ANALISA BURR DENGAN VARIASI KETEBALAN LEMBARAN
ALUMINIUM PADA PROSES DOUBLE PUNCH
Disusun sebagai salah satu syarat menyelesaikan Program Srudi Strata l pada Jurusan Teknik Mesin Fakultas Teknik
Oleh:
IDES BAGUS RIZQAN MADALIATAMA D 200 110 006
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA 2017
i
HALAMAN PERSETUJUAN
ANALISA BURR DENGAN VARIASI KETEBALAN LEMBARAN
ALUMINIUM PADA PROSES DOUBLE PUNCH
PUBLIKASI ILMIAH
oleh:
IDES BAGUS RIZQAN MADALIATAMA D 200 110 006
Telah diperiksa dan disetujui untuk diuji oleh:
Dosen Pembimbing
ii
HALAMAN PENGESAHAN
ANALISA BURR DENGAN VARIASI KETEBALAN LEMBARAN
ALUMINIUM PADA PROSES DOUBLE PUNCH
OLEH
IDES BAGUS RIZQAN MADALIATAMA D 200 110 006
Telah dipertahankan di depan Dewan Penguji Fakultas Teknik
Universitas Muhammadiyah Surakarta Pada hari Senin, 27 Juli 2017 dan dinyatakan telah memenuhi syarat
Dewan Penguji:
1. Bambang Waluyo F., ST, MT (...) (Ketua Dewan Penguji)
2. Patna Partono, ST.MT (...) (Anggota l Dewan Penguji)
3. Dr. Joko Sedyono (...) (Anggota ll Dewan Penguji)
Dekan,
Ir. Sri Sunarjono, M.T.,Ph.D. NIK.628
iii
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam naskah publikasi ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan disuatu perguruan tinggi dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan orang lain, kecuali secara tertulis diacu dalam naskah dan disebutkan dalam daftar pustaka.
Apabila kelak terbukti ada ketidakbenaran dalam pernyataan saya diatas, maka akan saya pertanggungjawabkan sepenuhnya.
Surakarta, 22 Juli 2017 Penulis
IDES BAGUS RIZQAN MADALIATAMA D 200 110 006
1
ANALISA BURR DENGAN VARIASI KETEBALAN LEMBARAN
ALUMINIUM PADA PROSES DOUBLE PUNCH
ABSTRAK
Pembuatan lubang dalam dunia industri salah satunya dapat dilakukan menggunakan punching tool. Dalam penelitian ini proses pelubangan dinamakan proses piercing, karena hasil dari pelubangan yang terpakai adalah material yang melekat pada compound dies. Kualitas lubang yang baik sedikit memiliki burr atau sisi patahan. Diameter punch yang digunakan adalah 6 mm dan diameter dies adalah 6,04 mm karena clearance antara punch dan dies adalah 0,04 mm.
Material yang digunakan yaitu berupa lembaran aluminium yang mempunyai dua jenis variasi ketebalan, yaitu katebalan 0,8 mm dan 1,2 mm. Dalam proses punching/piercing untuk setiap material memiliki masing-masing enam lubang. Pengambilan ukuran burr dan karakteristik kualitas tepi lubang menggunakan foto makro dari mikroskop makro yang masing-masing mempunyai pembesaran 5.6 x.
Dari hasil pengambilan ukuran burr, untuk burr dengan ketebalan lembaran aluminium dengan tebal 0,8 mm mempunyai panjang burr terendah yaitu 0,286 mm dan panjang burr tertinggi sebesar 0,405, sedangkan pada lembaran aluminium dengan tebal 1,2 mm mempunyai burr dengan panjang terendah yaitu 0,169 mm dan burr terpanajang 0,339 mm. Dari rata-rata keseluruhan untuk setiap material, pada material dengan ketebalan 0,8 mm memiliki nilai rata-rata burr sebesar 0,324 mm dan ketebalan material 1,2 mm memiliki rata-rata burr sebesar 0,364 mm.
