PENGARUH VARIASI WAKTU
ANODIZING
TERHADAP
STRUKTUR PERMUKAAN, KETEBALAN LAPISAN OKSIDA
DAN KEKERASAN ALUMINIUM 1XXX
TUGAS AKHIR
Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat
Strata-1 Pada Program Studi Teknik Mesin, Fakultas Teknik,
Universitas Muhammadiyah Yogyakarta
Disusun Oleh :
SULAKSONO CAHYO PRABOWO
NIM : 20110130133
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH YOGYAKARTA
i
PENGARUH VARIASI WAKTU ANODIZING TERHADAP
STRUKTUR PERMUKAAN, KETEBALAN LAPISAN OKSIDA
DAN KEKERASAN ALUMINIUM 1XXX
TUGAS AKHIR
Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat
Strata-1 Pada Program Studi Teknik Mesin, Fakultas Teknik,
Universitas Muhammadiyah Yogyakarta
Disusun Oleh :
SULAKSONO CAHYO PRABOWO
NIM : 20110130133
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH YOGYAKARTA
ii
LEMBAR PENGESAHAN TUGAS AKHIR
PENGARUH VARIASI WAKTU ANODIZING TERHADAP STRUKTUR PERMUKAAN, KETEBALAN LAPISAN OKSIDA DAN KEKERASAN
ALUMINIUM 1XXX
Disusun Oleh :
Sulaksono Cahyo Prabowo 20110130133
Telah Di Pertahankan Di Depan Tim Penguji Pada Tanggal Desember 2016
Harini Sosiati, M. Eng., Ph.D. NIK. 19591220 201510 123088
Tugas Akhir Ini Telah Diterima Sebagai Salah Satu Persyaratan Untuk Memperoleh Gelar S-1 Sarjana Teknik Pada Tanggal Desember 2016
Mengesahkan
Atas Nama Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Yogyakarta
iii MOTTO
“Lakukanlah yang terbaik dalam hidup dan biarlah tuhan yang menentukan arahnya”
(Sulaksono Cahyo Prabowo)
”Sesungguhnya Allah tidak merubah keadaan sesuatu kaum sehingga mereka merubah keadaan yang ada pada diri mereka sendiri.
(QS. Ar-Ra'd ayat 11)
”Karena sesungguhnya bersama kesulitan itu ada kemudahan. Sesungguhnya bersama kesulitan itu pasti ada kemudahan.
(Q.S Al-Insyirah ayat 5)
“when something is important enough, you must do it even if the odds are not in your favor”
(Elon musk)
iv
PERNYATAAN
Saya yang bertanda tangan dibawah ini :
Nama: Sulaksono Cahyo Prabowo
NIM : 20110130133
Menyatakan dengan sesungguhnya bahwa tugas akhir yang berjudul :
Pengaruh variasi waktu anodizing terhadap struktur permukaan, ketebalan lapisan oksida dan kekerasan aluminium 1XXX adalah hasil karyasendiri, kecuali jika disebutkan sumbernya dan belum pernah diajukan pada instansi manapun, serta bukan karya orang lain. Saya bertanggung jawab atas keabsahan dan kebenaran isinya sesuai dengan sikap ilmiah yang harus dijunjung tinggi.
Demikian pernyataan ini saya buat dengan sebenar benarnya, tanpa adanya tekanan dan paksaan dari pihak manapun serta bersedia mendapat sanksi akademik bila ternyata dikemudian hari pernyataan ini tidak benar
Yogyakarta, Desember 2016
Yang menyatakan,
v
PERSEMBAHAN
Tugas akhir ini saya persembahkan kepada :
Ucapan syukur Alhamdulillah saya ucapkan kepada Allah SWT atas segala rahmat dan karunia yang telah diberikan.
Orangtua tercinta, Bapak Suhartono dan Ibu Ratna Ningsih. terimakasih atas do’a, kasih sayang dan dukungannya hingga saat ini.
Kakak-kakak tersayang yang telah memberikan motivasi dan kepercayaan untuk menyelesaikan tugas akhir ini.
Ir. Aris Widyo Nugroho, M.T, Ph.D, dan Muhammad Budi Nur Rahman, S.T, M.Eng. Selaku dosen pembimbing tugas akhir.
Ibu Harini Sosiati, M.Eng., Ph.D. Selaku dosen penguji pendadaran.
vi INTISARI
Aluminium 1XXX adalah jenis logam yang banyak digunakan di industri manufaktur. Namun demikian aluminium 1XXX memiliki sifat yang lunak dan mudah terdeformasi. Salah satu cara untuk meningkatkan sifat fisik dan mekaniknya adalah dengan anodizing. Anodizing adalah proses elektrolisis yang bertujuan untuk mengoksidasi aluminium sehingga terbentuk suatu lapisan oksida yang keras, sehingga dapat meningkatkan ketahanan terhadap deformasi. Penelitian ini bertujuan untuk mempelajari pengaruh variasi waktu pencelupan anodizing terhadap sifat fisik dan mekanik aluminium 1XXX.
Spesimen yang digunakan adalah aluminium 1XXX, berdimensi 50 mm x 30 mm, tebal 2.8 mm. Proses preparasi awal yaitu pengamplasan, dilanjutkan dengan proses cleaning lalu proses etsa dan desmut. Selanjutnya spesimen di anodizing menggunakan larutan asam sulfat dengan konsentrasi 40%, intensitas arus 50 Ampere/dm2, tegangan 18 Volt dan variasi waktu pencelupan 5, 10 dan 15 menit. Setelah anodizing selesai spesimen lalu di sealing dengan suhu 90-95 oC. Proses pengujian meliputi uji struktur permukaan dengan foto makro dan SEM, lalu uji ketebalan lapisan oksida dengan foto optik dan uji kekerasan dengan micro vickers.
Hasil penelitian menunjukan bahwa variasi waktu anodizing dapat mempengaruhi struktur permukaan, ketebalan lapisan oksida dan kekerasan permukaan pada aluminium 1XXX. Struktur makro permukaan setelah anodizing membentuk suatu lapisan berbutir yang terbentuk maksimal pada waktu pencelupan 10 menit. Struktur mikro permukaan memperlihatkan adanya pori-pori yang mengindikasikan terbentuknya lapisan oksida. Pada kekerasan permukaan setelah anodizing menunjukan adanya peningkatan. Kekerasan tertinggi terdapat pada spesimen pada waktu pencelupan 15 menit yaitu 55,16 VHN, standar deviasi ± 1,90. Pada lapisan oksida menunjukan peningkatan ketebalan setelah di anodizing. Ketebalan tertinggi terdapat pada spesimen pada waktu pencelupan 15 menit dengan tebal lapisan 56,8 µm.
vii
KATA PENGANTAR
Alhamdulillah Hirobbil Alamin, puji syukur penulis panjatkan kehadirat Allah SWT, atas rahmat dan karuniaNya, sehingga penulis dapat menyelesaikan Tugas Akhir ini dengan judul : “Pengaruh variasi waktu anodizing terhadap struktur permukaan, ketebalan lapisan oksida dan kekerasan aluminium 1XXX”. Tugas akhir ini disusun guna memenuhi persyaratan akademis menyelesaikan program Strata-1 pada Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Yogyakarta. Dengan terselesaiknannya Tugas Akhir ini penulis ucapkan terimakasih kepada :
1. Bapak Ir. Aris Widyo Nugroho, M.T., Ph.D, dan Bapak Muhammad Budi Nur Rahman, S.T, M.Eng. Selaku dosen pembimbing tugas akhir yang senantiasa meluangkan waktu untuk memberikan bimbingan dalam pengerjaan Tugas Akhir ini.
2. Ibu Harini Sosiati, M.Eng., Ph.D. Selaku dosen penguji pendadaran yang telah memberikan masukan ataupun saran dalam penyelesaian Tugas Akhir ini.
3. Bapak Novi Caroko S.T, M.Eng selaku ketua jurusan Teknik Mesin yang telah memberi bantuan dalam pengesahan laporan Tugas Akhir ini.
4. Orangtua tercinta, Bapak Suhartono dan Ibu Ratna Ningsih. Terimakasih atas do’a, kasih sayang dan dukungannya hingga saat ini.
5. Teman-teman Teknik Mesin UMY, terkhusus untuk TM 2011 atas segala bantuan dan dukunganya. Solidarity forever.
6. Seluruh pihak yang telah membantu, yang tidak dapat penulis sebutkan satu per satu. Karena keterbatasan dalam pengetahuan dan waktu dalam penulisan laporan Tugas Akhir ini..
Penulis menyadari bahwa masih banyak kekurangan dalam penulisan laporan Tugas Akhir ini. Oleh karena itu kritik dan saran yang membangun sangat diharapkan untuk pengembangan Tugas Akhir ini. Besar harapan penulis agar informasi yang terdapat pada laporan tugas Akhir ini dapat bermanfaat untuk semua pihak.
