu dan material yang tak bermanfaat, menyesuaikan diri dengan peraturan lingkungan, dan menjadi organisasi
Korespondensi :
Agus Ruhimat
E-mail: [email protected]
pembelajaran dan tim (a learning and teaming organization) (Preiss et.al, 2001).
AMG masuk dalam sistem rantai pasok industri otomotif yaitu memproduksi kaca mobil dengan menguasai pangsa pasar dalam negeri lebih dari 80%. AMG menerima data peramalan jumlah mobil yang akan terjual dalam 6 bulan ke depan dari pabrikan otomotif dan karoseri serta jumlah kebutuhan spare-part kaca dari dealer. Data peramalan tersebut selanjutnya menjadi pemicu bagi AMG untuk menjalankan rencana produksi. Jenis produksi di AMG adalah continues flow process dimana biaya set-up akan sangat besar.
mobilnya. Dalam satu mobil terdapat sekitar 6 jenis ukuran kaca berbeda sehingga saat ini terdapat ratusan ukuran kaca yang harus disediakan untuk melayani semua jenis kendaraan yang masih diproduksi ataupun untuk spare-part. Volume permintaan untuk jenis kendaraan yang sudah tidak diproduksi sangat kecil namun memiliki variasi ukuran kaca yang banyak dan akurasi permintaan yang tidak baik. Volume produksi yang kecil dapat mengakibatkan biaya produksi tinggi akibat kehilangan waktu saat set-up pergantian ukuran kaca dan akan berpengaruh terhadap stabilitas kualitas. Untuk menurunkan biaya produksi, variasi ukuran kaca tersebut perlu dikelompok-kelompokan kedalam beberapa ukuran kaca yang lebih besar sehingga didapat minimum lembar kaca per sekali produksi yang dinamakan supply-size. Saat ini terdapat sekitar 430 ukuran supply-size kaca yang merupakan hasil pengelompokan dari sekitar 750 ukuran pesanan (order-size).
Hasil pengelompokan tersebut selanjutnya masuk ketahap pembuatan rencana produksi make-to-stock dengan kebijakan tingkat sediaan 1,3 bulan pada setiap akhir bulan berjalan. Tingkat persediaan 1,3 bulan tersebut setara dengan 20 milyar rupiah yang dipandang sebagai cash-flow perusahaan yang tertahan sehingga harus ditekan sekecil mungkin, namun rendahnya persediaan tersebut tidak boleh menyebabkan barang kurang atau sebaliknya yang diakibatkan oleh akurasi permintaan yang kurang baik. Oleh karena itu dibutuhkan rencana produksi yang agil. Agility harus memiliki kecepatan respon baik fisik maupun finansial terhadap kejadian yang tidak diharapkan termasuk perubahan permintaan.
Kaca otomotif terdiri dari dua jenis yaitu Laminated untuk kaca depan dan Tempered untuk kaca samping dan belakang. Rencana produksi untuk kedua jenis kaca tersebut selanjutnya dikirim ke bagian Produksi untuk realisasi produk. Proses produksi kaca otomotif sangat sensitif terhadap defect atau gangguan teknis lainnya yang menyebabkan tingkat kesulitannya cukup tinggi, saat terjadi gangguan jadwal produksi bisa berubah
menjadi lebih cepat atau mundur dari rencana awal. Reliability sangat berhubungan dengan kemampuan produksi menghasilkan produk yang bebas gangguan, dengan demikian tingkat persediaan minimal harus 1 bulan kedepan, dengan asumsi Reliability process tidak bisa dihilangkan sehingga bisa mengakibatkan jenis kaca tertentu diproduksi di akhir bulan atau dengan kata lain jika Reliability tidak baik maka sudah dilakukan antisipasi ada ukuran kaca tertentu yang baru bisa diproduksi pada saat akhir bulan.
Dengan demikian penelitian ini bertujuan untuk memodelkan faktor-faktor yang berkontribusi terhadap akumulasi persediaan dan melakukan klasifikasi berdasarkan nature-nya sehingga petugas perencana produksi dapat melakukan tindakan berbeda untuk tiap jenis kelompok. Diharapkan dengan adanya model rencana produksi tersebut diperoleh tingkat persediaan yang minimal dengan tidak mengkorbankan kritikalitas pengiriman ke konsumen sehingga membantu perusahaan dalam hal memperpendek cashflow dan meminimalkan waste, untuk masyarakat umum penelitian ini bisa bermanfaat dalam memperkaya ilmu pengetahuan dan bisa menjadi bahan untuk pengembangan lebih lanjut.
2. METODOLOGI
ada analisa kebutuhan, formulasi masalah, dan identifikasi sistem/diagram input-output (Gambar 1 dan 2).
Klasifikasi ABC bisa memberikan analisa kerangka kerja yang penting untuk mengorganisir dan mengontrol persediaan,
dengan adanya klasifikasi ini seorang manajer dapat lebih fokus terhadap persediaan yang memiliki nilai uang yang tinggi karena akan berpengaruh terhadap
cost management (Stanford, 2007).
Gambar 1. Metodologi Penelitian
Gambar 2. Diagram Input-Output
Pengetahuan Pakar Kondisi
Nyata
Konsep-Konsep
ANALISIS SISTEM 1.Analisis Kebutuhan 2.Formulasi Masalah 3.Identifikasi Sistem
Diagram Input-Output [A]
RANCANG BANGUN MODEL 1.Sub Model Peramalan 2.Sub Model Perencanaan 3.Sub Model Produksi
VERIFIKASI & VALIDASI MODEL
BISA DIAPLIKASIKAN
SELESAI
MODEL
PERENCANAAN PRODUKSI MASUKAN TERKENDALI:
1. Peramalan permintaan 2. Tingkat Persediaan
3. Design ukuran supply vs order
MASUKAN TIDAK TERKENDALI: 1. Aktual permintaan
2. Reability Process produksi
HASIL YANG DIKEHENDAKI: Nilai persediaan yang turun
Tahapan selanjutnya membuat rancang bangun model dimana dibuat sub model peramalan permintaan dan perencanaan produksi dengan dibantu klasifikasi ABC dalam pengelompokan data. Setelah model didapat dilakukan verifikasi dan validasi model dengan cara mencoba aplikasikan terhadap aktual perencanaan produksi bulan Dec 2010 dan setelah dipastikan bisa diaplikasikan maka penelitian ini selesai.
Diagram Input-Output dibutuhkan untuk menjelaskan masukan-masukan ke dalam model dan keluaran dari model, baik untuk yang terkendali/tidak terkendali atau yang diharapkan/tidak diharapkan sehingga struktur penelitian bisa lebih jelas. Penelitian ini dibatasi hanya pada proses pembuatan rencana produksi dengan faktor reliability process diasumsikan 1 bulan sebagai cycle stock minimal.
3. ANALISA SISTEM
Industri otomotif menerapkan Lean Manufacturing yang salah satunya dikenal dengan istilah just-in-time (JIT) dimana pabrikan otomotif tidak memiliki persediaan karena pemasok diharuskan mengirimkan bahan baku yang tepat jumlah dan tepat waktu sehingga keterlambatan pasokan dapat mengakibatkan lini perakitan konsumen berhenti sama sekali yang bisa sangat mahal kompensasinya dan merusak reputasi pemasok.
Mengingat resiko barang kurang yang demikian besar maka sewajarnya perencana produksi menginginkan tingkat persediaan yang tinggi sehingga
menerapkan 1,3 bulan persediaan pada posisi akhir bulan. Namun demikian tingginya persediaan tidak baik untuk cashflow berusahaan karena merupakan aset yang tertunda. Sehingga perlu dicari cara pembuatan rencana produksi yang dapat memenuhi keduanya yaitu tidak menyebabkan barang kurang dan dengan jumlah yang sekecil mungkin.
Konsep yang akan dicoba diterapkan dalam penelitian ini adalah Klasifikasi ABC dimana setiap bagian yang berkontribusi terhadap persediaan barang akan dibagi ke dalam tiga kelompok yaitu A, B, dan C. Penelitian ini juga ditunjang oleh pendapat para pakar terutama dari internal perusahaan yang terbiasa berkecimpung dalam perencanaan produksi. Masukan dari kondisi nyata, konsep-konsep, dan pengetahuan pakar tersebut selanjutnya menjadi bahan untuk menganalisa sistem dimana di dalamnya ada analisa kebutuhan, formulasi masalah, dan identifikasi sistem/diagram input-output (Gambar 1 dan 2).