Kata kunci : Burr, punch, dies, clearance, compound dies
ABSTRACT
Making a hole in the industrial world one of them can be done using punching tool. In this research the process of perforation is called the piercing process, because the result of perforation is the material that is attached to the compound dies. The quality of a good hole slightly has a burr or fracture side. The punch diameter used was 6 mm and the diameter of the dies was 6.04 mm because the clearance between punch and dies was 0.04 mm.
The material used is in the form of aluminum sheet which has two types of thickness variations, namely 0.8 mm and 1.2 mm thickness. In the process of punching / piercing for each material has six holes each. Burr retrieval and hole edge quality characteristics using macro photographs of a macro microscope each having magnification 5.6 x.
From the results of the burr measurement, for burr with thickness of aluminum sheet with 0.8 mm thick has the lowest burr length of 0.286 mm and the highest burr length of 0.405, while on the aluminum sheet with 1.2 mm thick has burr with the lowest length of 0.169 mm And burr terpanajang 0.339 mm. From the overall average for each material, on materials with a thickness of 0.8 mm has an average burr value of 0.324 mm and a thickness of 1.2 mm material has a mean burr of 0.364 mm.
Keywords : Burr, punch, dies, clearance, compound dies
1. PENDAHULUAN 1.1 Latar Belakang
2
Dalam era globalisali yang terus berkembang tidak dipungkiri bahwa perkembangan globalisasi didukung pula dengan kemajuan industri yang terus meningkat. Industri manufaktur merupakan salah satu industri yang memproduksi produk mentah menjadi produk setengah jadi maupun produk jadi. Untuk menghasilkan produk yang baik diperlukan beberapa faktor penunjang antara lain pemilihan bahan material, sumber daya manusia, proses produksi dll.
Bidang permesinan dalam dunia industri manufaktur banyak memerlukan lembaran logam yang sudah dibentuk menjadi suatu produk yang siap digunakan. Seiring peningkatan permintaan akan material lembaran logam yang sudah dibentuk terus meningkat, kita dituntut untuk menciptakan suatu inovasi yang berhubungan dengan pembuatan produk yang dapat dilakukan secara cepat dan dalam waktu yang singkat.
Pengerjaan material yang baik dari segi produksi menghasilkan produk yang baik dan nilai jual tinggi. Untuk itu dibuatlah alat yang dapat memenuhi kebutuhan dalam produksi yang cepat. Produk yang kami hasilkan adalah suatu produk yang menggunakan press tool dengan jenis compound dies dengan proses punching terhadap material logam. tool ini akan sekaligus membuat dua lubang. Kualitas produk yang dihasilkan dari proses piercing dapat kita tentukan dari ketebalan material dan pengaruh clearance serta kekuatan punch untuk membuat bentuk lubang berbentuk lingkaran.
1.2 Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Untuk mengetahui kualitas burr dari hasil proses double punch terhadap variasi ketebalan lembaran aluminium.
2. Mengetahui pengaruh clearance terhadap variasi ketebalan. 3. Menentukan kualitas hasil dari pengujian yang optimal.
1.3 Batasan Masalah
Berdasarkan latar belakang dan perumusan masalah maka penelitian ini berkonsentrasi pada : 1. Tebal lembaran aluminium yang digunakan sebagai spesimen pengujian adalah 0,8 mm,
1,2 mm.
2. Diameter punch 6 mm
3. Clearance antara punch dan dies adalah 0,04 mm. 4. Pengujian meliputi ketepatan pengukuran burr.
5. Mesin yang digunakan dalam pengujian punching menggunakan mesin hydraulic
pneumatic.
3
7. Pengambilan ukuran burr menggunakan mikroskop makro.
1.4 Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini adalah :
1. Mengetehui keunggulan dan kelemahan punching tool terhadap efektifitas pengerjaan. 2. Mempercepat pembuatan spesimen dua lubang dengan waktu yang singkat.