Yogyakarta, Desember 2016
viii DAFTAR ISI
HALAMAN JUDUL... i
LEMBAR PENGESAHAN PENDADARAN………... ... ii
MOTTO………. ... iii
1.6 Sistematika Penulisan ... 4
ix
BAB 3 METODE PENELITIAN ... 23
3.1 Diagram alir Penelitian ... 23
3.2 Alat dan Bahan penelitian ... 24
3.2.1 Alat penelitian ... 24
3.2.2 Bahan penelitian ... 33
3.3 Pelaksanaan penelitian ... 38
3.3.1 Tahapan proses anodizing ... 38
3.3.2 Bagan proses anodizing ... 43
3.3.3 Pelaksanaan pengujian ... 44
BAB 4 ANALISA DAN PEMBAHASAN ... 50
4.1 Hasil anodizing ... 50
4.2 Hasil pengujian foto makro ... 52
4.3 Hasil pengujian foto mikro... 56
4.4 Hasil pengujian SEM ... 59
4.5 Hasil pengujian kekerasan permukaan ... 62
BAB 5 PENUTUP ... 66
5.1 Kesimpulan ... 66
5.1 Saran... 67
x
DAFTAR GAMBAR
Gambar 2.1 Diagram pourbaix Al ... 9
Gambar 2.2 Skema Anodizing ... 11
Gambar 2.3 Proses Anodizing ... 16
Gambar 2.4 Rangkaian proses Anodizing ... 17
Gambar 2.5 Grafik waktu pencelupan terhadap kekerasan AL 2024-T3 ... 19
Gambar 2.6 Struktur permukaan lapisan oksida hasil anodizing ... 20
Gambar 2.7 Struktur berpori lapisan oksida ... 21
Gambar 2.8 Tahap pembentukan lapisan oksida ... 22
Gambar 3.1 Diagram alir penelitian... 23
Gambar 3.2 Adaptor DC ... 24
Gambar 3.3 Bak plastik ... 25
Gambar 3.4 Thermometer ... 25
Gambar 3.5 Gelas ukur plastik ... 26
Gambar 3.6 Stopwatch ... 26
Gambar 3.7 Timbangan digital ... 27
Gambar 3.8 Alat foto optik magnifikasi 55X ... 27
Gambar 3.9 Alat foto optik magnifikasi 100X ... 28
Gambar 3.10 Alat uji micro vickers ... 28
Gambar 3.11 Alat uji SEM ... 29
Gambar 3.12 Penjepit ... 29
Gambar 3.13 Tang ... 30
Gambar 3.14 Plat dudukan aluminium ... 30
Gambar 3.15 Penjepit buaya... 30
Gambar 3.16 Sarung tangan ... 31
Gambar 3.17 Masker ... 31
Gambar 3.18 Mistar ... 32
Gambar 3.19 Gergaji besi ... 32
Gambar 3.20 Kertas amplas ... 32
Gambar 3.21 Alat tulis ... 33
Gambar 3.22 Kamera ... 33
Gambar 3.23 Asam sulfat (H2SO4) ... 34
xi
Gambar 3.25 Asam cuka (CH3COOH) ... 35
Gambar 3.26 Soda api (NaOH) ... 35
Gambar 3.27 Soda ash (Na2CO3) ... 36
Gambar 3.28 Aquades ... 36
Gambar 3.29 Spesimen (Anoda)... 37
Gambar 3.30 Plat aluminium (Katoda) ... 37
Gambar 3.31 Proses pengamplasan spesimen ... 38
Gambar 3.32 Proses cleaning dan rinsing ... 39
Gambar 3.33 Proses etching dan rinsing... 40
Gambar 3.34 Proses desmut dan rinsing ... 40
Gambar 3.35 Proses anodizing dan rinsing ... 41
Gambar 3.36 Proses sealing dan rinsing ... 42
Gambar 3.37 Bagan proses anodizing... 43
Gambar 3.38 Resin penahan spesimen ... 44
Gambar 3.39 Bentuk indentor micro vickers ... 46
Gambar 3.40 Skema proses pemindaian SEM ... 47
Gambar 3.41 Proses coating spesimen ... 48
Gambar 4.1 Hasil anodizing aluminium1XXX pada suhu 40oC-45oC ... 50
Gambar 4.2 Hasil anodizing pada suhu kamar dan diatas 45oC ... 51
Gambar 4.3 Hasil foto makro permukaan ... 52
Gambar 4.4 Hasil foto makro lapisan dengan waktu pencelupan 5 menit ... 54
Gambar 4.5 Hasil foto makro lapisan dengan waktu pencelupan 10 menit ... 54
Gambar 4.6 Hasil foto makro lapisan dengan waktu pencelupan 15 menit ... 55
Gambar 4.7 Grafik ketinggian butir rata-rata ... 56
Gambar 4.8 Hasil foto mikro ketebalan pada waktu pencelupan 5 menit ... 56
Gambar 4.9 Hasil foto mikro ketebalan pada waktu pencelupan 10 menit ... 57
Gambar 4.10 Hasil foto mikro ketebalan pada waaktu pencelupan 15 menit ... 57
Gambar 4.11 Grafik ketebalan lapisan oksida ... 58
Gambar 4.12 Foto SEM pada magnifikasi 3000X ... 60
Gambar 4.13 Foto SEM pada magnifikasi 10000X ... 60
Gambar 4.14 Foto SEM pada magnifikasi 12000X ... 61
Gambar 4.15 Contoh titik injakan indentor micro vickers ... 62
xii
DAFTAR TABEL
Tabel 2.1 Komposisi aluminium 1XXX ... 10
Tabel 4.1 Hasil pengukuran ketinggian butir ... 55
Tabel 4.2 Hasil pengukuran ketebalan lapisan oksida ... 58
xiii LAMPIRAN
xiv
DAFTAR NOTASI SINGKATAN
t : Waktu (detik)
Z : Jumlah zat ion
n : Jumlah zat (mol) P : Beban (kgf/mm2) I : Arus listrik (Ampere) D2 : Diagonal rata-rata (mm) µm : Mikrometer (Satuan ukur) oC : Derajat celcius (Satuan suhu) F : Tetapan Faraday (96485C/mol) Kgf : Kilogram force (Satuan berat tekanan)
INTISARI
Aluminium 1XXX adalah jenis logam yang banyak digunakan di industri manufaktur. Namun demikian aluminium 1XXX memiliki sifat yang lunak dan mudah terdeformasi. Salah satu cara untuk meningkatkan sifat fisik dan mekaniknya adalah dengan anodizing. Anodizing adalah proses elektrolisis yang bertujuan untuk mengoksidasi aluminium sehingga terbentuk suatu lapisan oksida yang keras, sehingga dapat meningkatkan ketahanan terhadap deformasi. Penelitian ini bertujuan untuk mempelajari pengaruh variasi waktu pencelupan anodizing terhadap sifat fisik dan mekanik aluminium 1XXX.
Spesimen yang digunakan adalah aluminium 1XXX, berdimensi 50 mm x 30 mm, tebal 2.8 mm. Proses preparasi awal yaitu pengamplasan, dilanjutkan dengan proses
cleaning lalu proses etsa dan desmut. Selanjutnya spesimen di anodizing menggunakan larutan asam sulfat dengan konsentrasi 40%, intensitas arus 50 Ampere/dm2, tegangan 18 Volt dan variasi waktu pencelupan 5, 10 dan 15 menit. Setelah anodizing selesai spesimen lalu di sealing dengan suhu 90-95 oC. Proses pengujian meliputi uji struktur
permukaan dengan foto makro dan SEM, lalu uji ketebalan lapisan oksida dengan foto optik dan uji kekerasan dengan micro vickers.
Hasil penelitian menunjukan bahwa variasi waktu anodizing dapat mempengaruhi struktur permukaan, ketebalan lapisan oksida dan kekerasan permukaan pada aluminium 1XXX. Struktur makro permukaan setelah anodizing membentuk suatu lapisan berbutir yang terbentuk maksimal pada waktu pencelupan 10 menit. Struktur mikro permukaan memperlihatkan adanya pori-pori yang mengindikasikan terbentuknya lapisan oksida. Pada kekerasan permukaan setelah anodizing menunjukan adanya peningkatan. Kekerasan tertinggi terdapat pada spesimen pada waktu pencelupan 15 menit yaitu 55,16 VHN, standar deviasi ± 1,90. Pada lapisan oksida menunjukan peningkatan ketebalan setelah di anodizing. Ketebalan tertinggi terdapat pada spesimen pada waktu pencelupan 15 menit dengan tebal lapisan 56,8 µm.
1 BAB I
PENDAHULUAN
1.1. Latar belakang
Aluminium merupakan jenis logam yang banyak digunakan dalam
industri maupun rumah tangga. Aluminium banyak dimanfaatkan dikarenakan
memiliki kelebihan diantaranya ringan dan mudah diproses menjadi bentuk yang
di inginkan serta mempunyai unjuk kerja yang sesuai untuk beberapa komponen
yang tidak memerlukan kekuatan tinggi. Disamping kelebihan tersebut aluminium
juga mempunyai beberapa kekurangan diantaranya mudah mengalami deformasi
serta memiliki nilai kekerasan yang rendah. Sifat tersebut dapat merugikan
apabila aluminium beroperasi pada kondisi yang mengharuskan adanya gesekan
dengan komponen lainnya sehingga dapat mengakibatkan keausan dan
berkurangnya masa pakai komponen (Supriyadi, 2010).