Pengukuran resiko bisa dilakukan dengan adanya klasifikasi tersebut, sehingga bisa ditentukan persediaan mana yang bisa ditekan sekecil mungkin dan mana yang tetap dipertahankan pada tingkat tinggi. Faktor-faktor yang berpengaruh terhadap tingkat persediaan diidentifikasi sebagai berikut : 1. Nilai uang persediaan, 2. Resiko barang kurang, dan 3. Akurasi peramalan. Ketiga faktor tersebut yang akan dimodelkan dalam penelitian ini sehingga diperoleh keluaran model perencanaan produksi.
Gambar 3. Continues System Persediaan Aktual
Permintaan Akurasi peramalan Nature
Industri Peramalan Rencana Diterima
Otomotif Permintaan Produksi Konsumen
Kebijakan tingkat persediaan Nilai persediaan Kritikalitas
Fisik Data Inventory
4. RANCANG BANGUN MODEL
Penelitian ini menggunakan data masa lalu periode Oktober-Nopember 2010 yang diperoleh dari internal perusahaan. Dari data tersebut dipetakan distribusi ke dalam tiga kelompok yaitu A, B, dan C.
4.1.Sub model Nilai Uang
Nilai uang diperoleh dari jumlah permintaan dikalikan dengan harga jual kaca tersebut. Pada tabel 1 di bawah terlihat bahwa 80% dari nilai persediaan hanya
diwakili oleh 70 ukuran kaca (A) senilai 26 Milyar, sementara 20% dari nilai persediaan adalah akumulasi dari 354 ukuran kaca (B & C) senilai 6 Milyar.
Petugas perencana produksi hendaknya menetapkan tingkat persediaan untuk kategori A sekecil mungkin karena akan sangat berpengaruh terhadap nilai uang persediaan yang tertahan kebalikannya untuk kategori C memiliki keleluasaan untuk menaikan persediaan karena nilai uangnya tidak begitu besar.
Tabel 1. Kategori Nilai Persediaan
4.2.Sub model Kritikalitas (Service
Level)
Kritikalitas adalah seberapa besar resiko yang akan terjadi bila terjadi kekurangan pasokan ke konsumen. Komposisi pada kategori kritikalitas berbeda dengan nilai uang di atas, pada kategori ini terdapat 125 ukuran kaca yang tidak boleh terjadi kekurangan supply atau harus 100% (A), selanjutnya ada 95 ukuran kaca yang bilamana persediaan kurang akan mengakibatkan pabrik perubahan jadwal
produksi dan pengiriman bisa dijadwal ulang, dan ada 204 ukuran kaca yang pengirimannya bisa jadwal ulang baik di pabrik sendiri maupun di konsumen.
Kebalikan dengan kategori nilai uang di atas, untuk kategori A petugas perencana produksi sebaiknya memiliki persediaan yang aman untuk menghindari berhentinya proses produksi di konsumen.
Tabel 2. Kategori Kritikalitas
4.3.Sub model Peramalan
Peramalan adalah perkiraan kebutuhan dimasa depan yang dapat ditentukan secara matematis melalui data historis atau melalui kualitatif informal atau melalui kedua teknik tersebut. Peramalan sangat diperlukan untuk merencanakan yang akan datang, mengurangi faktor ketidakpastian, antisipasi dan mengelola perubahan, meningkatkan komunikasi dan integrasi, dan antisipasi persediaan, kapasitas, demand dan lead time.
Mengingat pentingnya peramalan maka akurasi peramalan perlu dicek, semakin buruk performansi peramalan maka harus semakin tinggi tingkat keamanan persediaannya.
Akurasi peramalan dibagi ke dalam tiga kelas. Kelas A yang memiliki akurasi ± 5%, kelas B diantara 5% s/d 15%, kelas C > 15%. Besaran angka tersebut merupakan inisiatif awal saja untuk memisahkan data, selanjutnya bisa diperketat atau diperlonggar lagi sesuai dengan kebijakan Data
NILAI UANG Sum of PERCENTAGE Sum of UKURAN Sum of AMOUNT A 80% 70 8.702.933.458 B 14% 86 1.541.946.162 C 5% 268 589.057.887 Grand Total 100% 424 10.833.937.507
Data
SERVICE LEVEL Sum of PERCENTAGE Sum of UKURAN Sum of AMOUNT
A 83% 125,000 8.942.883.488
B 14% 95,000 1.463.019.437
C 4% 204,000 428.034.582
perencana produksi. Akurasi terdapat dua jenis yaitu plus (+) dan minus (-), akurasi plus berarti pengiriman selalu lebih besar dari peramalan, akurasi minus adalah sebaliknya. Kedua jenis akurasi tersebut perlu dipisahkan karena sangat berbeda hasilnya.
Data akurasi diperoleh dari perbandingan antara peramalan permintaan dengan aktual permintaan selama 3 bulan berturut-turut sbb:
Tabel 3. Kategori Akurasi Peramalan
Terlihat bahwa ada sejumlah 152 ukuran kaca yang memiliki penyimpangan ± 5% atau kategori A, 41 ukuran kaca masuk kategori B, dan 231 ukuran kaca masuk kategori C. Petugas perencana produksi harus memperhatikan ukuran kaca yang memiliki akurasi tidak baik, semakin tinggi persediaan maka akan semakin aman dari fluktuasi peramalan. Kebalikannya untuk akurasi yang baik (kelas A) maka persediaan bisa diturunkan seminimal mungkin.
Menentukan Kombinasi 3 Faktor Utama
Ketiga sub model tersebut perlu diformulasikan untuk menghasilkan sebuah angka tunggal mengenai status tiap ukuran kaca, caranya dengan dilakukan pembobotan untuk tiap sub model. Bobot Akurasi Peramalan adalah 5 kali lebih penting karena ini merupakan sumber utama dari kesalahan dalam perbuatan rencana produksi dan bisa mengakibatkan
fenomena Bullwip yaitu sebuah kondisi dimana persediaan di proses selanjutnya akan terus membesar dibandingkan kebutuhan sesungguhnya atau kebalikannya malah terjadi kekurangan barang, Nilai Persediaan 3 kali lebih penting; seperti yang telah dijelaskan pada tujuan penelitian ini, dan Kritikalitas 2 kali.
Walaupun kritikalitas bobotnya ada di bawah akurasi namun sudah diamankan oleh adanya cycle-stock 1,0 bulan. Artinya jika Reliability process tidak baik sehingga ukuran kaca tertentu baru bisa diproduksi diakhir bulan maka perusahaan sudah memiliki persediaan pengaman. Oleh karena kebijakan persediaan perusahaan maksimal 1,3 bulan maka angka tersebut dijadikan batas maksimal, sementara batas minimalnya adalah 1,0 bulan atau tanpa persediaan pengaman. Berikut data pembagian target tingkat persediaan dan bobot untuk tiap sub model (faktor utama):
Tabel 4. Pembobotan Faktor Utama
Setiap ukuran kaca dapat dihasilkan statusnya dengan mengalikan Kategori (A, B, C) dengan Bobotnya sbb:
Data
AKURASI Sum of PERCENTAGE Sum of UKURAN Sum of AMOUNT A 43% 152 4.628.776.145 B 24% 41 2.577.296.012 C 33% 231 3.627.865.350 Grand Total 100% 424 10.833.937.507
FAKTOR UTAMA Tingkat Bobot A B C
Nilai Uang Tinggi --> Rendah 2 1,1 1,2 1,3
Kritikalitas Stopline --> Tidak 3 1,3 1,2 1,1
Akurasi min (-) 1,0 1,0 1,0
Akurasi plus (+) Bagus --> Jelek 5 1,0 1,2 1,3
Sehingga akan diperoleh nilai AAA, BBB, CCC, ABB, dst. Jika ada ukuran kaca statusnya ABC+ artinya nilai uangnya tinggi (A), kritikalitas bisa dijadwal ulang
(B), akurasi peramalan selalu plus (+) 15% (C). Dengan model di atas pada akhirnya tingkat persediaan dapat digambarkan dengan status berikut:
Tabel 5. Nilai tingkat persediaan dari status tiap ukuran kaca
Dari tabel di atas dapat terlihat bahwa tingkat persediaan dapat bervariasi sesuai dengan faktor dominannya; tingkat persediaan paling rendah dimiliki adalah 1,07 (BAC+, BCB-), dan lain-lain. Variasi
tingkat persediaan tersebut lebih realistis daripada dianggap sama untuk semua jenis ukuran kaca. Jika simulasi dijalankan terdapat penghematan uang sebesar 2,6 Milyar Rupiah tiap bulannya.