3. Untuk mengenalkan pada masyarakat tertang penggunaan punching tool dalam dunia industri manufactur.
1.5 Proses pemotongan Logam
Pemotongan logam adalah suatu proses yang digunakan untuk memisahkan logam yang telah ditentukan ukuranya. Terdapat dua proses pemotongan logam yaitu proses blangking dan
piercing. Pada blangking pemotongan lembaran logam yang terpisah dari dies adalah material
logam yang terpakai. Sedangkan pada proses piercing proses pemisahan logam yang terpisah dari
dies adalah material yang tidak terpakai.
Gambar 1. Proses blanking dan piercing (Totre, A. 2013)
1.6 Burr
Burr merupakan sisi potong atau patahan yang terdapat dalam proses pemotongan logam. Burr yang terlalu besar sangat tidak diingikan karena menentukan kualitas dari hasil potongan
logam.
4
Gambar 4. Karakteristik hasil proses punching (Totre, A. 2013)
2. METODE
2.1 Diagram Alir Penelitian
Mulai Tinjauan Pustaka Persiapan Alat dan Bahan Gambar Compound Dies dengan
Solidworks
Pembuatan Compound Dies
Pengujian Punching Lembaran Aluminium
Ketebalan 1,2 mm Ketebalan 0,8 mm
Pemotongan Lembaran Aluminium dengan Gunting Potong pelat
Pengambilan Foto dengan Mikroskop M akro Pengolahan Data dan Analisis
Kesimpulan Selesai
Pengujian Komposisi Kimia
Gambar 3. Diagram alir penelitian
5
Gambar 4. Komponen Punching Tool Keterangan : 1. Hydraulic pneumatic 2. Pressure gauge 3. Compound dies 4. Kabel 5. Selang 6. Box 7. Kompresor 8. Pedal
2.3 Perencanaan Compound Dies
6
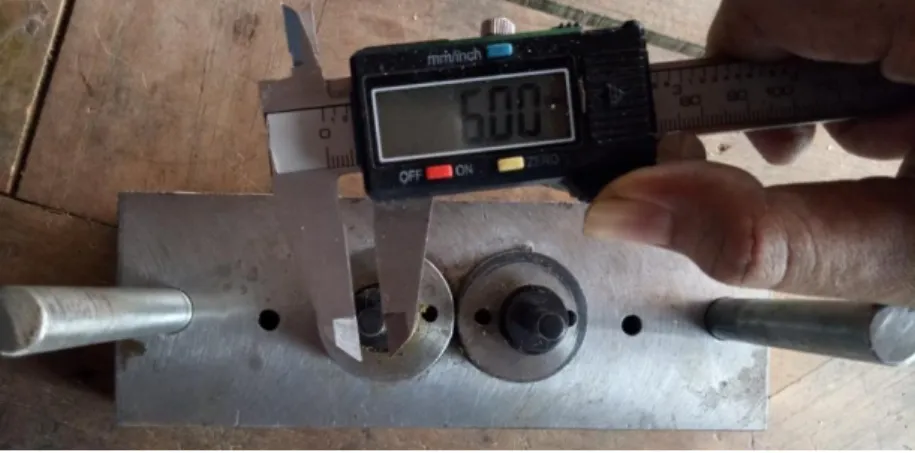
Tahap awal dari proses pembuatan press tool adalah menentukan diameter lubang yang akan dibuat sehingga tidak terjadi kesalahan ukuran dalam proses pengujian. Pada tahap perencanaan
progressive dies ukuran punch yang terdapat adalah 6 mm dan clearance untuk lubang adalah 6,04
mm.