Aluminium jika berada di lingkungan yang merusak seperti lingkungan
dengan tingkat keasaman tinggi dan cuaca yang tidak menentu dapat memicu
terjadinya korosi, lalu menyebabkan kemampuan mekanik aluminium menjadi
menurun. Untuk meningkatkan sifat fisik dan mekanik aluminium, maka
dilakukan berbagai macam metode perlakuan salah satunya dengan anodizing.
Anodizing bertujuan untuk mengoksidasi aluminium sehingga
permukaannya membentuk suatu lapisan berupa oksida aluminium yang bersifat
keras. Kekerasan ini akan meningkatkan ketahanan terhadap korosi dan keausan.
Selain itu lapisan oksida tersebut memiliki kemampuan untuk menyerap zat
pewarna, sehingga dari segi estetika dapat membuat tampilan aluminium menjadi
lebih menarik dan juga tahan lama. Oleh sebab itu anodizing tidak hanya
digunakan untuk keperluan protektif, namun juga dapat digunakan untuk
keperluan dekoratif (Taufik, 2011).
Mekanisme anodizing memanfaatkan proses elektrolis, yaitu reaksi kimia
dengan menggunakan energi listrik. Anodizing terjadi disebabkan oleh adanya
pertukaran ion logam antara katoda dan anoda, dimana pada logam aluminium
2
anodizing diukur dari beberapa parameter seperti suhu, kerapatan arus, tegangan,
waktu proses dan larutan elektrolit. Sehingga untuk menghasilkan produk
yang di inginkan pada proses anodizing, beberapa parameter tersebut harus
diperhatikan (Priyanto, 2012).
Saat ini anodizing telah dikembangkan untuk fabrikasi material nano. Hal
ini dapat dilakukan karena struktur lapisan oksida yang dihasilkan melalui
proses anodizing terbentuk dalam skala mikro hingga nano serta memiliki ciri
khas dimana permukaannya memiliki pori-pori yang dikenal dengan porous
alumina (PA). Porous alumina telah dikembangkan untuk template pada
fabrikasi material nano. Teknologi ini semakin berkembang pesat dimana porous
alumina (PA) dapat diaplikasikan pada pembuatan alat - alat yang
memanfaatkan teknologi nano seperti nanowire dan berbagai alat mikro elektronik
lainnya (Hutasoit, 2008).
Anodizing dipengaruhi oleh beberapa faktor yang menyebabkan struktur
permukaan, ketebalan lapisan oksida yang dihasilkan dan kekerasan permukaan
menjadi bervariasi. Salah satu faktornya adalah waktu pencelupan saat anodizing.
Penelitian ini dilakukan dengan menggunakan asam sulfat sebagai larutan
elektrolit dan aluminium seri 1XXX sebagai logam yang akan di anodizing.
Nantinya dari penelitian ini diharapkan dapat diketahui pengaruh dari variasi
waktu pencelupan anodizing terhadap sifat fsik dan mekanik aluminium1XXX.
1.2. Rumusan Masalah
Berdasarkan latar belakang diatas, telah diketahui faktor-faktor yang
mempengaruhi dalam proses anodizing. Adapun masalah yang timbul adalah
karena kurangnya data mengenai bagaimana pengaruh variasi waktu anodizing
terhadap sifat fisik dan mekanik pada aluminium 1XXX meliputi struktur makro
permukaan, ketebalan lapisan oksida, struktur mikro permukaan dan kekerasan
3 1.3. Batasan Masalah
Berdasarkan beberapa faktor yang ada, penelitian ini terfokus pada
pengaruh variasi waktu pencelupan pada proses anodizing terhadap struktur
permukaan, ketebalan lapisan dan kekerasan pada aluminium 1XXX saat sebelum
dan sesudah dilakukan proses anodizing. Adapun batasan masalah tersebut dapat
diuraikan sebagai berikut :
1. Kuat arus listrik selama proses anodizing dianggap konstan.
2. Waktu pencelupan spesimen anodizing dihitung setelah pengaturan kuat arus.
3. Pengaruh ukuran logam katoda dan jarak antara logam katoda dengan logam
anoda selama proses anodizing tidak diperhitungkan.
4. Bahan kimia yang digunakan dalam proses anodizing adalah bahan kimia
teknis sehingga pengaruh ketidakmurnian bahan kimia tersebut diabaikan.
5. Konsentrasi cairan kimia akibat proses anodizing dianggap konstan.
6. Bahan yang diuji adalah aluminium dengan dimensi: panjang 50 mm, lebar
30 mm, dan tebal 2,8 mm, sebanyak 3 spesimen.
7. Jenis larutan yang digunakan dalam proses anodizing adalah asam sulfat
(H2SO4) dengan konsentrasi 60 %.
8. Besarnya arus yang digunakan untuk anodizing adalah 4 Ampere.
9. Besarnya variasi waktu pencelupan adalah 5, 10 dan 15 menit.
10.Peneliti hanya meneliti tentang pengaruh variasi waktu anodizing terhadap
struktur permukaan, ketebalan lapisan dan kekerasan permukaan aluminium
1XXX.
1.4. Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Untuk mengetahui pengaruh variasi lama waktu anodizing terhadap struktur
makro pada aluminium seri 1XXX.
2. Untuk mengetahui pengaruh variasi lama waktu anodizing terhadap ketebalan
lapisan oksida pada permukaan aluminium seri 1XXX.
3. Untuk mengetahui pengaruh variasi lama waktu anodizing terhadap struktur
4
4. Untuk mengetahui pengaruh variasi lama waktu anodizing terhadap nilai
kekerasan permukaan aluminium seri 1XXX.
1.5. Manfaat Penelitian
Manfaat dari penelitian ini adalah :
1. Dapat memahami definisi serta proses anodizing.
2. Dapat memahami beberapa faktor yang mempengaruhi anodizing.
3. Data-data dari hasil penelitian ini dapat menjadi referensi bagi peneliti
selanjutnya mengenai anodizing.
1.6.Sistematika Penulisan
Agar memudahkan dalam penulisan tugas akhir ini, maka diberikan
gambaran mengenai sistematika penulisan yang terdiri dari lima bab, yaitu :
BAB I : PENDAHULUAN
Dalam bab ini menguraikan tentang pokok –pokok dalam penulisan tugas akhir yang meliputi latar belakang, tujuan penelitian, batasan masalah,
manfaat penelitian, metode penelitian dan sistematika penulisan.
BAB II : TINJAUAN PUSTAKA
Tinjauan pustaka dan dasar teori diawali dengan teori sebelumnya yang
mengemukakan penjelasan tentang aluminium dan tahapan-tahapan pada
proses anodizing yang menunjang penelitian ini, landasan teori tentang
aluminium, serta penjelasan tentang anodizing aluminium
BAB III. : METODE PENELITIAN
Metode penelitian berisi tentang diaram alir penelitian, persiapan
peralatan dan pembahasan masalah tentang proses aluminium anodizing
BAB IV : HASIL DAN PEMBAHASAN
Hasil dan pembahasan berisi tentang hasil penelitian dan pembahasan
masalah mengenai proses anodizing aluminium dengan menggunakan
variasi waktu
5
Kesimpulan dan saran menjelaskan tentang kesimpulan yang didapat
dari hasil penelitian tersebut, saran serta bagian akhir yang berisi uraian
dan daftar pustaka serta daftar isi.
DAFTAR PUSTAKA
6 BAB II
TINJAUAN PUSTAKA
2.1. Kajian Pustaka.
Aluminium adalah material logam yang banyak digunakan pada berbagai
macam aplikasi seperti di bidang industri hingga keperluan rumah tangga.
Alumunium memiliki beberapa kelebihan yaitu memiliki rasio terhadap beban
yang tinggi, ringan, tahan terhadap korosi dari berbagai macam bahan kimia,
memiliki konduktifitas thermal maupun listrik yang tinggi, memantulkan cahaya
dan tidak bersifat magnet (Suhariyanto, 2003). Dari kelebihan tersebut aluminium
juga memiliki beberapa kekurangan seperti mudah mengalami deformasi serta
memiliki nilai kekerasan yang rendah. Untuk memperbaiki sifat fisik maupun
mekanik dari aluminium, dilakukan suatu metode perlakuan dengan cara
anodizing.
Anodizing bertujuan untuk membentuk lapisan oksida pada logam dengan
mereaksikan atau mengkorosikan suatu logam salah satunya aluminium dengan
oksigen yang berasal dari larutan elektrolit yang digunakan sebagai media
penghantar listrik, sehingga terbentuk lapisan oksida. Beberapa manfaat dari
anodizing aluminium yaitu dapat meningkatkan kekerasan permukaan, ketahanan
korosi, memperbaiki tampilan fisik dan meningkatkan ketahanan abrasi
(Santhiarsa, 2009).