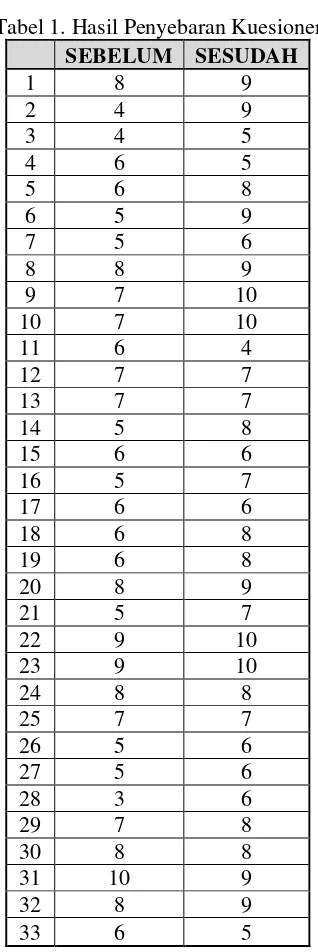
Tabel 6. Hasil simulasi
Saat ini Sesudah klasifikasi Penghematan uang 16.250.906.260 13.576.786.961 2.674.119.299
Dengan demikian model di atas sudah diverifikasi dan divalidasi bisa diaplikasikan dan hasilnya nyata yaitu turunnya nilai persediaan. Model yang dihasilkan tersebut juga bisa ditelusuri latar belakangnya daripada cara penentuan rencana produksi sebelumnya yaitu menyamakan semua tingkat persediaan sebesar 1,3 bulan untuk semua ukuran kaca.
5. KESIMPULAN
Perhitungan dengan melakukan pembobotan akan diperoleh nilai yang realistis dimana sudah memperhitungkan semua resiko yang terlibat dan sesuai dengan kebutuhan saat itu. Petugas perencana produksi pun dapat memutahirkan data tersebut berdasarkan kondisi terbaru dan berdasarkan kecenderungan data.
Dengan model perencanaan produksi di atas perusahaan dapat menurunkan nilai persediaan sehingga cashflow yang lebih lancar. Namun demikian metode klasifikasi dalam penelitian ini perlu diperbaiki lagi dengan mencari pembobotan dan nilai klasifikasi kelas yang lebih ilmiah berdasarkan kajian ilmiah dalam menentukan tingkat persediaan pengaman Selain hal tersebut kedepannya perlu diperluas untuk tidak hanya pada 3 faktor utama saja melainkan pada faktor lain misalkan biaya produksi yang timbul karena jumlah produksi yang tidak optimal, faktor reliability process seperti disinggung pada bagian pendahuluan, faktor kemudahan utilisasi ke ukuran kaca lain jika terjadi akurasi peramalan minus, dan faktor-faktor lainnya. Tentunya kendala-kendala tersebut harus memakai metode
Tingkat Tingkat Tingkat Tingkat
Kode Persediaan Kode Persediaan Kode Persediaan Kode Persediaan
AAA- 1,11 BAB- 1,13 BCC 1,07 CBA+ 1,12
AAA+ 1,11 BAB+ 1,23 BCC- 1,07 CBB- 1,12
AAB- 1,11 BAC 1,13 BCC+ 1,22 CBB+ 1,22
AAB+ 1,21 BAC- 1,13 BCX 1,07 CBC- 1,12
AAC- 1,11 BAC+ 1,28 CAA- 1,15 CBC+ 1,27
AAC+ 1,26 BBA- 1,10 CAA+ 1,15 CCA- 1,09
ABA- 1,08 BBA+ 1,10 CAB- 1,15 CCA+ 1,09
ABA+ 1,08 BBB- 1,10 CAB+ 1,25 CCB- 1,09
ABB- 1,08 BBB+ 1,20 CAC 1,15 CCB+ 1,19
ABB+ 1,18 BBC- 1,10 CAC- 1,15 CCC 1,09
ABC- 1,08 BBC+ 1,25 CAC+ 1,30 CCC- 1,09
BAA- 1,13 BCA+ 1,07 CAX 1,15 CCC+ 1,24
Multi Criteria Decision atau metode lainnya.
6. DAFTAR PUSTAKA
[1] Preiss, Kenneth, Patterson, R., dan Merc Field, 2001, “The future direction of industrial enterprises” dalam
“Maynard’s Industrial Engineering Handbook“, 5th ed, h-1.135.
[2] Stanford, R.E. dan W. Martin, 2007, Towards a normative model for inventory cost management in a generalized ABC classification system.
Journal of the Operational Research Society. Vol 58 No. 7, hal. 2.
[3]
Zelbst, P.J., Green, K.W. Jr, Abshire, R.D., dan Victor E. Sower. 2010. Relationships among market orientation, JIT, TQM and agility,MODEL KONSEPTUAL ANALISIS PERBAIKAN KINERJA
INDUSTRI GULA
Triwulandari S. Dewayana1, M. Syamsul Ma’arif2, Sukardi2, Sapta Raharja2
1
Magister Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti 2
Teknologi Industri Pertanian, Fateta, Institut Pertanian Bogor
ABSTRACT
Research related to the analysis of performance improvement (as used in a systematic process to identify performance, determine the desired performance targets, and to determine the priority of improvement at the sugar industry in Indonesia has not been done. This research aims to produce a conceptual model that can be used to analyze the sugar industry performance improvement. The model produced an integrated model to achieve the objectives of the analysis phase of performance improvement. The resulting model consists of five sub-models : 1) grouping, 2) performance measurement, 3) selection of the best performance, 4) analysis of best practices, and 5) determination of priorities for improvement.
Keywords : conceptual model, analysis of performance improvement, sugar industry
1. PENDAHULUAN2
Industri gula Indonesia merupakan industri manufaktur yang berkembang pertama kali di Indonesia. Ditinjau dari aktivitas ekonomi, industri gula merupakan industri yang memberikan dampak ganda cukup signifikan secara nasional terhadap penciptaan output, pendapatan, nilai tambah dan tenaga kerja mengingat gula merupakan suatu komoditi pangan yang penggunaannya sangat luas. Berdasarkan analisis keterkaitan antara industri melalui analisis input-output menunjukkan bahwa secara nasional industri gula memiliki keterkaitan langsung dengan sektor-sektor dibelakangnya sebanyak 53 sektor (dari 172 sektor) dan keterkaitan langsung ke depan dengan 30 sektor. Hal ini menunjukkan bahwa gula selain untuk memenuhi kebutuhan konsumsi akhir, juga diperlukan untuk mendorong peningkatan produksi industri-industri yang menggunakan gula sebagai bahan bakunya.
Pada masa kejayaannya (tahun 1930-an) Indonesia pernah menjadi negara eksportir gula ke dua di dunia setelah Kuba. Namun, sejak tahun 1967 Indonesia menjadi negara pengimpor gula untuk memenuhi kebutuhannya. Ketergantungan
Korespondensi : 1
Triwulandari S. Dewayana
E-mail : [email protected]
ketersediaan pangan terhadap impor merupakan salah satu indikator yang digunakan untuk mengukur ketahanan pangan. Dengan pertimbangan utama untuk memperkuat ketahanan pangan, Indonesia berupaya meningkatkan produksi gula dalam negeri, termasuk mencanangkan target swasembada gula, yang sampai sekarang belum tercapai.
Permasalahan yang dihadapi industri gula nasional ditandai dengan ketidakmampuannya untuk memenuhi kebutuhan gula yang dikonsumsi masyarakat maupun bahan baku industri. Kondisi lima tahun terakhir menunjukkan bahwa rerata ketergantungan Indonesia terhadap impor gula untuk memenuhi kebutuhannya mendekati 50%. Kajian lebih lanjut mengenai permasalahan yang dihadapi menunjukkan rendahnya produktivitas dan efisiensi pabrik gula (Stakeholder’s Pergulaan Nasional 2006; P3GI 2008; Effendi 2009) sebagai penyebabnya.
industri gula merupakan hal yang potensial dilakukan.
Perbaikan kinerja dapat dilakukan dengan berbagai cara, namun pada umumnya terdapat lima tahap (Swanson 1996) yaitu 1) tahap analisis, 2) tahap desain, 3) tahap pengembangan, 4) tahap implementasi, dan 5) tahap evaluasi. Selanjutnya, Swanson (1996) menyebutkan bahwa tahap analisis merupakan tahap paling penting. Tujuan dari tahap analisis adalah untuk menentukan kinerja, target kinerja, dan prioritas perbaikan kinerja.