Gambar 6. Diameter punch sisi kiri
Gambar 7. Dieameter punch sisi kanan
7
Gambar 9. Diameter dies sisi kanan
3. HASIL DAN PEMBAHASAN
3.1 Hasil Pengujian Komposisi Kimia
Tabel 1. Pengujian komposisi kimia pada ketebalan 0,8 mm (Polman ceper)
No Unsur Presentase (%) 1 Al 98,05 2 Si 0,120 3 Fe 0,546 4 Cu 0,167 5 Zn 0,793 6 Unsur-unsur lain 0,324 7 Total unsur 100
Tabel 2. Aluminium alloy (MatWeb Material Property Data)
No Unsur Presentase (%)
1 Al 20,0 – 100
2 Si 0,000 – 80,0
3 Fe 0,00600 – 50,0
8
5 Zn 0,000 – 50,0
Tabel 3. Pengujian komposisi kimia pada ketebalan 1,2 mm (Polman ceper)
No Unsur Presentase (%) 1 Al 95,12 2 Fe 0,241 3 Cu 0,164 4 Mg 0,705 5 Cr 3,26 6 Zn 0,274 7 Unsur-unsur lain 0,236 8 Total unsur 100
Tabel 4. Aluminium alloy (MatWeb Material Property Data)
No Unsur Presentase (%) 1 Al 20,0 – 100 2 Fe 0,00600 – 50,0 3 Cu 0,00300 – 52,0 4 Mg 0,00500 – 52,0 5 Cr 0,00300 – 21,0 6 Zn 0,000 – 50,0
3.2 Hasil Double Punch
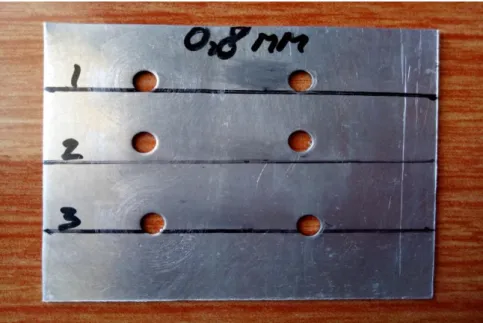
Dari hasil yang diperoleh menggunakan double punch menggunakan material aluminium dengan ketebalan 0,8 mm dan 1,2 dan clearance 0,04 mm didapat sebagai berikut :
9
Gambar 10. Hasil proses double punch dengan ketebalan 0,8 mm
10
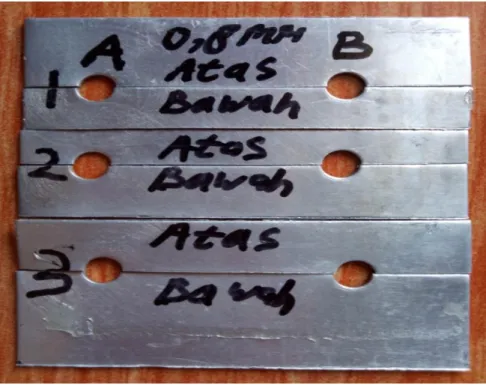
Gambar 12. Hasil potongan dari ketebalan 0,8 mm
11
3.3 Hasil Pengukuran Burr
Gambar 14. Pengukuran burr menguunakan mikroskop makro dengan pembesaran 5.6 X Tabel 5. Hasil pengukuran burr pada ketebalan 0,8 mm
Hasil Pengukuran Burr pada Ketebalan 0,8 mm
Pengujian Lubang A Lubang B
1 0,286 mm 0,327 mm
2 0,305 mm 0,405 mm
3 0,308 mm 0,311 mm
Tabel 6. Hasil pengukuran burr pada ketebalan 0,8 mm Hasil Pengukuran Burr pada Ketebalan 1,2 mm
Pengujian Lubang A Lubang B
1 0,226 mm 0,242 mm
2 0,399 mm 0,229 mm
12
3.4 Perbandingan Ketinggian Burr
Dari pengujian yang dilakukan untuk masing-masing lembaran aluminium dengan ketebalan 0,8 mm dan1,2 mm dapat dibandingkan ketinggian burr yang di peroleh baik dari lubang A maupun lubang B maupun sisi kanan pengujian, dapat dilihat hari garfik berikut :
Grafik 1. Perbandingan ketinggian burr lubang A dan B pada ketebalan 0,8 mm
Grafik 2. Perbandingan ketinggian burr lubang A dan B pada ketebalan 1,2 mm 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Rata - rata Perbandingan
Ketinggian Burr
0,3 0,348 Lubang A 0,8 mm Lubang B 0,8 mm K e tin g g ian B u rr (m m ) 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1Rata - rata Perbandingan
Ketinggian Burr
0,278 0,263 K e tin g g ian B u rr (m m )13
Grafik 3. Perbandingan ketinggian burr dengan ketebalan 0,8 mm dan 1,2 mm
4. PENUTUP 4.1 Kesimpulan
Dari hasil penelitian double punch menggunakan mesin hydrulic pneumatic dengan ketebalan lembaran aluminium yang memiliki perbedaan variasi dapat disimpulkan sebagai berikut: 1. Nilai rata-rata terbesar ketinggian burr dari proses double punch dari lembaran aluminium yang
didapat adalah 0,324 mm dimana material tersebut memiliki ketebalan 0,8 mm, sedangkan material dengan ketebalan 1,2 mm memiliki rata-rata ketinggian burr terkecil dengan panjang 0,271 mm. Hal ini dikarenakan pengaruh ketebalan material, semakin tebal material maka akan semakin kecil burr yang didapat dan begitu pula sebaliknya semakin kecil ketebalan material akan semakin besar ketingggian burr.