Anodizing dilakukan dengan mencelupkan aluminium ke dalam larutan
elektrolit asam dan mengalirkan arus listrik melalui medium tersebut. Sebuah
katoda dipasangkan agar terjadi proses pelapisan. Aluminium bertindak sebagai
anoda. Ion oksigen dilepaskan dari larutan elektrolit untuk dikombinasikan
dengan atom-atom aluminium pada permukaan logam yang di-anodizing ,
sehingga akan terjadi suatu perpindahan ion dari katoda menuju ke anoda (Taufik,
2011). Anodizing diklasifikasikan menjadi 3 tipe yaitu chromic acid anodizing,
sulphuric acid anodizing dan hard anodizing (Taufik, 2011). Teknik yang paling
umum digunakan dalam anodizing berdasarkan jenis elektrolit yang digunakan
7
sulfat (H2SO4). Hal ini disebabkan teknik ini yang paling bernilai ekonomis dan
efektif untuk menghasilkan lapisan oksida yang cukup tebal. Konsentrasi asam
sulfat yang paling optimum digunakan untuk teknik anodizing adalah 40% karena
pada konsentrasi 40%, karakteristik permukaan logam aluminium hasil anodizing
memberikan tingkat kekerasan dan keausan yang paling optimal (Sidharta, 2012).
Santhiarsa (2009), melakukan penelitian tentang pengaruh variasi waktu
pencelupan selama 10, 20 dan 30 menit terhadap ketebalan lapisan oksida dan
kekerasan permukaan pada aluminium 2024-T3 yang di anodizing. Hasil
penelitian menujukkan bahwa untuk variasi waktu pencelupan yang semakin
lama cenderung akan membuat lapisan oksida menjadi semakin tebal dengan
ketebalan berturut-turut 3.3 µm, 4.16 µm dan 5 µm. Selain itu pada kekerasan
permukaan menunjukan adanya peningkatan setelah proses anodizing dengan nilai
kekerasan berturut turut sebesar 100,54 gr/μm, 112,23 gr/μm, dan 121,45 gr/μm. Penelitian tersebut menyimpulkan bahwa semakin lama waktu pencelupan dapat
menyebabkan ketebalan lapisan oksida dan kekerasan permukaan menjadi
semakin meningkat.
Nugroho (2015), melakukan penelitian tentang variasi waktu pencelupan
terhadap struktur permukaan dan nilai kekerasan permukaan pada plat aluminium
seri 2024-T3. Proses anodizing menggunakan larutan asam sulfat 10% dengan
rapat arus antara 1,5 Ampere per desimeter persegi, 3 Ampere per desimeter
persegi dan 4,5 Ampere per desimeter persegi, dengan waktu pencelupan 30, 40,
50 dan 60 menit. Hasil penelitian menunjukan bahwa struktur permukaan
aluminium setelah di anodizing cenderung menghasilkan struktur berpori dengan
ukuran pori mencapai 50 µm, selain itu jumlah pori tersebut semakin bertambah
diikuti dengan ukuran pori yang semakin besar seiring bertambahnya waktu
anodizing. Dari hasil pengujian kekerasan menggunakan metode vickers
menunjukan bahwa nilai kekerasan tertinggi didapat pada penahanan pencelupan
selama 50 menit dengan nilai VHN 193,8. Penelitian tersebut menyimpulkan
bahwa nilai kekerasan plat Al 2024-T3 akan semakin meningkat dengan
8
Dari beberapa hasil penelitian diatas menunjukan bahwa waktu
pencelupan pada proses anodizing sangat mempengaruhi struktur permukaan,
ketebalan lapisan oksida dan nilai kekerasan pada permukaan aluminium
2024-T3. Namun demikian, dari beberapa penelitian tersebut belum melakukan
pengujian terhadap aluminium dengan seri 1XXX dengan tingkat kemurnian 99%
dimana aluminium jenis tersebut memiliki sifat yang lunak, mudah terdeformasi
dan kurang tangguh. Oleh sebab itu untuk memperbaiki sifat fisik maupun
mekaniknya perlu dilakukan penelitian lebih lanjut terhadap material tersebut
dengan menggunakan metode anodizing
2.2. Dasar Teori
2.2.1. Aluminium
Aluminium merupakan logam dengan karakteristik massa jenis yang
relatif rendah (2,7 g/cm3), terletak pada golongan IIIA, dan memiliki nomor
atom 13, memiliki konduktivitas listrik dan panas yang tinggi dan tahan terhadap
serangan korosi di berbagai lingkungan, termasuk ditemperatur ruang,
memiliki struktur FCC (face centerd cubic), tetap memiliki keuletan di
kondisi temperatur rendah serta memiliki temperatur lebur 660oC (Sipayung,
2008).
Aluminium membentuk lapisan oksida penghalang yang terikat kuat
terhadap permukaannya, dan apabila lapisan tersebut rusak, maka akan dapat
terbentuk kembali secara alami. Pada permukaan aluminium yang terabrasi dan
terekspos oleh udara, ketebalan lapisan oksida penghalang hanya sekitar 1
nm, namun demikian, lapisan tersebut masih sangat efektif untuk melindungi
aluminium dari korosi
Logam aluminium memiliki nilai elektro positif yang cukup tinggi,
sehingga aluminium dapat dengan mudah bereaksi dengan oksigen dan
membentuk lapisan oksida yang tipis pada permukaannya melalui reaksi sebagai
berikut:
9
Lapisan oksida yang terbentuk pada aluminium memiliki ketebalan antara
0,1– 0,4x10-6 inchi sampai dengan 0,25 – 1x10-2 mikron. lapisan oksida ini
akan tetap stabil pada kondisi pH antara 4,5 sampai 8,5 sebagaimana ditunjukkan
pada diagram pourbaix (Gambar 2.1). lapisan oksida tersebut juga
meningkatkan sifat ketahanan korosi dari aluminium karena lapisan ini
berfungsi sebagai lapisan protektif yang menghalangi oksigen untuk bereaksi
lebih lanjut dengan aluminium.
Gambar.2.1 Diagram pourbaix Al.
Lapisan oksida aluminium (Al2O3) yang dihasilkan dari proses anodizing
berbeda dengan lapisan oksida yang terbentuk secara alami karena anodizing
dapat menghasilkan lapisan oksida dengan ketebalan mencapai 500 kali dan
kekerasan hingga 2 kalinya (Nugroho, 2015).
2.2.2. Aluminium Murni (Seri 1XXX)
Alumunium seri 1XXX adalah jenis aluminium dengan tingkat kemurnian
minimum 99,0 %. bila dilakukan proses elektrolisa lebih lanjut, dapat didapatkan
10
Ketahanan korosi berubah menurut kemurnian, pada umumnya untuk
kemurnian 99,0% atau diatasnya dapat dipergunakan di udara tahan dalam waktu
bertahun-tahun. Hantaran listrik Al, kira-kira 65% dari hantaran listrik tembaga,
tetapi massa jenisnya kurang lebih sepertiga dari tembaga sehingga
memungkinkan untuk memperluas penampangnya. Oleh karena itu, dapat
dipergunakan untuk kabel dan dalam berbagai bentuk. Misalnya sebagai lembaran
tipis (foil). Dalam hal ini dapat dipergunakan Al dengan kemurnian 99,0%.
Dibawah ini merupakan komposisi pada alumunium dengan seri 1XXX (Rasyid
dkk, 2009).
Tabel.2.1 Komposisi aluminium seri 1XXX
(Sumber : Rasyid dkk, 2009)
2.2.3. Definisi Anodizing
Anodizing atau oksida anodik merupakan proses elektrolisis yang
dilakukan untuk menghasilkan lapisan oksida yang lebih tebal dibandingkan
lapisan oksida yang terbentuk secara alami sehingga dapat meningkatkan
sifat-sifat fisik dan mekanik dari logam tersebut (Sipayung, 2008). tidak semua
logam dapat di anodizing dikarenakan perbedaan sifat fisik dan mekaniknya,
beberapa logam yang dapat di anodizing antara lain aluminium, titanium,
11
Pada proses anodizing logam aluminium diposisikan sebagai anoda
sehingga nantinya logam inilah yang akan teroksidasi. Katoda yang digunakan
adalah elektroda inert. Katoda dan anoda dicelupkan pada larutan elektrolit
berupa larutan asam maupun basa, hal ini dimaksudkan agar pH aluminium
berada pada daerah yang rentan terhadap proses oksidasi. Agar terjadi aliran
arus pada sel percobaan, maka katoda dan anoda dihubungkan pada sumber
arus yaitu rectifier, dimana anoda aluminium dihubungkan pada kutub positif
dan katoda berupa elektroda inert dihubungkan pada kutub negatif. Pada saat
rectifier diaktifkan, maka arus akan mengalir dari kutub positif menuji kutub
negatif dan hal ini menyebabkan terjadinya pelepasan ion pada aluminium, yang
menyebabkan aluminium teroksidasi dan berikatan dengan oksigen serta
membentuk lapisan oksida.
Gambar 2.2 Skema Anodizing
(Andriyanto, 2012)
Karakteristik lapisan oksida ini terintegrasi secara baik terhadap logam
dasarnya, selain itu lapisan tersebut memiliki sifat keras jika dibandingkan dengan
kekerasan sapphire, transparan dengan beberapa variasi warna dan tidak dapat
mengelupas (Priyanto, 2012).
Pada proses anodizing terjadi peristiwa elektrolisis dimana sebagian logam
aluminium pada permukaan dilarutkan menggunakan arus listrik. Elektrolisis
adalah peristiwa berlangsungnya reaksi kimia oleh arus listrik. diperlukan
elektrolit (larutan atau leburan), dan dua elektroda yaitu anoda dan katoda.