Beberapa penelitian yang telah dilakukan pada pabrik gula di Indonesia menunjukkan bahwa penelitian yang berhubungan dengan analisis perbaikan kinerja (sebagai proses yang digunakan secara sistematis untuk mengidentifikasi kinerja, menentukan target kinerja yang diinginkan, dan untuk menentukan prioritas perbaikan) belum pernah dilakukan.
Penelitian ini bertujuan untuk menghasilkan model konseptual yang dapat digunakan untuk melakukan analisis perbaikan kinerja industri gula. Model yang dihasilkan merupakan model yang terintegrasi untuk mencapai tujuan dari tahap analisis perbaikan kinerja.
2. TINJAUAN PUSTAKA
2.1 Penentuan Kinerja
Untuk menentukan kinerja perlu dilakukan pengukuran kinerja. Pengukuran kinerja merupakan sub sistem dari manajemen kinerja (Cokins 2004; Halachmi 2005; Stiffler 2006; Baxter dan MacLeod 2008). Pengukuran kinerja didefinisikan sebagai proses untuk mengkuantifikasi efisiensi dan efektivitas dari suatu tindakan (Tangen 2004; Olsen et al. 2007; Cocca dan Alberti 2010).
Dikaitkan dengan manajemen operasional, Radnor dan Barnes (2007) mendefinisikan pengukuran kinerja sebagai proses mengkuantifikasi input, output, dan tingkat aktivitas dari suatu proses. Wibisono (1999) menyebutkan bahwa pengukuran kinerja di perusahaan manufaktur pada level manajemen operasi dapat dibagi menjadi tiga jenis yaitu: 1) pengukuran kinerja taktis (competitive
priorities), 2).Pengukuran kinerja operasional (manufacturing task), dan 3). Pengukuran kinerja strategis (resource availability). Hal yang sama juga dikemukakan oleh Craig dan Grant (2002) bahwa keunggulan bersaing suatu organisasi didukung oleh kemampuan sumber daya dan aktivitas rutin organisasi.
Terdapat tiga aspek formal dari pengukuran kinerja (Spitzer 2007) yaitu 1) ukuran-ukuran (variabel yang diukur), 2) proses pengukuran (tahapan yang menunjukkan bagaimana cara melakukan pengukuran), dan 3) infrastruktur teknis (berupa hardware dan software komputer yang digunakan untuk mendukung proses pengukuran). Tiga kriteria yang dapat digunakan untuk menilai keefektifan dari sistem pengukuran kinerja (Olsen et al.
2007) yaitu: 1).keterkaitan, 2).perbaikan terus-menerus, dan 3).pengawasan proses.
Terkait dengan ukuran-ukuran (variabel) yang diukur, Medori dan Steeple (2000) menyatakan bahwa pada semua
framework pengukuran kinerja yang telah dihasikan, pada umumnya memiliki kelemahan dalam hal memberikan panduan terhadap pemilihan variabel kinerja yang akan diukur. Denton (2005) menyatakan bahwa meskipun banyak hal yang dapat diukur tetapi lebih penting untuk mengukur hal yang spesifik dan relevan.
Berdasarkan pengalaman implementasi pada beberapa perusahaan di Indonesia ditinjau dari aspek kepraktisan dan nilai tambah yang diberikan, Wibisono (2006) menyatakan bahwa pendekatan yang sesuai untuk diterapkan di Indonesia dalam menentukan variabel kinerja yang akan diukur adalah dengan melakukan identifikasi variabel kinerja dari tiga perspektif yaitu 1) keluaran organisasi (business results), 2) proses internal (internal business processes), dan 3) kemampuan atau ketersediaan sumber daya (resources availability).
kinerja), 3) peningkatan range ukuran kinerja (misalnya dari efisiensi menjadi efisiensi dan efektivitas). Dalam hal range
ukuran kinerja, beberapa penelitian terdahulu menunjukkan adanya keterbatasan dalam model pengukuran kinerja pabrik gula karena hanya dilakukan dengan menggunakan range ukuran kinerja yang sempit yaitu 1).Produktivitas (Yusnitati (1994) dan Manalu (2009) terkait dengan kinerja output per input, 2).Efisiensi produksi (Siagian, 1999) terkait dengan kinerja proses, dan 3).Efisiensi teknis (LPPM IPB, 2002) terkait dengan kinerja proses.
Berdasarkan kedalaman ukuran kinerja, pada penelitian terdahulu tidak memperhatikan keterkaitan ukuran kinerja. Hal ini dapat menyebabkan upaya perbaikan yang dilakukan tidak menghasilkan perbaikan kinerja yang signifikan. Selain itu, jika merujuk pada pernyataan Olsen et al. (2007) dapat menyebabkan berkurangnya keefektifan sistem pengukuran kinerja.
Kerangka kerja proses pengukuran kinerja perlu diperbaiki secara kontinu dengan mempertimbangkan berbagai model pengukuran kinerja yang sesuai dengan permasalahan yang dihadapi (Nenadal 2008). Beheshti dan Lollar (2008) menyebutkan bahwa pengukuran kinerja merupakan keputusan penting yang sering menggunakan informasi subyektif. Perbedaan satuan pada setiap ukuran kinerja yang digunakan menyebabkan proses aggregasi ukuran kinerja menjadi rumit. Oleh karena itu model keputusan yang memanfaatkan logika fuzzy dapat memberikan solusi yang logis. Chan et al.
(2002) mengusulkan penggunaan logika
fuzzy dalam evaluasi kinerja dan Unahabhokha et al. (2007) menggunakan pendekatan fuzzy expert system untuk memprediksi nilai kinerja.
Terkait dengan infrastruktur yang digunakan dalam pengukuran kinerja, Santos et al. (2007) menunjukkan adanya variasi infrastruktur yaitu secara manual dan pemanfaatan sistem informasi. Marchand dan Raymond (2008) menunjukkan pergeseran dalam pemanfaatan sistem informasi untuk
pengukuran kinerja, yaitu dari sistem informasi eksekutif (1980-1999) ke Sistem Intelijen ( 2000-saat ini). Selain itu, Denton (2010) menyebutkan bahwa intranet dan internet dapat digunakan untuk meningkatkan pengelolaan dan pengukuran kinerja.
2.2 Penentuan Target Kinerja
Sistem pengukuran kinerja merupakan kunci untuk memandu dan menguji hasil dari proses perbaikan, tetapi tidak mengindikasikan bagaimana suatu proses harus diperbaiki. Salah satu pendekatan yang dapat membantu melengkapi hal tersebut adalah
benchmarking. Dattakumar (2003) menyimpulkan bahwa pendekatan
benchmarking dapat digunakan untuk perbaikan terus menerus. Hasil review
Grunberg (2003) terhadap metoda-metoda yang digunakan untuk perbaikan kinerja aktivitas operasional pada perusahaan manufaktur menunjukkan bahwa pendekatan benchmarking juga memungkinkan untuk digunakan.
Aplikasi benchmarking dalam perbaikan kinerja telah banyak dilakukan. Dimulai pada akhir 1970 oleh Xerox Corporation yang memutuskan untuk membandingkan operasional perusahaan dengan L.L. Bean yang memiliki produk yang berbeda namun memiliki karakteristik fisik yang sama (Tucker et al. 1987 dalam Elmuti dan Yunus 1997). Oleh karena itu, pengelompokan organisasi yang memiliki karakteristik yang serupa perlu dilakukan sebelum proses benchmarking.
Pengelompokan organisasi yang memiliki karakteristik yang serupa dapat dilakukan dengan menggunakan metode
clustering. Xu & Wunsch (2009) menyatakan bahwa pengelompokan (clustering) obyek kedalam beberapa kelompok (cluster) yang mempunyai sifat yang homogen atau dengan variasi sekecil mungkin diperlukan untuk memudahkan analisis data.
Terdapat dua tahapan yang harus dilakukan dalam analisis cluster yaitu 1) memutuskan apakah jumlah cluster
clustering. Untuk memutuskan berapa jumlah cluster yang akan dibentuk, Sadaaki
et al. (2008) menyebutkan bahwa terdapat dua pendekatan yang dapat digunakan yaitu
supervised (jika jumlah cluster ditentukan) dan unsupervised (jika jumlah cluster tidak ditentukan/alami).
Gan et al. (2007) menyatakan bahwa dalam melakukan analisis clustering dapat memilih satu diantara 2 pendekatan yaitu 1) Hard Clustering atau 2) Soft Clustering
(dikenal juga sebagai fuzzy clustering). Pemilihan pendekatan yang digunakan tergantung jenis data yang akan dikelompokkan. Hard Clustering
digunakan apabila data berbentuk Crips
sedangkan soft clustering digunakan apabila data berbentuk fuzzy.