2. Dari pengaruh clearance yang digunakan yaitu 0,04 mm terhadap variasi ketebalan material yang di uji didapat hasil pengujian yang optimal dengan nilai burr 0,169 mm pada ketebalan 1,2 mm. Dan dari hasil rata-rata keseluruhan pengaruh clearance yang optimal adalah material dengan ketebalan 1,2 mm.
3. Kualitas terbaik dari lembaran aluminium yang dihasilkan adalah material dengan ketebalan 1,2 mm karena rata-rata ketinggian burr yang didapat lebih kecil dari material dengan ketebalan 0,8 mm. 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1 2
Rata-rata Perbandingan
Ketinggian Burr
K e tin g g ian B u rr (m m ) 0,8 mm 1,2 mm 0,324 0,27114
4.2 Saran
Agar pembuatan eksperimen berjalan dengan baik, penulis memberikan saran sebagai berikut :
1. Pada pengujian menggunakan double punch yang memiliki satu atau lebih punch diharapkan untuk memperhatikan ketajaman punch. Punch yang baik adalah dalam kondisi tajam atau tidak dipakai berulang-ulang.
2. Agar pengambilan ukuran pada burr menggunakan mikroskop makro berjalan dengan baik diharapkan untuk burr tidak tergesek atau terbuang sehingga pengukuran menjadi maksimal.
DAFTAR PUSTAKA
Basir, A., 2008, “Analisis Pembuatan Koin Aluminium Dengan Proses Blanking Menggunakan
Beban Impak Benda Jatuh Bebas”, Tesis S-2 Teknik Mesin, Universitas Sumatra Utara,
Medan.
Cristian, Yohanes., 2012. “Perancangan Dan pembuatan Dies Avor Wastavel”, Program Studi D-3 , Teknik Mesin Universitas sebelas maret, Surakarta.
Gogo, A,2008, Studi Pembuatan Spesimen Mini Uji Tarik Dengan Teknik Blanking/Punching, Pusat Teknologi Bahan Bakar Nuklir, BATAN, ISSN 1979-2409
Groover, M.P., 2002, Fundamentals of Modern manufacturing, Materials, Procces and System,
Secound Edition, John Wiley & Sons, Inc.
Herdiana, Gigin. 2015. Analisa Pengaruh Marerial Carbid Drill Rod Af1 Terhadap Kinerja Proses
Punch, Jurnal Teknik Mesin 3 (4)
Kadarno, P., Mori, K., Abe, Y., Abe, T., Flanging using step die for improving fatigue strength of
punched high strength steel sheet, Journal Of Elsevier. (Oktober 2014) (81), 1133 – 1138.
Kalpakjian, S., 1995, Manufacturing Engineering and Technology, Third Edition, Addison-wesley
Publishing Company.
Rizza, M,A, 2014, Analisis Proses Blanking dengan Simple Press Tool, Tugas Akhir, Jurusan Teknik Mesin Politeknik Negeri Malang. Jurnal vol. 5 (2014), 85-90
15
Totre, A., Nishad, R., Bodke, S., An Overview Of Factors Affecting In Blanking Processes,
International Journal of Emerging Technology and Advanced Engineering, (3), 2250-2459