Pada anoda terjadi reaksi oksidasi sedangkan pada katoda terjadi reaksi
12
aluminium akan berubah menjadi ion aluminium yang larut dalam larutan asam
sesuai dengan rumus 2.2 berikut :
Al ( s ) → Al3+ ( aq ) + 3e.……….………(2.2)
Jumlah zat yang bereaksi pada elektroda sel elektrolisis berbanding
lurus dengan jumlah arus yang melalui sel tersebut, jika sejumlah arus tertentu
mengalir melalui beberapa elektrolisis. Maka akan di hasilkan jumlah ekuivalen
masing-masing zat. yang dinyatakan dalam hukum Faraday seperti persamaan
2.3 berikut :
=
�.��.�………...……….(2.3)Dimana : n : Jumlah zat ( mol)
i : Arus listrik ( Ampere)
F : Tetapan Faraday (1 Faraday = 96485 coulomb/mol)
z : Jumlah elektron yang ditransfer per ion
Mengingat, massa zat adalah perkalian massa atom ( AR ) dengan
mol atom maka dari persamaan diatas menjadi :
. �� = � . �� . � . ��……….………...………..……..(2.4)
Sedangkan persamaan untuk material aluminium dijelaskan pada
13
Anodizing dapat meningkatkan sifat mekanik dan fisik dari material
aluminium. adapun beberapa fungsi dari anodizing aluminium antara lain adalah :
1. Meningkatkan ketahanan korosi.
lapisan oksida yang terbentuk pada permukaan aluminium hasil anodizing
bersifat tahan terhadap korosi dan mampu menahan serangan atmosfer.
dilingkungan asam. Lapisan oksida melindungi logam yang ada di bawahnya
dengan bertindak sebagai penghalang (barrier) dari serangan seperti
lingkungan yang korosif.
2. Meningkatkan sifat adhesif.
lapisan tipis hasil proses anodizing yang menggunakan asam sulfat dapat
meningkatkan kekuatan ikatan dan ketangguhan yang biasanya digunaan
pada industri pesawat terbang.
14
4. Isolator listrik.
Lapisan oksida memiliki resistivitas yang tinggi khususnya lapisan oksida
dengan pori tertutup.
5. Dapat digunakan sebagai pelapis untuk katoda.
Dalam proses menghasikan lapisan oksida, aluminium yang bertindak sebagai
anoda akan mengalami reaksi reduksi yang sekaligus melapisi katoda.
Walaupun proses pelapisan selesai, aluminium hasil anodizing dapat
digunakan berkali kali sebagai anoda dikarenakan pori dari lapisan oksida
dapat mendukung proses electroplating,
6. Aplikasi dekorasi / tampilan.
Pada permukaan logam, lapisan oksida yang terbentuk memiliki tampilan
yang mengkilap, dimana pada aluminium tampilan oksida yang alami sangat
diinginkan. Selain itu, lapisan oksida yang dihasilkan dapat menyerap zat
pewarna yang dapat memperbaiki fisik aluminium.
2.2.5. Klasifikasi Anodizing
Reaksi dasar dari proses anodizing adalah merubah permukaan aluminium
menjadi aluminium oksida dengan menekan bagian logam sebagai anoda dalam
elektrolis.
Ada 2 jenis klasifikasi anodizing yaitu berdasarkan:
1. Jenis elektrolit yang digunakan
Menurut Taufik (2011) Terdapat tiga jenis anodizing yang umum
digunakan jika dilihat berdasarkan jenis elektrolit yang digunakan antara lain :
a. Chromic Acid Anodizing (Tipe I)
Tipe ini menggunakan larutan elektrolit chromic acid dan menghasilkan
lapisan yang paling tipis, hanya sekitar 0,5 hingga 2,5 mikron. Pada saat proses
berlangsung, 50% Al2O3 terintegrasi ke dalam substrat dan 50% pertumbuhan
lapisan kearah luar. Dapat meningkatkan ketahanan korosi pada alumunium.
b. Sulfuric Acid Anodizing (Tipe II)
Tipe ini adalah tipe yang paling umum dilakukan yaitu dengan
15
menghasilkan lapisan oksida hingga 50 mikron. Selama proses berlangsung, 67%
oksida protektif terintegrasi ke dalam substrat dan sisanya tumbuh kearah luar.
Lapisan yang dihasilkan permeable dan porous sehingga dapat dilakukan
pewarnaan. Tipe II biasa digunakan untuk aplikasi arsitektur, bagian pesawat
terbang, otomotif, maupun komputer.
c. Hard Anodizing (Tipe III)
Menggunakan larutan elektrolit yang sama dengan tipe II namun dengan
konsentrasi yang lebih tinggi pada temperatur yang lebih rendah. Lapisan yang
dihasilkan lebih tangguh, memiliki ketahanan abrasi yang baik, ketahanan korosi,
anti pudar, tahan terhadap suhu tinggi, dan memiliki kekerasan yang baik. Lapisan
mencapai ketebalan 75 mikron sehingga juga dapat menjadi insulator listrik yang
baik. Umumnya digunakan pada peralatan yang membutuhkan ketahanan aus
yang sangat tinggi seperti pada piston dan hydraulic gear.
2. Jenis sumber arus yang digunakan
Menurut priyanto (2012), ada 2 jenis anodizing jika dilihat berdasarkan
jenis sumber arus yang digunakan antara lain :
a. Anodizing arus AC
AC (alternate current) anodizing adalah anodizing yang menggunakan
arus bolak-balik. Proses pembentukan oksida pada AC anodizing lebih lambat
daripada DC anodizing karena polaritas positif dan negatif power supply
bergantian secara cepat. Anodizing tipe ini sering digunakan dengan tujuan
memperoleh hasil pelapisan dengan kekerasan rendah. Aplikasi anodizing tipe ini
adalah pada pembuatan aluminium foil. Apabila pembuatan aluminium foil
dilakukan menggunakan DC anodizing, maka akan diperoleh hasil anodizing
dengan kekerasan tinggi yang mengakibatkan aluminium foil akan patah jika
ditekuk atau di rol. Apabila pembuatan aluminium foil ini dilakukan dengan
menggunakan ACanodizing maka akan diperoleh aluminium foil dengan sifat
16 b. Anodizing arus DC
DC (dirrect current) anodizing adalah anodizing yang menggunakan arus
searah. proses pembentukan oksida pada DC anodizing lebih cepat daripada AC
anodizing karena polaritas positif power supply selalu berada pada benda kerja.
Anodizing tipe ini sering digunakan dengan tujuan memperoleh hasil
pelapisan dengan kekerasan tinggi.
2.2.6. Proses Anodizing
Anodizing adalah sebuah proses elektrokimia yang bertujuan untuk
menghasilkan lapisan aluminium oksida dipermukaan aluminium dengan
perantara elektrolit. Konsentrasi elektrolit yang digunakan yaitu 400ml/l.
Aluminium atau anoda dipasang pada kutub positif (+) dan katoda (-) berupa
lembaran alumunium atau bisa juga menggunakan timbal dan karbon. Proses
Anodizing ditunjukan pada Gambar 2.3 :
Gambar 2.3 Proses Anodizing
Keterangan gambar 2.3 :
1. Cleaning (Pembersihan).
Cleaning merupakan proses untuk membersihkan bagian yang akan
dianodisasi agar diperoleh hasil akhir yang memuaskan. Komposisi cairan
cleaning berupa detergen murni (Na2CO3) dengan konsentrasi larutan 5gr/liter.
Bagian yang telah di cleaning tidak boleh disentuh dengan menggunakan tangan
17 2. Etching (Etsa)
Etching (etsa) adalah proses menghilangkan lapisan oksida alami yang ada
pada permukaan aluminium yang tidak dapat dihilangkan dengan proses
sebelumnya baik itu proses cleaning atau rinsing. Selain itu, proses etsa juga
ditujukan agar permukaan benda kerja lebih halus. Komposisi cairan etsa berupa
larutan soda api (NaOH) dengan konsentrasi 100 gr/liter
3. Desmut
Anodizing adalah proses pelapisan secara elektrokimia yang membentuk
lapisan oksida pada permukaan aluminium. logam aluminium yang akan di
anodizing dicelupkan ke dalam larutan elektrolit berupa asam sulfat (H2SO4)
dengan konsentrasi 40% dan aquades 60%. lalu dialirkan arus listrik searah
melewatinya. Aluminium dihubungkan dengan arus positif (+) yang bertindak
sebagai anoda. Sedangkan yang bertindak sebagai katoda antara lain ; timbal,
aluminium, maupun grafit, namun yang paling umum digunakan adalah
aluminium. Arus yang melewati bagian aluminium yang akan di anodizing
mengakibatkan permukaan aluminium (anoda) teroksidasi membentuk aluminium
oksida. Lapisan oksida berbentuk seperti struktur sarang lebah (honeycomb) yang
memiliki banyak pori-pori berukuran mikroskopis.
