PENGARUH PARAMETER PEMOTONGAN PADA PROSE
Teks penuh
Gambar
Garis besar
Dokumen terkait
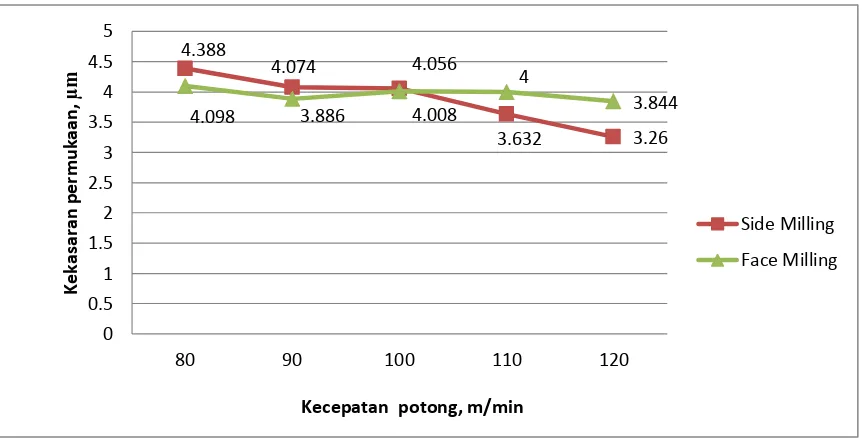
Kekasaran permukaan dan kesilindrisan komponen pada proses pemesinan ( turning finishing ) sangat dipengaruhi oleh parameter-parameter pemesinan, seperti cutting speed ,
Pada Gambar 15, semakin banyak jumlah mata sayat endmill cutter maka tingkat kekasaran permukaan proses pemesinan CNC milling semakin kecil, begitu pula
1) Variasi toolpath memiliki pengaruh terhadap tingkat kekasaran permukaan. Ketika arah pahat searah dengan serat kayu dalam proses pemesinan CNC Milling router 3 axis
Hal ini sesuai dengan penelitian Syah dkk (2014) yang menyatakan bahwa semakin tinggi feed rate maka kekasaran permukaan proses pemesinan CNC Milling semakin besar, begitu pula
Perhitungan rata-rata kekasaran permukaan daerah hasil proses milling, rata-rata temperatur pahat, dan rata-rata konsumsi daya listrik mesin milling melalui
Tujuan dari penelitian ini adalah untuk menganalisa pengaruh parameter pemesinan pada proses pengamplasan terhadap kekasaran permukaan kayu jati (Tectona grandis)
Tujuan penelitian ini adalah untuk meneliti pengaruh kecepatan potong dan feed rate dalam proses milling (vertical face milling) dengan menggunakan berbagai jenis pendinginan
Untuk melakukan proses pemesinan milling berupa kontur atau pocket pada pemesinan milling biasanya diawali dengan proses roughing secara 3-axis sampai mencapai kontur yang