Metode yang dapat digunakan pada pendekatan Hard Clustering (Gan et al. 2007) yaitu 1). Non-Hierarchical clustering
(Partisional Clustering) dan 2).
Hierarchical Clustering. Pada metode Non-Hierarchical clustering, terdapat 3 cara untuk mengelompokkan data dalam satu
cluster yaitu 1).sequential threshold, 2).parallel threshold, dan 3).Optimization. Sedangkan dalam metode Hierarchical Clustering, Xu dan Wunsch (2009) menyatakan bahwa terdapat dua tipe dasar yaitu 1).penyebaran (divisive), dan 2).pemusatan (agglomerative). Tipe divisive
memulai pengelompokkan dari cluster yang besar (terdiri dari semua data) kemudian data yang paling tinggi ketidaksesuaiannya dipisahkan dan seterusnya. Sedangkan tipe
agglomerative memulai pengelompokkan dengan menganggap setiap data sebagai
cluster kemudian dua cluster yang mempunyai kesesuaian digabungkan menjadi satu cluster dan seterusnya.
Terdapat lima cara untuk menggabungkan antar cluster yaitu 1)
single linkage (berdasarkan jarak terkecil), 2) complete linkage (berdasarkan jarak terjauh), 3) centroid method (berdasarkan jarak centroid), 4) average linkage
(berdasarkan berdasarkan rata-rata jarak), dan 5) ward’s method (berdasarkan total
sum of square dua cluster). Pemilihan pendekatan ditentukan berdasarkan kesesuaian dengan permasalahan yang dihadapi.
Hasil yang dicapai melalui penerapan praktek terbaik dari L.L. Bean adalah peningkatan efisiensi dan produktivitas (Tucker et al. 1987 dalam Yasin 2002). Selain itu, menurut Dragolea dan Cotirlea (2009) manfaat benchmarking antara lain yaitu 1) perbaikan terus menerus untuk mencapai kinerja yang lebih baik menjadi budaya organisasi, 2) meningkatkan pengetahuan terhadap kinerja produk dan jasa, dan 3) membantu dalam memfokuskan sumberdaya untuk mencapai target.
Pierre dan Delisle (2006) mengusulkan sistem diagnosa berbasis pengetahuan pakar untuk melakukan
benchmarking kinerja. Organisasi atau perusahaan yang berbeda memiliki metoda
benchmarking sendiri, namun apapun metode yang digunakan, langkah-langkah utamanya adalah sebagai berikut : 1) pengukuran kinerja dari varibel-variabel kinerja terbaik pada kelompoknya relatif terhadap kinerja kritikal; 2).penentuan bagaimana tingkat-tingkat kinerja dicapai; dan 3).penggunaan informasi untuk pengembangan dan implementasi dari rencana peningkatan (Omachonu dan Ross 1994 dalam Elmuti dan Yunus 1997). Hal tersebut sejalan dengan tujuan dari analisis perbaikan kinerja.
Sebelum melakukan identifikasi bagaimana tingkat kinerja dicapai (praktek terbaik), perlu dilakukan pemilihan kinerja terbaik dalam kelompoknya. Proses pemilihan alternatif terbaik dari beberapa alternatif secara sistematis untuk ditindaklanjuti sebagai suatu cara pemecahan masalah dikenal sebagai pengambilan keputusan.
Berdasarkan jumlah kriteria yang digunakan, maka persoalan keputusan dapat dibedakan menjadi dua kategori, yaitu persoalan keputusan dengan kriteria tunggal dan kriteria majemuk (multikriteria). Pengambilan Keputusan Multikriteria (MCDM) didefinisikan Kusumadewi et al.
(2006) sebagai suatu metode pengambilan keputusan untuk menetapkan alternatif terbaik dari sejumlah alternatif berdasarkan beberapa kriteria tertentu.
Yoon (1981) dalam Kusumadewi
solusi unik, perbedaan tipe bisa jadi akan memberikan perbedaan solusi. Adapun jenis-jenis solusi pada masalah MCDM (Kusumadewi et al. 2006) yaitu : 1) solusi ideal, 2) solusi non-dominated (solusi Pareto-optimal), 3) solusi yang lebih disukai , dan 4) solusi yang memuaskan. Pada solusi ideal, kriteria atau atribut dapat dibagi menjadi dua kategori, yaitu kriteria yang nilainya akan dimaksimumkan (kategori kriteria keuntungan), dan kriteria yang nilainya akan diminimumkan (kategori kriteria biaya). Solusi ideal akan memaksimumkan semua kriteria keuntungan dan meminimumkan semua kriteria biaya (Daellenbach dan McNickle 2005). Solusi feasible MCDM dikatakan
non-dominated jika tidak ada solusi feasible yang lain yang akan menghasilkan perbaikan terhadap suatu atribut tanpa menyebabkan degenerasi pada atribut lainnya. Solusi yang memuaskan adalah himpunan bagian dari solusi-solusi feasible
dimana setiap alternatif melampaui semua kriteria yang diharapkan.
Zimmermann (1991) dalam
Kusumadewi et al. (2006) menyatakan bahwa berdasarkan tujuannya, MCDM dapat dibedakan menjadi dua yaitu : Multi Attribute Decision Making (MADM) dan Multi Objective Decision Making (MODM). MADM digunakan untuk menyelesaikan masalah-masalah dalam ruang diskret, sedangkan MODM digunakan untuk menyelesaikan masalah-masalah pada ruang kontinyu. Secara umum dapat dikatakan bahwa MADM menyeleksi alternatif terbaik dari sejumlah alternatif, sedangkan MODM merancang alternatif terbaik.
Terdapat beberapa metode yang dapat digunakan untuk menyelesaikan masalah MADM, antara lain yaitu : 1)
Simple Additive Weighting Method (SAW), 2) Weighted Product (WP), 3) ELimination Et Coix Traduisant la realitE (ELECTRE), 4)Technique for Order Preference by Similarity to Ideal Solution (TOPSIS), dan 5)Analytic Hierarchy Process (AHP).
Untuk melakukan pemilihan terhadap organisasi yang berkinerja terbaik (menjadi
best in class), Laise (2004) berpendapat bahwa pendekatan tradisional yang
digunakan untuk menentukan organisasi yang menjadi best in class yaitu pendekatan ranking memiliki kelemahan. Pada pendekatan tradisional (Laise, 2004), permasalahan benchmarking dengan banyak kriteria diselesaikan dengan mengkonstruksi suatu indikator dengan merata-ratakan semua score yang diperoleh suatu organisasi atas ukuran-ukuran yang berbeda. Rata-rata merupakan suatu ukuran kecenderungan terpusat dari suatu kelompok data dan cukup mewakili jika data mempunyai suatu variabilitas yang rendah, tetapi jika dilakukan pengamatan dengan variabilitas tinggi, rata-rata bukan ukuran yang baik. Menggunakan rata-rata dapat menghilangkan informasi yang pantas dipertimbangkan dan oleh karena itu tidak cocok digunakan untuk membuat perbandingan.
Selanjutnya, Laise (2004) mengusulkan penggunaan metode yang merupakan pengembangan dari konsep
outranking yaitu ELECTRE. Metode ELECTRE merupakan kelompok dari algoritma yang dikembangkan dalam
Operational Research (Roy 1985; Vincke 1992; Roy dan Bouyssou 1993; Pamerol dan Barba-Romero 2000).
ELECTRE menurut Kusumadewi
et.al.(2006) didasarkan pada konsep perankingan melalui perbandingan berpasangan antar alternatif pada kriteria yang sesuai. Suatu alternatif dikatakan mendominasi alternatif yang lainnya jika satu atau lebih kriterianya melebihi (dibandingkan dengan kriteria dari alternatif yang lain) dan sama dengan kriteria lain yang tersisa.
Jafari et al. (2007) mengusulkan kerangka kerja untuk memilih metode penilaian kinerja terbaik menggunakan SAW. Konsep dasar metode SAW adalah mencari penjumlahan terbobot dari rating kinerja pada setiap alternatif pada semua atribut (Kusumadewi et.al., 2006). Kelemahan pada metode SAW yaitu memerlukan proses normalisasi matriks keputusan ke suatu skala yang dapat diperbandingkan dengan semua rating alternatif yang ada.
organisasi yang menjadi best in class dan memperoleh solusi ideal adalah PROMETHEE. PROMETHEE (Preference Ranking Organization Method For Enrichment Evaluation) termasuk dalam keluarga metode outranking yang dikembangkan oleh B. Roy (1985). Metodologi Multicriteria outranking
merupakan pengembangan dari pendekatan tradisional dalam menentukan perusahaan yang memiliki kinerja terbaik. Metoda tersebut dapat menghindari kekurangan dari metoda tradisional yang hanya berdasarkan pada agregasi kumpulan mono kriteria.