18
Logam aluminium atau benda kerja pada larutan elektrolit ditempatkan
sebagai anoda sehingga logam inilah yang akan teroksidasi. Persamaan reaksi
yang terjadi pada anoda ketika proses anodizing sebagai berikut :
Al ( s ) → Al 3 + ( aq ) + 3 e………...………(2.9)
Atom-atom yang terdapat pada aluminium akan teroksidasi menjadi
ion-ion yang larut larutan asam sulfat (H2SO4). Hal ini membuat permukaan
logam aluminium menjadi berlubang membentuk pori – pori. Sedangkan pada
katoda terjadi reaksi sebagai berikut :
2H + ( aq ) + 2 e → H 2 ( g )……….(2.10)
5. Dieying (Perwarnaan)
Proses pewarnaan berfungsi sebagai pemberian warna pada pori - pori
lapisan oksida yang terbentuk setelah anodizing, sehingga dihasilkan tampilan
warna yang menarik pada lapisan oksida aluminium. Namun pada penelitian ini
tidak digunakan pewarnaan dikarenakan ketidakmampuan spesimen untuk
menyerap bahan pewarna akibat pori - pori yang sempit.
6. Sealing.
Proses sealing berfungsi untuk menutup pori - pori lapisan oksida yang
dihasilkan dari proses anodizing yang masih terbuka. Lapisan yang telah
ditutup dengan proses sealing dapat meningkatkan kekerasan permukaan
aluminium. pada proses sealing larutan yang digunakan adalah asam asetat
dengan konsentrasi 5 gr/liter aquades. Setelah dilakukan proses sealing, maka
struktur permukaan lapisan akan menjadi lebih halus dan rata.
2.2.7. Waktu pencelupan anodizing
Waktu pencelupan anodizing merupakan interval proses awal hingga akhir
proses anodizing. interval pencelupan pada proses anodizing merupakan salah
19
waktu pencelupan yang lebih lama akan menghasilkan ketebalan lapisan oksida
(oxide layer) yang semakin tebal, sehingga kekerasan permukaan akan meningkat
begitupula sebaliknya. Pada interval waktu yang terlalu lama, cenderung akan
menyebabkan burning (gosong) dan spesimen akan semakin tergerus habis. Hal
ini merupakan akibat dari aliran rapat arus yang terlalu lama pada area tertentu
sehingga terjadi pemanasan berlebih pada area tersebut.
Nugroho (2015), melakukan penelitian terhadap variasi waktu pencelupan
terhadap kekerasan permukaan pada aluminium 2024-T3, hasil penelitian tersebut
menyimpulkan bahwa semakin lama waktu pencelupan pada proses anodizing
akan menyebabkan permukaan aluminium menjadi semakin keras. hal ini
disebabkan oleh lapisan oksida yang semakin tebal seiring bertambahnya waktu
pencelupan, pori yang terbentuk pada lapisan oksida cenderung lebih sempit
seiring bertambahnya waktu pencelupan yang juga mempengaruhi nilai kekerasan
dimana akan meningkatkan kekerasan permukaan pada aluminium 2024-T3. yang
ditunjukan pada gambar 2.5.
Gambar 2.5 Grafik variasi interval waktu pencelupan anodizing terhadap
20
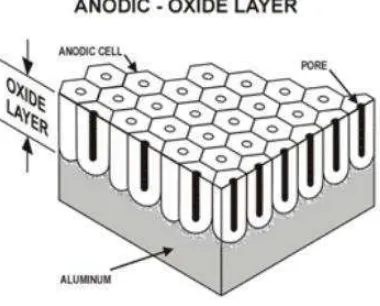
2.2.8. Lapisan oksida anodizing
Lapisan hasil anodizing memiliki struktur yang berbeda dari lapisan
oksida yang terbentuk secara alami, dimana lapisannya memiliki struktur
hexagonal berpori yang memiliki karakteristik yang unik sehingga meningkatkan
sifat mekanis permukaan aluminium. Secara umum lapisan oksida hasil dari
proses anodizing memiliki karakteristik sebagai berikut:
1. Keras. Aluminium oksida (Al2O3) memiliki kekerasan mirip dengan sapphire
2. Insulatif dan tahan terhadap korosi
3. Transparan
4. Tahan terhadap goresan
Lapisan oksida yang terbentuk dari proses ini akan meningkatkan
katahanan abrasi, kemampuan insulator listrik. Aluminium serta paduannya
mempunyai sifat tahan terhadap korosi karena adanya lapisan oksida protektif .
Tebal dari lapisan oksida sekitar 0,005 - 0,0 1 μm.
Gambar 2.6 Struktur permukaan lapisan oksida hasil anodizing.
(Hutasoit, 2008)
Terbentuknya lapisan oksida pada permukaan logam yang di
anodizing bergantung pada jenis elektrolit yang digunakan. lapisan dasar
oksida (barrier type oxide film) dan lapisan pori oksida ( porous oxide film )
21
mempunyai struktur yang berpori dengan bentuk strukturnya heksagonal,
dengan pori yang terdapat di tengah . Seperti ditunjukkan pada Gambar 2.6.
Gambar 2.7 Struktur berpori lapisan oksida (Sipayung, 2008)
Lapisan dasar merupakan lapisan yang tipis dan padat, yang berfungsi
sebagai lapisan antara lapisan pori dan logam dasar ( base metal). Struktur berpori
yang timbul pada lapisan oksida merupakan hasil dari kesetimbangan antara
reaksi pembentukan dari pelarutan lapisan oksida. Pada awalnya lapisan pori
yang terbentuk selinder memanjang namun karena kemudian bersinggungan
dengan oksida - oksida lainnya yang berada di sisi-sisinya, maka lapisan
oksida tersebut bertransformasi menjadi bentuk saluran heksagonal yang
memanjang.
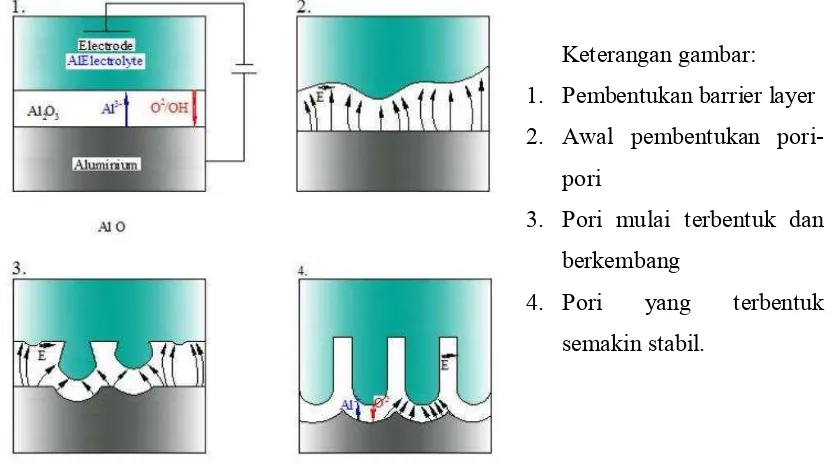
Proses pembentukan lapisan oksida dapat dipelajari dengan
memperhatikan dan mengamati perubahan arus pada tegangan anodizing
yang tetap atau perubahan tegangan pada arus tetap. Proses pembentukan
lapisan oksida dapat dibagi dalam 4 tahapan, antara lain:
1. Penambahan barrier layer yang ditandai dengan penurunan arus yang
mengalir. Barrier layer ini merupakan lapisan oksida aluminium yang
menebal akibat adanya reaksi oksidasi pada permukaan logam. Akibat adanya
penebalan maka hambatan yang ditimbulkan menjadi lebih besar. Hal
22
2. Setelah barrier layer menebal, mulai muncul benih - benih pori dekat batas
antara oksida dan larutan. Pada tahapan ini terjadi penurunan arus pada
rectifier dan akan mencapai titik minimum saat tahapan ini berhenti.
3. Inisiasi pori yang terbentuk menjadi awal pembentukan struktur oksida
berpori. Bentuk pori pada tahapan ini tidak sempurna dan terjadi peningkatan
arus yang mengalir.
4. Arus yang mengalir akan terus meningkat dengan semakin sempurnanya
morfologi lapisan oksida. Peningkatan ini terjadi hingga pada suatu saat
arus yang mengalir akan konstan saat struktur berpori telah terbentuk
sempurna. Seperti ditunjukkan pada Gambar 2.8.
Keterangan gambar:
1. Pembentukan barrier layer
2. Awal pembentukan
pori-pori
3. Pori mulai terbentuk dan
berkembang
4. Pori yang terbentuk
semakin stabil.
26 BAB III
METODE PENELITIAN
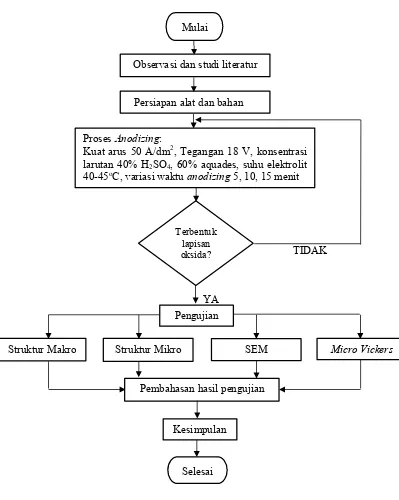
3.1. Diagram alir penelitian
Penelitian ini menggunakan metode eksperimen yang terdiri dari beberapa
proses dan ditampilkan dalam diagram alir pada Gambar 3.1.
TIDAK
YA
Gambar 3.1 Diagram Alir Penelitian
Observasi dan studi literatur
Proses Anodizing:
Kuat arus 50 A/dm2, Tegangan 18 V, konsentrasi larutan 40% H2SO4, 60% aquades, suhu elektrolit
40-45oC, variasi waktu anodizing 5, 10, 15 menit
Terbentuk lapisan oksida?
Pengujian
Struktur Makro Struktur Mikro SEM Micro Vickers
Pembahasan hasil pengujian
Kesimpulan
Persiapan alat dan bahan alat
Mulai
27 1.2 Alat dan Bahan Penelitian
1.2.1 Alat Penelitian
Peralatan yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Adaptor DC
Adaptor DC pada penelitian ini digunakan untuk mengalirkan arus searah
pada proses anodizing. adaptor DC mengubah tegangan listrik AC yang besar
menjadi tegangan DC yang kecil. Adaptor memiliki fungsi yang sama dengan
power supply namun dibuat lebih praktis dan keluaran arus serta tegangan lebih
kecil yang memungkin untuk pengisian daya pada perangkat seperti komputer,
amplifier, handphone dll. Dalam penelitiaan ini besarnya arus dan tegangan
adaptor diatur secara manual menyesuaikan dengan kebutuhan anodizing, serta
jack adaptor dilepas dan diganti dengan penjepit buaya agar memudahkan proses
anodizing. jenis adaptor yang digunakan adalah adaptor DC dengan merk
POWER, seri LTC-96W dengan kapasitas 0-5 Ampere dan 0-24 Volt.Alat dapat
dilihat pada Gambar 3.2.
Gambar 3.2 DC Adaptor
2. Bak Plastik
Bak plastik pada penelitian ini digunakan sebagai tempat larutan elektrolit
pada proses cleaning, etching, desmut, anodizing dan sealing. Bak plastik yang
digunakan berjumlah 5 buah dengan 2 buah memiliki volume 1900 ml digunakan
28
pada proses etching dan desmut dan 1 buah memiliki volume 6550 ml digunakan
pada proses anodizing. Yang dapat dilihat pada Gambar 3.3.
Gambar 3.3 Bak Plastik
3. Thermometer
Thermometer pada penelitian ini digunakan untuk mengukur suhu larutan
elektrolit selama berlangsungnya proses anodizing serta untuk mengukur suhu
cairan sealing. Thermometer ini menggunakan penunjuk air raksa dengan skala
-10oC – 110oC. Yang dapat dilihat pada Gambar 3.4.
Gambar 3.4 Thermometer
4. Gelas Ukur Plastik
Gelas ukur pada penelitian ini digunakan untuk mengukur konsentrasi dan
takaran larutan elektrolit pada proses cleaning, etching, desmut, anodizing, dan
sealing. Gelas ukur pada penelitian ini memiliki volume 1000 ml. Yang dapat
29
Gambar 3.5 Gelas Ukur Plastik
5. Stopwatch
Stopwatch pada penelitian ini digunakan untuk mengukur lamanya waktu
proses cleaning, etching, desmut, anodizing dan sealing. Stopwatch dapat dilihat
pada Gambar 3.6.
Gambar 3.6 Stopwatch
6. Timbangan Digital
Timbangan digital pada penelitian ini digunakan untuk menimbang berat
bahan kimia yang akan digunakan dalam proses anodizing. timbangan yang
digunakan menggunakan pengukuran secara digital dengan merk CAMRY seri
30
Gambar 3.7 Timbangan digital
7. Alat Uji Foto Optik Magnifikasi 55X
Alat foto optik pada penelitian ini berfungsi untuk mengetahui topografi
permukaan pada aluminium 1XXX setelah anodizing. Menggunakan magnifikasi
55X. Terletak di laboratorium bahan teknik UGM dengan merk OLYMPUS
dengan model CX21.
Gambar 3.8 Alat Uji Foto Optik Magnifikasi 55X
8. Alat Uji Foto Optik Magnifikasi 100X
Alat uji foto optik pada penelitian berfungsi untuk mengetahui ketebalan
lapisan oksida pada aluminium 1XXX setelah anodizing. Menggunakan
magnifikasi 100X. Terletak di laboratorium bahan teknik UGM dengan merk
31
Gambar 3.9 Alat Uji Foto Optik Magnifikasi 100X
9. Alat Uji Kekerasan Mikro Vickers.
Alat uji kekerasan mikro vickers pada penelitian ini berfungsi untuk
mengetahui kekerasan mikro pada permukaan aluminium seri 1XXX. Terletak di
laboratorium bahan teknik UGM. Dengan merk CONTRALAB micro hardness
tester seri HMV-M Ref. MT 100600 yang ditunjukan pada Gambar 3.9.
32
10.Alat Uji Scaning Electron Microscope (SEM)
Alat uji SEM pada penelitian ini digunakan untuk mengetahui topografi
permukaan aluminium 1XXX yang telah di anodizing. alat uji terletak di Lembaga
Ilmu Pengetahuan Indonesia (LIPI) Gunungkidul. Dengan produk Hitachi model
SU3500, kemampuan perbesaran 10-300000 kali, depth of field 4-0.4mm dan
resolusi hingga 3nm. Alat uji SEM dapat dilihat pada Gambar 3.11.
Gambar 3.11 Alat uji SEM
11.Alat pendukung
a. Penjepit
Penjepit digunakan untuk mengambil dan meletakan spesimen yang
dimasukan kedalam larutan elektrolit pada proses cleaning, rinsing, etching,
desmut, anodizing dan sealing. Sehingga tangan tidak menyentuh zat kimia yang
korosif. Yang dapat dilihat pada Gambar 3.12.
33 b. Tang
Digunakan untuk memotong dan membengkokan kabel penghubung yang
digunakan untuk proses anodizing. Yang dapat dilihat pada Gambar 3.13.
Gambar 3.13 Tang
c. Plat Dudukan Aluminium
Plat dudukan aluminium digunakan untuk menahan kabel penghubung
anoda dan katoda agar posisi spesimen tidak bergeser.
Gambar 3.14 Plat Dudukan Aluminium
d. Penjepit Buaya
Penjepit buaya digunakan untuk menghubungkan kabel dari adaptor
menuju spesimen yang akan di anodizing. Yang dapat dilihat pada Gambar 3.15.
34 e. Sarung tangan
Sarung tangan digunakan untuk melindungi tangan dari larutan bahan
kimia yang korosif pada setiap proses. Yang dapat dilihat pada Gambar 3.16
Gambar 3.16 Sarung Tangan
f. Masker
Masker digunakan untuk melindungi pernafasan dari gas yang timbul dari
bahan kimia korosif sehingga tidak terhirup. Yang dapat dilihat pada Gambar
3.17.
Gambar 3.17 Masker
g. Mistar
Mistar digunakan untuk mengukur lembaran plat aluminium sebelum
35
Gambar 3.18 Mistar
h. Gergaji besi
Gergaji besi digunakan untuk memotong lembaran plat aluminium
menjadi potongan spesimen. Yang dapat dilihat pada Gambar 3.19
Gambar 3.19 Gergaji besi
i. Kertas Amplas
Kertas amplas digunakan untuk menghaluskan spesimen dan
menghilangkan scratch yang ada pada permukaan. Amplas yang digunakan
adalah merk SLG seri C500, C1000, C1500. Yang dapat dilihat pada Gambar
3.20.
36 j. Alat Tulis
Alat tulis digunakan untuk mencatat data yang diperoleh selama proses
anodizing yang diperlukan untuk melengkapi data penyusunan laporan. Yang
dapat dilihat pada Gambar 3.21.
Gambar 3.21 Alat Tulis
k. Kamera
Kamera digunakan sebagai alat dokumentasi kegiatan anodizing dan
dokumentasi peralatan dan bahan yang digunakan dalam proses anodizing. Yang
dapat dilihat pada Gambar 3.22.
Gambar 3.22 Kamera
1.2.2 Bahan Penelitian
Bahan-bahan yang digunakan dalam penelitian mengenai proses anodizing ini
adalah sebagai berikut :
1. Asam Sulfat (H2SO4)
Asam sulfat (H2SO4) berfungsi sebagai larutan elektrolit yang digunakan
37
menjadi aluminium oksida. Asam sulfat yang digunakan adalah asam sulfat teknis
dengan tingkat kemurnian 25%. Larutan asam sulfat (H2SO4) diperoleh dari toko
bahan kima MULTI KIMIA, yang ditunjukan pada Gambar 3.23.
Gambar 3.23 Asam Sulfat (H2SO4)
2. Phosporic Acid (H3PO4)
Phosporic Acid digunakan sebagai larutan elektrolit pada campuran
larutan desmut. Phosphoric acid yang digunakan pada penelitian ini adalah
phosphoric acid teknis. Yang ditunjukan pada Gambar 3.24.
38 3. Asam Asetat/Asam Cuka (CH3COOH)
Asam cuka pada penelitian ini digunakan sebagai campuran larutan
desmut dan sealing. larutan asam cuka yang digunakan adalah asam cuka teknis
produk dari PT BRATACO, yang ditunjukan pada Gambar 3.25.