PROMETHEE merupakan salah satu metode yang digunakan untuk menentukan urutan atau prioritas dari beberapa alternatif dalam permasalahan yang menggunakan multi kriteria. PROMETHEE mempunyai kemampuan untuk menangani banyak perbandingan dan memudahkan pengguna dengan menggunakan data secara langsung dalam bentuk tabel multikriteria sederhana. Pengambil keputusan hanya mendefinisikan skala ukurannya sendiri tanpa batasan, untuk mengindikasi prioritasnya dan preferensi untuk setiap kriteria dengan memusatkan pada nilai (value), tanpa memikirkan metoda perhitungannya.
2.3 Penentuan Prioritas Perbaikan
Langkah kedua dalam proses
benchmarking adalah penentuan bagaimana tingkat-tingkat kinerja dicapai. Oleh karena itu, praktek terbaik perlu diidentifikasi sebagai masukan untuk perbaikan kinerja. Asrofah et al. (2010) menyimpulkan bahwa hasil identifikasi praktek terbaik berkontribusi pada efektivitas
benchmarking di perusahaan manufaktur Indonesia. Reddy dan McCarthy (2006) menegaskan bahwa praktek terbaik perlu dipromosikan setidak-tidaknya dengan memanfaatkan database yang dapat diakses oleh pihak yang memerlukan. Faktor yang harus diperhatikan dalam mengidentifikasi praktek terbaik (Ungan, 2007) yaitu kodifikasi, kompleksitas, dan kesesuaian.
Praktek terbaik dapat didefinisikan dalam tiga level (Jaffar dan Zairi, 2000) yaitu 1).ide yang baik (unproven); 2).praktek yang baik; dan 3).praktek terbaik (proven). Ide yang baik – belum dibuktikan secara empiris dan perlu dilakukan analsis
untuk memastikan ide tersebut akan berdampak positif pada kinerja organisasi. Praktek yang baik – berupa teknik, metodologi, prosedur, atau proses yang telah diimplementasikan dan telah meningkatkan kinerja organisasi. Praktek terbaik – praktek yang baik yang telah ditetapkan sebagai pendekatan terbaik bagi banyak organisasi berdasarkan hasil analisis data kinerja.
Maire et al. (2005) mengembangkan model untuk mengidentifikasi praktek terbaik didasarkan pada prinsip yang serupa dengan Quality Function Deployment
(QFD). Namun, model yang dirancang hanya dapat digunakan pada proses dan bukan pada produk jadi. Southard dan Parente (2007) mengembangkan metoda baru yang digunakan untuk proses evaluasi dalam perbaikan kinerja berdasarkan pada pengetahuan internal yang dimiliki.
Pendekatan lain yang dapat digunakan untuk mengidentifikasi praktek terbaik adalah Root Cause Analysis (RCA). RCA merupakan pendekatan terstruktur untuk mengidentifikasi faktor-faktor berpengaruh pada satu atau lebih kejadian-kejadian yang lalu agar dapat digunakan untuk meningkatkan kinerja (Corcoran, 2004). Selain itu, pemanfaatan RCA dalam analisis perbaikan kinerja menurut Latino dan Kenneth (2006) dapat memudahkan pelacakan terhadap faktor yang mempengaruhi kinerja. Root Cause(s)
adalah bagian dari beberapa faktor (kejadian, kondisi, faktor organisasional) yang memberikan kontribusi, atau menimbulkan kemungkinan penyebab dan diikuti oleh akibat yang tidak diharapkan.
Terdapat berbagai metode evaluasi terstruktur untuk mengidentifikasi akar penyebab (root cause) suatu kejadiaan yang tidak diharapkan (undesired outcome). Jing (2008) menjelaskan lima metode yang populer untuk mengidentifikasi akar penyebab (root cause) suatu kejadiaan yang tidak diharapkan (undesired outcome) dari yang sederhana sampai dengan komplek yaitu : 1) Is/Is not comparative analysis, 2) 5 Why methods, 3) Fishbone diagram, 4)
Is/Is not comparative analysis
merupakan metoda komparatif yang digunakan untuk permasalahan sederhana, dapat memberikan gambaran detil apa yang terjadi dan telah sering digunakan untuk menginvestigasi akar masalah. 5 Why methods merupakan alat analisis sederhana yang memungkinkan untuk menginvestigasi suatu masalah secara mendalam. Fishbone diagram merupakan alat analisis yang populer, yang sangat baik untuk menginvestigasi penyebab dalam jumlah besar. Kelemahan utamanya adalah hubungan antar penyebab tidak langsung terlihat, dan interaksi antar komponen tidak dapat teridentifikasi. Cause and effect matrix merupakan matriks sebab akibat yang dituliskan dalam bentuk tabel dan memberikan bobot pada setiap faktor penyebab masalah. Root Cause Tree
merupakan alat analisis sebab-akibat yang paling sesuai untuk permasalahan yang kompleks. Manfaat utama dari alat analisis tersebut yaitu memungkinkan untuk mengidentifikasi hubungan diantara penyebab masalah.
Chandler (2004) dalam Ramadhani
et.al (2007) menyebutkan bahwa dalam memanfaatkan RCA terdapat empat langkah yang harus dilakukan yaitu : 1) mengidentifikasi dan memperjelas definisi
undesired outcome (suatu kejadiaan yang tidak diharapkan), 2) mengumpulkan data, 3) menempatkan kejadian-kejadian dan kondisi-kondisi pada event and causal factor table, dan 4) lanjutkan pertanyaan “mengapa” untuk mengidentifikasi root causes yang paling kritis.
Selanjutnya, langkah ketiga dari
benchmarking adalah penggunaan informasi untuk pengembangan dan implementasi dari rencana peningkatan. Oleh karena itu, perlu dilakukan penentuan prioritas perbaikan. Hal ini diperlukan
untuk mengetahui perbaikan yang perlu memperoleh prioritas, kemudian saran berdasarkan hasil analisis praktek terbaik diberikan.
Laugen et al. (2005) menyebutkan bahwa praktek terbaik yang menyebabkan kinerja terbaik seringkali sulit untuk diidentifikasi. Davies (2000) mengusulkan pendekatan terstruktur (diagnostic) untuk memilih praktek terbaik berdasarkan pada kekuatan hubungan dengan tujuan yang ingin dicapai.
3. METODOLOGI PENELITIAN
Untuk menghasilkan model konseptual analisis perbaikan kinerja industri gula dilakukan tahapan sebagai berikut :
1. Melakukan kajian terhadap berbagai buku referensi, jurnal-jurnal, laporan penelitian terdahulu, pendapat para pakar serta sumber lain yang dipandang akurat dan relevan.
2. Identifikasi sub model berdasarkan tujuan tahap analisis perbaikan kinerja. 3. Identifikasi keterkaitan antar sub
model.
4. Identifikasi pendekatan yang digunakan untuk setiap sub model.
4. HASIL DAN PEMBAHASAN
Gambar 1. Model Konseptual Analisis Perbaikan Kinerja Industri Gula
4.1 Model Pengelompokan
Model pengelompokan bertujuan untuk mengelompokkan pabrik gula yang memiliki karakteristik yang serupa. Pengelompokan pabrik gula (PG) diperlukan untuk menyetarakan pabrik gula sehingga layak untuk diperbandingkan. Untuk mengelompokkan PG yang memiliki karakteristik serupa dapat dilakukan dengan mengelompokkan PG berdasarkan karakteristik pembeda pabrik gula. Adapun karakteristik yang membedakan antar pabdik gula yaitu metode yang digunakan dalam proses pemurnian dan skala pabrik gula.
Input model berupa basis data yang diperlukan untuk pengelompokan pabrik gula. Output dari model pengelompokkan PG berupa alternatif kelompok PG sesuai dengan karakteristik pembeda pabrik gula beserta anggota kelompoknya.
Pendekatan yang digunakan untuk mengelompokkan PG Merujuk pada Gan et al. (2007), Sadaaki et al. (2008), dan Xu dan Wunsch (2009) yaitu supervised clustering (jumlah kelompok ditentukan) khususnya Partitional clustering, cara untuk mengelompokkan data dalam satu
cluster disesuaikan dengan skala penilaian yang digunakan.