Gambar 3.25 Asam Asetat/Asam Cuka (CH3COOH)
4. Soda api (NaOH)
Soda api (NaOH) digunakan sebagai larutan etsa, bahan ini berbentuk
padat dengan konsentrasi (100gr/liter) yang diproduksi oleh PT BRATACO,
seperi ditunjukan pada Gambar 3.26.
39 5. Soda Ash/Natrium Karbonat (Na2CO3)
Soda Ash dalam penelitian ini digunakan sebagai larutan penghilang
kotoran dan minyak yang menempel pada spesimen dengan konsentrasi 10gr/liter.
Soda ash yang diperoleh diproduksi oleh PT BRATACO , yang ditunjukan pada
Gambar 3.27.
Gambar 3.27 Soda Ash/Natrium Karbonat (Na2CO3)
6. Air Suling (Aquades)
Fungsi dari air suling berfungsi sebagai larutan campuran seperti pada
larutan sealing, etching dan cleaning. Yang ditunjukan pada Gambar 3.28.
40 7. Spesimen (Anoda)
Spesimen yang digunakan pada penelitian ini adalah logam plat
aluminium yang berfungsi sebagai anoda (+) yang akan melepas ion ke katoda
sehingga terjadi reaksi reduksi. Aluminium yang digunakan yaitu seri 1XXX
dengan dimensi panjang 50 mm, lebar 30 mm dan tebal 2,8 mm. Spesimen
ditunjukan pada Gambar 3.29
Gambar 3.29 Spesimen (Anoda)
8. Plat Aluminium ( Katoda)
Plat aluminium digunakan sebagai katoda (-) pada proses anodizing
dimana plat akan menerima ion dari anoda yang akan melapisi permukaannya.
Dimensi plat aluminium yang digunakan adalah 50 mm, lebar 30 mm dan tebal
2,8 mm atau memiliki rasio 1:1 dengan spesimen. Plat katoda dapat dilihat pada
Gambar 3.30.
41 1.3 Pelaksanaan Penelitian
1.3.1 Tahapan proses anodizing aluminium.
Tahapan-tahapan yang dilakukan pada proses anodizing aluminium diantaranya
adalah :
1. Pengamplasan
Proses pengamplasan bertujuan untuk menghilangkan noda dan scratch
yang terdapat pada permukaan logam aluminium serta meratakan permukaannya.
Proses pengamplasan ini menggunakan amplas logam dengan seri C500, C1000,
C1500. Proses ini dilakukan secara manual dengan menggunakan tangan secara
berurutan mulai C500, C1000 dan C5000. Setelah proses pengamplasan selesai
kemudian spesimen di rinsing dengan air suling (aquades). Seperti ditunjukan
pada Gambar 3.31.
Gambar 3.31 Proses Pengamplasan Spesimen
2. Cleaning (Pencucian)
Setelah dilakukan proses pengamplasan selanjutnya adalah proses
cleaning yaitu proses pencucian spesimen dengan menggunakan natrium karbonat
(Na2CO3) yaitu bahan utama dalam pembuatan detergen yang berfungsi untuk
menghilangkan noda dan minyak yang menempel pada spesimen. Konsentrasi
larutan cleaning yaitu 10gr/liter aquades. Dengan suhu ruangan bak plastik
30-35oC. proses ini sangat penting dalam proses anodizing dikarenakan spesimen
42
anodizing tidak dapat menghilangkan minyak ataupun lemak yang menempel
pada permukaan spesimen sehingga lapisan oksida tidak dapat terbentuk akibat
permukaan tertutup minyak ataupun lemak. Setelah proses cleaning selesai
kemudian spesimen di rinsing dengan air suling (aquades) menggunakan sprayer
(semprotan). Proses cleaning dapat dilihat pada Gambar 3.32.
Gambar 3.32 (a) Proses Cleaning Spesimen, (b) Proses Rinsing
3. Etching (Etsa)
Setelah dilakukan proses cleaning selanjutnya adalah proses etching yaitu
proses yang bertujuan untuk menghilangkan lapisan oksida yang terbentuk secara
alami yang tidak dapat dihilangkan dengan proses sebelumya. Selain itu proses ini
berguna untuk membuat permukaan spesimen menjadi lebih rata dan halus.
Komposisi larutan etching yaitu berupa soda api (NaOH) dengan konsentrasi
(100gr/liter) air suling (aquades). Dengan suhu ruangan bak plastik 30-35oC.
spesimen yang sudah melewati cleaning dan rinsing dicelupkan kedalam larutan
etching selama ± 1 menit. Setelah proses etching selesai kemudian spesimen di
rinsing dengan air suling (aquades) menggunakan sprayer (semprotan). Proses
etching dapat dilihat pada Gambar 3.33.
43
Gambar 3.33 (a) Proses Etching, (b) Proses Rinsing
4. Desmut
Setelah dilakukan proses etching selanjutnya adalah proses desmut yaitu
proses yang bertujuan untuk menghilangkan smut pada aluminium. Istilah smut
sendiri adalah lapisan tipis berwarna abu-abu hingga hitam yang berasal dari
bahan-bahan paduan pembentuk logam aluminium seri 1XXX yang tidak dapat
larut dalam larutan etching. Selain itu desmut juga berfungsi untuk pengkilapan
(Bright deep) pada permukaan logam aluminium. Komposisi larutan desmut yaitu
75% phosphoric acid (H3PO4), 15% asam sulfat (H2SO4) dan 10% asam cuka
(CH3COOH). Dengan suhu ruangan bak plastik 30-35oC, spesimen dicelupkan
dalam lariutan desmut selama ± 2 menit. Setelah proses desmut selesai kemudian
spesimen di rinsing dengan air suling (aquades) menggunakan sprayer.
Gambar 3.34 (a) Proses Desmut, (b) Proses Rinsing
a b
44
5. Anodizing (Oksidasi Anodik)
Setelah dilakukan proses desmut selanjutnya adalah proses anodizing yaitu
proses yang bertujuan untuk menghasilkan lapisan oksida pada anoda. Komposisi
larutan anodizing yaitu 400ml asam sulfat (H2SO4) dan 600ml air suling
(aquades). Pada proses anodizing spesimen dipasang sebagai anoda atau pada
kutub positif (+) dan plat aluminium sebagai katoda atau pada kutub negatif (-).
Sebelum mencelupkan spesimen kedalam larutan, tegangan pada adaptor DC
diatur terlebih dahulu yaitu sebesar 18 Volt lalu spesimen dicelupkan kedalam
larutan elektrolit dan diatur arusnya sebesar 4 Ampere (50 Ampere/dm2). Setelah
itu dilakukan variasi waktu pencelupan yaitu 5, 10, dan 15 menit. Setelah proses
anodizing selesai kemudian spesimen di rinsing dengan air suling (aquades)
menggunakan sprayer (semprotan). Proses anodizing dapat dilihat pada Gambar
3.35.
Gambar 3.35 (a) Proses Anodizing (oksidasi anodik), (b) Proses Rinsing
6. Sealing.
Setelah dilakukan proses anodizing selanjutnya adalah proses hot sealing
yaitu proses penutupan pori-pori lapisan oksida. komposisi larutan sealing yaitu
asam cuka 50gr/liter air suing (aquades), lalu spesimen dicelupkan selama ±10
detik kedalam larutan sealing dengan suhu antara 90-95oC. Setelah proses hot
sealing selesai kemudian spesimen di rinsing dengan air suling (aquades)
Anoda Katoda
45
menggunakan sprayer (semprotan). Proses sealing dapat dilihat pada Gambar
3.36.
Gambar 3.36 (a) Proses Sealing , (b) Proses Rinsing
46 1.3.2 Bagan Proses Anodizing
Gambar 3.37 menunjukan bagan proses anodizing mulai dari proses awal
sampai dengan proses akhir.
Gambar 3.37 Bagan proses anodizing
47 1.3.3 Pelaksanaa pengujian
1. Pengujiaan struktur mikro
Pengujian struktur mikro ini bertujuan untuk melihat ketebalan lapisan
oksida pada aluminium setelah proses anodizing. setelah spesimen aluminium
dibelah menjadi 2 bagian, kemudian diambil sebagian dari spesimen untuk di
mounting. Fungsi dari mounting adalah untuk memudahkan melakukan
pengamatan foto struktur mikro pada saat pengujian berlangsung. Selanjutnya
spesimen diamati menggunakan alat foto mikro dan ketebalan lapisan oksida
aluminium dapat dilihat dari sisi samping spesimen. Adapun preparasi spesimen
langkah kerja dalam pengujian foto mikro yaitu :
1. Benda uji dibelah menjadi dua bagian dengan menggunakan gergaji secara
hati-hati dimaksudkan agar tidak terjadi perubahan struktur karena panas yang
timbul akibat gesekan dengan gergaji saat proses pemotongan.
2. Benda uji yang sudah dibelah kemudian di mounting dalam kotak akrilik yang
terbuat dari resin dan katalis sebagai pemegang pada saat pengujian yang
ditunjukan pada Gambar 3.38
Gambar 3.38 Resin penahan spesimen.
3. Pengamplasan permukaan benda uji yang dibelah dengan menggunakan
amplas no 120 hingga 1500, dilakukan secara berurutan mulai dari yang kasar