4.2 Model Pengukuran Kinerja
Kinerja yang akan diukur merujuk pada hasil penelitian Wibisono (1999, 2006), Radnor dan Barnes (2007), serta
Cocca dan Albeti (2010) yaitu kinerja strategis (kemampuan sumber daya), kinerja operasional (tugas-tugas manufaktur), dan kinerja taktis (prioritas kompetisi).
Ukuran kinerja yang akan digunakan diidentifikasi dari range yang lebih luas yaitu produktivitas dan efisiensi. Hal tersebut juga sesuai dengan permasalahan yang dihadapi oleh pabrik gula. Sedangkan untuk keterkaitan ukuran kinerja, identifikasi ukuran kinerja akan dilakukan dengan penyelarasan secara vertikal (terkait dengan visi, misi, dan strategi industri gula) dan penyelarasan secara horisontal (keterkaitan antar ukuran kinerja dengan pendekatan input-proses-output).
Dalam hal jumlah ukuran kinerja yang akan digunakan, model pengukuran kinerja memperhatikan berbagai pendekatan pada penelitian terdahulu (Medori dan Steeple, 2000; Denton, 2005; Shahin dan Mahbod, 2007; Saunders et al.,
2007; Parmenter, 2010). Selain itu, penelitian Gleich et al. (2008) dan Martin (2008) pada proses manufaktur menjadi masukan dalam mengidentifikasi ukuran kinerja.
Kerangka kerja proses pengukuran kinerja dapat memanfaatkan logika fuzzy
yang akan digunakan merujuk pada hasil penelitian Unahabhokha et al. (2007).
Model pengukuran kinerja bertujuan untuk menentukan nilai kinerja setiap pabrik gula. Pengukuran kinerja yang dilakukan adalah untuk kinerja input, kinerja proses, dan kinerja output yang dinamakan kinerja strategis, kinerja operasional, dan kinerja taktis. Pengukuran kinerja dilakukan terhadap seluruh pabrik gula yang menjadi anggota untuk setiap alternatif kelompok pabrik gula. Oleh karena itu, alternatif keputusan pada model pengukuran kinerja pabrik gula adalah seluruh pabrik gula yang menjadi objek kajian yang telah dikelompokkan berdasarkan karakteristik pembeda pabrik gula (merupakan output dari model pengelompokan pabrik gula).
Input model berupa basis data yang diperlukan untuk pengukuran kinerja. Output dari model pengukuran kinerja berupa nilai kinerja untuk setiap jenis kinerja pada seluruh anggota kelompok PG. Pendekatan yang digunakan dalam proses pengukuran kinerja pada model pengukuran kinerja adalah Fuzzy Expert System (FES).
4.3 Model Pemilihan Kinerja Terbaik
Merujuk pada hasil penelitian Dattakumar (2003), Grundberg (2003), Pierre dan Delisle (2006), Gleich et al. (2008) serta hasil penelitian Tucker (1987) yang membuktikan bahwa pendekatan
benchmarking dapat meningkatkan efisiensi dan produktivitas perusahaan maka dalam penentuan target kinerja akan digunakan pendekatan benchmarking. Target kinerja ditentukan berdasarkan kinerja terbaik dalam kelompok (Tucker et. al. 1987).
Model Pemilihan Kinerja Terbaik bertujuan untuk menentukan pabrik gula berkinerja terbaik secara keseluruhan maupun untuk setiap jenis kinerja (kinerja strategis, kinerja operasional, kinerja taktis) pada setiap kelompok pabrik gula. Hasil pemilihan pada setiap kelompok pabrik gula akan digunakan sebagai standar kinerja pembanding bagi setiap pabrik gula pada kelompok yang sama, baik untuk kinerja keseluruhan maupun per jenis kinerja. Nilai kinerja yang digunakan adalah nilai kinerja yang dihasilkan dari model pengukuran
kinerja yaitu nilai kinerja strategis, nilai kinerja operasional dan nilai kinerja taktis untuk seluruh pabrik gula yang menjadi anggota setiap alternatif kelompok.
4.3.1 Pemilihan Kinerja Terbaik secara keseluruhan
Input model berupa basis data yang diperlukan untuk pemilihan kinerja terbaik secara keseluruhan. Output dari model berupa urutan (ranking/peringkat) pabrik gula dalam kelompok. Pemilihan kinerja terbaik secara keseluruhan dilakukan dengan menggunakan pendekatan PROMETHEE karena memiliki kesesuaian dengan permasalahan yang dihadapi dan sudah terbukti keunggulannya (seperti yang dikemukakan oleh Amran dan Kiki (2005), Prvlovic (2008), dan Triyanti dan Gadis (2008)).
4.3.2 Pemilihan Kinerja Terbaik Per Jenis Kinerja
Input model berupa basis data yang diperlukan untuk pemilihan kinerja terbaik per jenis kinerja. Output dari model berupa urutan (ranking) pabrik gula per jenis kinerja dalam kelompok. Pemilihan kinerja terbaik per jenis kinerja dilakukan dengan menggunakan pendekatan Sorting.
Pendekatan Sorting menentukan urutan kinerja terbaik per jenis kinerja dengan melakukan perbandingan antar nilai kinerja per jenis kinerja untuk seluruh PG pada setiap kelompok PG. Nilai kinerja per jenis kinerja akan diurutkan dari yang nilainya terbesar sampai yang terkecil pada setiap kelompok.
4.4 Model Analisis Praktek Terbaik
Prioritas perbaikan ditentukan berdasarkan praktek terbaik. Merujuk pada penelitian Jaffar dan Zairi (2000), maka analisis praktek terbaik merupakan praktek yang baik yang telah ditetapkan sebagai pendekatan terbaik bagi banyak PG. Pendekatan yang digunakan dalam melakukan analisis praktek terbaik yang diusulkan dalam penelitian Maire et al
praktek terbaik yang disimpulkan oleh Jaffar dan Zairi 2000).
Model Analisis Praktek Terbaik bertujuan untuk mengidentifikasi praktek terbaik yang menghasilkan kinerja terbaik. Input model berupa basis data yang diperlukan untuk analisis praktek terbaik. Output dari model berupa keterkaitan antar ukuran kinerja yang digunakan dan faktor penyebab yang cukup penting untuk dipertimbangkan serta identifikasi praktek terbaik yang bisa dilakukan pabrik gula.
Merujuk pada penelitian Corcoran (2004) dan Latino dan Kenneth (2006) maka pendekatan yang digunakan untuk melakukan analisis praktek terbaik adalah
root cause analysis. Root cause analysis
dapat digunakan untuk mengidentifikasi hubungan sebab akibat antar ukuran dan faktor (ukuran lain) yang menentukan kinerja.
4.5 Model Penentuan Prioritas Perbaikan
Penentuan prioritas perbaikan bertujuan untuk menentukan prioritas perbaikan yang harus dilakukan oleh PG. Input model berupa basis data yang diperlukan untuk penentuan prioritas perbaikan. Output dari model berupa prioritas perbaikan yang harus dilakukan oleh PG terkait dengan ukuran kinerja. Penentuan prioritas perbaikan menggunakan pendekatan yang menyerupai
framework yang dikembangkan oleh Davies dan Kochar (2000) berupa diagnostik atau penelusuran secara sistematis untuk memilih praktek terbaik. Penelusuran secara sistematis dilakukan pada setiap kelompok pabrik gula. Untuk setiap pabrik gula yang akan diperbaiki maka kinerja keseluruhan, kinerja setiap jenis kinerja, dan kinerja setiap ukuran kinerja akan diperbandingkan dengan kinerja pabrik gula lain dalam kelompoknya.
5. KESIMPULAN
Analisis perbaikan kinerja dapat dilakukan dengan menggunakan model analisis perbaikan kinerja yang terdiri dari 5 (lima) sub model yaitu pengelompokan, pengukuran kinerja, pemilihan kinerja
terbaik, analisis praktek terbaik, dan penentuan prioritas perbaikan. Ke lima sub model dirancangbangun saling terkait dimana output dari model pengelompokan akan menjadi bagian dari input model pengukuran kinerja, output model pengukuran kinerja akan menjadi bagian dari input model pemilihan kinerja terbaik dan input model analisis praktek terbaik, serta output dari model pemilihan kinerja terbaik dan model analisis praktek terbaik menjadi bagian dari input model penentuan prioritas perbaikan. Oleh karena itu, model analisis perbaikan kinerja yang dirancangbangun merupakan model yang terintegrasi untuk mencapai tujuan dari analisis perbaikan kinerja yaitu penentuan kinerja, penentuan target kinerja, dan penentuan prioritas perbaikan.
6. DAFTAR PUSTAKA
[1] Amran TG, Kiki S. 2005. Pemilihan Partner Potensial Bahan baku kimia produk Fatigon Kaplet berdasarkan metode AHP dan Promethee di PT. Dankos Laboratories TBK. Di dalam :
Prosiding Seminar Nasional Manajemen Kualitas ke-5. ISSN: 1907-0101-9-771907-010119. Jakarta. [2] Asrofah T, Zailani S, Fernando Y.
2010. Best Practices for the Effectiveness of Benchmarking in the Indonesian Manufacturing Companies.
Benchmarking : An International Journal 17 (1) : 115 – 143.
[3] Baxter LF, MacLeod AM. 2008.
Managing Performance Improvement. New York : Routledge.
[4] Beheshti HM, Lollar JG. 2008. Fuzzy Logic and Performance Evaluation : Discussion and Application.
International Journal of Productivity and Performance Management 57 (3): 237 – 246.
[5] Chan DCK, Yung, Andrew WH. 2002. An application of fuzzy sets to process performance evaluation. Integrated Manufacturing System 13(4): 237-246. [6] Cocca P., Alberti M. 2010. A
Framework to Assess Performance Measurement Systems in SMEs.
and Performance Management 59 (2): 186-200.
[7] Cokins G. 2004. Performance Management : Finding the Missing Pieces (to Close the Intelligence Gap). New Jersey : John Wiley & Sons. [8] Daellenbach HG, McNickle DC.
2005. Management Science : Decision Making Through System Thinking.
New York : Palgrave Macmillan. [9] Dattakumar R, Jagadeesh R. 2003. A
Review of literature on Benchmarking.
Benchmarking: An International Journal 10 (3): 176-209.
[10]Davies AJ, Kochhar AK. 2000. A Framework for the Selection of Best Practices. International Journal of Operations & Production Management
20 (10): 1203-1217.
[11]Denton DK. 2010. Performance Measurement and Intranets : A Natural Partnership. International Journal of Productivity and Performance Management 59 (7): 701-706.
[12]Denton DK. 2005. Measuring Relevant Things. International Journal of Productivity and Performance Management 54 (4):278 - 287.
[13]Dragolea L, Cotirlea D. 2009. Benchmarking-A Valid Strategy for the Long Term?. Annales Universitatis Apulensis Series Oeconomica 11 (2) : 813 – 826. [14]Effendi A. 2009. Teknologi Gula.
Jakarta : Penerbit BeeMarketer Institute.
[15]Elmuti D, Yunus K. 1997. An Overview of Benchmarking Process : A Tool for Continuous Improvement and Competitive Advantage.
Benchmarking for Quality Management & Technology 4 ( 4): 229-243.
[16]Gan G, Chaoqun M, Wu J. 2007. Data Clustering. United States of America : The America Statistic Association. [17]Gleich R, Motwani J, dan Wald A.
2008. Process Benchmarking : A New Tool to Improve The Performance of Overhead Areas. Benchmarking : An International Journal 15 (3): 242-256. [18]Grundberg T. 2003. A Review of
Improvement Methods in Manufacturing Operations.
International Journal of Productivity
and Performance Management 52 (2) : 89-93.
[19]Halachmi A. 2005. Performance Measurement is Only One Way of Managing Performance. International Journal of Productivity and Performance Management 54 (7): 502-516.
[20]Jafari M, Bourouni A, Amiri RH. 2009. A New Framework for Selection of the Best Performance Appraisal Method. European Journal of Social Sciences 7 (3): 92-100.
[21]Jaffar YF, Zairi M. 2000. Internal Transfer of Best Practice for Performance Excellence : A Global Survey. Benchmarking : An International Journal 7 (4): 239-246. [22]Jing GG. 2008. Diging for the Root
Cause. ASQ Six Sigma Forum Magazine 7 (3): 19-24.
[23]Kusumadewi S, Hartati S, Harjoko S, Wardoyo R. 2006. Fuzzy Multi-attribute Decision Making. Yogyakarta: Penerbit Graha Ilmu. [24]Laise D. 2004. Benchmarking and
learning organizations : ranking methods to identify “best in class”.
Benchmarking : An International Journal 11 (6): 621-630.
[25]Latino RJ, Kenneth CL. 2006. Root Cause Analysis : Improving Performance for Bottom – Line Results. Florida : CRC Press.
[26]Laugen BT, Acur N, Boer H. 2005. Best Manufacturing Practices : What do the Best-Performing Companies Do?. International Journal of Operations & Production Management
25 (2): 131-150.
[27][LPPM-IPB] Lembaga Penelitian IPB. 2002. Studi Pengembangan Agribisnis Pergulaan Nasional.
[28][LPPM-IPB] Lembaga Penelitian IPB. 2002. Studi Pengembangan Sistem Industri Pergulaan Nasional.
[29]Maire JL, Vincent B, Maurice P. 2005 A Typology of “Best Practices” for a Benchmarking Process.
Benchmarking : An International Journal 12 (1): 45-60.
Hasil Penelitian Universitas Djuanda
1 (2).
[31]Marchand M, Raymond L. 2008. Researching Performance Measurement Systems : An Information Systems Perspective.
International Journal of Operations & Production Management 28 (7): 663-686.
[32]Martin F. 2008. A Performance Technologist’s Approach to Process Performance Improvement.
International Society for Performance Improvement. 47 (2): 30-40.
[33]Nenadal J. 2008. Process Performance Measurement in Manufacturing Organizations. International Journal of Productivity and Performance Management 57 (6): 460-467.
[34]Olsen EO, Zhou H, Lee DMS, Padunchwit P. 2007. Performance Measurement System and Relationships with Performance Results. International Journal of Productivity and Performance Management 56 (7): 559-582.
[35][P3GI] Pusat Penelitian Perkebunan Gula Indonesia. 2008. Konsep Peningkatan Rendemen Untuk Mendukung Program Akselerasi Industri Gula Nasional.
[36]Parmenter D. 2010. Key Performance Indicators. Jakarta : PT Elex Media Komputindo.
[37]Pierre JS, Delisle S. 2006. An Expert Diagnosis System for the Benchmarking of SME’s Performance.
Benchmarking : An International Journal 13 (1/2): 106-119.
[38]Prvulovic S, Dragisa T, Zivan Z, Ljiljana R. 2008. Multi-Criteria Decision In The Choice Of Advertising Tools. Journal Of Facta Universitatis : Mechanical Engineering 6 (1): 91-100.
[39]Radnor ZJ, Barnes D. 2007. Historical analysis of performance measurement and management in operations management. International Journal of Productivity and Performance Management 56: 384-396.
[40]Ramadhani M, Fariza A, Basuki DK. 2007. Sistem Pendukung Keputusan
Identifikasi Penyebab Susut Distribusi Energi Listrik Menggunakan Metode FMEA.
[41]Reddy W, McCarthy S. 2006. Sharing Best Practice. International Journal of Health Care Quality Assurance 19 (7): 594-598.
[42]Sadaaki M, Hidetomo I, Katsuhiro H. 2008. Algorithm for Fuzzy Clustering. Di dalam : Studies in Fuzziness and Soft Computing. ISSN : 1434-9922. [43]Santos MF et al. 2007. Towards a
Definition of a Business Performance Measurement System. International Journal of Operations & Production Management 27 (8) : 784 – 801. [44]Siagian V. 1999. Analisis Efisiensi
Biaya Produksi Gula di Indonesia : Pendekatan Fungsi Biaya Multi-input Multi-Output. Bogor : Program Pascasarjana Institut Pertanian Bogor. [45]Sink D.S., Thomas C.T. 1989.
Planning and measurement in your organization of the future. United States of America : Industrial Engineering and Management Press. [46]Southard PB, Parente DH. 2007. A
Model for Internal Benchmarking : When and How ?. Benchmarking : An International Journal 14 (2): 161-171. [47][SPN] Stakeholder’s Pergulaan Nasional. 2006. Road Map Swasembada Gula Nasional.
[48]Spitzer DR. 2007. Transforming performance measurement : rethinking the way we measure and drive organizational success. New York : AMACOM.
[49]Stiffler MA. 2006. Performance : Creating the Performance-Driven Organization. New Jersey : John Wiley & So